Evaluation of Reliefs’ Properties on Design of Thermoformed Packaging Using Fused Deposition Modelling Moulds


Abstract
:1. Introduction
2. Construction of Test Specimens
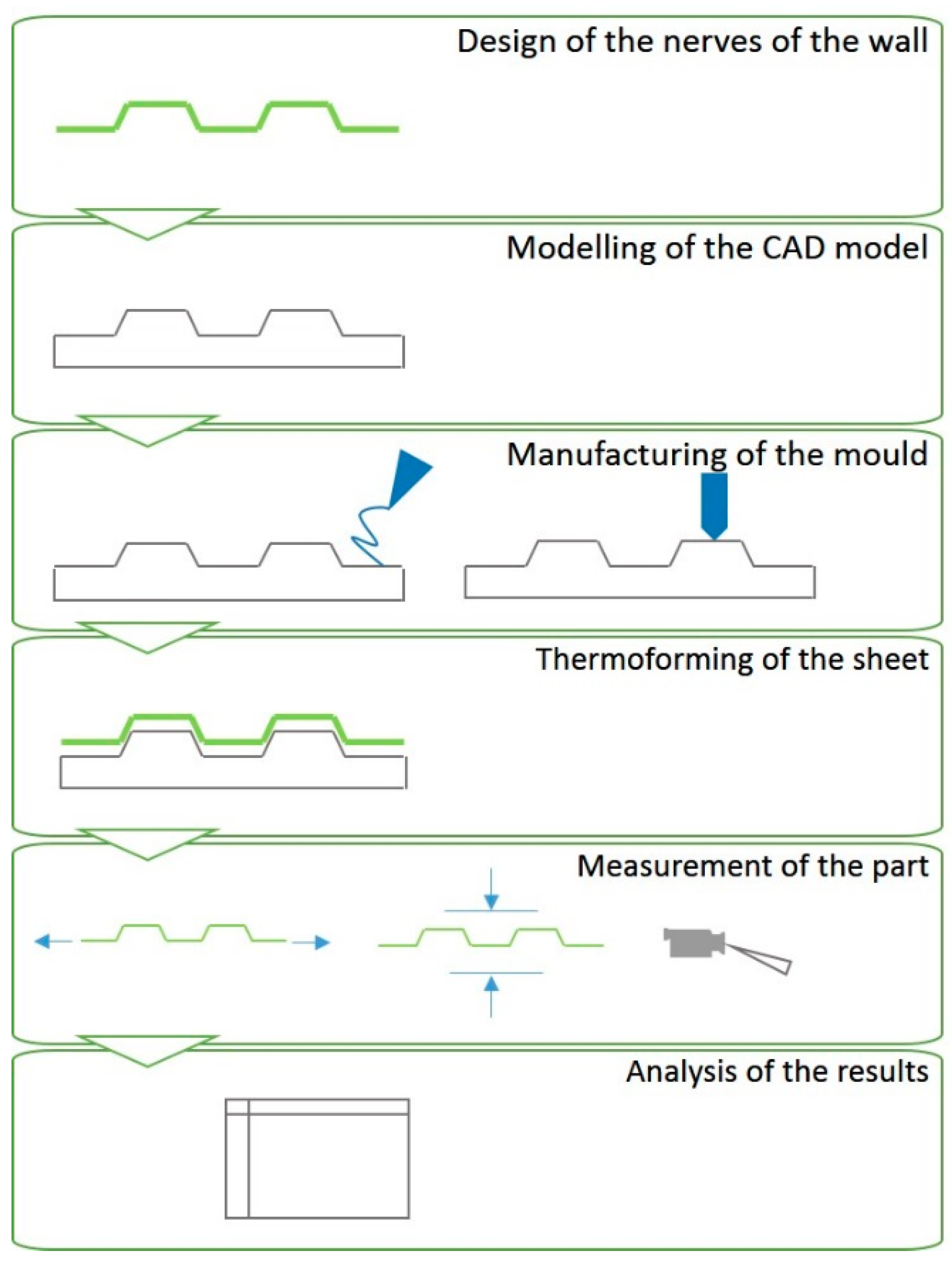
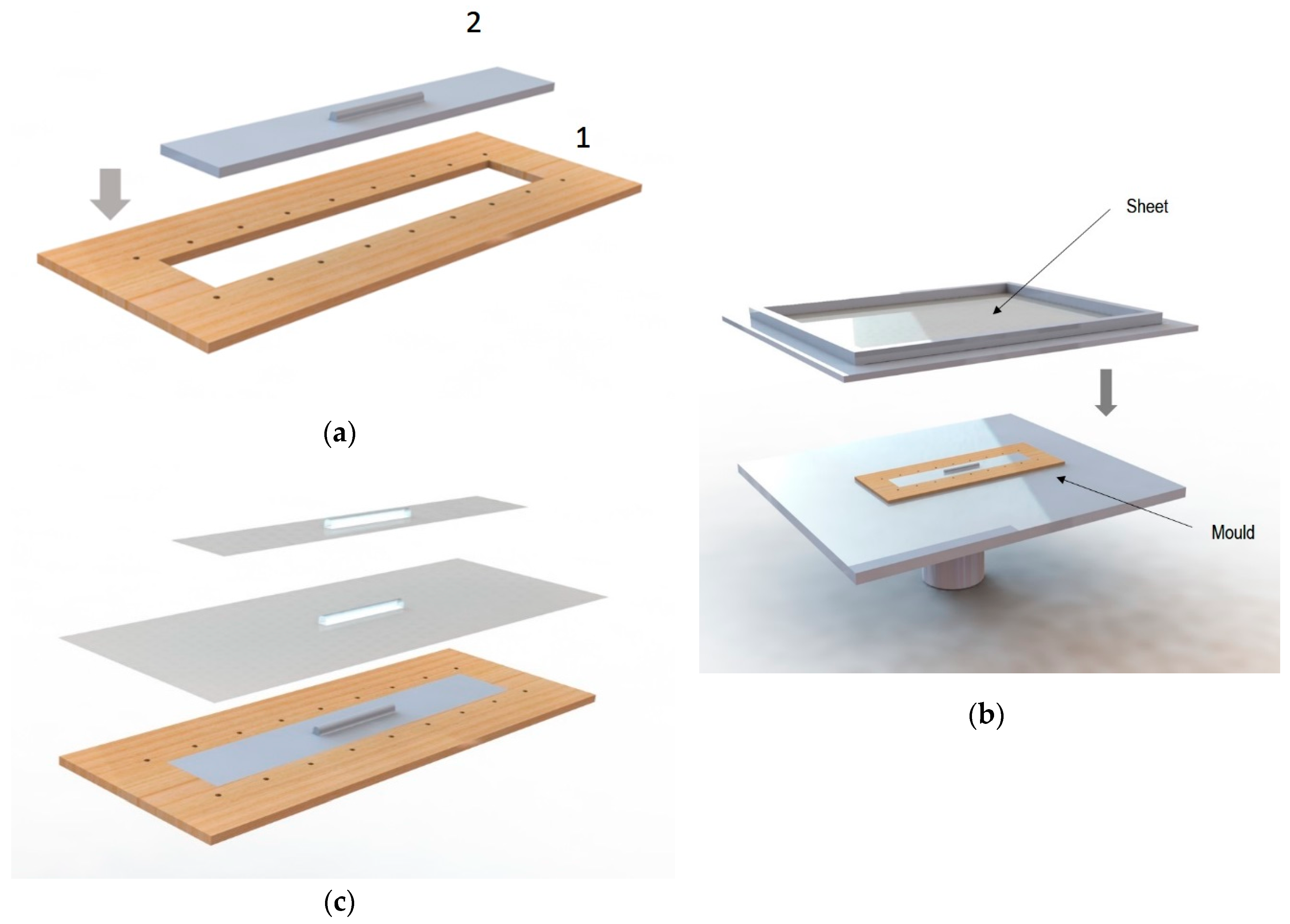
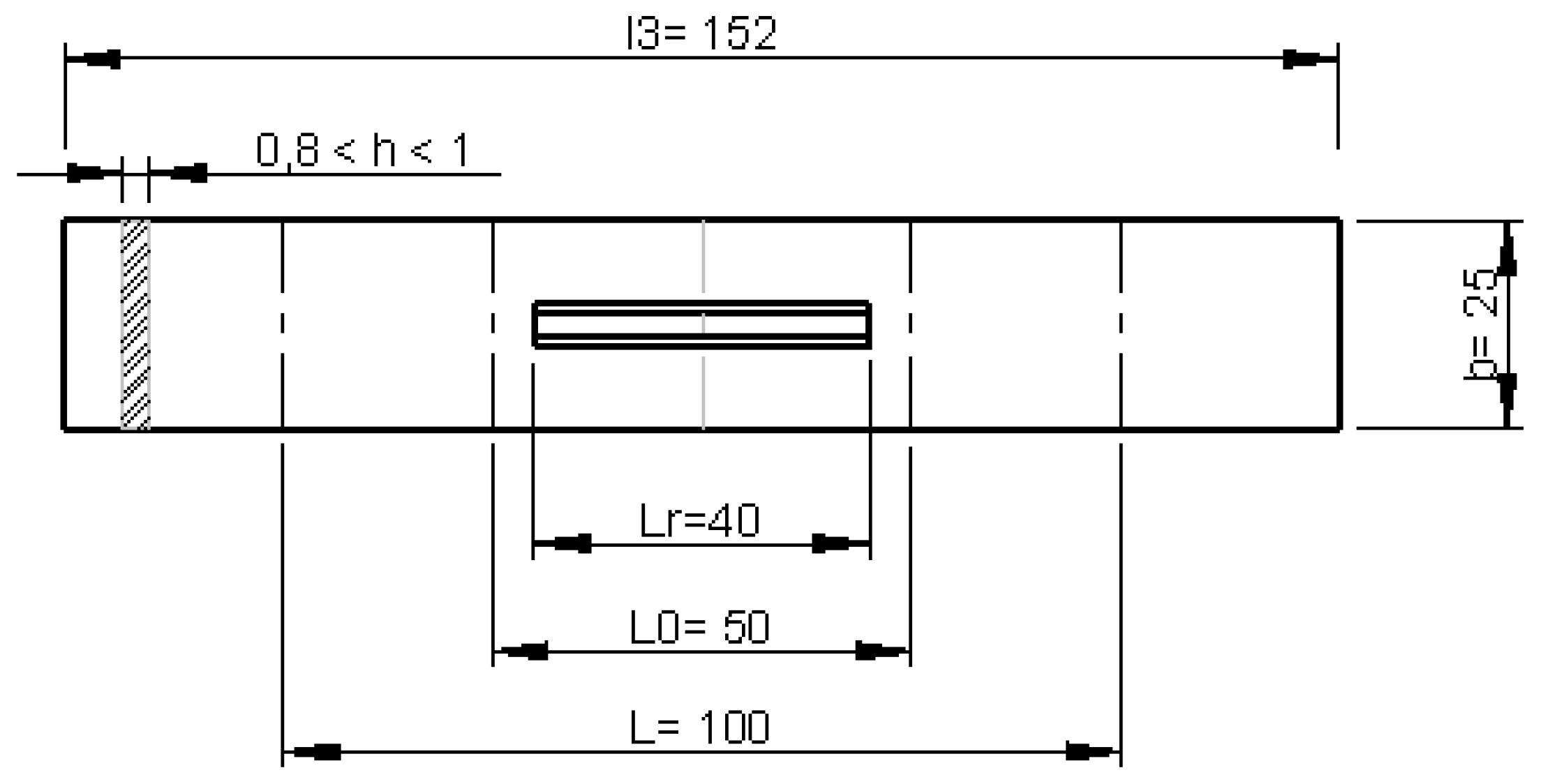
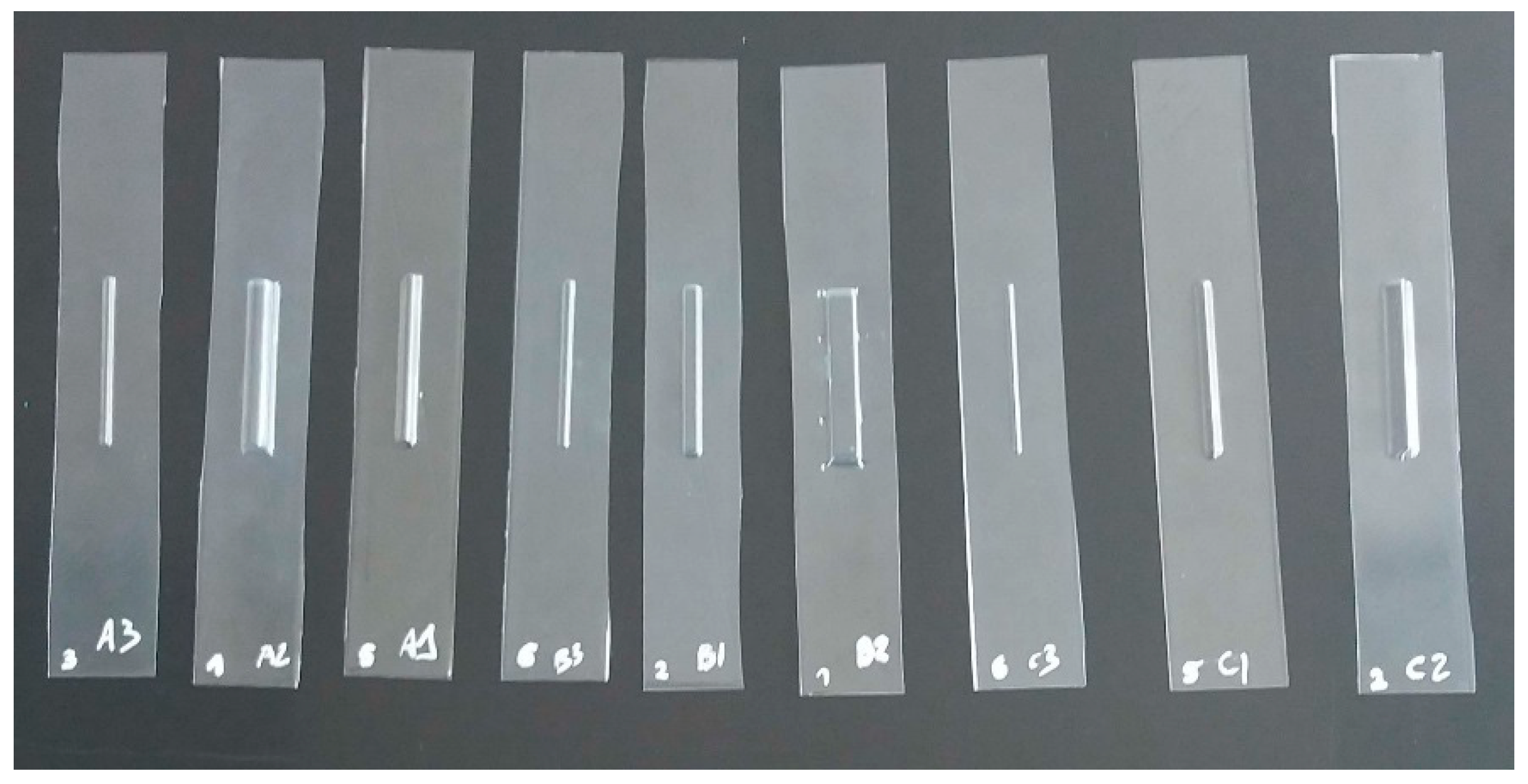
2.1. Procedure for the Construction and Preparation of Tensile Specimens
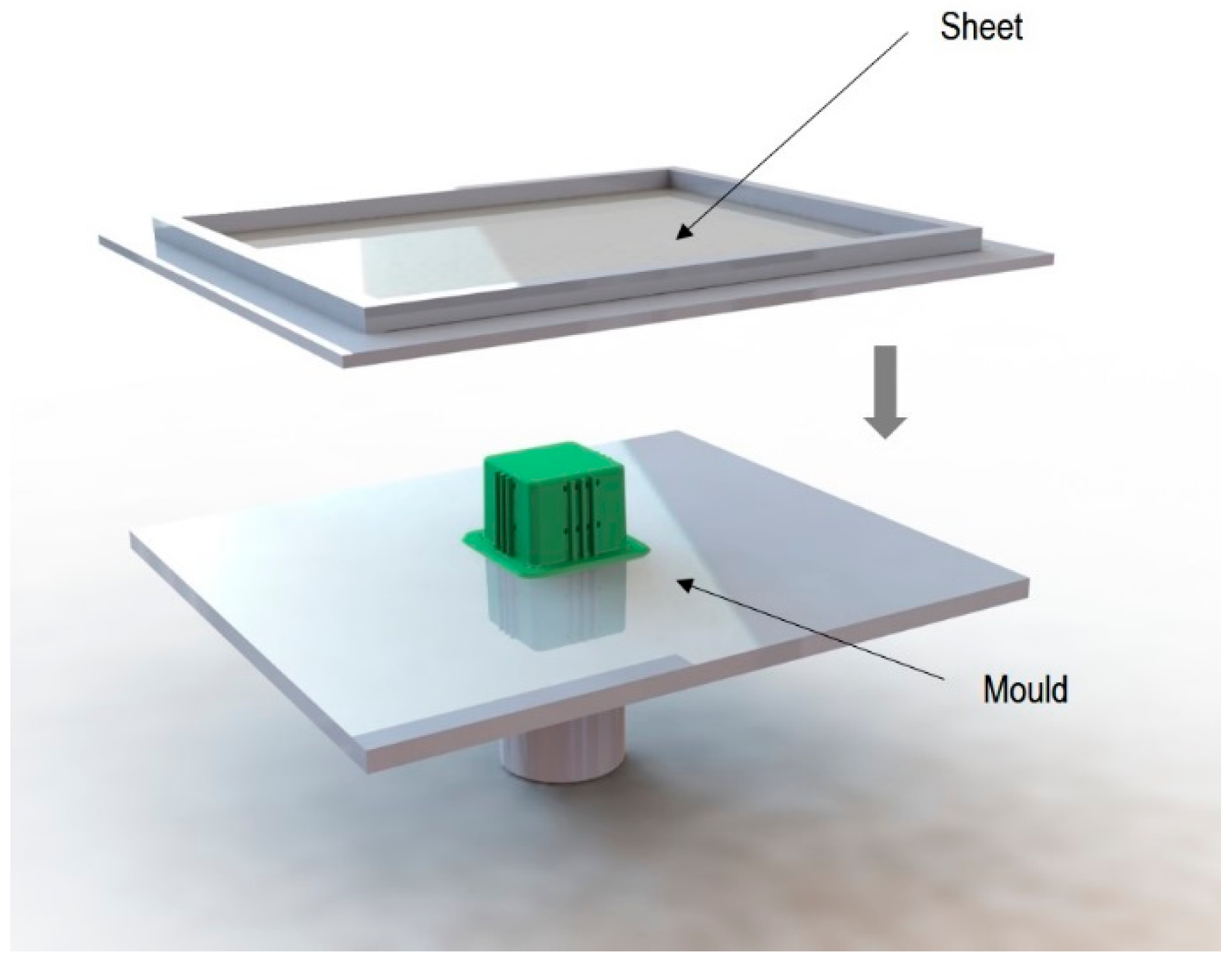
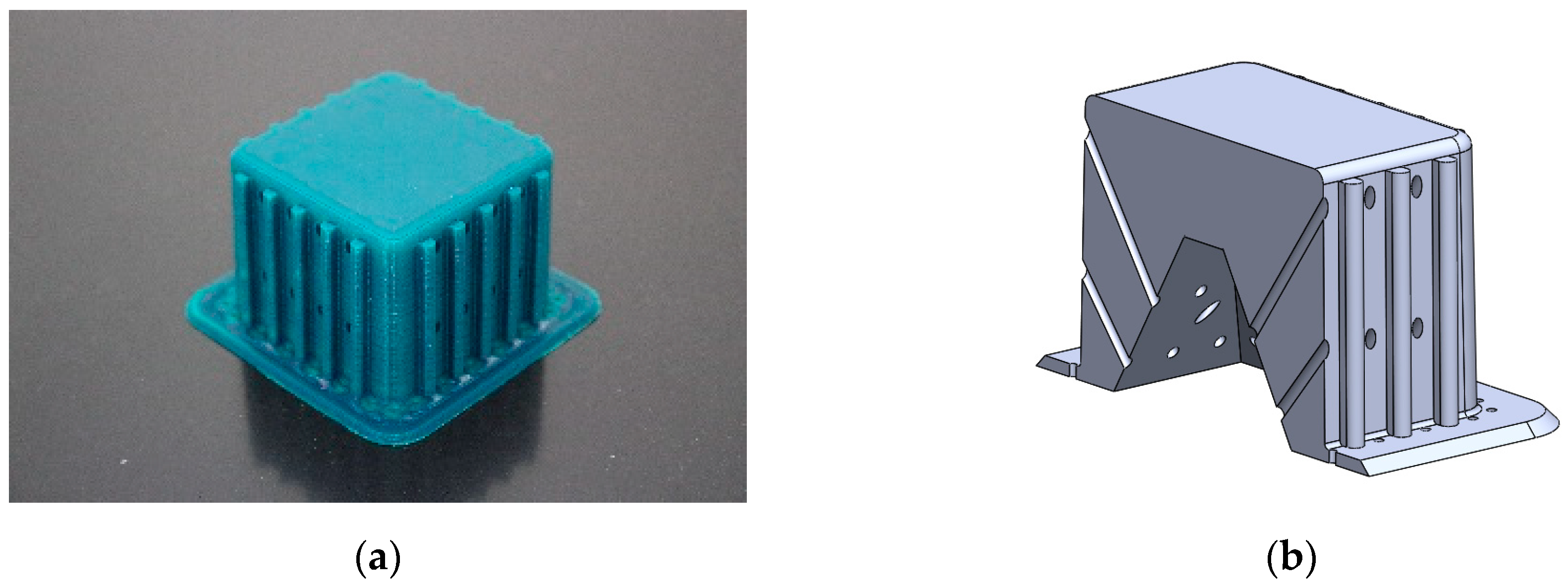
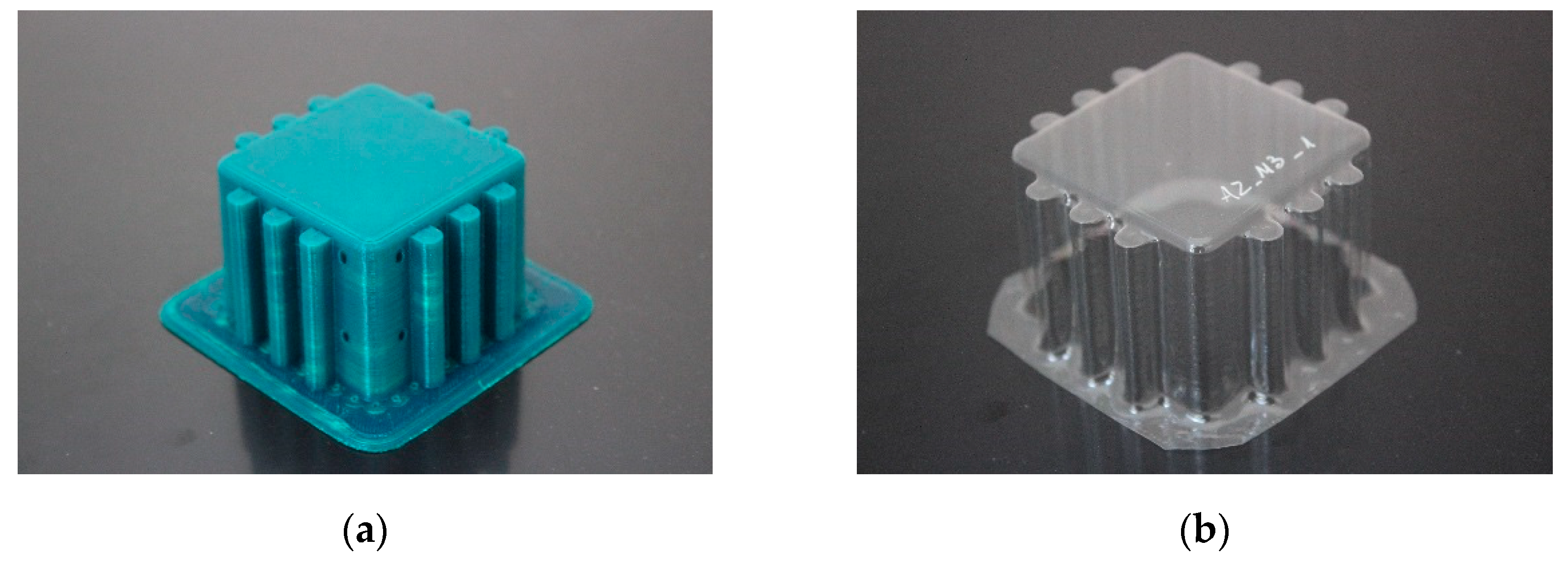
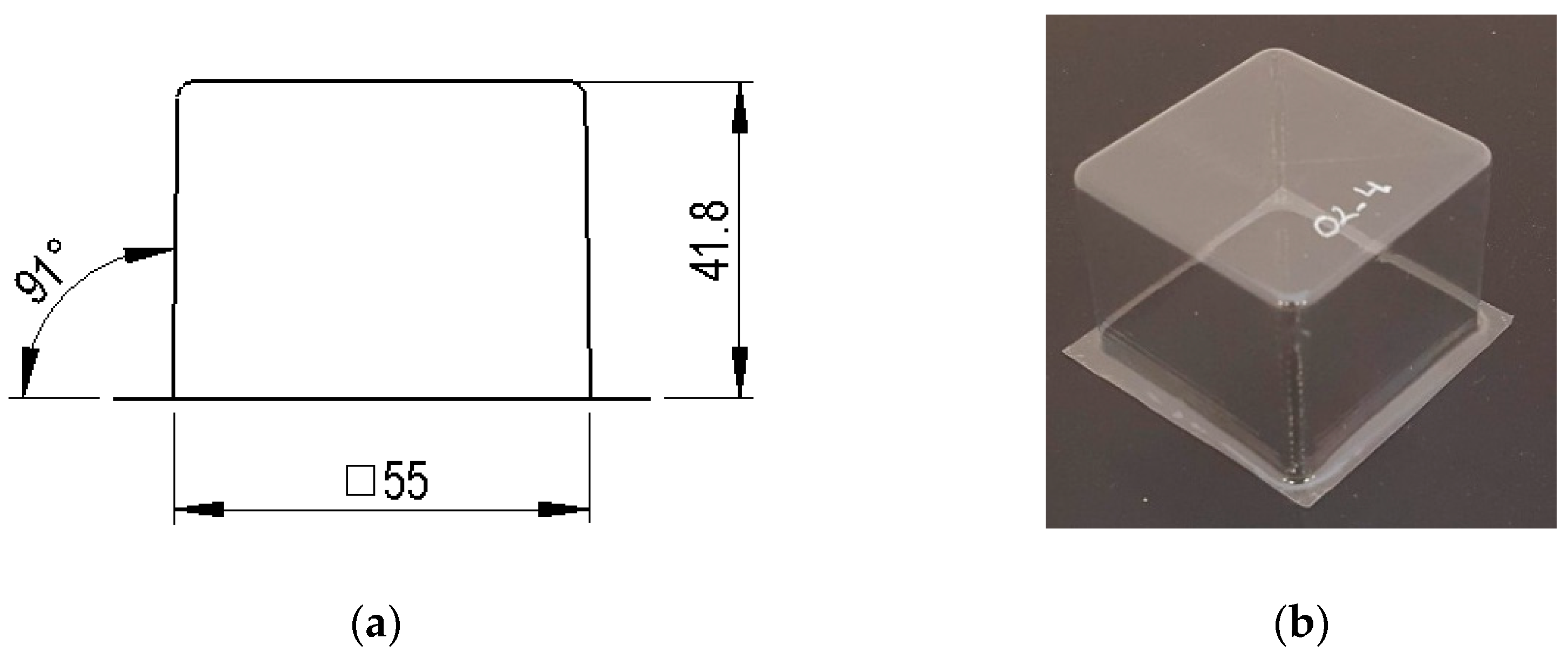
2.2. Procedure for the Construction and Preparation of Specimens for Compression Tests
3. Materials and Methods
3.1. Tested Material
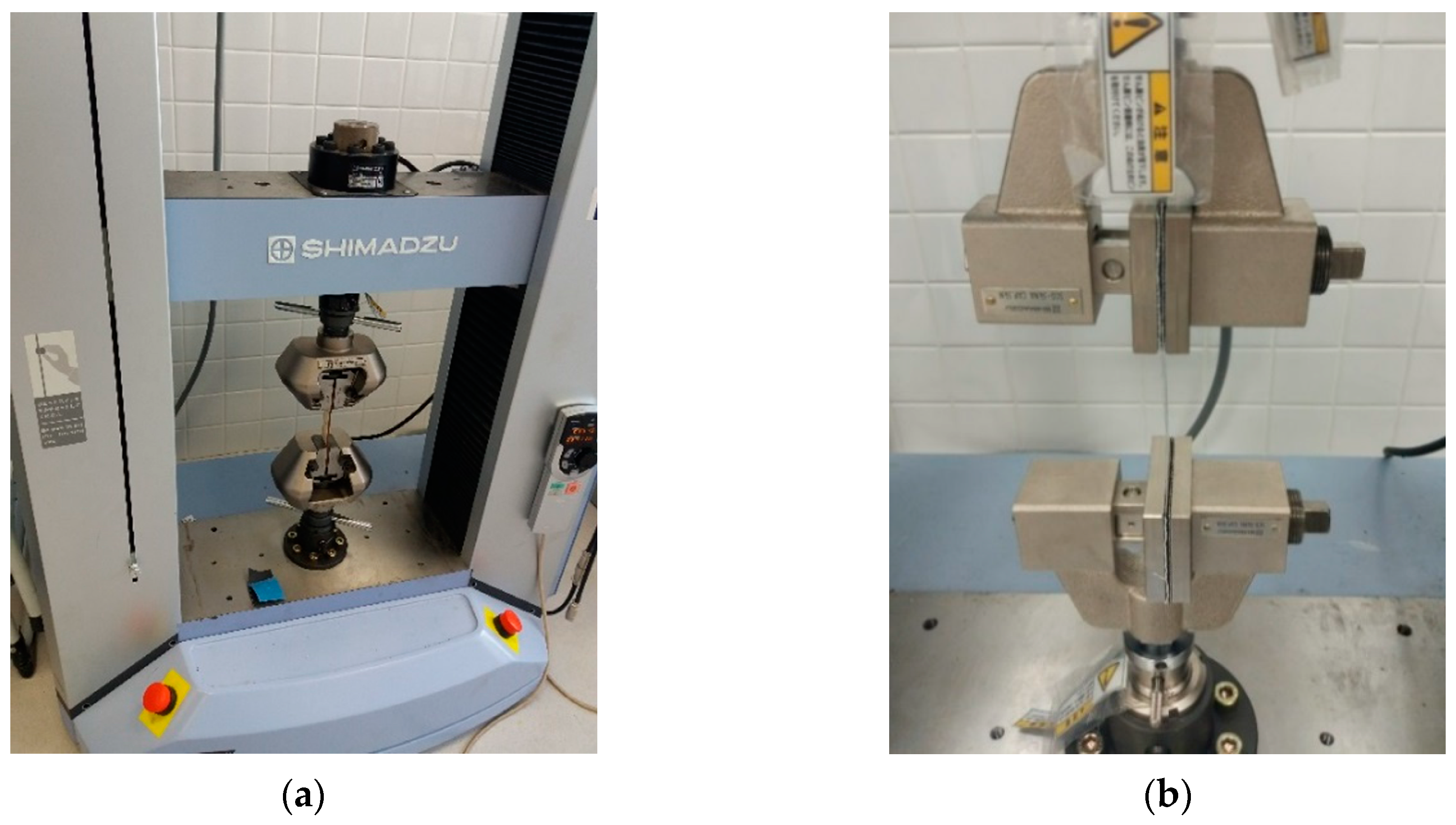
3.2. Tensile Test Method
3.2.1. Morphological Study
3.2.2. Mechanical Characterization Study
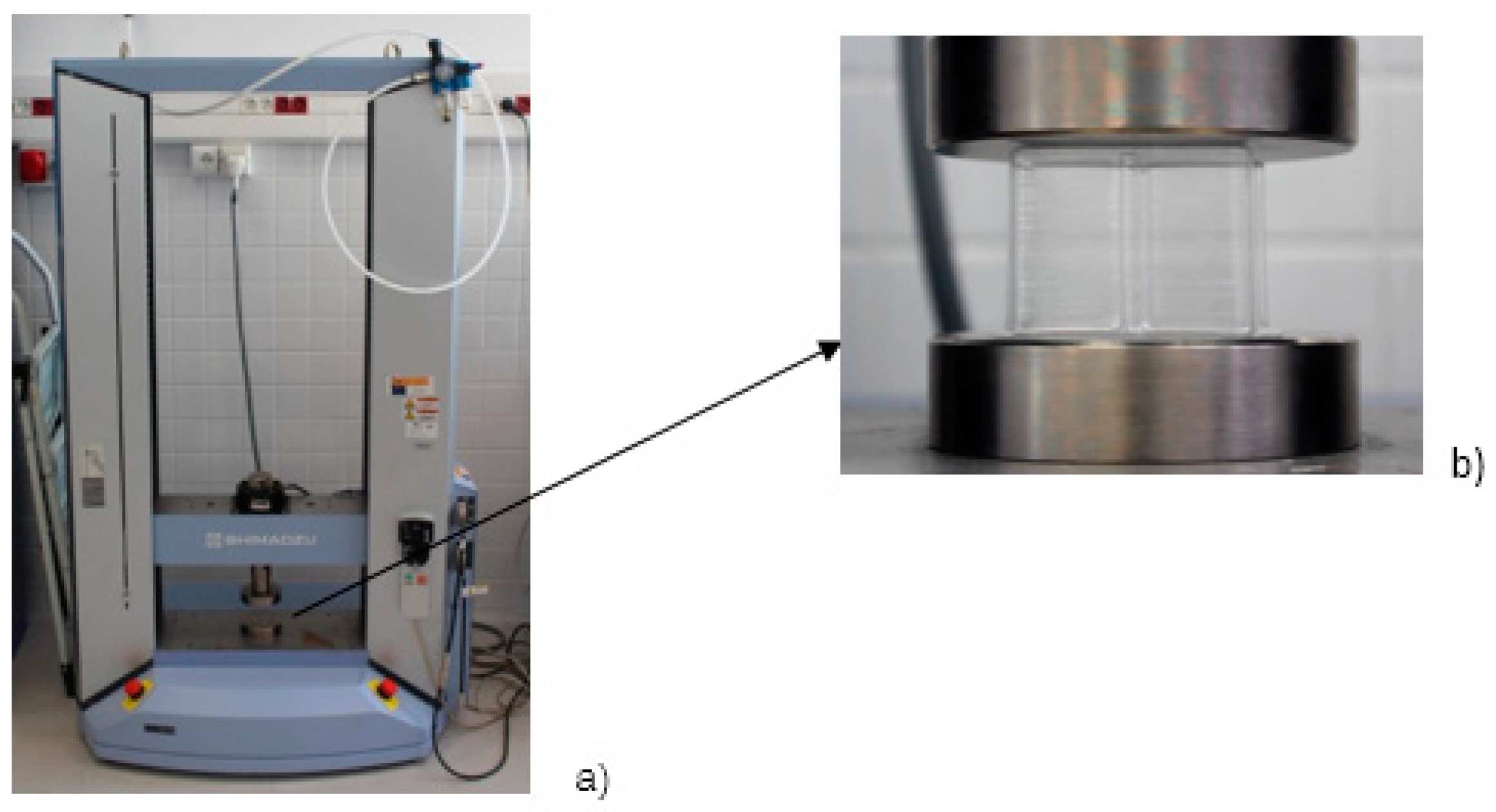
3.3. Method for Compression Tests
3.3.1. Macrogeometric Analysis
3.3.2. Mechanical Characterization
4. Results and Discussion
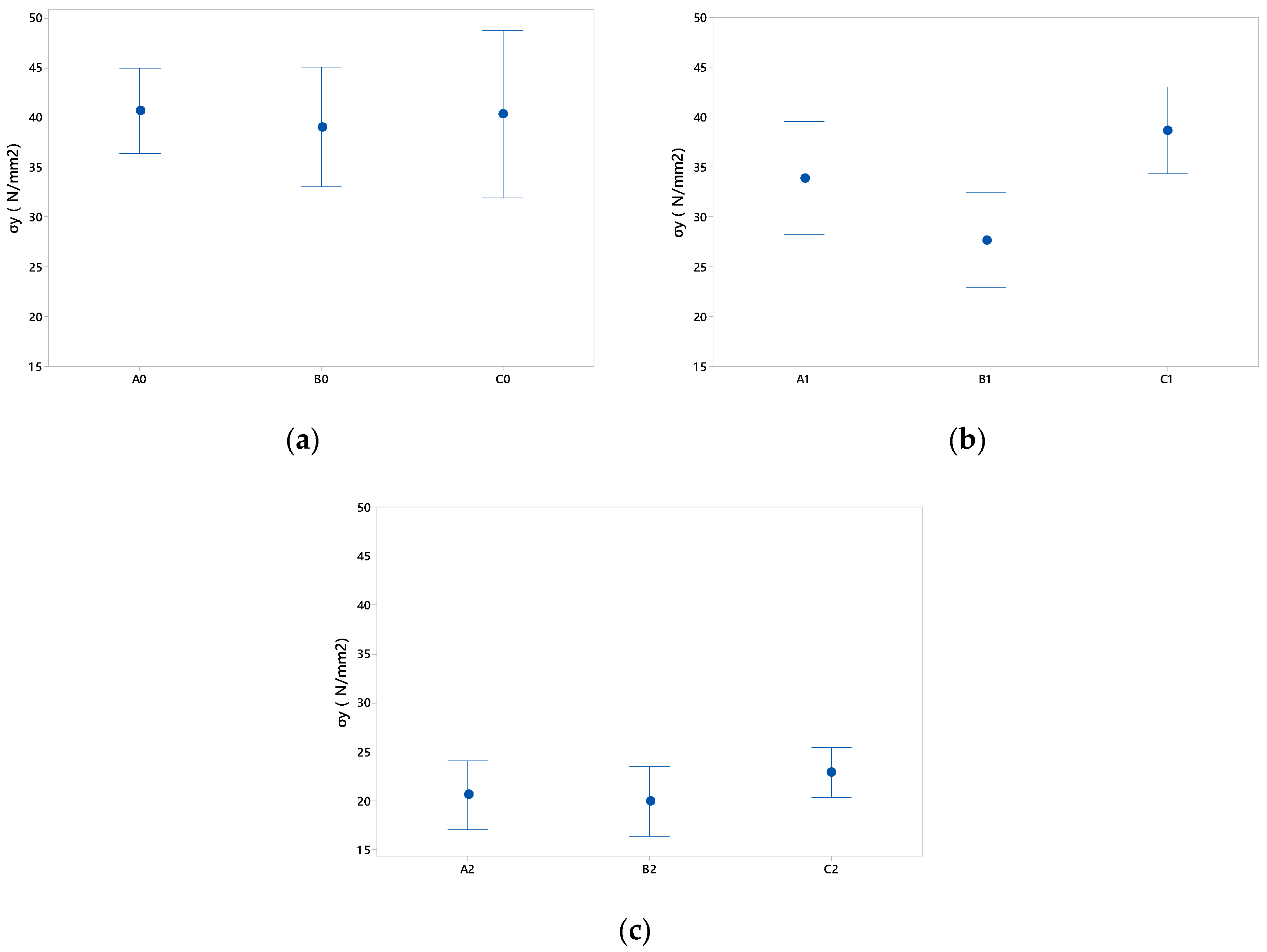
4.1. Tensile Strength
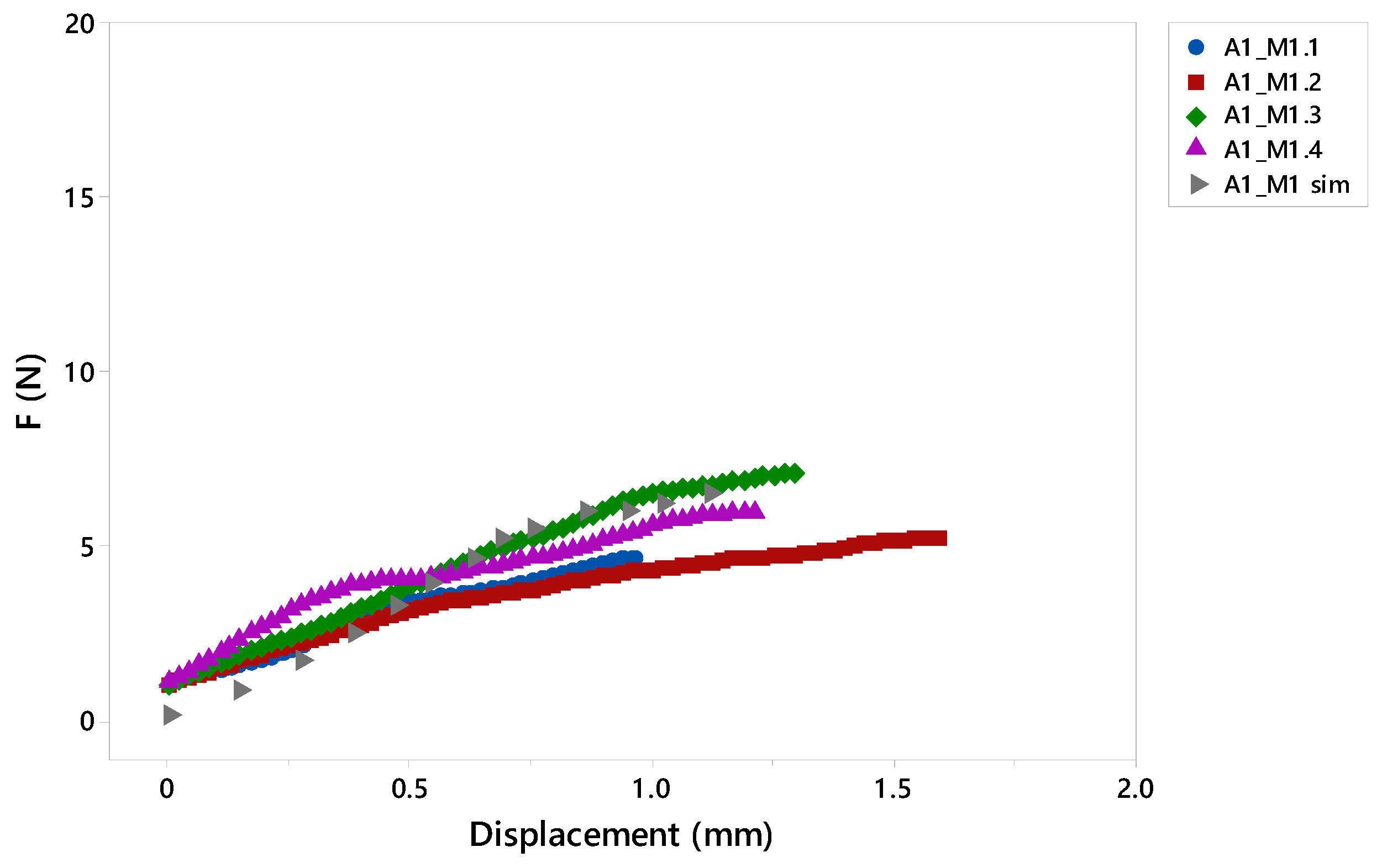
4.1.1. Mechanical Evaluation
4.1.2. Dimensional Evaluation
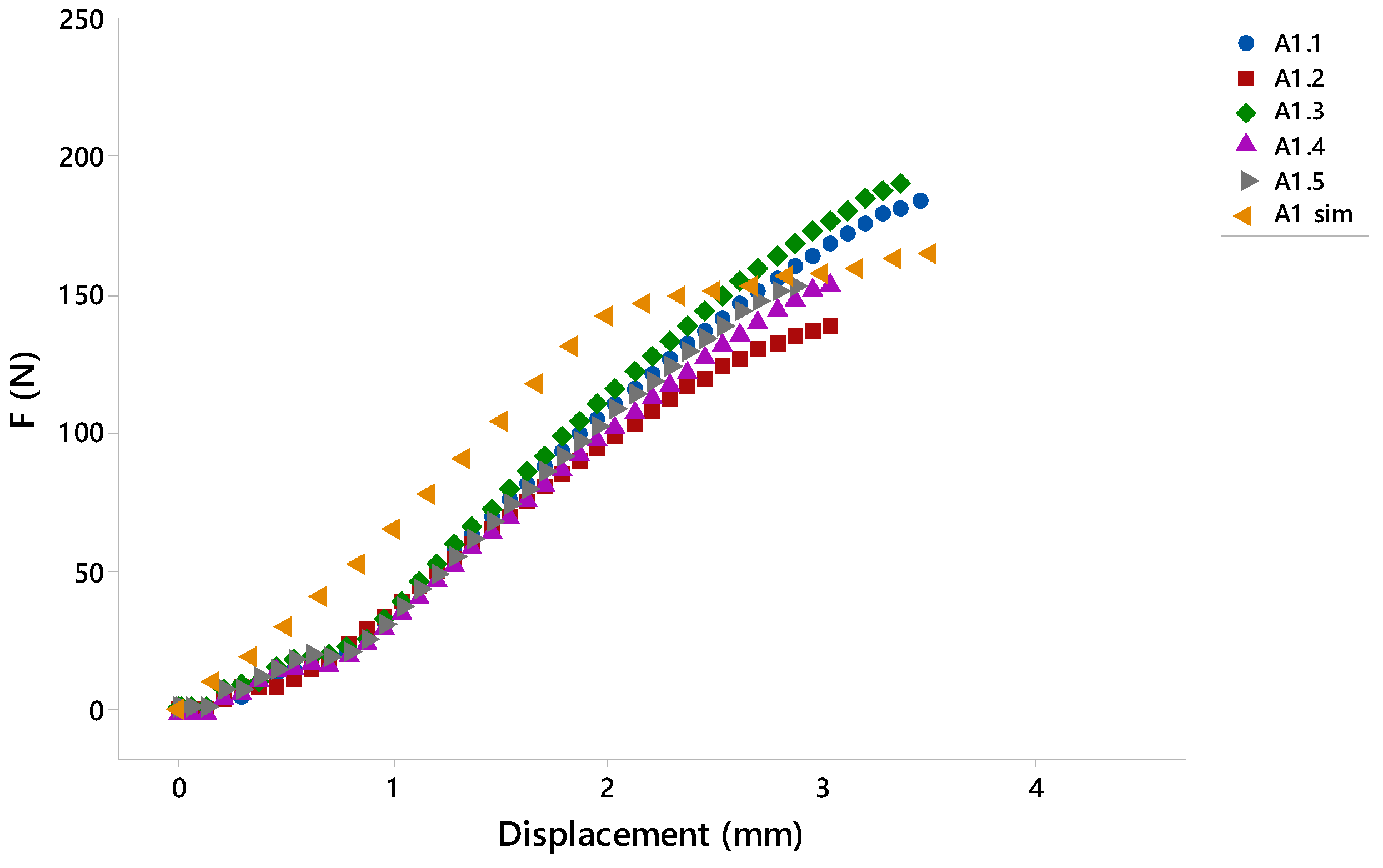
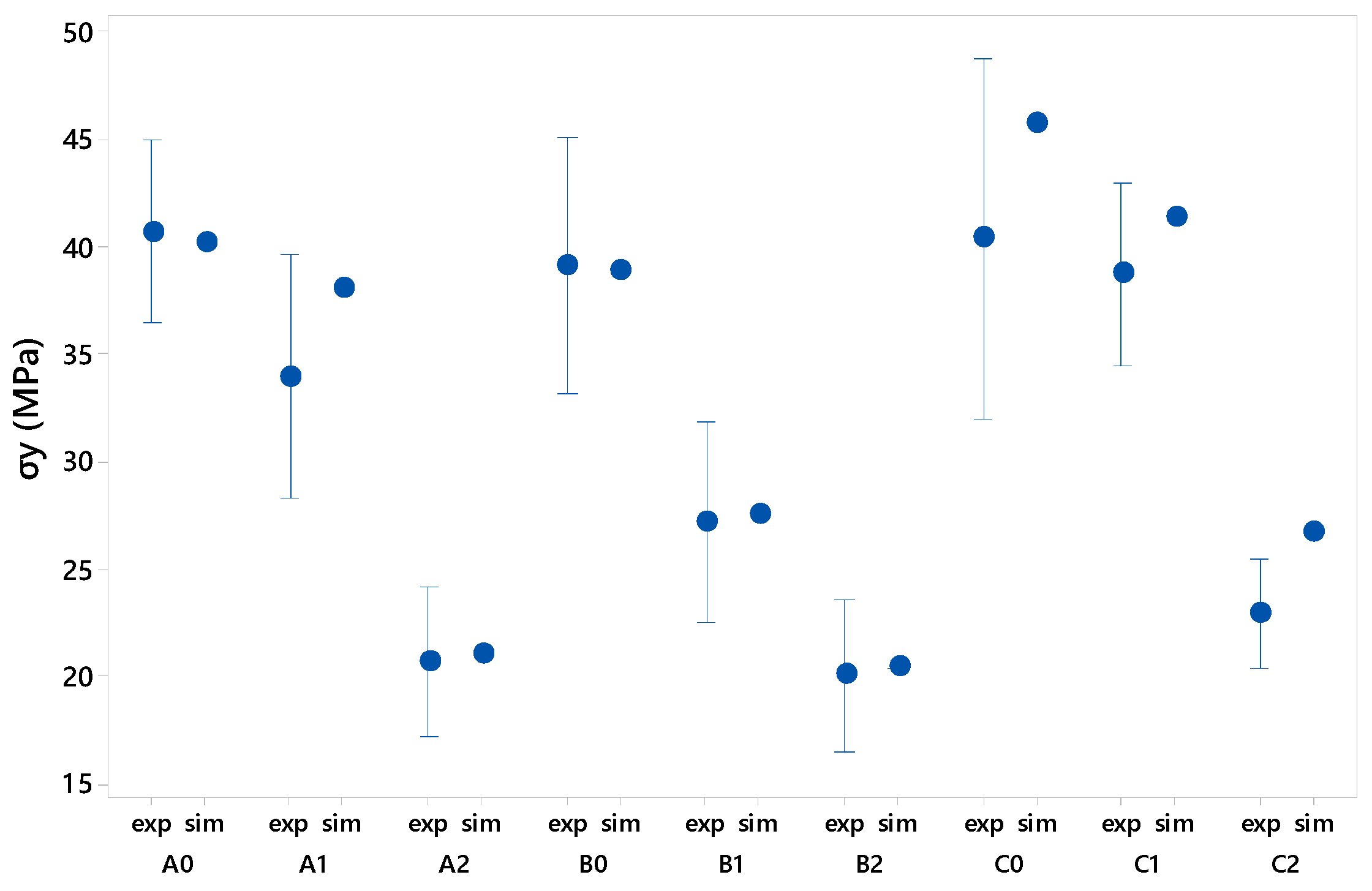
4.1.3. Simulation Validation
4.2. Compression Tests
4.2.1. Visual Characterization
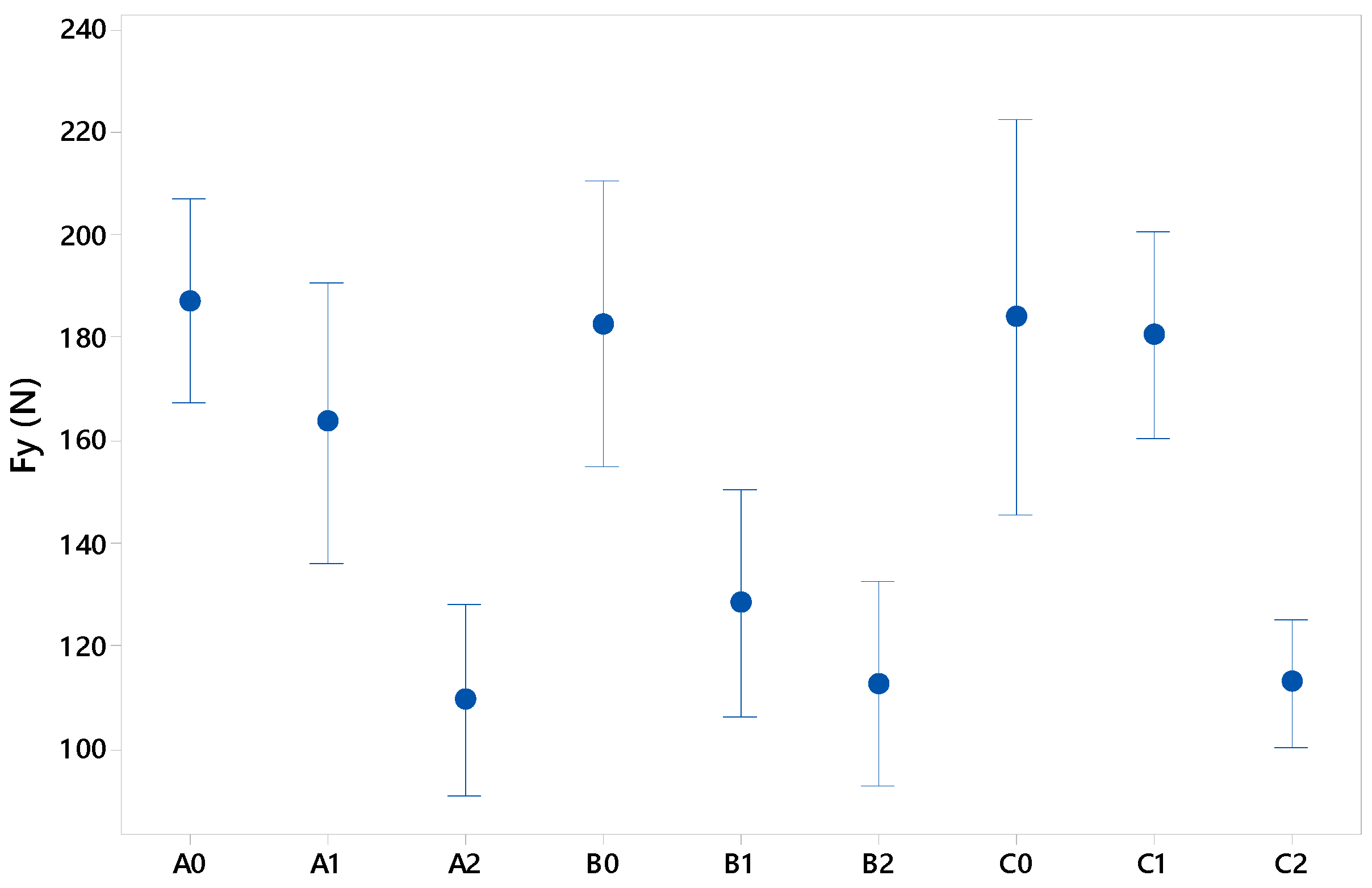
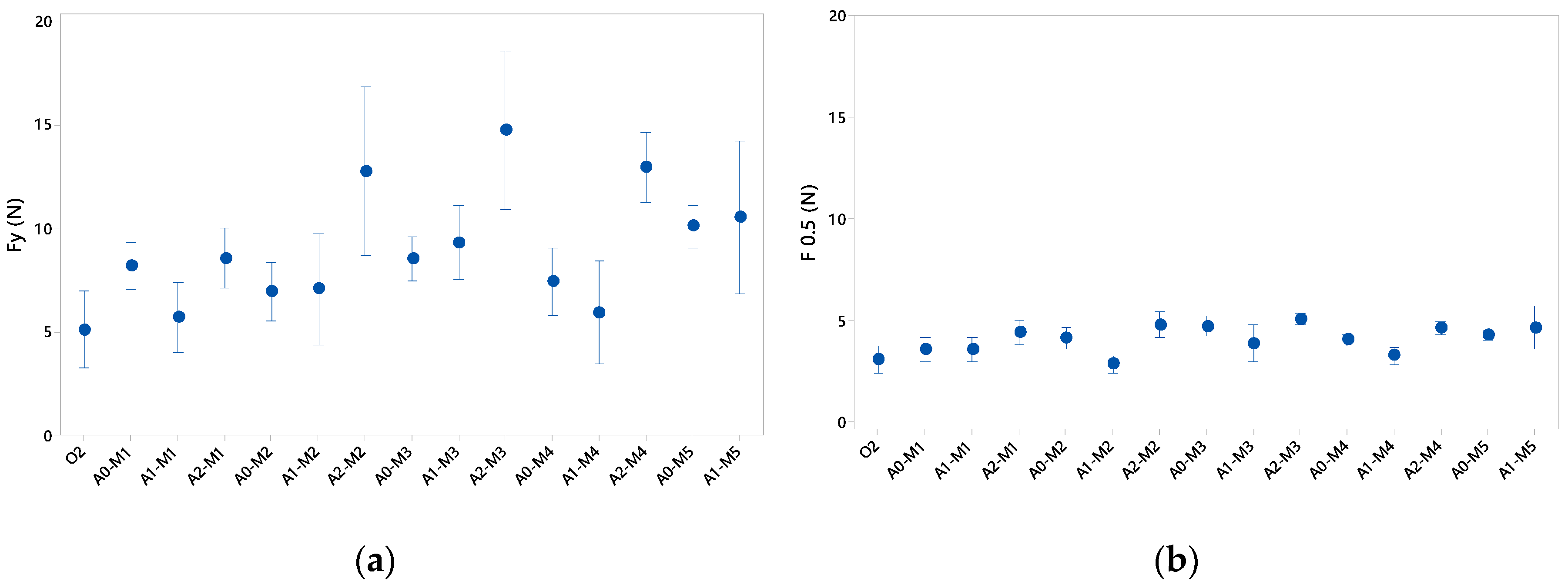
