Improvement Properties of Hybrid Halide Perovskite Thin Films Prepared by Sequential Evaporation for Planar Solar Cells


Abstract
:1. Introduction
2. Experimental
- High vacuum system, which allows to achieve a basis pressures around 2 × 10−5 mbar
- Rotating substrate heating unit with facilities to control the temperature through a commercial PID system
- Knudsen cell-type evaporation sources heated through a thermocoax heating element.
- Unit for automatic control of the evaporation process, constituted by a system of acquisition and processing of data and a virtual instrument to control both the crucibles temperatures and the deposition rate of the precursors. The control of the temperature of evaporation sources and the deposition rate are achieved through PID and PWM algorithms respectively. This unit also has facilities to monitor in real time the evolution of the temperature and the deposition rate of the precursors, as well as the thickness of the samples.
- Maxtek thickness monitor TM-400 (MaxTek Inc., Cypress, CA, USA) that allows measuring both the deposition rate and the thickness of PbI2, MAI and FAI layers. The real thickness () of perovskite samples is determined by multiplying the thickness measured by the monitor () by a factor established by means of comparison between the thickness measured by the monitor and the measured one using a Veeco Dektak 150 surface profiler (Veeco Instruments Inc., Plainview, New York, USA) () that is to say .
- Initially a constant temperature ramp (around 15 °C/min) is established for the crucible of PbI2 until reaching the temperature at which evaporation begins (340 °C); subsequently, the deposition of the PbI2 layer starts at a constant deposition rate. The deposition of PbI2 finishes when the wished thickness has been reached.
- In a second stage, on the PbI2 layer, MAI (or FAI) is evaporated following a similar procedure to that used for the PbI2. MAI and FAI layers were evaporated at 260 °C and 180 °C respectively
- After the deposition the samples are annealed in nitrogen atmosphere for 20 min at temperatures between 100 and 140 °C.
3. Results and Discussion
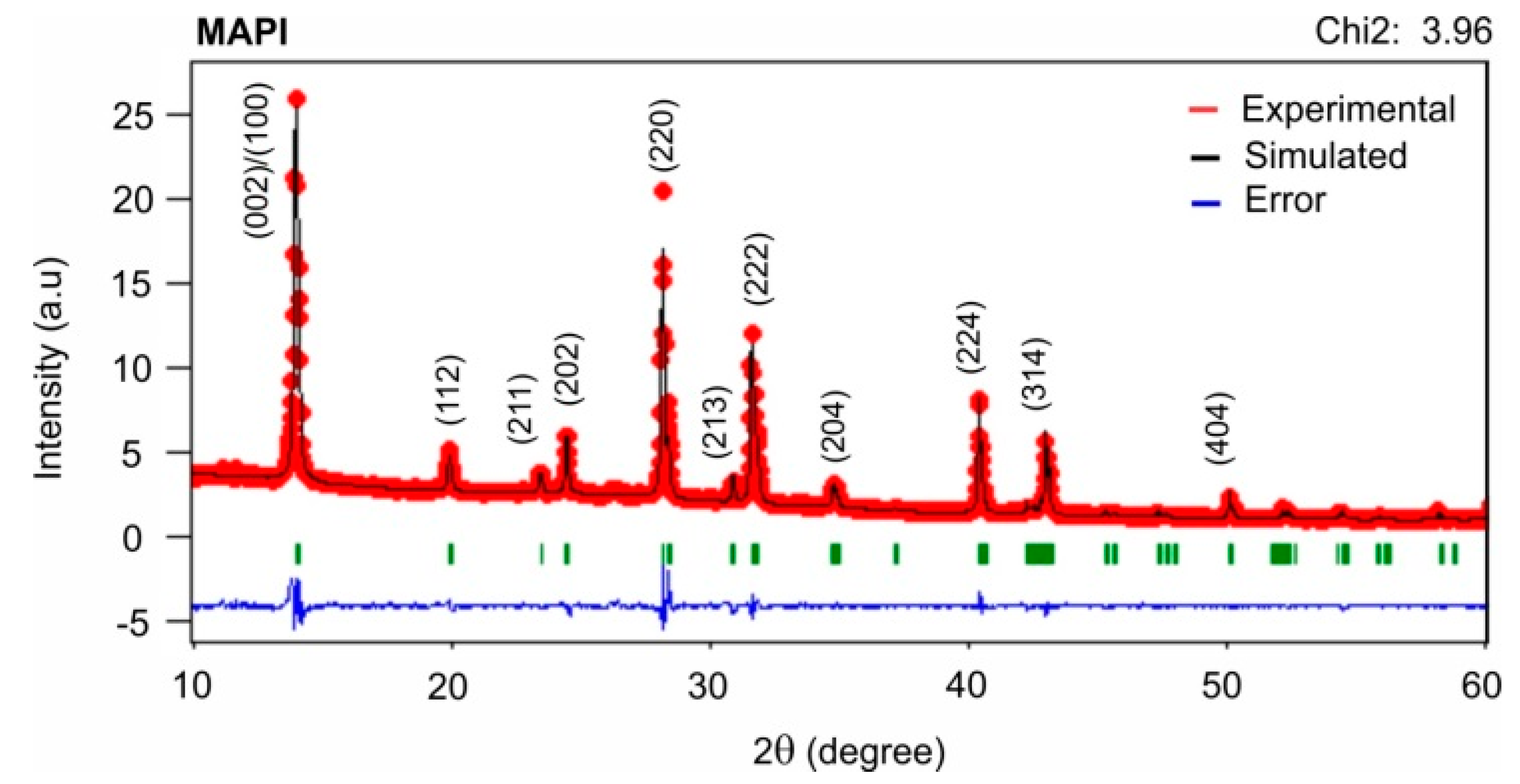
3.1. Structural Characterization
3.2. Optical Properties
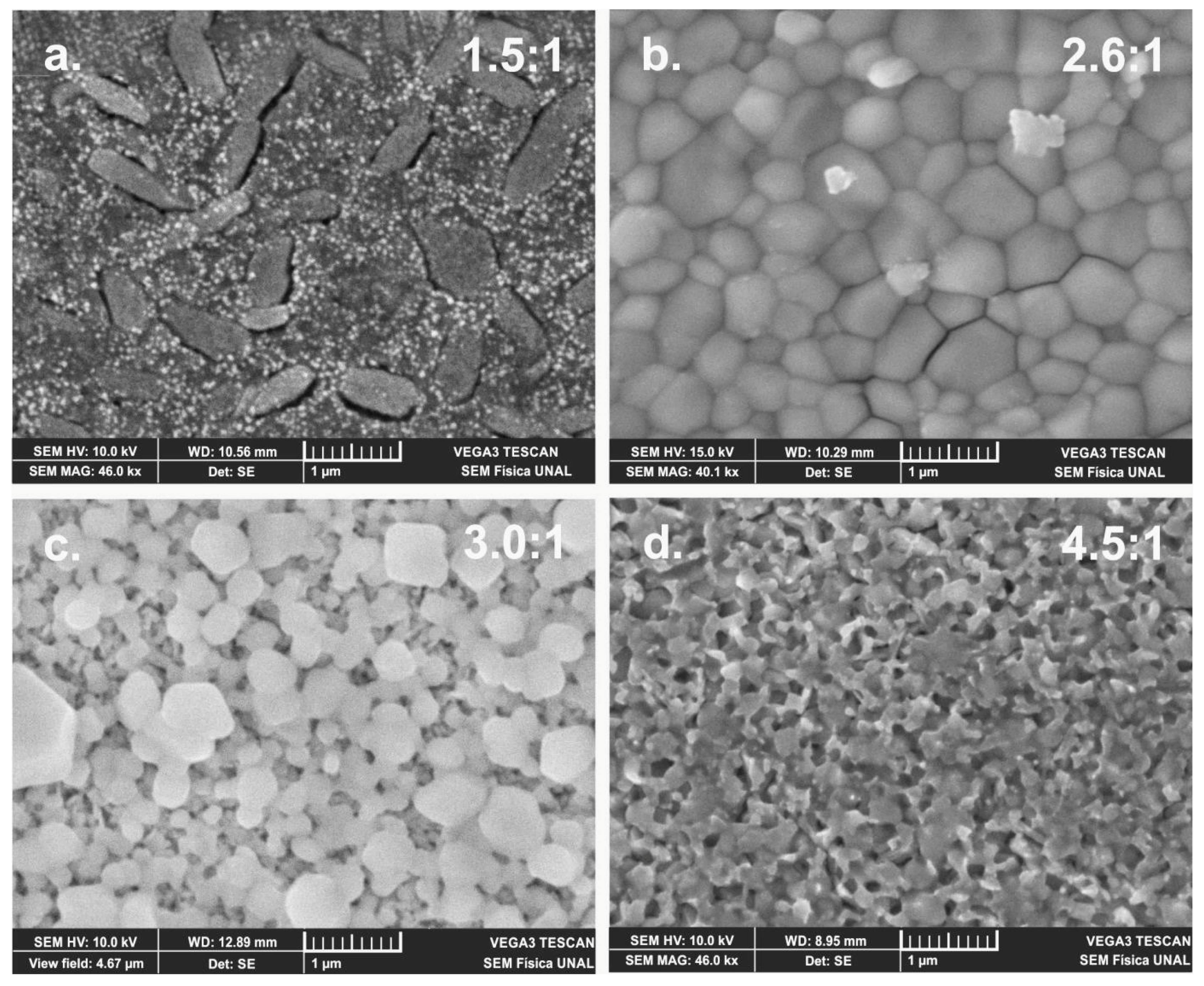
3.3. Morphological Characterization
3.4. Preliminary Results of MAPI and FAPI-Based Solar Cells
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pradeep, R.V. Methylammonium Lead Trihalide Perovskite Solar Cell Semiconductors Are Not Organometallic: A Perspective. Helv. Chim. Acta 2017, 100. [Google Scholar] [CrossRef]
- De Angelis, F.; Kamat, P.V. Riding the New Wave of Perovskites. ACS Energy Lett. 2017, 2, 922–923. [Google Scholar] [CrossRef]
- Zhou, Y.; Padture, N.P. Gas-Induced Formation/Transformation of Organic–Inorganic Halide Perovskites. ACS Energy Lett. 2017, 2, 2166–2176. [Google Scholar] [CrossRef]
