Hot-Deformation Behavior of High-Nitrogen Austenitic Stainless Steel under Continuous Cooling: Physical Simulation of Surface Microstructure Evolution of Superheavy Forgings during Hot Forging


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
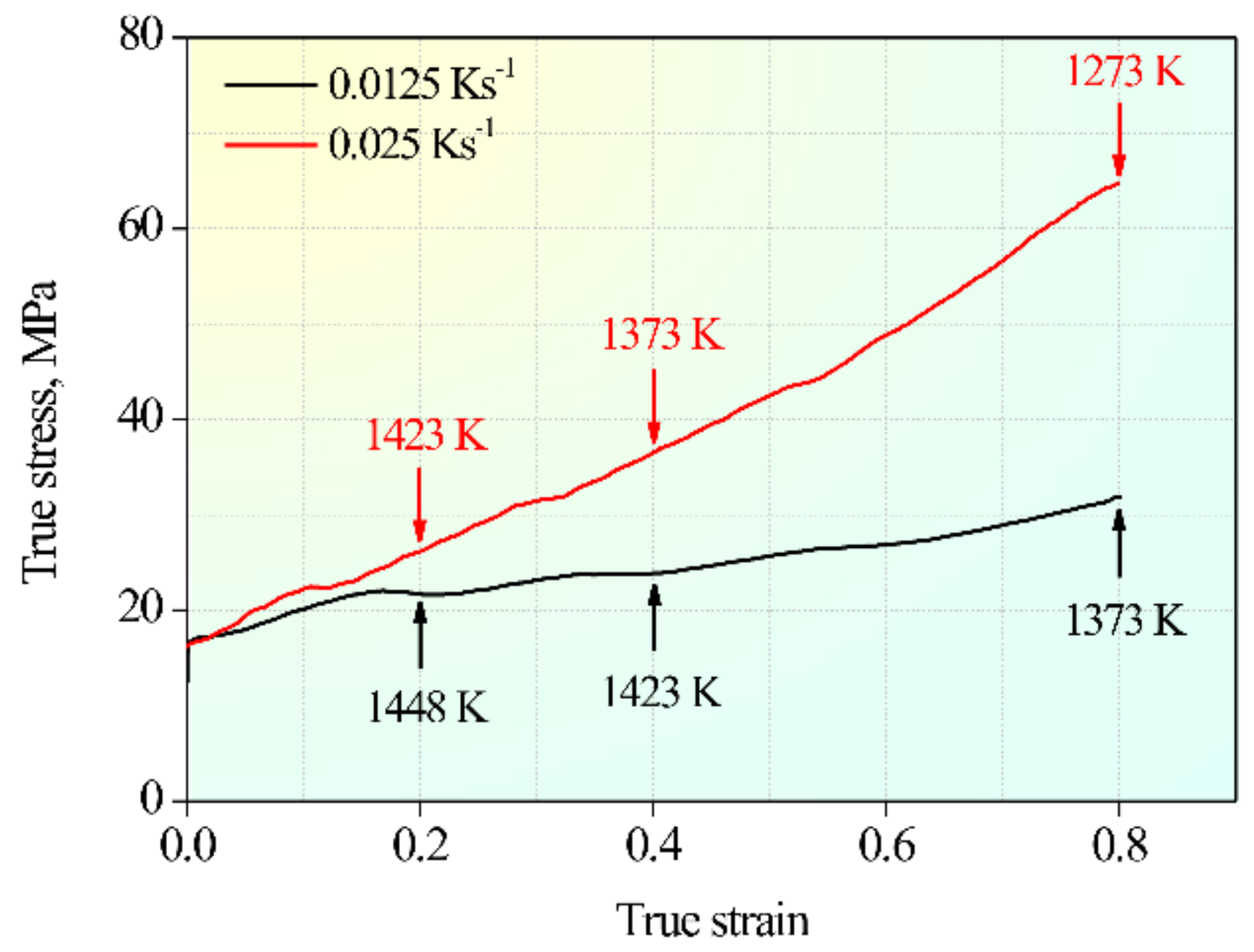
3.1. Flow Behavior
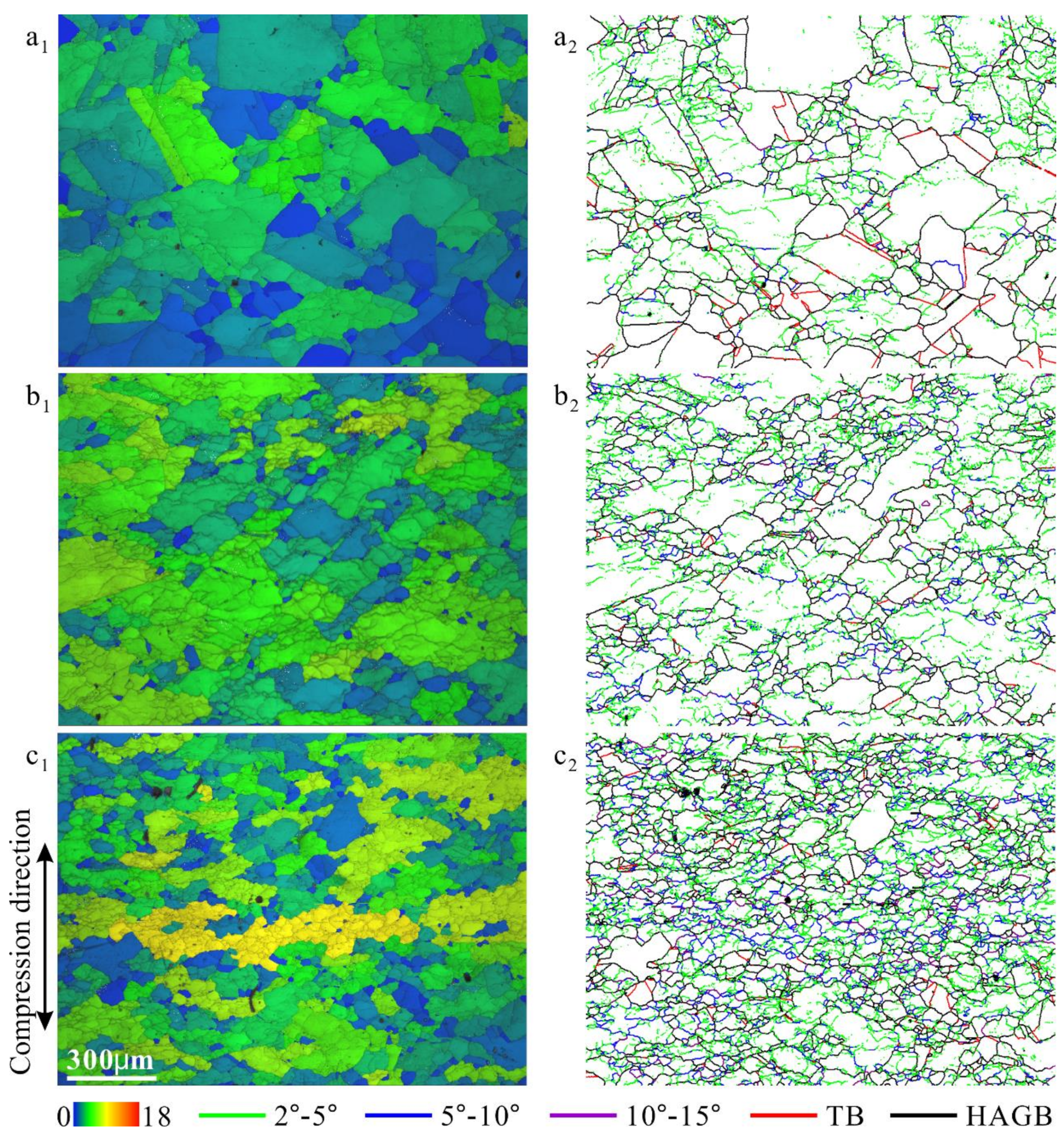
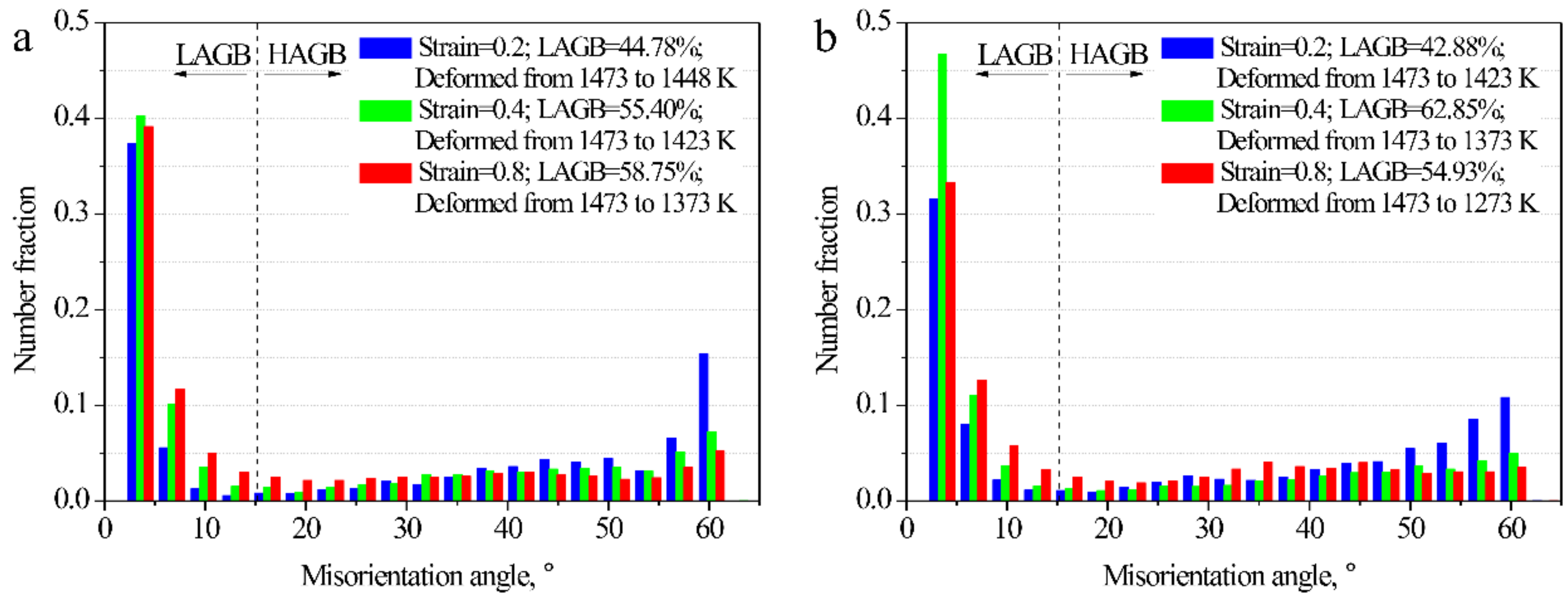
3.2. Microstructure Evolution
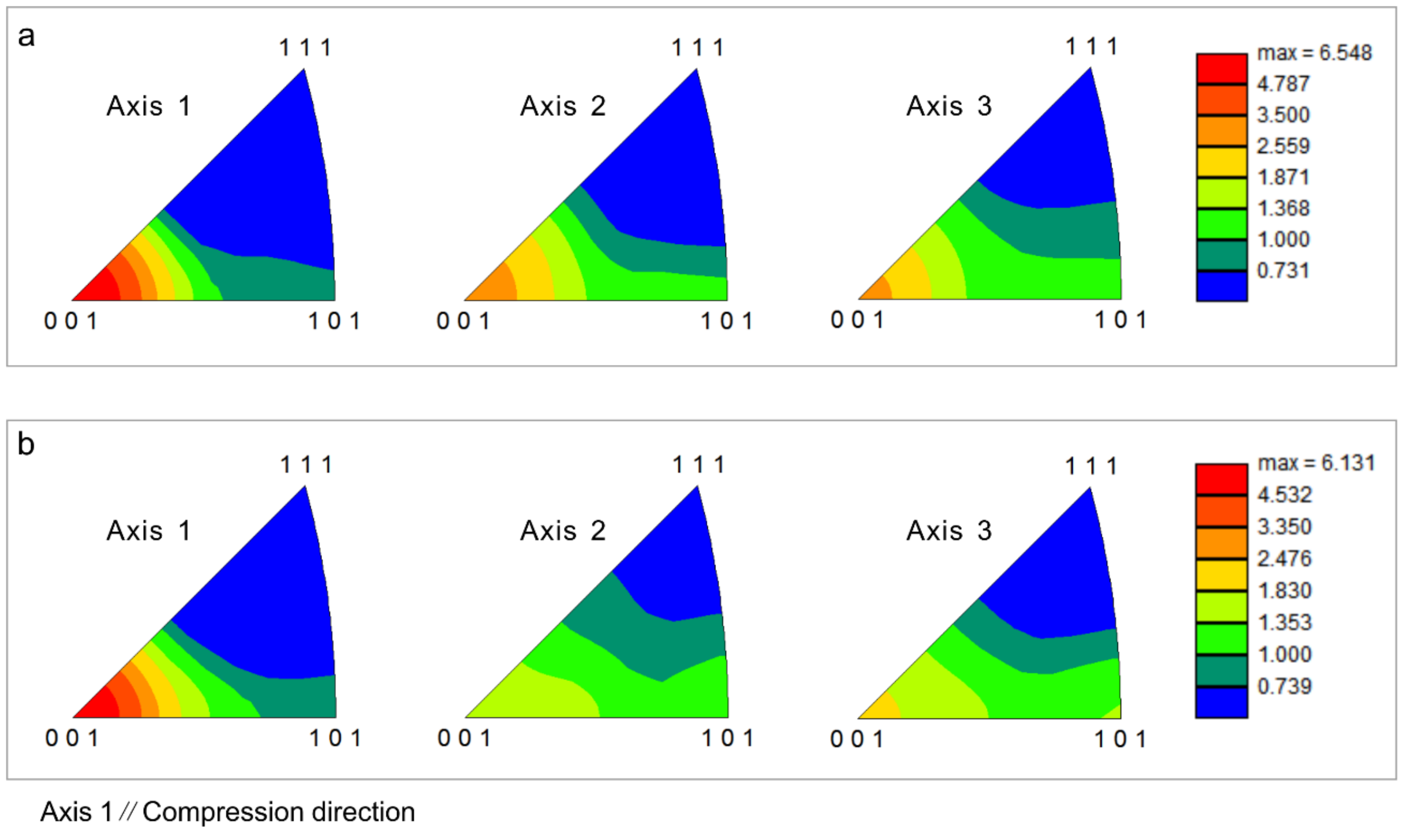
3.3. Texture and Taylor Factor
3.4. TEM Microstructures
4. Conclusions
- (1)
- Flow stress increased with increasing strain: the higher the cooling rate, the higher was the hardening rate.
- (2)
- Continuous cooling inhibited DRX by delaying its nucleation.
- (3)
- Subgrain/cell size increased linearly with increasing final temperature of deformation in the temperature range 1273 to 1448 K.
- (4)
- An intense <001> texture was formed in 0.8-strained specimens and evaluation of the matrix showed a low Taylor factor orientation.
- (5)
- Most dislocations were separately distributed in subgrains and did not entangle with each other or with the subgrain boundary. Dislocation arrays transferred easily through boundaries and dislocation accumulation at boundaries was weak.
- (6)
- DRX nuclei at triple junctions were much smaller than normal subgrains.
