Contrastive Studies between Laser Repairing and Plasma Arc Repairing on Single-Crystal Ni-Based Superalloy


 and
and 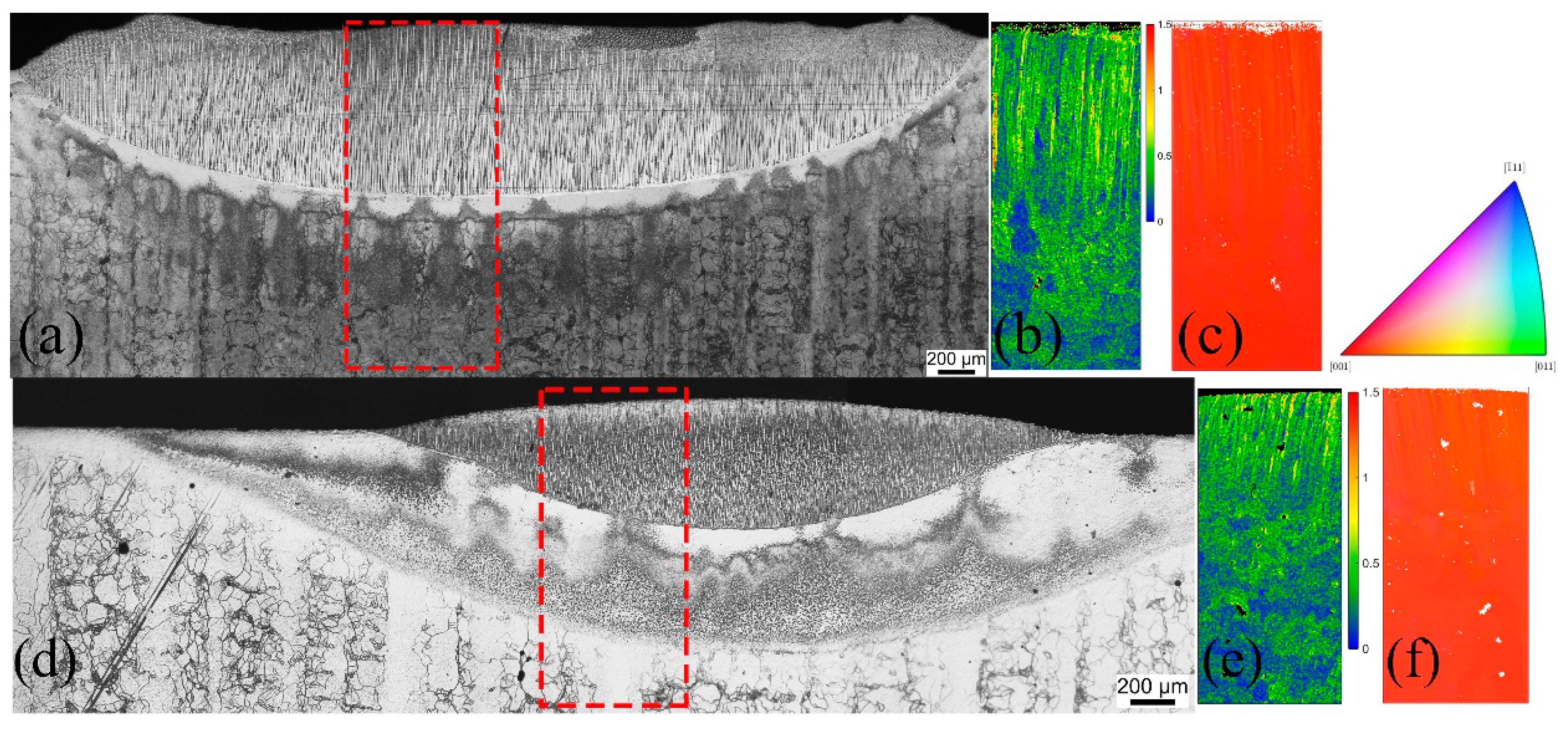{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
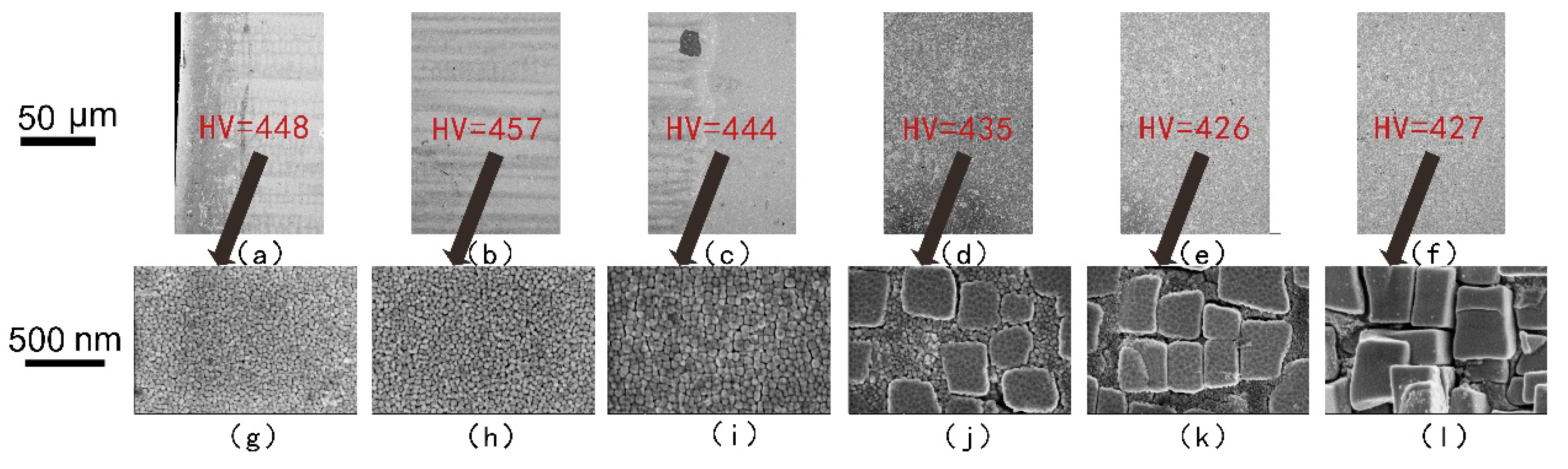
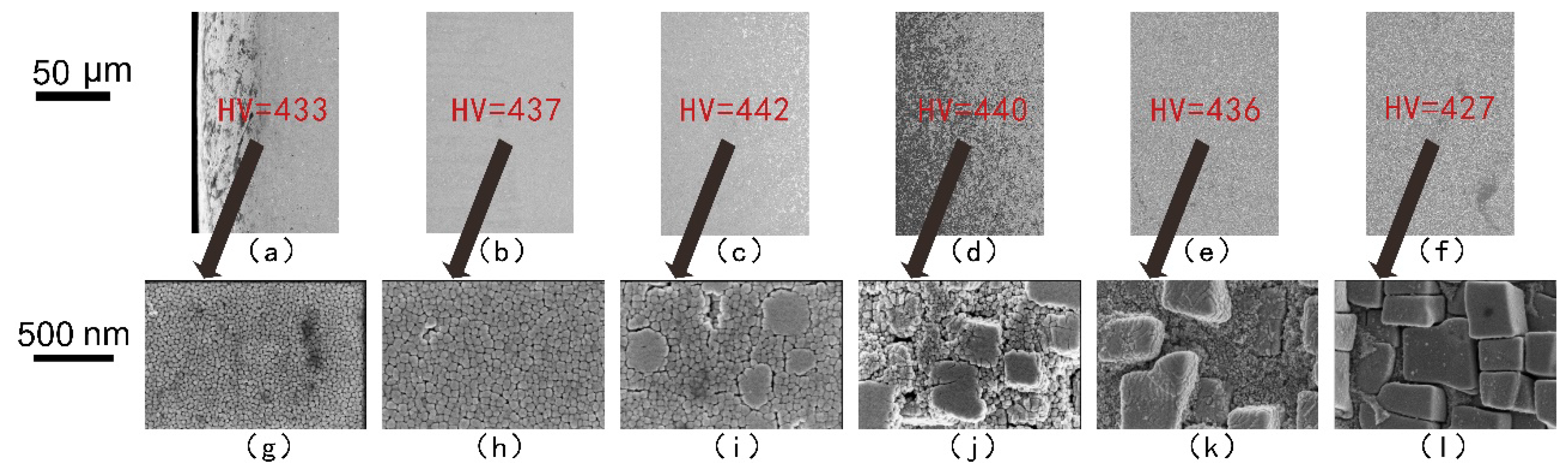
- Both of the laser repairing and plasma arc repairing processes can be used for single-crystal repair. In the two repairing processes, the fusion zone can maintain single-crystal epitaxial growth without significant cracks and shares a similar microstructure with fine γ′ precipitates.