- Kovalenko, M.V.; Protesescu, L.; Bodnarchuk, M.I. Properties and Potential Optoelectronic Applications of Lead Halide Perovskite Nanocrystals. Science 2017, 358, 745–750. [Google Scholar] [CrossRef]
- Liu, M.; Johnston, M.B.; Snaith, H.J. Efficient Planar Heterojunction Perovskite Solar Cells by Vapor Deposition. Nature 2013, 501, 395–398. [Google Scholar] [CrossRef]
- Park, N.G. Organometal Perovskite Light Absorbers Toward a 20% Efficiency Low-Cost Solid-State Mesoscopic Solar Cell. J. Phys. Chem. Lett. 2013, 4, 2423–2429. [Google Scholar] [CrossRef]
- Kazim, S.; Nazeeruddin, M.K.; Grätzel, M.; Ahmad, S. Perovskite as Light Harvester: A Game Changer in Photovoltaics. Angew. Chem. Int. Ed. Engl. 2014, 53, 2812–2824. [Google Scholar] [CrossRef] [PubMed]
- Heo, J.H.; Han, H.J.; Kim, D.; Ahn, T.K.; Im, S.H. 18.1% Hysteresis-Less Inverted CH3NH3PbI3 Planar Perovskite Hybrid Solar Cells. Energy Environ. Sci. 2015, 8, 1602–1608. [Google Scholar] [CrossRef]
- Chiang, C.H.; Wu, C.G. Bulk Heterojunction Perovskite: PCBM Solar Cells with High Fill Factor. Nat. Photonics 2016, 10, 196–200. [Google Scholar] [CrossRef]
- Green, M.A.; Hishikawa, Y.; Dunlop, E.D.; Levi, D.H.; Hohl-Ebinger, J.; Ho-Baillie, A.W.Y. Solar cell efficiency tables (version 51). Prog. Photovolt Res. Appl. 2018, 26, 3–12. [Google Scholar] [CrossRef]
- National Renewable Energy Laboratory (NREL). Best Research-Cell Efficiencies. Available online: http://www.nrel.gov/pv/assets/images/efficiency-chart.png (accessed on 29 March 2019).