Author Contributions
Funding
Conflicts of Interest
References
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [Green Version]
- Dieter, G.E.; Kuhn, H.A.; Semiatin, S.L. Handbook of Workability and Process Design, 1st ed.; ASM International: Cleveland, OH, USA, 2003; pp. 92–93. [Google Scholar]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul Jensen, D.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A Review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar]
- Zhao, Q.; Yu, L.; Ma, Z.; Li, H.; Wang, Z.; Liu, Y. Hot Deformation Behavior and Microstructure Evolution of 14Cr ODS Steel. Materials 2018, 11, 1044. [Google Scholar] [CrossRef] [PubMed]
- Prasad, Y.V.R.K.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps, 1st ed.; ASM International: Cleveland, OH, USA, 1997; pp. 3–8. [Google Scholar]
- Rajput, S.K.; Chaudhari, G.P.; Nath, S.K. Characterization of hot deformation behavior of a low carbon steel using processing maps, constitutive equations and Zener-Hollomon parameter. J. Mater. Process. Technol. 2016, 237, 113–125. [Google Scholar] [CrossRef]
- Chen, L.; Sun, W.; Lin, J.; Zhao, G.; Wang, G. Modelling of constitutive relationship, dynamic recrystallization and grain size of 40Cr steel during hot deformation process. Results Phys. 2019, 12, 784–792. [Google Scholar] [CrossRef]
