A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input


Abstract
:1. Introduction
2. Finite Element Modeling
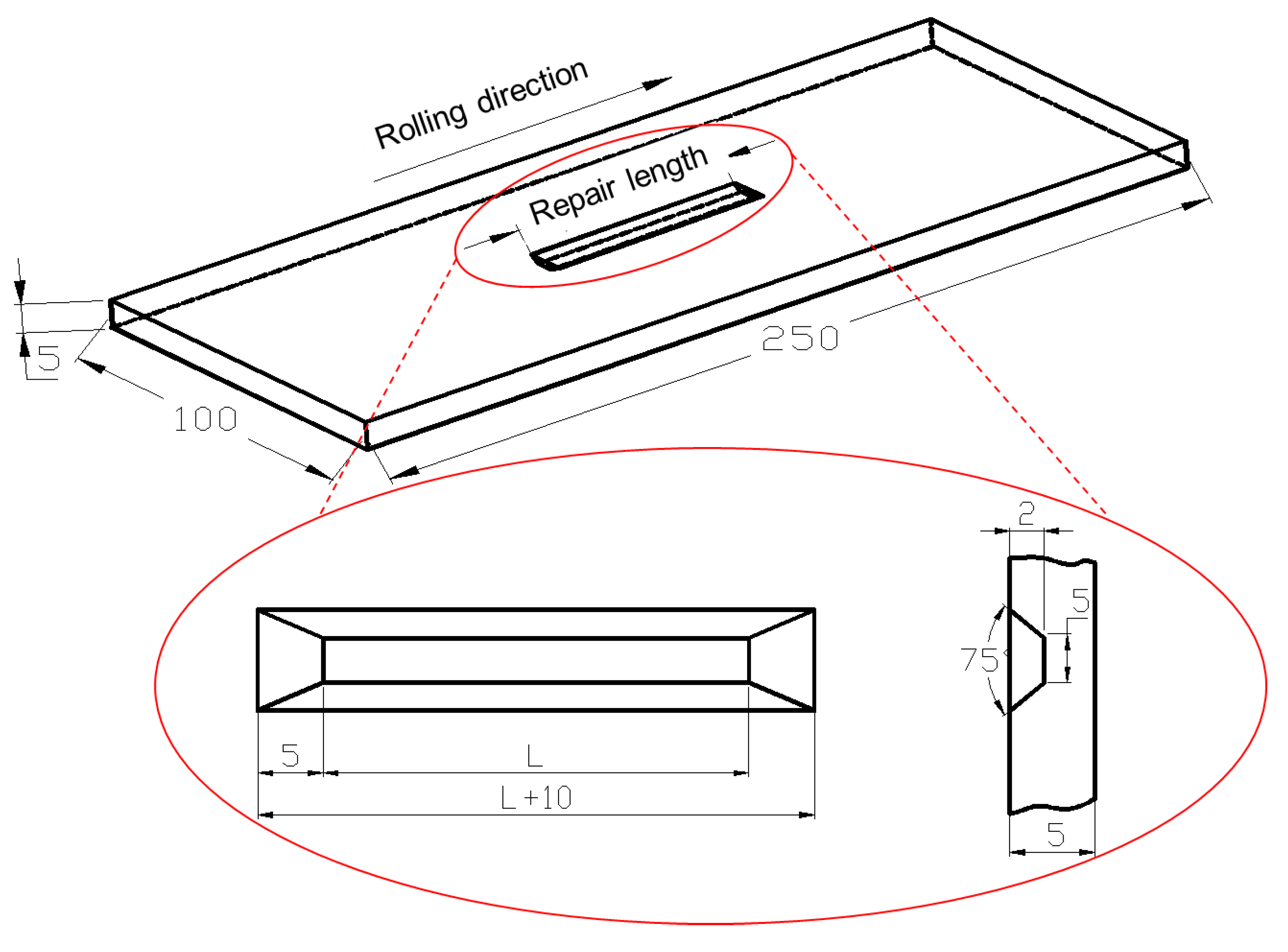
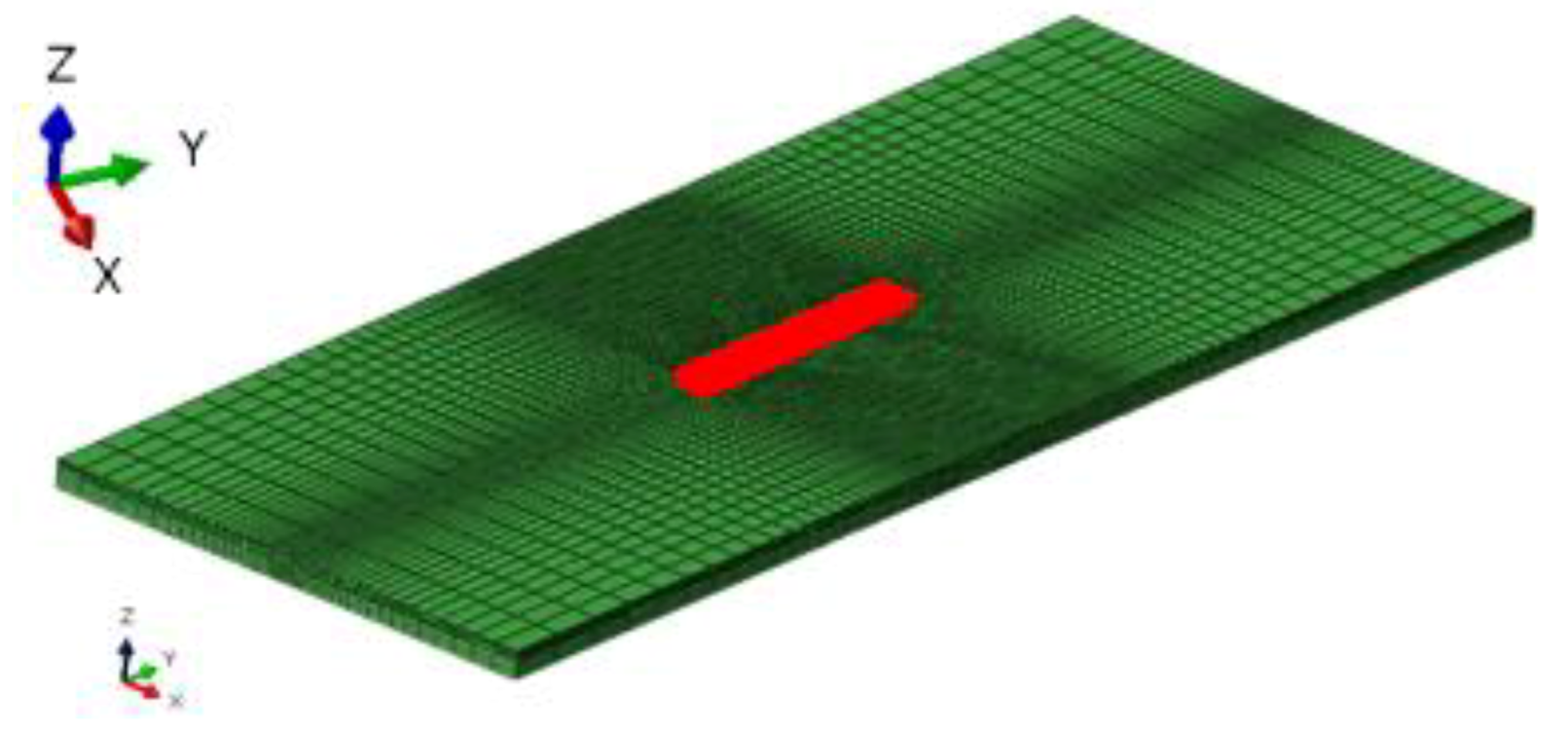
2.1. Geometry Model
2.2. Simulation of Residual Stress
2.2.1. Thermal Analysis
2.2.2. Residual Stress Analysis
3. Experimental Details
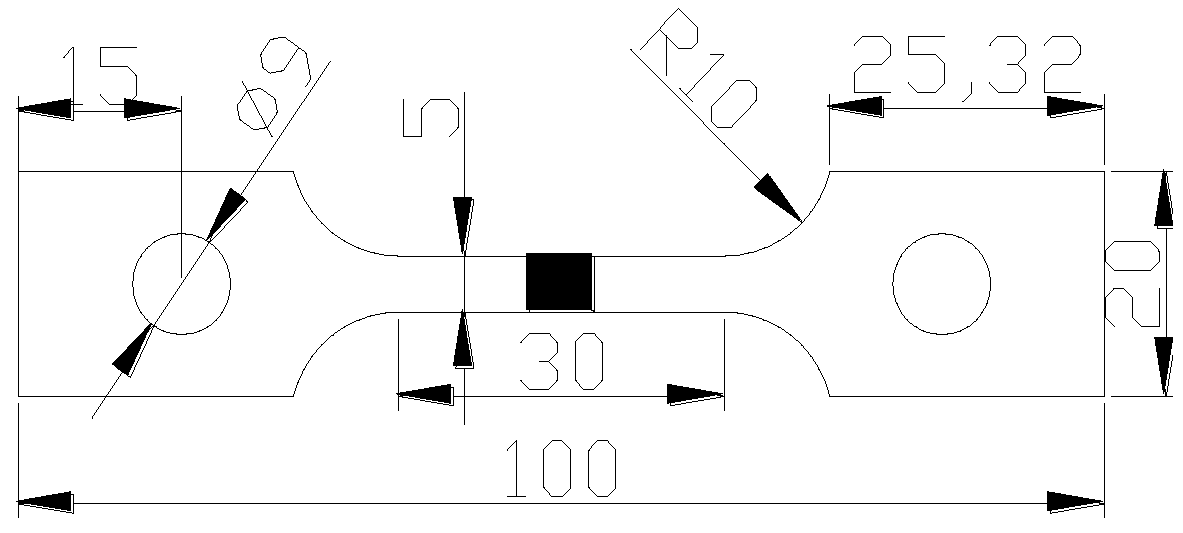
3.1. Sample Preparation
3.2. Residual Stresses and SCC Procedure
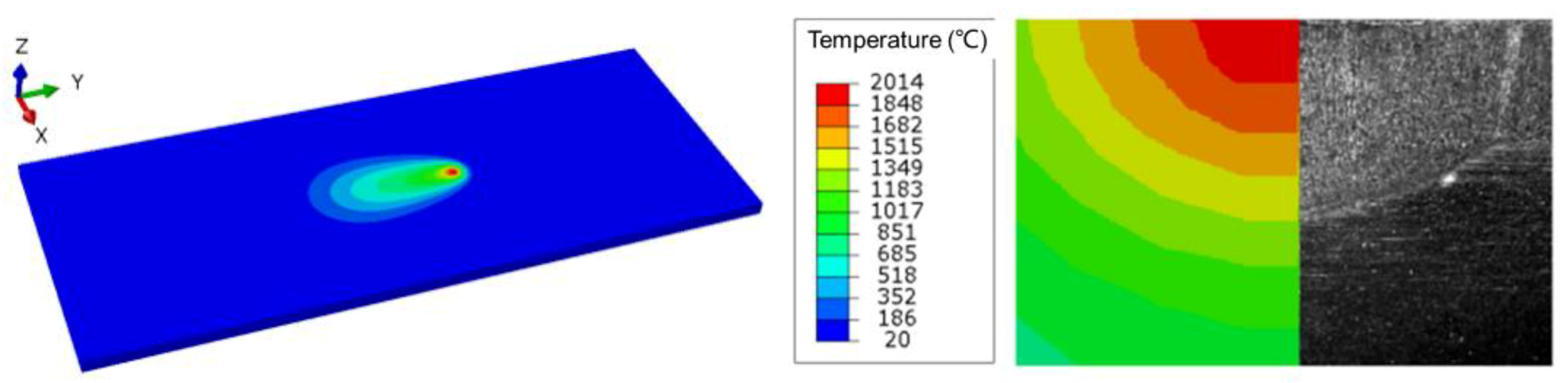
4. Validation
5. Results and Discussion
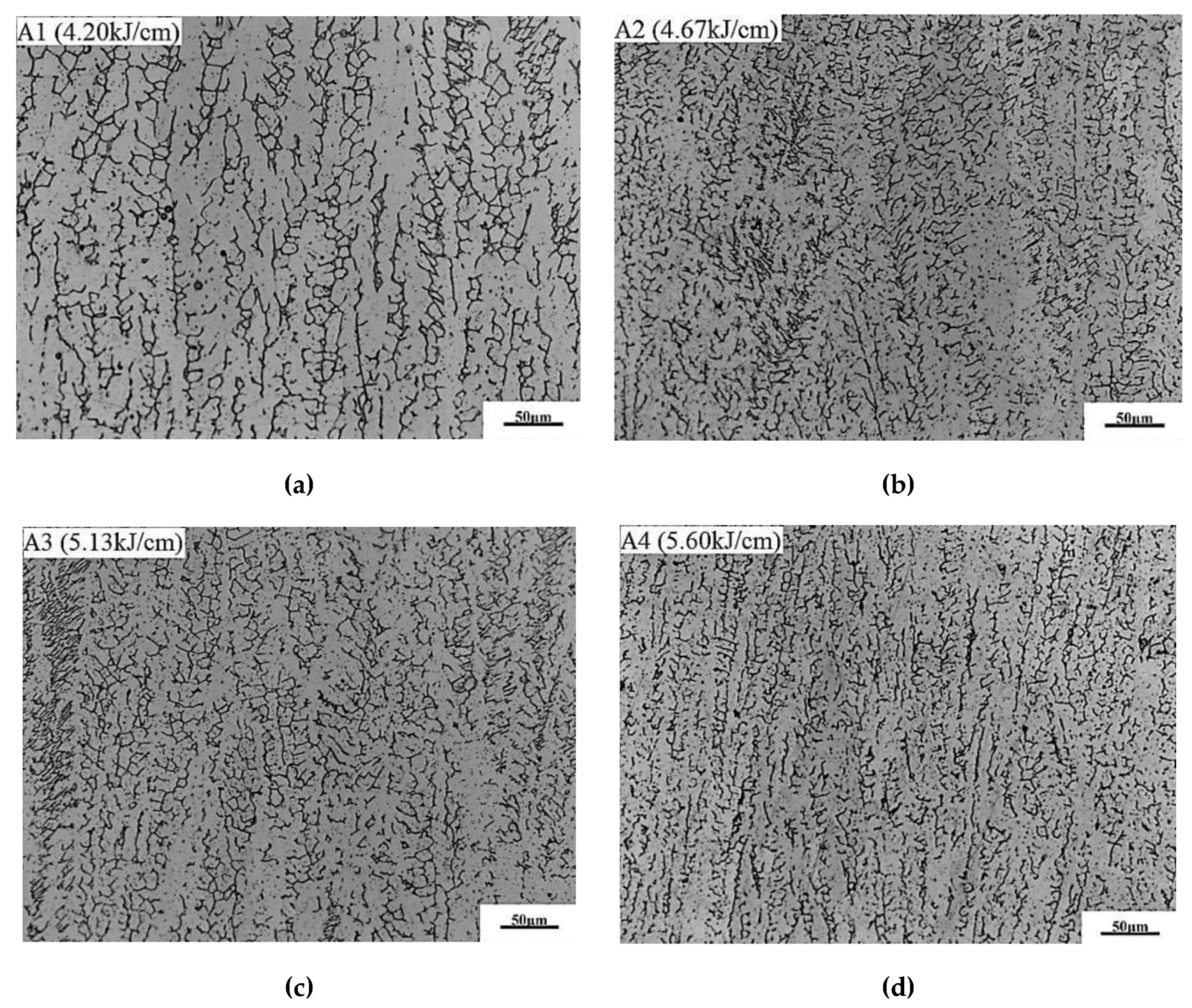
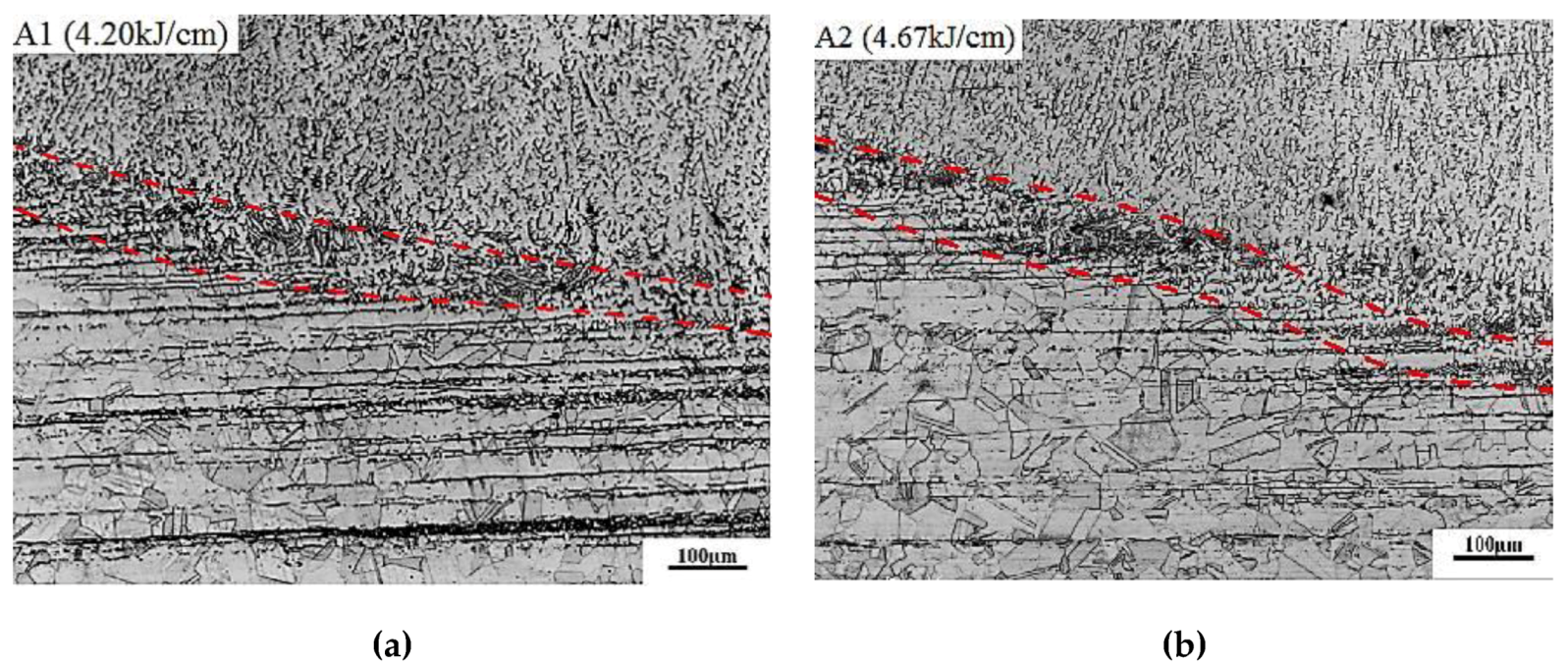
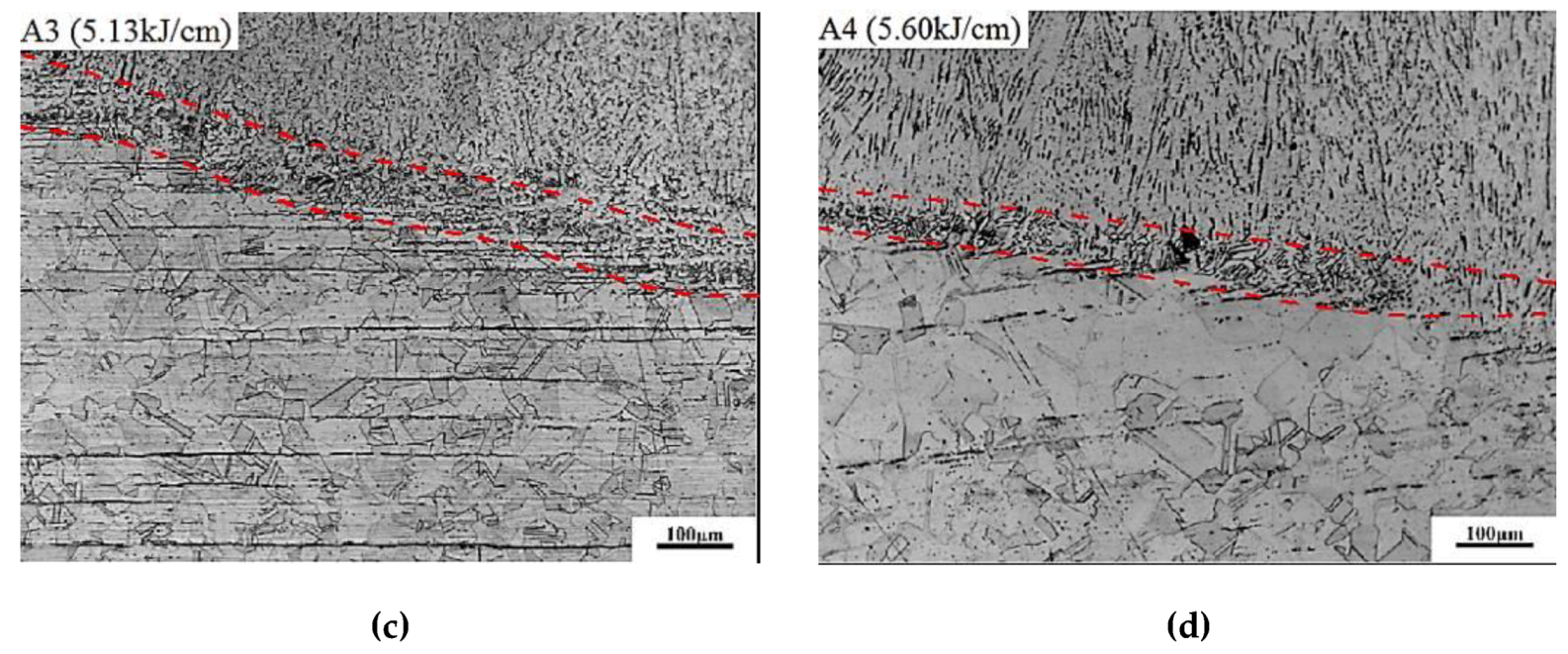
5.1. OM Analysis
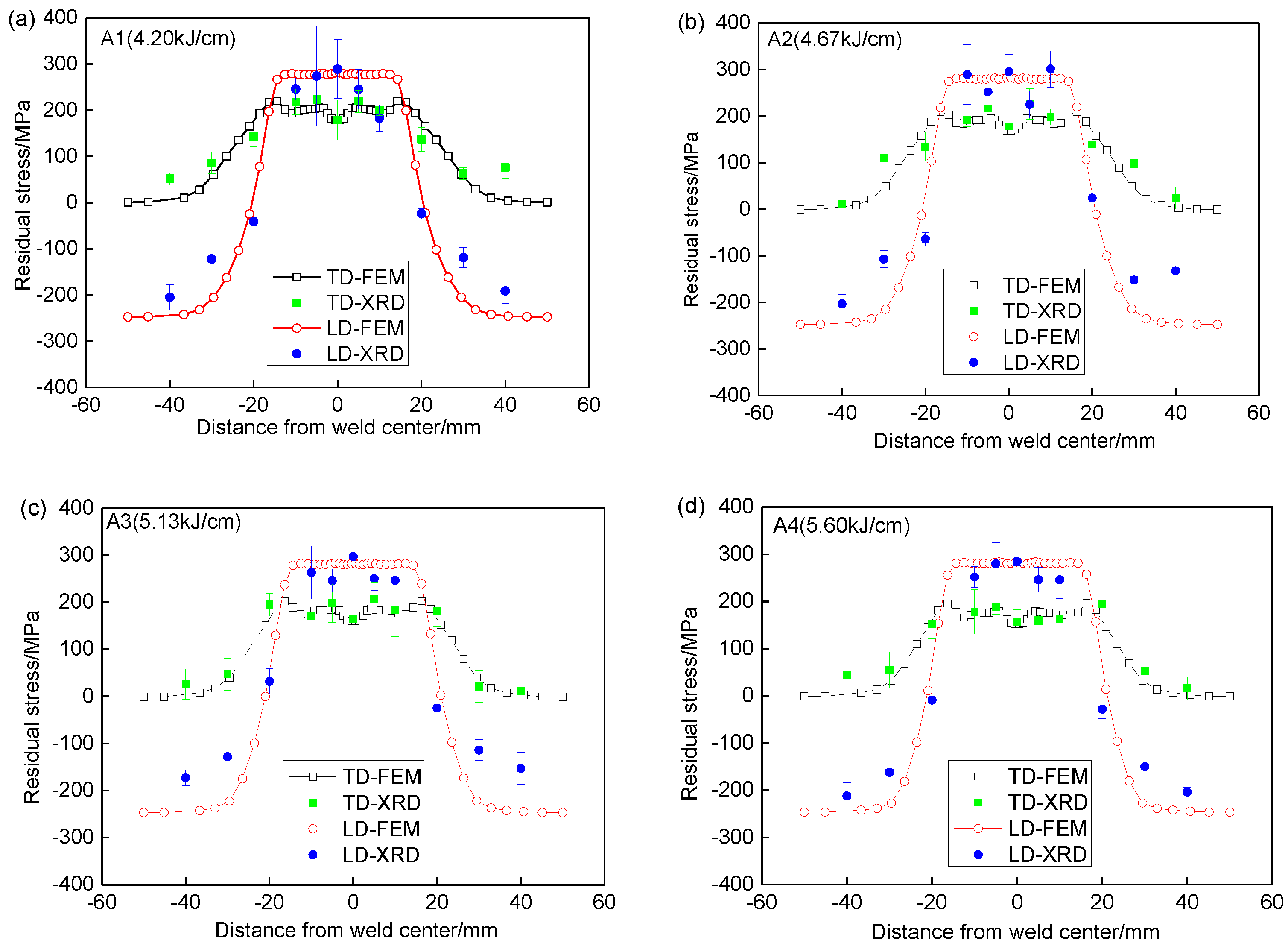
5.2. Residual Stress Analysis
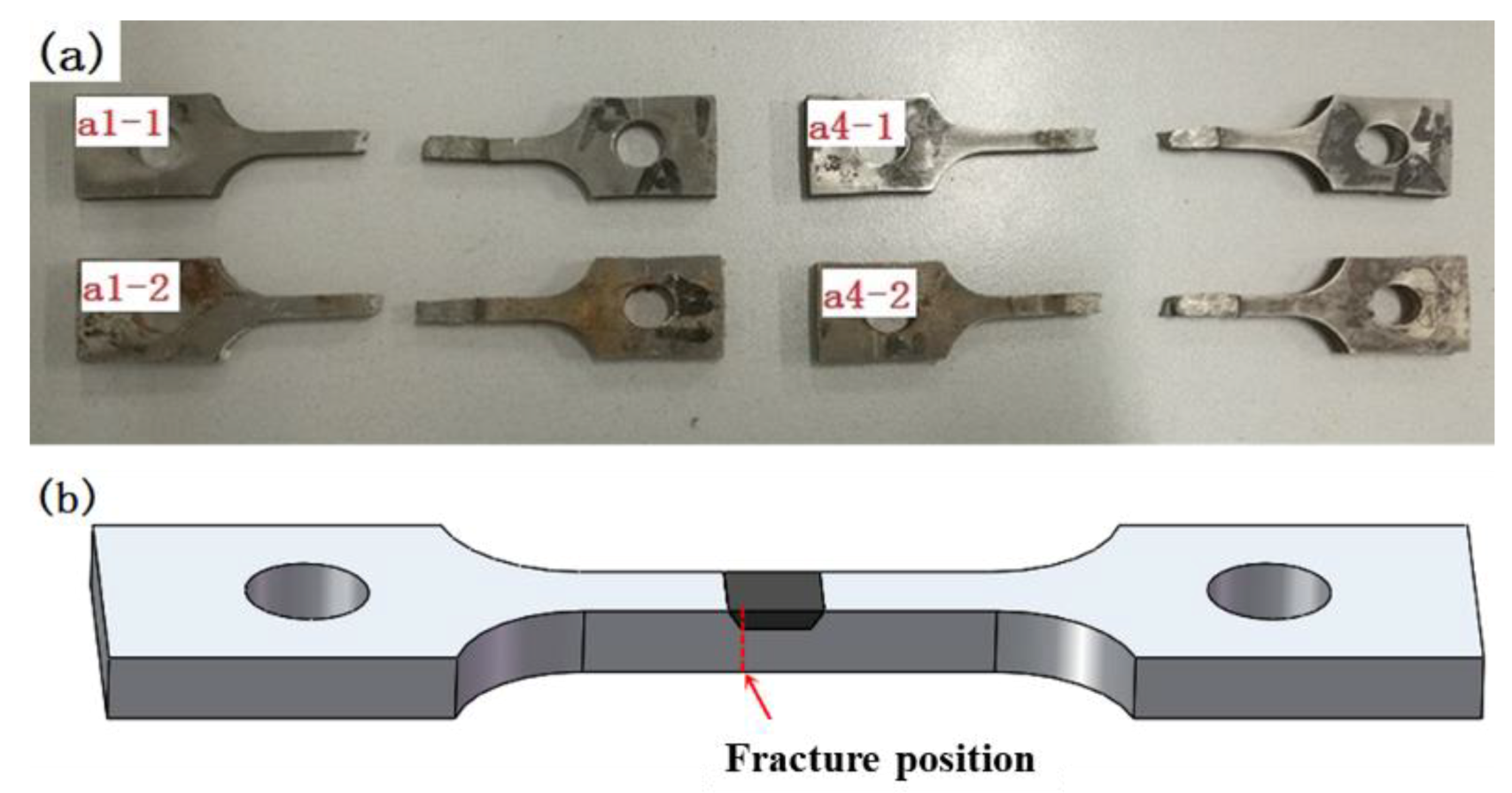
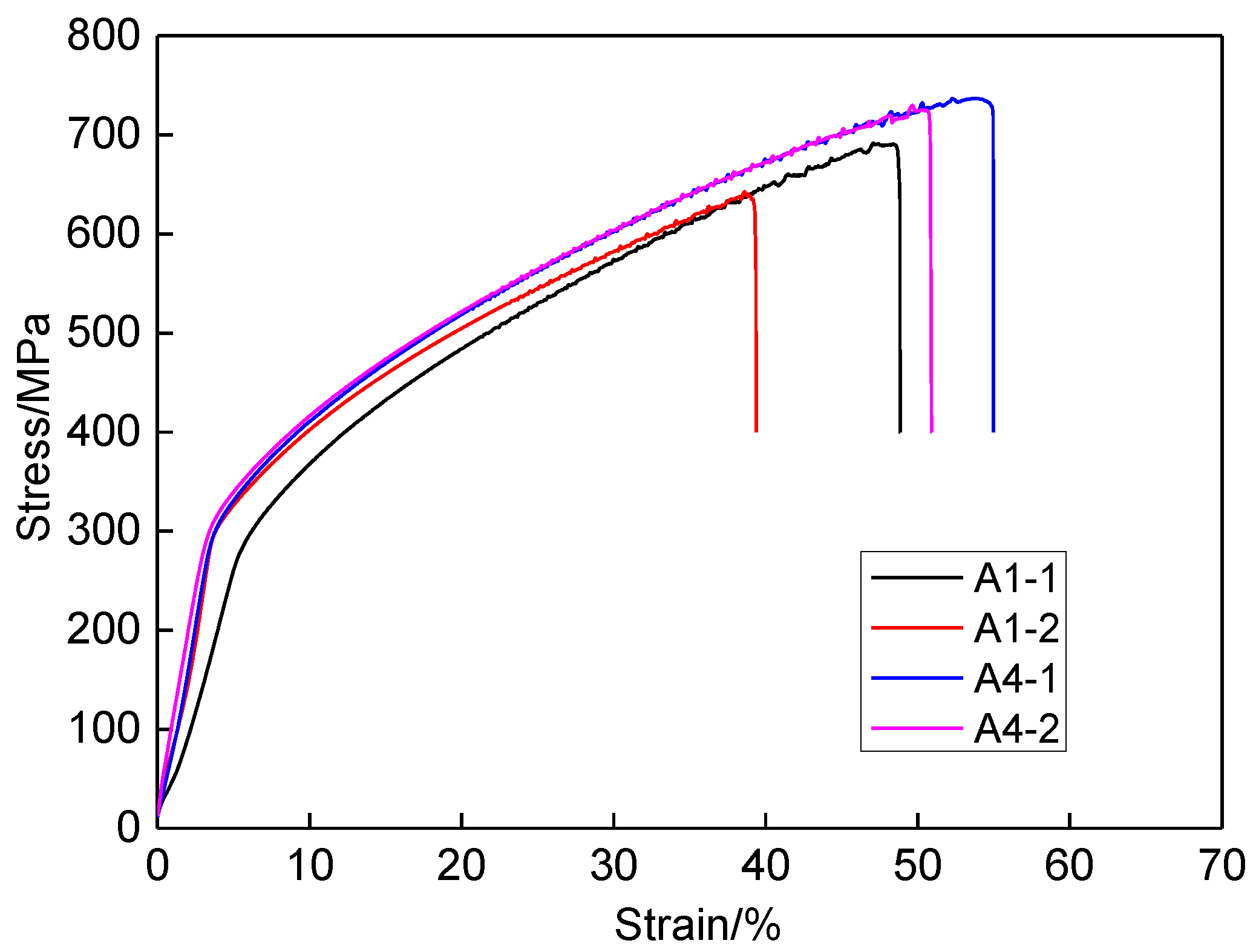
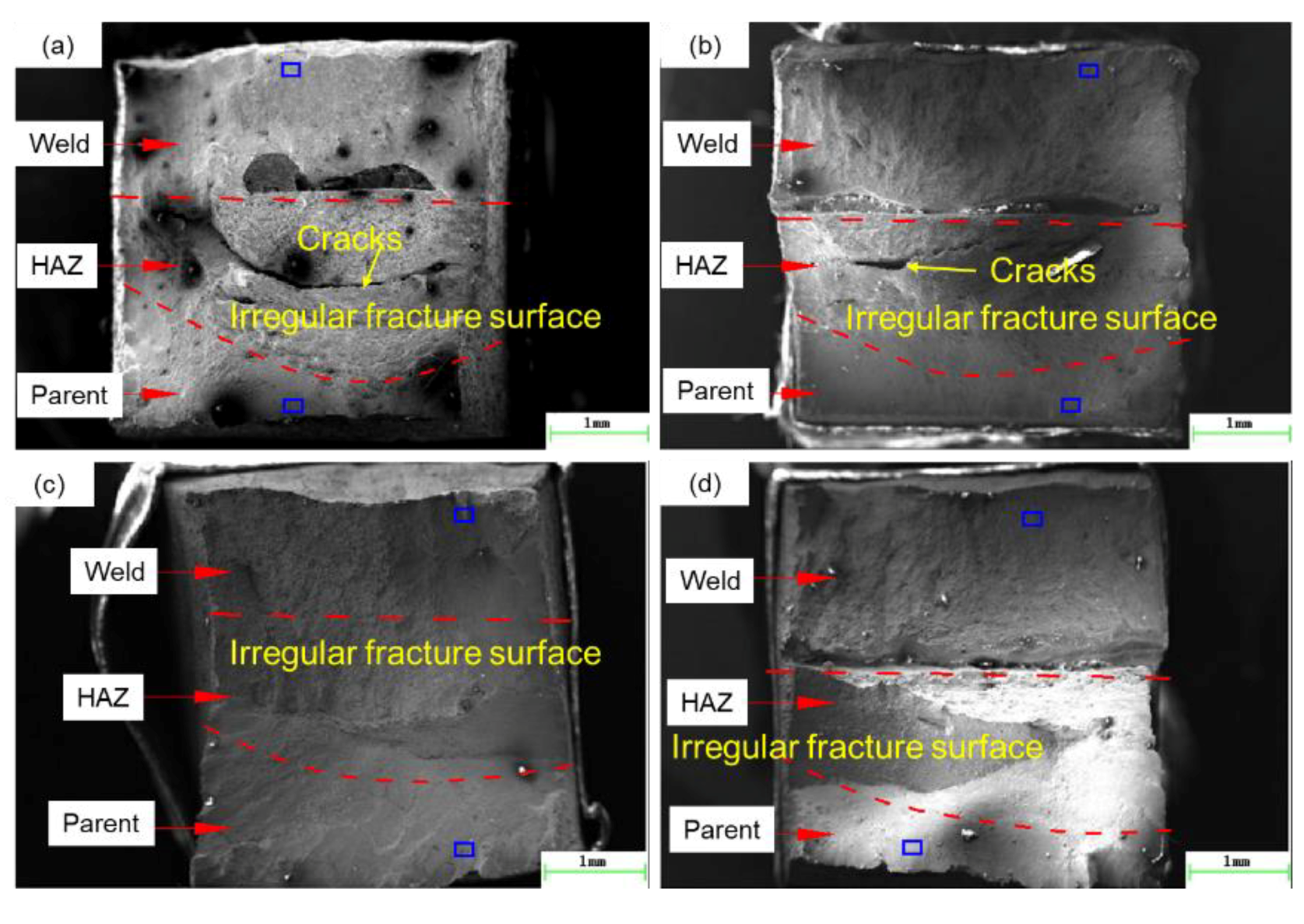
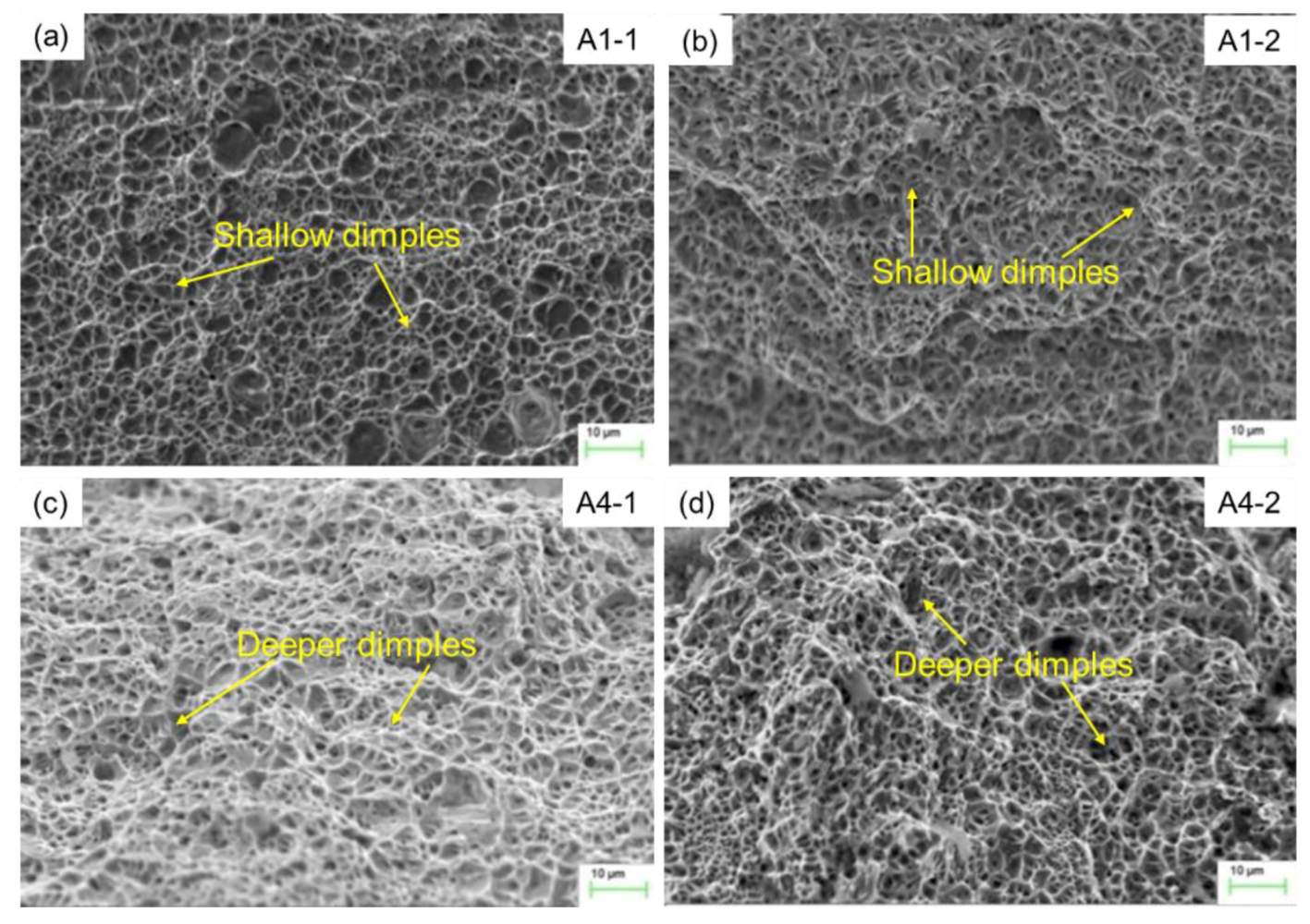
5.3. SCC Sensitivity Analysis
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bouchard, P.J. Special issue on residual stresses at repair welds. Int. J. Pres. Ves. Pip. 2005, 82, 243. [Google Scholar] [CrossRef]
- Brown, T.B.; Dauda, T.A.; Truman, C.E.; Smith, D.J.; Pfeiffer, W. Predictions and measurements of residual stress in repair welds in plates. Int. J. Pres. Ves. Pip. 2006, 83, 809–818. [Google Scholar] [CrossRef]
- Dong, P.; Hong, J.K.; Zhang, J.; Rogers, P.; Bynum, J.; Shah, S. Effects of repair weld residual stresses on wide-panel specimens loaded in tension. Trans. ASME J. Press. Vessel. Technol. 1998, 120, 122–128. [Google Scholar] [CrossRef]
- Nezhad, H.Y.; O’Dowd, N.P. Creep relaxation in the presence of residual stress. Eng. Fract. Mech. 2015, 138, 250–264. [Google Scholar] [CrossRef]
- Zhang, W.; Jiang, W.; Zhao, X.; Tu, S.-T. Fatigue life of a dissimilar welded joint considering the weld residual stress: Experimental and finite element simulation. Inter. J. Fatigue 2018, 109, 182–190. [Google Scholar] [CrossRef]