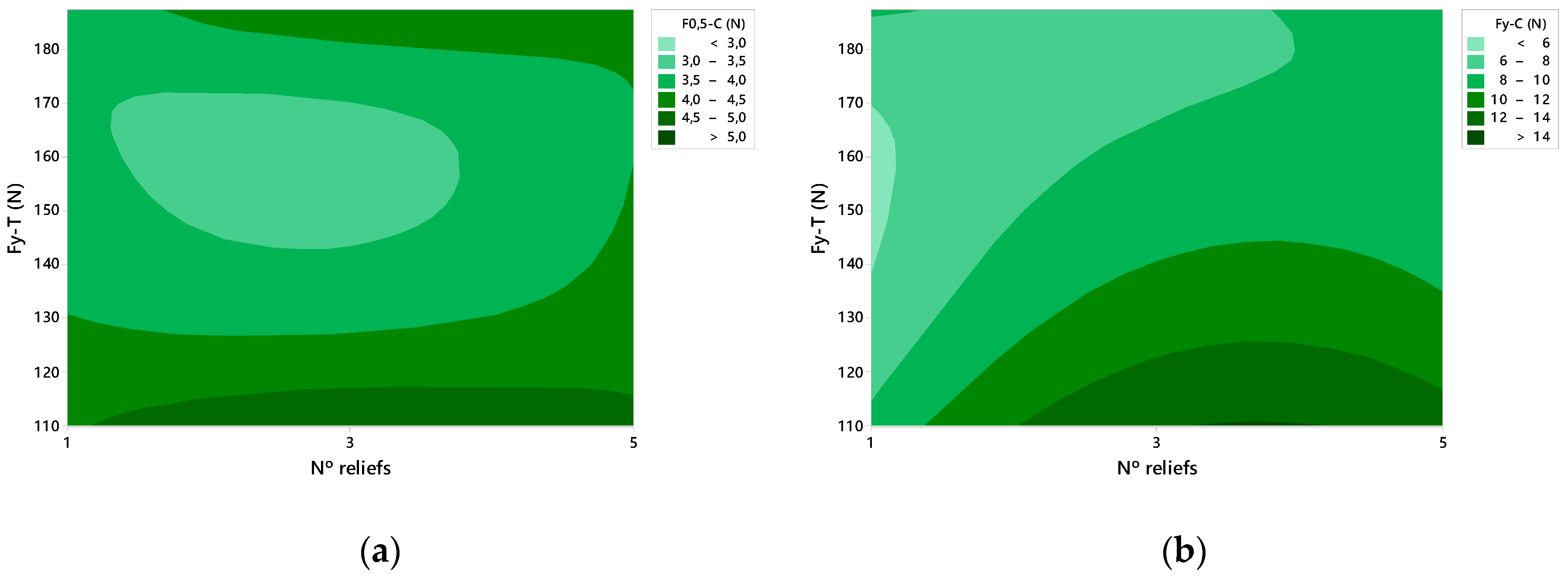
4.2.2. Mechanical Evaluation
4.2.3. Case Study of Validation by FEM
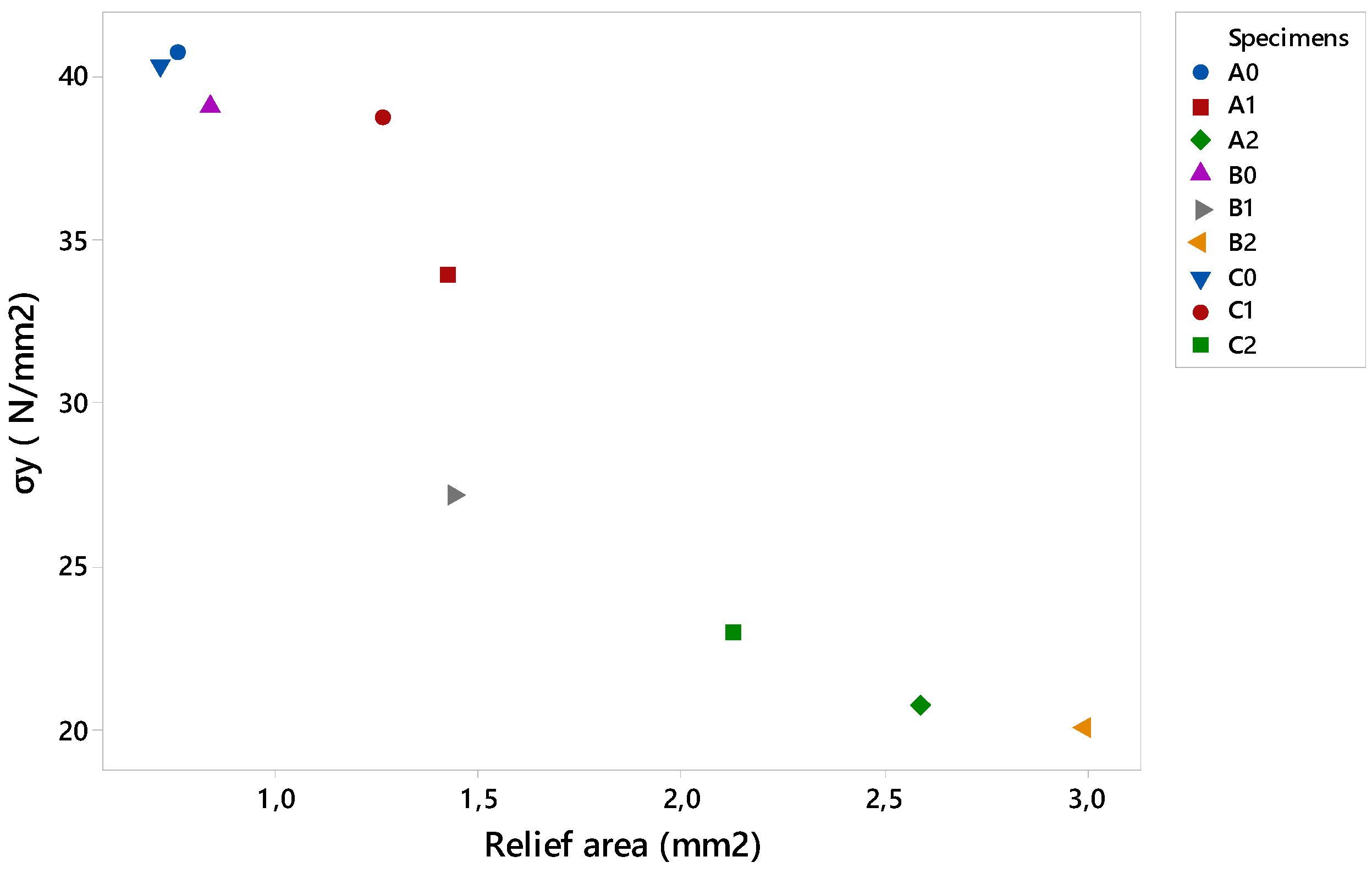
4.3. Relationship between Tensile and Compressive Tests
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Paine, F.A. Fundamentals of Packaging; Institute of Packaging: Leicestershire, UK, 1981; ISBN 0950756709. [Google Scholar]
- Trinetta, V. Definition and Function of Food Packaging. In Reference Module in Food Science; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Hannay, F. Rigid Plastics Packaging: Materials, Processes and Applications; Rapra: Shawbury, UK, 2002; ISBN 1859573584. [Google Scholar]
- Selke, S.; Culter, J. Plastics Packaging, 3rd ed.; Hanser: Munich, Germany, 2016; ISBN 9781569904435. [Google Scholar]
- Hellström, D.; Olsson, A. Managing Packaging Design for Sustainable Development: A Compass for Strategic Directions; Wiley: Chichester, UK, 2017; ISBN 1119150930. [Google Scholar]
- Rosato, D.V. Plastics End Use Application Fundamentals. In Plastics End Use Applications. Springer Briefs in Materials; Springer: Berlin, Germany, 2011; pp. 11–18. [Google Scholar]
- Siracusa, V.; Rosa, M.D. Sustainable Packaging. In Sustainable Food Systems from Agriculture to Industry; Academic Press: Cambridge, MA, USA, 2018; pp. 275–307. [Google Scholar]