- Lee, J.W.; Kim, D.H.; Kim, H.S.; Seo, S.W.; Cho, S.M.; Park, N.G. Formamidinium and Cesium Hybridization for Photo and Moisture Stable Perovskite Solar Cell. Adv. Energy Mater. 2015, 5. [Google Scholar] [CrossRef]
- Saliba, M.; Matsui, T.; Seo, J.Y.; Domanski, K.; Correa, J.P.; Nazeeruddin, M.K.H.; Zakeeruddin, S.M.; Tress, W.; Abate, A.; Hagfeldtd, A.; et al. Cesium-Containing Triple Cation Perovskite Solar Cells: Improved Stability, Reproducibility and High Efficiency. Energy Environ. Sci. 2016, 9, 1989–1997. [Google Scholar] [CrossRef]
- Aristidou, N.; Eames, C.; Sanchez-Molina, I.; Bu, X.; Kosco, J.; Islam, M.S.; Haque, S.A. Fast Oxygen Diffusion and Iodide Defects Mediate Oxygen-Induced Degradation of Perovskite Solar Cells. Nat. Commun. 2017, 8. [Google Scholar] [CrossRef]
- Teuscher, J.; Ulianov, A.; Míntener, O.; Grätzel, M.; Tétreault, N. Control and Study of the Stoichiometry in Evaporated Perovskite Solar Cells. ChemSusChem 2015, 8, 3847–3852. [Google Scholar] [CrossRef]
- Gordillo, G.; Otálora, C.A.; Reinoso, M.A. Trap Center Study in Hybrid Organic-Inorganic Perovskite Using Thermally Stimulated Current (TSC) Analysis. J. Appl. Phys. 2017, 122. [Google Scholar] [CrossRef]
- Petrov, A.A.; Goodilin, E.A.; Tarasov, A.B.; Lazarenko, V.A.; Dorovatovskii, P.V.; Khrustalev, V.N. Formamidinium Iodide: Crystal Structure and Phase Transitions. Acta Cryst. 2017, 73, 569–572. [Google Scholar] [CrossRef]
- Dualeh, A.; Gao, P.; Seok, S.; Nazeeruddin, M.; Grätzel, M. Thermal Behavior of Methylammonium Lead-Trihalide Perovskite Photovoltaic Light Harvesters. Chem. Mater. 2014, 26, 6160–6164. [Google Scholar] [CrossRef]
- Oku, T. Crystal structures of CH3NH3PbI3 and Related Perovskite Compounds Used for Solar Cells. In Solar Cells—New Approaches and Reviews; Kosyachenko, L.A., Ed.; InTechOpen: London, UK, 2015; pp. 77–101. [Google Scholar]
- Yamada, Y.; Yamada, T.; Phuong, L.Q.; Maruyama, N.; Nishimura, H.; Wakamiya, A.; Murata, Y.; Kanemitsu, Y. Dynamic Optical Properties of CH3NH3PbI3 Single Crystals as Revealed by One-and two-Photon Excited Photoluminescence Measurements. J. Am. Chem. Soc. 2015, 137, 10456–10459. [Google Scholar] [CrossRef]
- Dang, Y.Y.; Liu, Y.; Sun, Y.X.; Yuan, D.S.; Liu, X.L.; Lu, W.Q.; Liu, G.F.; Xia, H.B.; Tao, X.T. Bulk Crystal Growth of Hybrid Perovskite Material CH3NH3PbI3. CrystEngComm 2015, 17, 665–670. [Google Scholar] [CrossRef]
- Luan, M.Y.; Song, J.L.; Wei, X.F.; Chen, F.; Liu, J.H. Controllable Growth of Bulk Cubic-Phase CH3NH3PbI3 Single Crystal with Exciting Room-Temperature Stability. CrystEngComm 2016, 18, 5257–5261. [Google Scholar] [CrossRef]
- Wang, Z.; Shi, Z.; Li, T.; Chen, Y.; Huang, W. Stability of Perovskite Solar Cells: A Prospective on the Substitution of the A Cation and X Anion. Angew. Chem. Int. Ed. Engl. 2016, 55, 2–25. [Google Scholar] [CrossRef]