- Xu, S.; Wei, Y.; Guo, D.; Zhang, L.; Wang, W. Numerical investigation of thermo-mechanical stress in U-tube including forming effect for the SCC failure analysis. Eng. Fail. Anal. 2017, 77, 126–137. [Google Scholar] [CrossRef]
- Jun, H.-K.; Seo, J.W.; Jeon, I.S.; Lee, S.H.; Chang, Y.S. Fracture and fatigue crack growth analyses on a weld-repaired railway rail. Eng. Fail. Anal. 2016, 59, 478–492. [Google Scholar] [CrossRef]
- Song, S.; Dong, P. Residual Stresses in Weld Repairs and Mitigation by Design. In Proceedings of the ASME 2014 33rd International Conference on Ocean, Offshore and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014. Paper No: OMAE2014-24547, V005T03A038. [Google Scholar]
- Shi, X.; Zhang, Y.L.; Zhao, J.P.; Gou, R.B. Evaluation of Welding Residual Stress Based on Temper Bead Welding Technique. Adv. Mater. Res. 2011, 418–420, 1208–1212. [Google Scholar] [CrossRef]
- Dong, P. On repair weld residual stresses and significance to structural integrity. Weld. World 2018, 62, 351–362. [Google Scholar] [CrossRef]
- Dong, P.; Zhang, J.; Bouchard, P.J. Effects of repair weld length on residual stress distribution. Trans. ASME J. Press. Vessel. Technol. 2002, 124, 74–80. [Google Scholar] [CrossRef]
- Song, S.; Dong, P. Residual stresses at weld repairs and effects of repair geometry. Sci. Technol. Weld. Join. 2016, 22, 1–13. [Google Scholar] [CrossRef]
- Jiang, W.; Gong, J.M.; Tu, S.T.; Li, G.C. Numerical simulation to study the effect of repair width on residual stresses of a stainless steel clad plate. Int. J. Pres. Ves. Pip. 2010, 87, 457–463. [Google Scholar] [CrossRef]
- Jiang, W.; Yang, B.; Gong, J.M.; Tu, S.T. Effects of clad and base metal thickness on residual stress in the repair weld of a stainless steel clad plate. Trans. ASME J. Press. Vessel. Technol. 2011, 133, 061401. [Google Scholar] [CrossRef]