- Wang, Z.; Xue, H.; Fu, W. Fracture behavior of high-nitrogen austenitic stainless steel under continuous cooling: Physical simulation of free-surface cracking of heavy forgings. Metall. Mater. Trans. A 2018, 49, 1470–1474. [Google Scholar] [CrossRef]
- Tanaka, Y.; Sato, I. Development of high purity large forgings for nuclear power plants. J. Nucl. Mater. 2011, 417, 854–859. [Google Scholar] [CrossRef]
- Jiang, X.L. Research and application of extreme manufacturing technology of 600 Tonner low segregation and high purity heavy alloy ingot. Heavy Cast. Forg. 2013, 5, 15–23. (In Chinese) [Google Scholar]
- Wang, Z.; Xue, H.; Zhao, D. Microstructure evolution and surface cracking behavior of superheavy forgings during hot forging. Adv. Mater. Sci. Eng. 2018, 4780638. [Google Scholar] [CrossRef]
- Weng, Y.Q. The state-of-the-art of materials technology used for fossil and nuclear power plants in China. In Proceedings of the Energy Materials 2014, Xi’an, China, 4–6 November 2014; pp. 3–11. [Google Scholar]
- Wang, B.Z.; Liu, K.Q.; Liu, Y.; Zhang, W.H.; Zhao, D.L. Development of mono-bloc forging for CAP1400 reactor pressure vessel. In Proceedings of the Energy Materials 2014, Xi’an, China, 4–6 November 2014; pp. 443–450. [Google Scholar]