- The heat-affected zone with laser re-melting was relatively small, while that with the plasma arc re-melting was relatively large. The CET phenomenon occurred at the top of the fusion zone with the laser re-melting, but it was not obvious at the top surface of the fusion zone with the plasma arc re-melting.
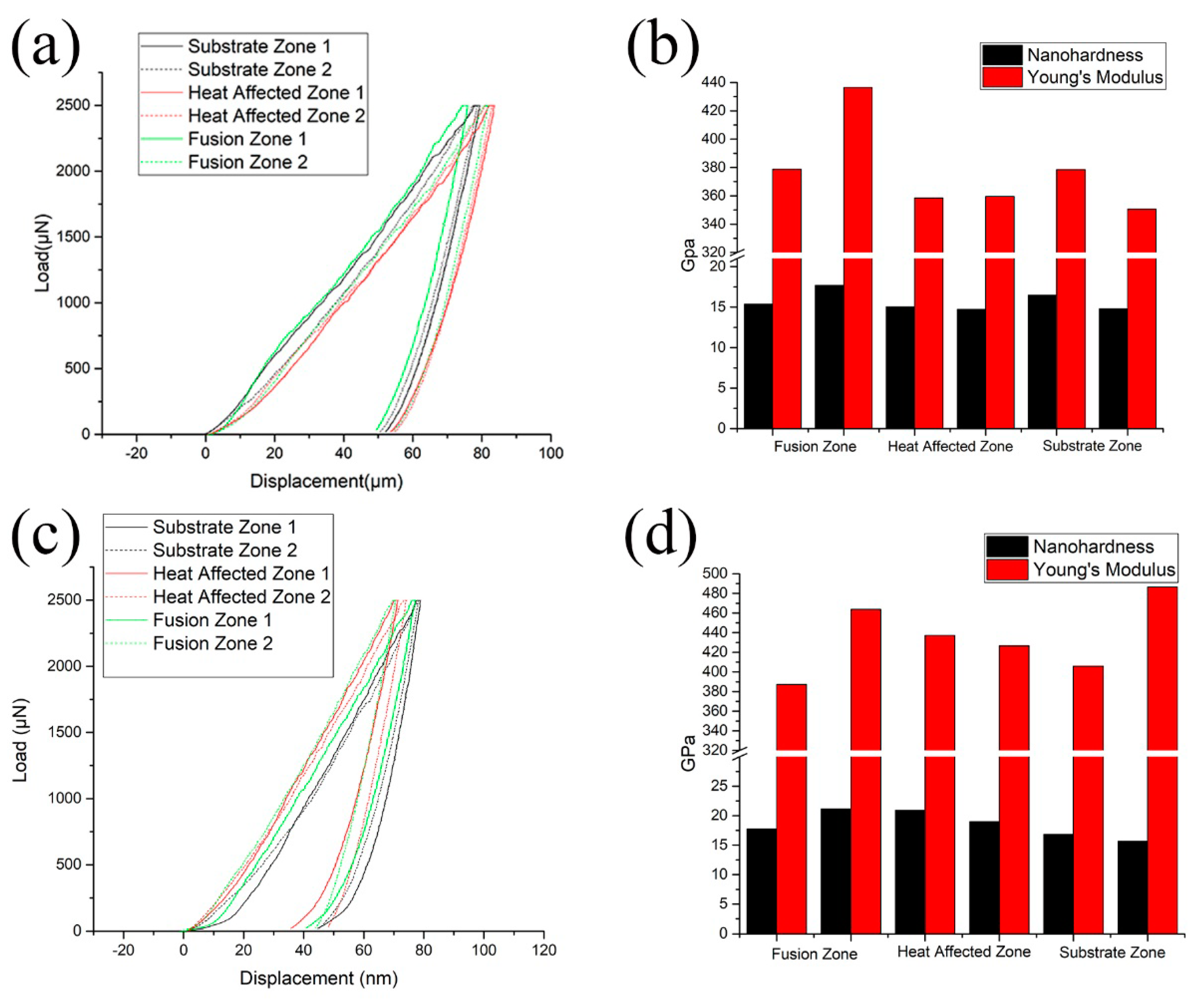
- The fusion zones in the two repairing processes had a similar nanohardness and Young’s modulus, but the fusion zone with laser re-melting had a relatively large microhardness.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ge, H.L.; Liu, J.D.; Zheng, S.J.; Zhou, Y.T.; Jin, Q.Q.; Shao, X.H.; Zhang, B.; Zhou, Y.Z.; Ma, X.L. Boride-induced dislocation channeling in a single crystal Ni-based superalloy. Mater. Lett. 2019, 235, 232–235. [Google Scholar] [CrossRef]
- Tien, J.K.; Caulfed, T. Superalloys, Supercomposites and Superceramics, 1st ed.; Academic Press: Cambridge, UK, 1989; pp. 268–279. [Google Scholar]
- Liang, Y.J.; Cheng, X.; Li, J.; Wang, H.M. Microstructural control during laser additive manufacturing of single-crystal nickel-base superalloys: New processing—Microstructure maps involving powder feeding. Mater. Des. 2017, 130, 197–207. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar]
- Churchman, C.; Bonifaz, E.A.; Richards, N.L. Comparison of single crystal Ni based superalloy repair by gas tungsten arc and electron beam processes. Mater. Sci. Technol. 2013, 27, 811–817. [Google Scholar] [CrossRef]
- Chauvet, E.; Tassin, C.; Blandin, J.J.; Dendievel, R.; Martin, G. Producing Ni-base superalloys single crystal by selective electron beam melting. Scr. Mater. 2018, 152, 15–19. [Google Scholar]
- Do, X.; Li, D.; Zhang, A.; He, B.; Zhang, H.; Doan, T. Investigation on multi-track multi-layer epitaxial growth of columnar crystal in direct laser forming. J. Laser Appl. 2013, 25, 012007. [Google Scholar]
- Vilar, R.; Almeida, A. Repair and manufacturing of single crystal Ni-based superalloys components by laser powder deposition—A review. J. Laser Appl. 2015, 27, S17004. [Google Scholar]
