Evaluation of Surface Topography after Face Turning of CoCr Alloys Fabricated by Casting and Selective Laser Melting

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Characteristics of the Tested Workpieces
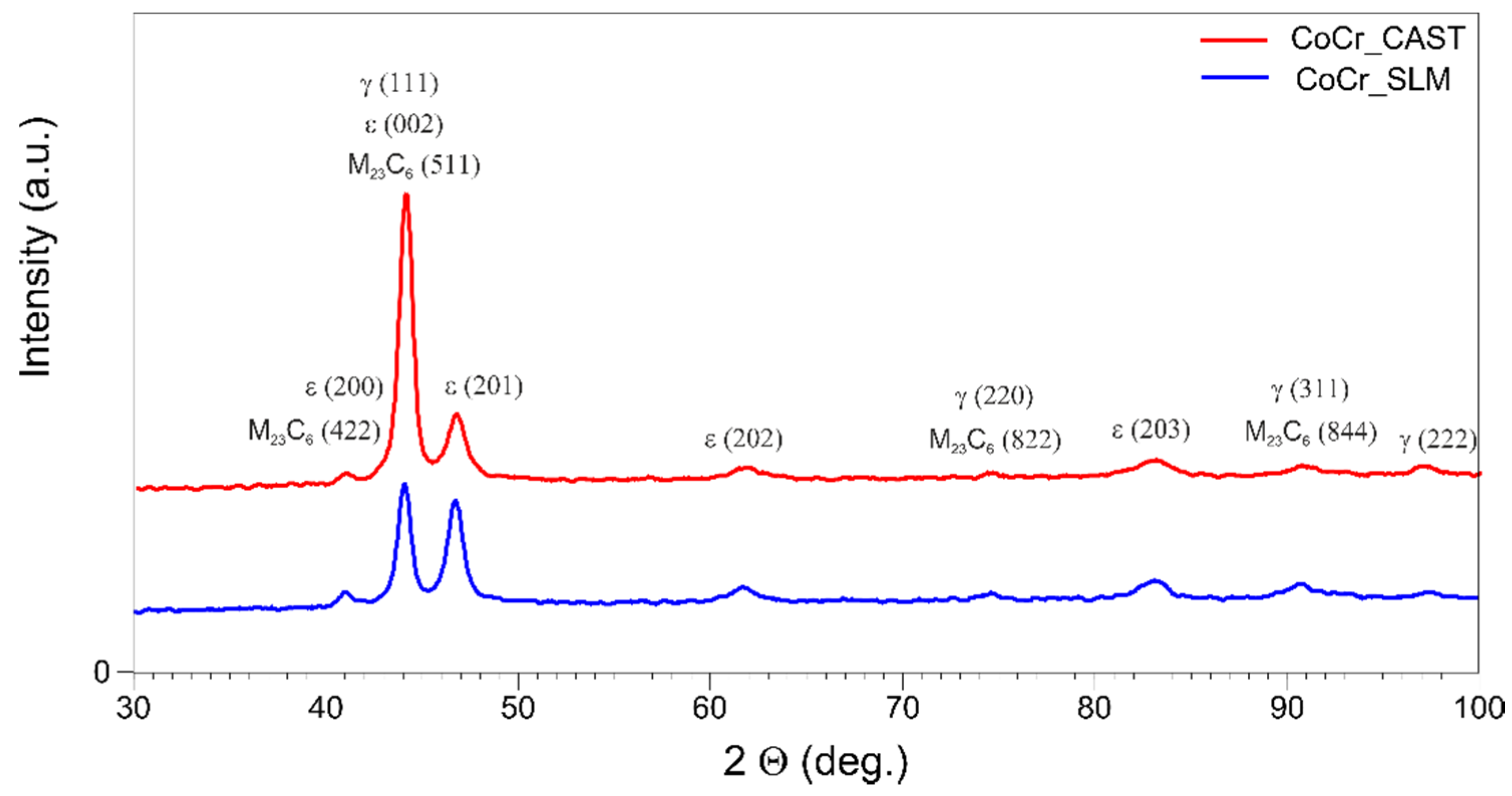
3.1.1. X-ray Diffraction Analysis (XRD)
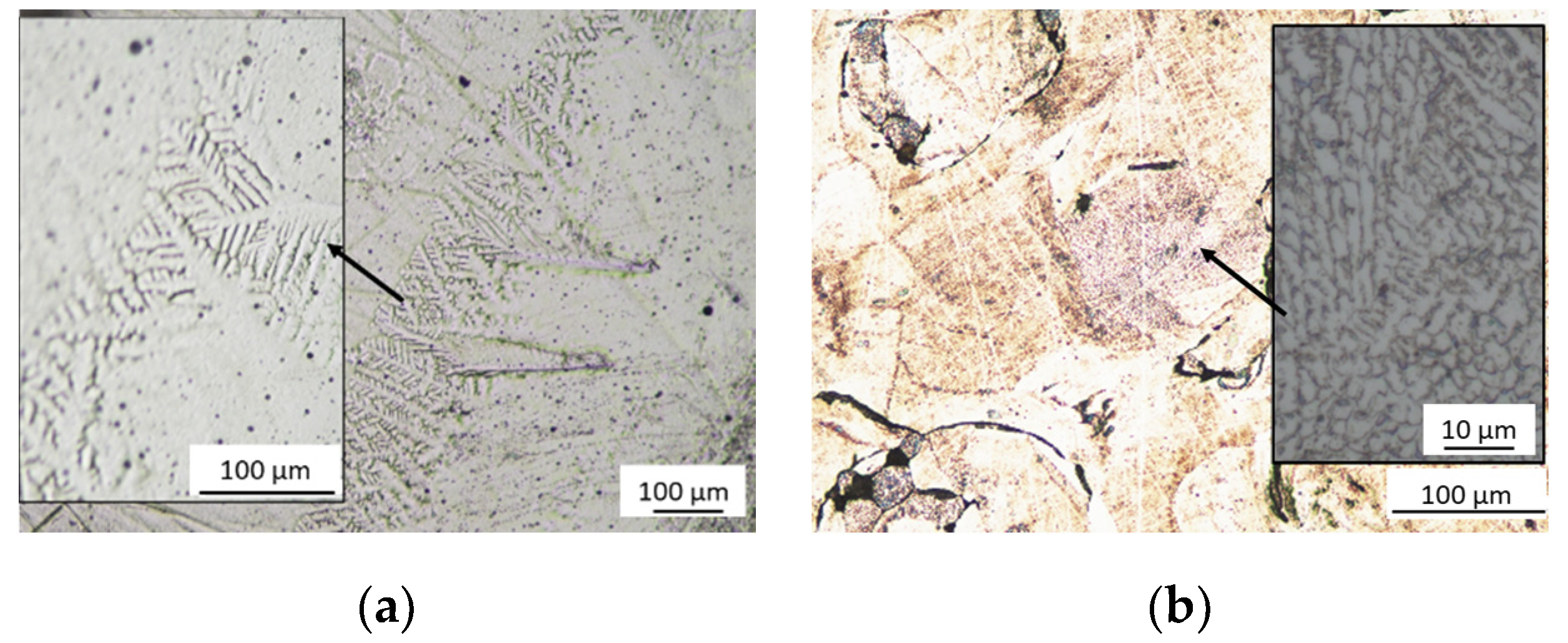
3.1.2. Optical Microscope Analysis
3.1.3. Vickers Hardness HV0.1 Measurements
3.2. Materials Machinability Tests
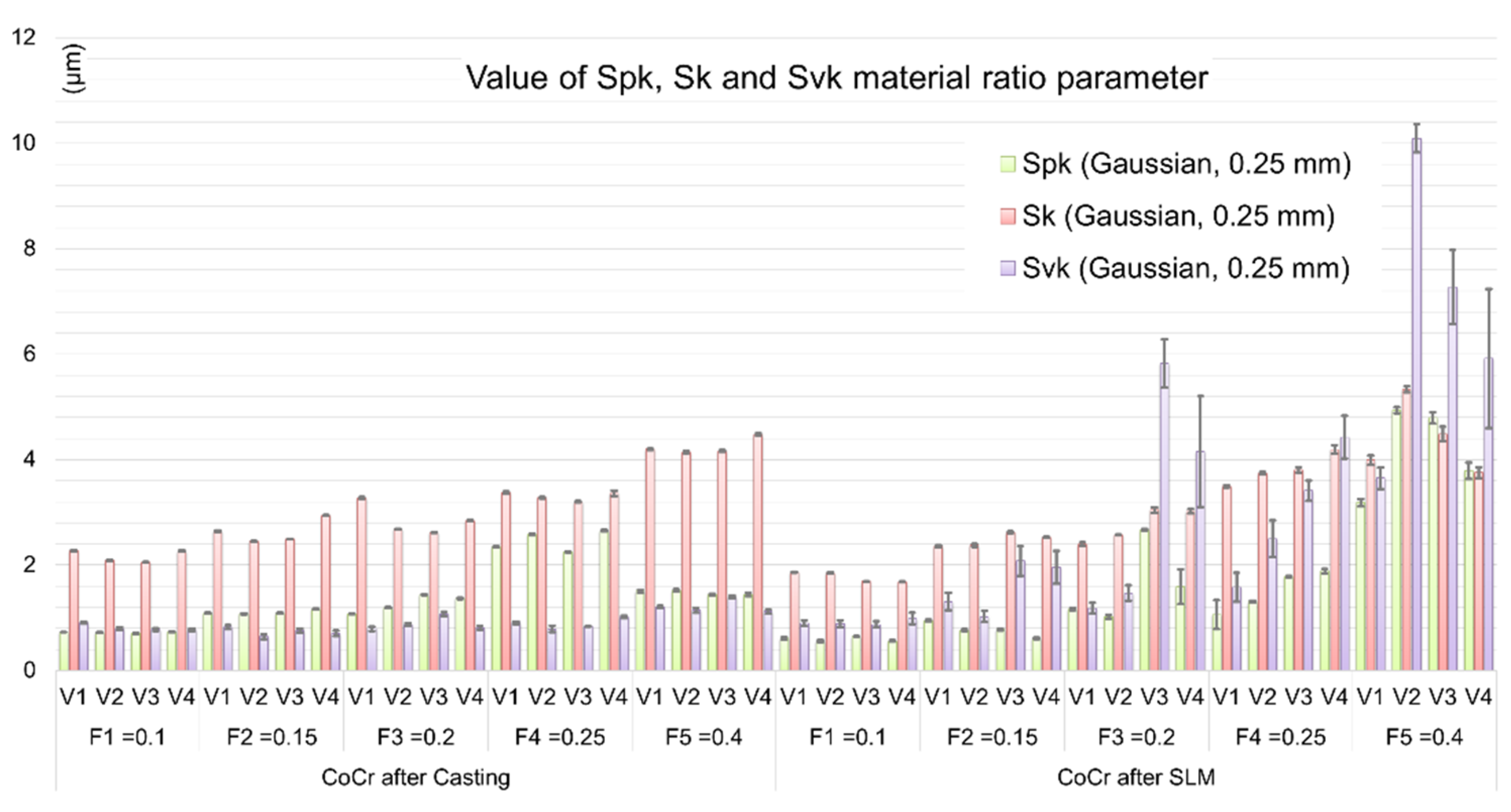
3.2.1. Measurements of GPS Parameters
3.2.2. Analysis of Variance (ANOVA)
4. Discussion
5. Conclusions
- The phase composition of the cobalt-chromium alloys obtained in casting and SLM processes was identical. The observed microstructures were characteristic for the manufacturing processes used. Moreover, the microhardness HV0.1 of materials obtained in the SLM process was higher than for cast samples; however, it was also characterized by a larger standard deviation.
- Calculated height (amplitude) parameters, i.e., Sa and Sz are characterized by a strong dependence on the technological cutting conditions. The registered GPS parameter values increase with increasing feed value. The observed influence of cutting speed on the change of GPS parameter values is much smaller. Analyzing the method of sample preparation, the quantitative changes occurring in CoCr alloy surfaces made by SLM method are much higher (higher values of GPS parameters and their variations were obtained, comparing to values reached for samples produced by a casting method).
- The recorded isometric images of the machined surfaces for both investigated samples confirm the observations regarding the GPS parameters—for low feed values a similar nature of machined surfaces is noticeable, which indicates that machinability of these materials is very similar. For higher values of feed, surface defects were observed, in particular for samples obtained in the SLM process, which caused a significant increase in the value of GPS indicators.
- The multivariate analysis of variance (MANOVA) showed that for the most of the analyzed factors, feed had the greatest impact on GPS parameters (Sq, Sa, Spk), followed by first order interactions between manufacturing technology and feed, and finally by the production technology. In case of Sz and Svk parameters, the production method had the highest impact, followed by the feed. Only in the case of Sk parameter, the impact of manufacturing technology was negligible. This allows to formulate the conclusion that features of surface topographies are mainly constituted during the machining process.