- Jiang, W.C.; Wang, B.Y.; Gong, J.M.; Tu, S.T. Finite element analysis of the effect of welding heat input and layer number on residual stress in repair welds for a stainless steel clad plate. Mater. Des. 2011, 32, 2851–2857. [Google Scholar] [CrossRef]
- Jiang, W.; Xu, X.P.; Gong, J.M.; Tu, S.T. Influence of repair length on residual stress in the repair weld of a clad plate. Nucl. Eng. Des. 2012, 246, 211–219. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Zhang, G.; Woo, W.; Tu, S.T. Experimental to study the effect of multiple weld-repairs on microstructure, hardness and residual stress for a stainless steel clad plate. Mater. Des. 2013, 51, 1052–1059. [Google Scholar] [CrossRef]
- Kessal, B.A.; Fares, C.; Meliani, M.H.; Alhussein, A.; François, M. Effect of gas tungsten arc welding parameters on the corrosion resistance and the residual stress of heat affected zone. Eng. Fail. Anal. 2020, 107, 104200. [Google Scholar] [CrossRef]
- Winiczenko, R.; Kaczorowski, M. Friction welding of ductile iron with stainless steel. J. Mater. Proces. Technol. 2013, 213, 453–462. [Google Scholar] [CrossRef]
- Li, X.; Xie, F.; Wang, D.; Xu, C.; Qi, J. Effect of residual and external stress on corrosion behaviour of X80 pipeline steel in sulphate-reducing bacteria environment. Eng. Fail. Anal. 2018, 91, 275–290. [Google Scholar] [CrossRef]
- AghaAli, I.; Farzam, M.; Golozar, M.A.; Danaee, I. The effect of repeated repair welding on mechanical and corrosion properties of stainless steel 316L. Mater. Des. 2014, 54, 331–341. [Google Scholar] [CrossRef]
- Katsas, S.; Nikolaou, J.; Papadimitriou, G. Corrosion resistance of repair welded naval aluminium alloys. Mater. Des. 2007, 28, 831–836. [Google Scholar] [CrossRef]