- Gäumann, M.; Henry, S.; Cléton, F.; Wagnière, J.D.; Kurz, W. Epitaxial laser metal forming: Analysis of microstructure formation. Mater. Sci. Eng. A 1999, 271, 232–241. [Google Scholar] [CrossRef]
- Gäumann, M.; Bezençon, C.; Canalis, P.; Kurz, W. Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Ramsperger, M.; Singer, R.F.; Körner, C. Microstructure of the Nickel-base superalloy CMSX-4 fabricated by selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1469–1480. [Google Scholar]
- Ruttert, B.; Ramsperger, M.; Mujica Roncery, L.; Lopez-Galilea, I.; Körner, C.; Theisen, W. Impact of hot isostatic pressing on microstructures of CMSX-4 Ni-base superalloy fabricated by selective electron beam melting. Mater. Des. 2016, 110, 720–727. [Google Scholar] [CrossRef]
- Rottwinkel, B.; Nölke, C.; Kaierle, S.; Wesling, V. Crack repair of single crystal turbine blades using laser cladding technology. Procedia CIRP 2014, 22, 263–267. [Google Scholar] [CrossRef]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Das, S. A coupled thermal, fluid flow, and solidification model for the processing of single-crystal alloy CMSX-4 through scanning laser epitaxy for turbine engine hot-section component repair (Part I). Metall. Mater. Trans. B 2014, 45, 2247–2261. [Google Scholar] [CrossRef]
- Basak, A.; Acharya, R.; Das, S. Additive manufacturing of single-crystal superalloy CMSX-4 through scanning laser epitaxy: Computational modeling, experimental process development, and process parameter optimization. Metall. Mater. Trans. A 2016, 47, 3845–3859. [Google Scholar]
- Xu, F.J.; Lv, Y.H.; Xu, B.S.; Liu, Y.X.; Shu, F.Y.; He, P. Effect of deposition strategy on the microstructure and mechanical properties of inconel 625 superalloy fabricated by pulsed plasma arc deposition. Mater. Des. 2013, 45, 446–455. [Google Scholar] [CrossRef]
- Lin, J.; Lv, Y.; Liu, Y.; Sun, Z.; Wang, K.; Li, Z.; Wu, Y.; Xu, B. Microstructural evolution and mechanical property of Ti-6Al-4V wall deposited by continuous plasma arc additive manufacturing without post heat treatment. J. Mech. Behav. Biomed. Mater. 2017, 69, 19–29. [Google Scholar] [CrossRef]