- Baselice, A.; Colantuoni, F.; Lass, D.A.; Nardone, G.; Stasi, A. Trends in EU consumers’ attitude towards fresh-cut fruit and vegetables. Food Qual. Prefer. 2017, 59, 87–96. [Google Scholar] [CrossRef]
- Cagnon, T.; Méry, A.; Chalier, P.; Guillaume, C.; Gontard, N. Fresh food packaging design: A requirement driven approach applied to strawberries and agro-based materials. Innov. Food Sci. Emerg. Technol. 2013, 20, 288–298. [Google Scholar] [CrossRef]
- Santeramo, F.; Carlucci, D.; De Devitiis, B.; Seccia, A.; Stasi, A.; Viscecchia, R.; Nardone, G. Emerging trends in European food, diets and food industry. Food Res. Int. 2018, 104, 39–47. [Google Scholar] [CrossRef] [PubMed]
- Simmonds, G.; Spence, C. Thinking inside the box: How seeing products on, or through, the packaging influences consumer perceptions and purchase behaviour. Food Qual. Prefer. 2017, 62, 340–351. [Google Scholar] [CrossRef]
- Becker, L.; van Rompay, T.J.L.; Schifferstein, H.N.J.; Galetzka, M. Tough package, strong taste: The influence of packaging design on taste impressions and product evaluations. Food Qual. Prefer. 2011, 22, 17–23. [Google Scholar] [CrossRef]
- Westerman, S.; Sutherland, E.; Gardner, P.; Baig, N.; Critchley, C.; Hickey, C.; Mehigan, S.; Solway, A.; Zervos, Z. The design of consumer packaging: Effects of manipulations of shape, orientation, and alignment of graphical forms on consumers’ assessments. Food Qual. Prefer. 2013, 27, 8–17. [Google Scholar] [CrossRef]