- Venugopal, A.; Sreekumar, K.; Raja, V.S. Effect of repair welding on electrochemical corrosion and stress corrosion cracking behavior of TIG welded AA2219 aluminum alloy in 3.5 wt pct NaCl solution. Metal. Mater. Trans. A 2010, 41, 3151–3160. [Google Scholar] [CrossRef]
- Salvador, C.F.; Antunes, R.A. FCAW repair welding cycles, HAZ microstructure and corrosion resistance of 2304 duplex stainless steel. Corro. Eng. Sci. Technol. 2016, 51, 573–580. [Google Scholar] [CrossRef]
- Jiang, W.; Yu, Y.; Zhang, W.; Xiao, C.; Woo, W. Residual stress and stress fields change around fatigue crack tip: Neutron diffraction measurement and finite element modeling. Int. J. Pres. Ves. Pip. 2020, 179, 104024. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.T.; Zhang, X.C.; Em, V. Effects of low-temperature transformation and transformation-induced plasticity on weld residual stresses: Numerical study and neutron diffraction measurement. Mater. Des. 2018, 147, 65–79. [Google Scholar] [CrossRef]
- Jiang, W.; Woo, W.; Wan, Y.; Luo, Y.; Xie, X.; Tu, S.T. Evaluation of Through-Thickness Residual Stresses by Neutron Diffraction and Finite-Element Method in Thick Weld Plates. Trans. ASME J. Press. Vessel. Technol. 2017, 139, 031401. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Luo, Y. Using X-ray diffraction and FEM to analyze residual stress of tube to tubesheet welded joints in a shell and tube heat exchanger. ASME J. Press. Vessel. Technol. 2017, 139, 051405. [Google Scholar] [CrossRef]
- Nowacki, J.; Rybicki, P. The influence of welding heat input on submerged arc welded duplex steel joints imperfections. J. Mater. Proces. Technol. 2005, 164–165, 1082–1088. [Google Scholar] [CrossRef]
- Akbari, D.; Sattari-Far, I. Effect of the welding heat input on residual stresses in butt-welds of dissimilar pipe joints. Int. J. Pres. Ves. Pip. 2009, 86, 769–776. [Google Scholar] [CrossRef]