- Zhao, W.; Liu, L. Structural characterization of Ni-based superalloy manufactured by plasma transferred arc-assisted deposition. Surf. Coat. Technol. 2006, 201, 1783–1787. [Google Scholar] [CrossRef]
- Yeom, S.J.; Yoon, D.Y.; Henry, M.F. The morphological changes of γ′ precipitates in a Ni-8Al (wt pct) alloy during their coarsening. Metall. Trans. A 1993, 24, 1975–1981. [Google Scholar]
- El-Bagoury, N.; Mohsen, Q. Gamma prime and TCP phases and mechanical properties of thermally exposed nickel-base superalloy. Phase Transit. 2011, 84, 1108–1122. [Google Scholar]
- Jackson, J.J.; Donachie, M.J.; Gell, M.; Henricks, R.J. The effect of volume percent of fine γ’ on creep in Ds Mar-M200 + Hf. Metall. Trans. A 1977, 8, 1615–1620. [Google Scholar] [CrossRef]
- Wang, H.M.; Liu, Y.F. Microstructure and wear resistance of laser clad Ti5Si3/NiTi2 intermetallic composite coating on titanium alloy. Mater. Sci. Eng. A 2002, 338, 126–132. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 2011, 7, 1564–1583. [Google Scholar] [CrossRef]




© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Li, Q.; Zhou, X.; Zhu, W.; Huang, R.; Pan, Z.; Chen, K.; He, C. Contrastive Studies between Laser Repairing and Plasma Arc Repairing on Single-Crystal Ni-Based Superalloy. Materials 2019, 12, 1172. https://doi.org/10.3390/ma12071172
Wang C, Li Q, Zhou X, Zhu W, Huang R, Pan Z, Chen K, He C. Contrastive Studies between Laser Repairing and Plasma Arc Repairing on Single-Crystal Ni-Based Superalloy. Materials. 2019; 12(7):1172. https://doi.org/10.3390/ma12071172
Chicago/Turabian StyleWang, Cheng, Qiuliang Li, Xin Zhou, Wenxin Zhu, Runqiu Huang, Zhihao Pan, Kai Chen, and Chang He. 2019. "Contrastive Studies between Laser Repairing and Plasma Arc Repairing on Single-Crystal Ni-Based Superalloy" Materials 12, no. 7: 1172. https://doi.org/10.3390/ma12071172
APA StyleWang, C., Li, Q., Zhou, X., Zhu, W., Huang, R., Pan, Z., Chen, K., & He, C. (2019). Contrastive Studies between Laser Repairing and Plasma Arc Repairing on Single-Crystal Ni-Based Superalloy. Materials, 12(7), 1172. https://doi.org/10.3390/ma12071172