- Terpstra, P.; Westenbrink, H.G.K. On the Crystal-Structure of Lead-Iodide. Proc. Koninklijke Nederlandse Academie van Wetenschappen 1926, 29, 431–442. [Google Scholar]
- Mohammed, S.I.; Ahmed, N.M.; Al-Douri, Y.; Hashim, U. Structural Properties of PbI2 Thin Film. Adv. Mater. Res. 2014, 879, 175–179. [Google Scholar] [CrossRef]
- Yamamuro, O.; Matsuo, T.; Suga, H.; David, W.I.F.; Ibberson, R.M.; Leadbetter, A.J. Neutron Diffraction and Calorimetric Studies of Methylammonium Iodide. Acta Cryst. 1992, 48, 329–336. [Google Scholar] [CrossRef]
- Ma, F.; Li, J.; Li, W.; Lin, N.; Wanga, L.; Qiao, J. Stable α/δ Phase Junction of Formamidinium Lead Iodide Perovskites for Enhanced Near-Infrared Emission. Chem. Sci. 2017, 8, 800–805. [Google Scholar] [CrossRef]
- Yang, S.; Liu, W.; Zuo, L.; Zhang, X.; Ye, T.; Chen, J.; Li, C.; Wu, G.; Chen, H. Thiocyanate Assisted Performance Enhancement for Formamidinium Based Planar Perovskite Solar Cells through Single One-step Solution Process. J. Mater. Chem. A 2016, 4, 9430–9436. [Google Scholar] [CrossRef]
- Stoumpos, C.C.; Malliakas, C.D.; Kanatzidis, M.G. Semiconducting Tin and Lead Iodide Perovskites with Organic Cations: Phase Transitions, High Mobilities and Near-Infrared Photoluminescent Properties. Inorg. Chem. 2013, 52, 9019–9038. [Google Scholar] [CrossRef]
- Han, Q.; Bae, S.H.; Sun, P.; Hsieh, Y.T.; Yang, Y.M.; Rim, Y.S.; Zhao, H.; Chen, Q.; Shi, W.; Li, G.; Yang, Y. Single Crystal Formamidinium Lead Iodide (FAPbI3): Insight into the Structural, Optical, and Electrical Properties. Adv. Mater. 2016, 28, 2253–2258. [Google Scholar] [CrossRef]
- Robinson, I.; Harder, R. Coherent X-Ray Diffraction Imaging of Strain at the Nanoscale. Nat. Mater. 2009, 8, 291–298. [Google Scholar] [CrossRef]
- Pramanick, A.; Wang, X.P.; Hoffmann, C.; Diallo, S.O.; Jørgensen, M.R.V.; Wang, X.L. Microdomain Dynamics in Single-Crystal BaTiO3 during Paraelectric-Ferroelectric Phase Transition Measured with Time-of-Flight Neutron Scattering. Phys. Rev. B Condens. Matter Mater. Phys. 2015, 92, 174103. [Google Scholar] [CrossRef]
- Williamson, K.; Hall, W.H. X-Ray Line Broadening from Filed Aluminium and Wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Srinivasan, R.; Yogamalar, R.; Josephus, R.J.; Bose, A.C. Estimation of lattice Strain, Stress, Energy Density and Crystallite Size of the Spherical Yttrium Oxide Nanoparticles. Funct. Mater. Lett. 2009, 2, 131–134. [Google Scholar] [CrossRef]
- Liu, K.; Xue, Y.; Chen, K. The Theory of the Line Profile Based on the Absorption of X-Ray Diffraction and its Experimental Demonstration. Funct. Mater. 2016, 23, 212–217. [Google Scholar] [CrossRef]