- Celhay, F.; Boysselle, J.; Cohen, J. Food packages and communication through typeface design: The exoticism of exotypes. Food Qual. Prefer. 2015, 39, 167–175. [Google Scholar] [CrossRef]
- Rundh, B. Packaging design: Creating competitive advantage with product packaging. Br. Food J. 2009, 111, 988–1002. [Google Scholar] [CrossRef]
- Klimchuk, M.R.; Krasovec, S.A. Packaging Design: Successful Product Branding from Concept to Shelf; John Wiley & Sons: Hoboken, NJ, USA, 2012; ISBN 1118358546. [Google Scholar]
- Marcos, B.; Bueno-Ferrer, C.; Fernández, A. Innovations in Packaging of Fermented Food Products. In Novel Food Fermentation Technologies; Springer: Cham, Switzerland, 2016; pp. 311–333. [Google Scholar]
- Ritnamkam, S.; Chavalkul, Y. The Design Factors of Cosmetic Packaging Textures for Conveying Feelings. Asian Soc. Sci. 2017, 13, 86. [Google Scholar] [CrossRef]
- Falck, R.; Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho, S.T. AddJoining: A novel additive manufacturing approach for layered metal-polymer hybrid structures. Mater. Lett. 2018, 217, 211–214. [Google Scholar] [CrossRef]
- Quinlan, H.E.; Hasan, T.; Jaddou, J.; Hart, A.J. Industrial and Consumer Uses of Additive Manufacturing: A Discussion of Capabilities, Trajectories, and Challenges. J. Ind. Ecol. 2017, 21, S15–S20. [Google Scholar] [CrossRef]