- Hemmatzadeh, M.; Moshayedi, H.; Sattari-Far, I. Influence of heat input and radius to pipe thickness ratio on the residual stresses in circumferential arc welded pipes of API X46 steels. Int. J. Pres. Ves. Pip. 2017, 150, 62–71. [Google Scholar] [CrossRef]
- Mohammed, A.M.; Shrikrishna, K.A.; Sathiya, P.; Goel, S. The impact of heat input on the strength, toughness, microhardness, microstructure and corrosion aspects of friction welded duplex stainless steel joints. J. Manuf. Process. 2015, 18, 92–106. [Google Scholar]
- Unnikrishnana, R.; Idurya, K.S.N.S.; Ismaila, T.P.; Bhadauriaa, A.; Shekhawatb, S.K.; Khatirkara, R.K.; Sapatea, S.G. Effect of heat input on the microstructure, residual stresses and corrosion resistance of 304L austenitic stainless steel weldments. Mater. Charact. 2014, 93, 10–23. [Google Scholar] [CrossRef]
- Ravisankar, A.; Velaga, S.K.; Rajput, G.; Venugopal, S. Influence of welding speed and power on residual stress during gas tungsten arc welding (GTAW) of thin sections with constant heat input: A study using numerical simulation and experimental validation. J. Manuf. Process. 2014, 16, 200–211. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Li, J.H.; Woo, W. Residual Stress Distribution in a Dissimilar Weld Joint by Experimental and Simulation Study. Trans. ASME J. Press. Vessel. Technol. 2016, 139, 011402. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.; Woo, W.; Tu, S.T. Neutron diffraction measurement and numerical simulation to study the effect of repair depth on residual stress in 316L stainless steel repair weld. Trans. ASME J. Press. Vessel. Technol. 2015, 137, 041406. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Chen, D.; Wimpory, R.C.; Li, M.; Liu, X. Determination of Repair Weld Residual Stress in a Tube to Tube-Sheet Joint by Neutron Diffraction and the Finite Element Method. Trans. ASME J. Press. Vessel. Technol. 2018, 140, 021404. [Google Scholar] [CrossRef]