- Jin, J.Y.; Rui, S.T.; Wang, Q. The anatomy of AP100 mono-block low pressure rotor forging. In Proceedings of the Energy Materials 2014, Xi’an, China, 4–6 November 2014; pp. 509–513. [Google Scholar]
- Ma, Q.; Li, Z.Q.; Yu, Z.Q. Prediciotn of deformation behavior and microstructure evolution in heavy forging by FEM. Int. J. Adv. Manuf. Technol. 2009, 40, 253–260. [Google Scholar] [CrossRef]
- Simmons, J.W. Overview: High-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- OIM Analysis 5.3 Manual. Available online: http://www.material.ntnu.no/ebsd/EBSD/OIM%20Analysis%205_3%20%20Manual.pdf (accessed on 26 September 2008).
- Shen, J.H.; Li, Y.L.; Wei, Q. Stastics derivation of Taylor factors for polycrystalline metals with application to pure magnesium. Mater. Sci. Eng. A 2013, 582, 270–275. [Google Scholar] [CrossRef]
- Jandová, D.; Řehoř, J.; Nový, Z. Microstructural changes taking place during the thermo-mechanical processing and cold working of steel 18Cr18Mn0.5N. J. Mater. Process. Technol. 2004, 157–158, 523–530. [Google Scholar]
- Miura, H.; Sakai, T.; Hamaji, H.; Jonas, J.J. Preferential nucleation of dynamic recrystallization at triple junctions. Scr. Mater. 2004, 50, 65–69. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, S.; Wang, B.; Shi, Z.; Zhang, R.; Fu, W. Effect of grain size on dynamic recrystallization and hot-ductility behaviors in high-nitrogen CrMn austenitic stainless steel. Metall. Mater. Trans. A 2014, 45, 3631–3639. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Wang, Y. Hot-Deformation Behavior of High-Nitrogen Austenitic Stainless Steel under Continuous Cooling: Physical Simulation of Surface Microstructure Evolution of Superheavy Forgings during Hot Forging. Materials 2019, 12, 1175. https://doi.org/10.3390/ma12071175
Wang Z, Wang Y. Hot-Deformation Behavior of High-Nitrogen Austenitic Stainless Steel under Continuous Cooling: Physical Simulation of Surface Microstructure Evolution of Superheavy Forgings during Hot Forging. Materials. 2019; 12(7):1175. https://doi.org/10.3390/ma12071175
Chicago/Turabian StyleWang, Zhenhua, and Yong Wang. 2019. "Hot-Deformation Behavior of High-Nitrogen Austenitic Stainless Steel under Continuous Cooling: Physical Simulation of Surface Microstructure Evolution of Superheavy Forgings during Hot Forging" Materials 12, no. 7: 1175. https://doi.org/10.3390/ma12071175
APA StyleWang, Z., & Wang, Y. (2019). Hot-Deformation Behavior of High-Nitrogen Austenitic Stainless Steel under Continuous Cooling: Physical Simulation of Surface Microstructure Evolution of Superheavy Forgings during Hot Forging. Materials, 12(7), 1175. https://doi.org/10.3390/ma12071175