- Collins, P.K.; Leen, R.; Gibson, I. Industry case study: Rapid prototype of mountain bike frame section. Virtual Phys. Prototyp. 2016, 11, 295–303. [Google Scholar] [CrossRef]
- Ko, H.; Moon, S.K.; Hwang, J. Design for additive manufacturing in customized products. Int. J. Precis. Eng. Manuf. 2015, 16, 2369–2375. [Google Scholar] [CrossRef]
- Jiménez, M.; Romero, L.; Domínguez, M.; Espinosa, M.M. Rapid prototyping model for the manufacturing by thermoforming of occlusal splints. Rapid Prototyp. J. 2015, 21, 56–69. [Google Scholar] [CrossRef]
- Serrano-Mira, J.; Gual-Ortí, J.; Bruscas-Bellido, G.; Abellán-Nebot, V. Use of additive manufacturing to obtain moulds to thermoform tactile graphics for people with visual impairment. Procedia Manuf. 2017, 13, 810–817. [Google Scholar] [CrossRef]
- Boisse, P.; Wang, P.; Hamila, N. Thermoforming simulation of thermoplastic textile composites. In Proceedings of the 16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014; pp. 1–7, ISBN 9780000000002. [Google Scholar]
- Van Mieghem, B.; Desplentere, F.; Van Bael, A.; Ivens, J. Improvements in thermoforming simulation by use of 3D digital image correlation. Express Polym. Lett. 2015, 9, 119–128. [Google Scholar] [CrossRef]
- Zhang, Y.; Tong, Y.; Zhou, K. Coloring 3D Printed Surfaces by Thermoforming. IEEE Trans. Vis. Comput. Graph. 2017, 23, 1924–1935. [Google Scholar] [CrossRef] [PubMed]