- Xie, X.-F.; Jiang, W.; Luo, Y.; Xu, S.; Gong, J.-M.; Tu, S.-T. A model to predict the relaxation of weld residual stress by cyclic load: Experimental and finite element modeling. Int. J. Fatigue 2017, 95, 293–301. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, B.Y.; Tu, S.T.; Gong, J.M. Residual stress reduction in the penetration nozzle weld joint by overlay welding. Mater. Des. 2014, 60, 443–450. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Wan, Y.; Woo, W.; Tu, S.-T. Effect of helix angle on residual stress in the spiral welded oil pipelines: Experimental and finite element modeling. Int. J. Pres. Ves. Pip. 2018, 168, 233–245. [Google Scholar] [CrossRef]
- Luo, Y.; Jiang, W.; Zhang, Q.; Wan, Y.; Zhang, W.Y.; Wang, Y.J. Experimental and numerical study on the reduction of residual stress in the fillet weld by overlay welding and cutting method. Trans. ASME J. Press. Vessel. Technol. 2016, 138, 061405. [Google Scholar] [CrossRef]
- Jiang, W.; Luo, Y.; Wang, H.; Wang, B.Y. Effect of impact pressure on reducing the weld residual stress by high pressure water jetting for 304 stainless steel clad plate. Trans. ASME J. Press. Vessel. Technol. 2015, 137, 031401. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Song, M.; Huang, Y.; Li, J.; Sun, G.; Shi, Y.; Zhai, X.; Zhao, X.; Ren, L. Distribution and formation mechanism of residual stress in duplex stainless steel weld joint by neutron diffraction and electron backscatter diffraction. Mater. Des. 2019, 1815, 108086. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Li, J.; Sun, G.; Kim, D.-K.; Woo, W.; Tu, S.-T. Weld residual stresses in a thick plate considering back chipping: Neutron diffraction, contour method and finite element simulation study. Mater. Sci. Eng. A 2017, 69924, 62–70. [Google Scholar] [CrossRef]