- Pankove, J.I. Optical Processes in Semiconductors; Dover Publications Inc.: New York, NY, USA, 1971; pp. 75–77. [Google Scholar]
- Slimi, B.; Mollar, M.; Assaker, I.B.; Kriaa, I.; Chtourou, R.; Mari, B. Perovskite FA1-xMAxPbI3 for Solar Cells: Film Formation and Properties. Energy Procedia 2016, 102, 87–95. [Google Scholar] [CrossRef]
- Mialhe, P.; Charles, J.P.; Khoury, A.; Bordure, G. The Diode Quality Factor of Solar Cells under Illumination. J. Phys. D Appl. Phys. 1986, 19, 483–492. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Studied Parameter | Range of Variation |
|---|---|
| PbI2/MAI thickness ratio | 1.5:1–4.5:1 |
| PbI2/FAI thickness ratio | 1.5:1–3.2:1 |
| Annealing temperature (°C) | 100–140 °C |
| Annealing time (min) | 10–20 min |
| Sample | PbI2/MAI and PbI2/FAI Ratio | Annealing Temp. (°C) | Annealing Time (min) | M. Scherrer | M. Willamsom–Hall | SEM | |
|---|---|---|---|---|---|---|---|
| D (nm) | D (nm) | ε × 10−5 | Grain Size (nm) | ||||
| MAPI | 2.6:1 | - | - | 158.86 | 153.92 | 1.85 | 492.32 |
| 3:1 | 140 | 20 | 145.81 | 131.21 | 2.01 | 493.23 | |
| FAPI | 2.2:1 | - | - | 128.36 | 112.23 | 2.34 | 458.12 |
| Cell Structure | MAI (FAI)/PbI2 Thickness Ratio | Perovskite Thickness (nm) | Performance Parameters | |||
|---|---|---|---|---|---|---|
| Jsc (mA/cm2) | Voc (V) | FF (%) | η (%) | |||
| FTO/ZnO/MAPI/P3HT/Au | 2.6:1 | 300 | 13.2 | 1.22 | 0.60 | 9.4 |
| 400 | 10.2 | 0.91 | 0.47 | 4.5 | ||
| 600 | 8.8 | 0.92 | 0.41 | 3.3 | ||
| FTO/ZnO/MAPI/P3HT/Au | 3:1, (annealed at 140 °C) | 300 | 14 | 0.9 | 0.53 | 6.8 |
| 400 | 10.7 | 1.32 | 0.43 | 6.1 | ||
| 600 | 8.7 | 1.32 | 0.36 | 4.1 | ||
| FTO/ZnO/FAPI/P3HT/Au | 2.2:1 | 300 | 10 | 0.83 | 0.53 | 4.4 |
| 400 | 9.1 | 0.81 | 0.47 | 3.4 | ||
| 600 | 7.8 | 0.87 | 0.41 | 2.8 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reinoso, M.Á.; Otálora, C.A.; Gordillo, G. Improvement Properties of Hybrid Halide Perovskite Thin Films Prepared by Sequential Evaporation for Planar Solar Cells. Materials 2019, 12, 1394. https://doi.org/10.3390/ma12091394
Reinoso MÁ, Otálora CA, Gordillo G. Improvement Properties of Hybrid Halide Perovskite Thin Films Prepared by Sequential Evaporation for Planar Solar Cells. Materials. 2019; 12(9):1394. https://doi.org/10.3390/ma12091394
Chicago/Turabian StyleReinoso, Miguel Á., Camilo A. Otálora, and Gerardo Gordillo. 2019. "Improvement Properties of Hybrid Halide Perovskite Thin Films Prepared by Sequential Evaporation for Planar Solar Cells" Materials 12, no. 9: 1394. https://doi.org/10.3390/ma12091394
APA StyleReinoso, M. Á., Otálora, C. A., & Gordillo, G. (2019). Improvement Properties of Hybrid Halide Perovskite Thin Films Prepared by Sequential Evaporation for Planar Solar Cells. Materials, 12(9), 1394. https://doi.org/10.3390/ma12091394