- Haldane, D.W.; Casarez, C.S.; Karras, J.T.; Lee, J.; Li, C.; Pullin, A.O.; Schaler, E.W.; Yun, D.; Ota, H.; Javey, A.; et al. Integrated Manufacture of Exoskeletons and Sensing Structures for Folded Millirobots. J. Mech. Robot. 2015, 7, 021011. [Google Scholar] [CrossRef]
- D 6287-98. Standard Practice for Cutting Film and Sheeting Test Specimens; ASTM: West Conshohocjen, PA, USA, 1998. [Google Scholar]
- Throne, J.L. Understanding Thermoforming, 2nd ed.; Hanser: Cincinnati, OH, USA, 2008; ISBN 9783446407961. [Google Scholar] [CrossRef]
- UNE-EN ISO 527-3. Determination of Tensile Properties. Part 3: Test Conditions for Films and Sheets; AENOR: Madrid, Spain, 1995. [Google Scholar]
- DIN 53479. Testing of Plastics and Elastomers; Determination of Density; DIN: Berlin, Germany, 1976. [Google Scholar]
- D 882-18. Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM: West Conshohocjen, PA, USA, 2018. [Google Scholar]
- UNE-EN ISO 12048:2001. Pakaging: Comprete, Filled transport Packages. Compression and Stacking Test Using a Compression Tester; AENOR: Madrid, Spain, 2001. [Google Scholar]
- UNE-EN ISO 604. Determination of Compressive Properties; AENOR: Madrid, Spain, 2003. [Google Scholar]
- Carvalho, C.; Baltar, J. Simulation of uniaxial tensile test through of finite element method. INOVAE J. Eng. Archit. Technol. Innov. 2017, 5, 3–13. [Google Scholar]
- Loepp, D. Emerging Trends in Thermoforming. Plasticnews. 2015. Available online: http://www.plasticsnews.com/article/20150507/BLOG01/150509942/emerging-trends-in-thermoforming (accessed on 21 March 2018).