- Jiang, W.; Guan, X.-W. A study of the residual stress and deformation in the welding between half-pipe jacket and shell. Mater. Des. 2013, 51, 1052–1059. [Google Scholar] [CrossRef]
- Jiang, W.; Woo, W. Neutron diffraction and finite element modeling to study the weld residual stress relaxation induced by cutting. Mater. Des. 2013, 51, 415–420. [Google Scholar] [CrossRef]
- Jiang, W.; Zhang, Y.; Woo, W. Using heat sink technology to decrease residual stress in 316L stainless steel welding joint finite element simulation. Int. J. Pres. Ves. Pip. 2012, 92, 56–62. [Google Scholar] [CrossRef]
- Jiang, W.; Gong, J.M.; Wang, Y.F.; Woo, W.; Tu, S.T. Control of welding residual stress and deformation of the butt welded ultra-thick tube-sheet in a large scale EO reactor: Effect of applied load. Trans. ASME J. Press. Vessel. Technol. 2012, 134, 061406. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metal. Mater. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- GB7704-2008, Non-Destructive Testing Practice for Residual Stress Measurement by X-Ray; China Standard Press: Beijing, China, 2008.
- Chandra, K.; Kain, V.; Bhutani, V.; Raja, V.S.; Tewari, R.; Dey, G.K.; Chakravartty, J.K. Low temperature thermal aging of austenitic stainless steel welds: Kinetics and effects on mechanical properties. Mater. Sci. Eng. A 2012, 5341, 163–175. [Google Scholar] [CrossRef]
- Zhang, Y.; Fan, M.; Ding, K.; Zhao, B.; Zhang, Y.; He, Y.; Wang, Y.; Wu, G.; Wei, T.; Gao, Y. Formation and control of the residual δ-ferrite in 9% Cr-HAZ of Alloy 617/9% Cr dissimilar welded joint. Sci. Technol. Weld. Join. 2020. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.048 | 0.419 | 1.228 | 0.031 | 0.002 | 18.08 | 0.011 | 8.113 | 0.009 | Bal. |