- Sreedhara, V.S.M.; Mocko, G. Control of thermoforming process parameters to increase quality of surfaces using pin-based tooling. In Proceedings of the 20th Design for Manufacturing and the Life Cycle Conference, Boston, MA, USA, 2–5 August 2015; Volume 4, p. V004T05A016. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness | Surface Treatment | Tensile Strength | Ductility | Impact Resistance | Density |
|---|---|---|---|---|---|
| 0.180 mm ± 3% | Silicone on both outer sides | >50 N/mm2 | 220% | >3 KJ/m2 | 1.33 gr/cm2 |
| Relief | Specimen | Nº Reliefs | Relief Dimensional Proportion | Relief Size (mm) | Distance between Reliefs (mm) |
|---|---|---|---|---|---|
| - | O2 | 0 | - | - | - |
| A0 | M1 | 1 | a/2 × a/2 | 1.5 × 1.5 | - |
| A0 | M2 | 3 | a/2 × a/2 | 1.5 ×1.5 | 3 |
| A0 | M3 | 3 | a/2 × a/2 | 1.5 × 1.5 | 6 |
| A0 | M4 | 5 | a/2 × a/2 | 1.5 × 1.5 | 3 |
| A0 | M5 | 5 | a/2 × a/2 | 1.5 × 1.5 | 6 |
| A1 | M1 | 1 | a × a | 3 × 3 | - |
| A1 | M2 | 3 | a × a | 3 × 3 | 3 |
| A1 | M3 | 3 | a × a | 3 × 3 | 6 |
| A1 | M4 | 5 | a × a | 3 × 3 | 3 |
| A1 | M5 | 5 | a × a | 3 × 3 | 6 |
| A2 | M1 | 1 | 2 a × 2a | 6 × 6 | - |
| A2 | M2 | 3 | 2 a × 2a | 6 × 6 | 3 |
| A2 | M3 | 3 | 2 a × 2a | 6 × 6 | 6 |
| A2 | M4 | 5 | 2 a × 2a | 6 × 6 | 3 |
| Relief | Measured S (mm2) | Fy (N) | Standard Deviation (N) |