| Temperature (°C) | 20 | 200 | 400 | 600 | 800 |
|---|---|---|---|---|---|
| Poisson’s ratio | 0.28 | 0.28 | 0.28 | 0.28 | 0.28 |
| Density (kg/m3) | 8010 | 7931 | 7840 | 7755 | 7667 |
| Specific heat (J/kg °C) | 500 | 544.3 | 582 | 634 | 686 |
| Young’s Modulus (GPa) | 199 | 180 | 166 | 150 | 125 |
| Yield strength (MPa) | 206 | 153 | 108 | 82 | 69 |
| Conductivity (W/m °C) | 15.26 | 17.6 | 20.2 | 22.8 | 25.4 |
| Thermal expansion coefficient (1/°C ×10−6) | 16.0 | 17.2 | 18.2 | 18.6 | 19.5 |
| Specimen No. | Tensile Strength Rm/MPa | Fracture Time t/h | Elongation δ/% | SCC Sensitivity Index Iδ/% |
|---|---|---|---|---|
| A1-1 | 691.64 | 196.62 | 48.83 | 19.37 |
| A1-2 | 642.72 | 158.32 | 39.37 | |
| A4-1 | 737.04 | 218.22 | 54.96 | 7.53 |
| A4-2 | 729.76 | 201.78 | 50.82 |
| Specimen No. | Repair Length | Voltage | Current | Welding Speed | Heat Input |
|---|---|---|---|---|---|
| L/mm | U/V | I/A | v/(mm/s) | q/(kJ/cm) | |
| A1 | 40 | 20 | 90 | 3 | 4.20 |
| A2 | 40 | 20 | 100 | 3 | 4.67 |
| A3 | 40 | 20 | 110 | 3 | 5.13 |
| A4 | 40 | 20 | 120 | 3 | 5.60 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Y.; Gu, W.; Peng, W.; Jin, Q.; Qin, Q.; Yi, C. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input. Materials 2020, 13, 2416. https://doi.org/10.3390/ma13102416
Luo Y, Gu W, Peng W, Jin Q, Qin Q, Yi C. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input. Materials. 2020; 13(10):2416. https://doi.org/10.3390/ma13102416
Chicago/Turabian StyleLuo, Yun, Wenbin Gu, Wei Peng, Qiang Jin, Qingliang Qin, and Chunmei Yi. 2020. "A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input" Materials 13, no. 10: 2416. https://doi.org/10.3390/ma13102416
APA StyleLuo, Y., Gu, W., Peng, W., Jin, Q., Qin, Q., & Yi, C. (2020). A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input. Materials, 13(10), 2416. https://doi.org/10.3390/ma13102416