|---|---|---|---|
| A0 | 4.60 | 187.24 | 15.87 |
| A1 | 4.82 | 163.49 | 22.04 |
| A2 | 5.31 | 109.75 | 15.02 |
| B0 | 4.68 | 182.78 | 22.56 |
| B1 | 4.73 | 128.53 | 17.74 |
| B2 | 5.63 | 112.71 | 16.07 |
| C0 | 4.56 | 184.06 | 30.90 |
| C1 | 4.66 | 180.38 | 16.14 |
| C2 | 4.93 | 112.84 | 10.09 |
| M1 | M2 | M3 | M4 | M5 | |
|---|---|---|---|---|---|
| A0 |  |  |  |  |  |
| A1 |  |  |  |  |  |
| A2 |  |  |  |  |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez-Parada, L.; Mayuet, P.F.; Gámez, A.J. Evaluation of Reliefs’ Properties on Design of Thermoformed Packaging Using Fused Deposition Modelling Moulds. Materials 2019, 12, 478. https://doi.org/10.3390/ma12030478
Rodríguez-Parada L, Mayuet PF, Gámez AJ. Evaluation of Reliefs’ Properties on Design of Thermoformed Packaging Using Fused Deposition Modelling Moulds. Materials. 2019; 12(3):478. https://doi.org/10.3390/ma12030478
Chicago/Turabian StyleRodríguez-Parada, Lucía, Pedro F. Mayuet, and Antonio J. Gámez. 2019. "Evaluation of Reliefs’ Properties on Design of Thermoformed Packaging Using Fused Deposition Modelling Moulds" Materials 12, no. 3: 478. https://doi.org/10.3390/ma12030478
APA StyleRodríguez-Parada, L., Mayuet, P. F., & Gámez, A. J. (2019). Evaluation of Reliefs’ Properties on Design of Thermoformed Packaging Using Fused Deposition Modelling Moulds. Materials, 12(3), 478. https://doi.org/10.3390/ma12030478