- When machining semi-finished products based on conventional metallurgical processes (forging, rolling, casting), high material removal rate can be achieved by using high feeds; however, in the case of semi-finished products manufactured by the SLM technique, a high machining performance can be reached by the application of high cutting speeds. In addition, during face turning of CoCr samples fabricated by the SLM technique, the feed values should not exceed the 0.15 mm/rev in order to assure the surface finish is comparable to one for the CoCr samples after the casting process. For selected cutting inserts, maximal, referenced by tool manufacturer, cutting speed is recommended. Feed ratio should be lowered to approx. 50% of maximal approved values (Vc = 45–60 m/min and fz = 0.1–0.15 m/rev).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shokrani, A.; Dhokia, V.; Newman, S.T. Cryogenic high speed machining of cobalt chromium alloy. Procedia CIRP 2016, 46, 404–407. [Google Scholar] [CrossRef] [Green Version]
- Limmahakhun, S.; Oloyede, A.; Sitthiseripratip, K.; Xiao, Y.; Yan, C. Stiffness and strength tailoring of cobalt chromium graded cellular structures for stress-shielding reduction. Mater. Des. 2017, 114, 633–641. [Google Scholar] [CrossRef]
- Girardin, E.; Barucca, G.; Mengucci, P.; Fiori, F.; Bassoli, E.; Gatto, A.; Iuliano, L.; Rutkowski, B. Biomedical Co-Cr-Mo components produced by Direct Metal Laser Sintering. Mater. Today Proc. 2016, 3, 889–897. [Google Scholar] [CrossRef]
- Augustyn-Pieniążek, J.; Łukaszczyk, A.; Zapała, R. Microstructure and corrosion resistance characteristic of Co-Cr-Mo alloys design for prothetic materials. Arch. Metall. Mater. 2013, 58, 1281–1285. [Google Scholar] [CrossRef] [Green Version]
- Ramirez-Ledesma, A.L.; Aguilar-Mendez, M.A.; Rodriguez-Diaz, R.A.; Juarez-Islas, J.A. Effect of rapid solidification and heat treatment on Co-20 wt. %Cr alloy for biomedical applications. J. Phys. Conf. Ser. 2015, 582, 012009. [Google Scholar] [CrossRef]
- Takaichi, A.; Suyalatu Nakamoto, T.; Joko, N.; Nomura, N.; Tsutsumi, Y.; Migita, S.; Doi, H.; Kurosu, S.; Chiba, A.; Wakabayashi, N.; et al. Microstructures and mechanical properties of Co–29Cr–6Mo alloy fabricated by selective laser melting process for dental applications. J. Mech. Behav. Biomed. 2013, 21, 67–76. [Google Scholar] [CrossRef]
- Dolgov, N.A.; Dikova Ts Dzhendov Dzh Pavlova, D.; Simov, M. Mechanical properties of dental Co-Cr alloys fabricated via casting and selective laser melting. In International Journal Materials Science. Non-Equilibrium Phase Transformation; Stavrev, D., Ed.; Scientific Technical Union of Mechanical Engineering: Sofia, Bulgaria, 2016; pp. 29–33. [Google Scholar]
- Xin, X.Z.; Xiang, N.; Chen, J.; Wei, B. In vitro biocompatibility of Co–Cr alloy fabricated by selective laser melting or traditional casting techniques. Mater. Lett. 2012, 88, 101–103. [Google Scholar] [CrossRef]
- Zaman, H.A.; Sharif, S.; Kim, D.-W.; Idris, M.H.; Suhaimi, M.A.; Tumurkhuyag, Z. Machinability of Cobalt-based and Cobalt Chromium Molybdenum Alloys—A Review. Procedia Manuf. 2017, 11, 563–570. [Google Scholar] [CrossRef]
- Shao, H.; Li, L.; Liu, L.J.; Zhang, S.Z. Study on machinability of a stellite alloy with uncoated and coated carbide tools in turning. J. Manuf. Process. 2013, 15, 673–681. [Google Scholar] [CrossRef]
- Jagtap, K.; Pawade, R. A Comparative Analysis of Cutting Forces in Precision Turning of Co-Cr-Mo Bio-implant Alloy in Dry and Wet Machining Environments. In ICCASP/ICMMD-2016. Advances in Intelligent Systems Research; Iyer, B., Nalbalwar, S., Pawade, R., Eds.; Atlantis Press: Paris, France, 2017. [Google Scholar] [CrossRef] [Green Version]
- Jagtap, K.A.; Pawade, R.S. Some Studies on Chip Formation Mechanism in CNC Turning of Biocompatible Co-Cr-Mo Alloy. Procedia Manuf. 2018, 20, 283–289. [Google Scholar] [CrossRef]
- Axinte, D.; Guo, Y.; Liao, Z.; Shih, A.J.; M’Saoubi, R.; Sugita, N. Machining of biocompatible materials—Recent advances. CIRP Ann. Manuf. Technol. 2019, 68, 629–652. [Google Scholar] [CrossRef]
- Jagtap, K.A.; Pawade, R.S. Experimental Investigation on Surface Roughness of Face Turned Co-Cr-Mo Biocompatible Alloy Followed by Polishing. J. Mater. Sci. Surf. Eng. 2017, 5, 585–592. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Nakamoto, T.; Kimura, T.; Yogo, Y.; Ashida, M.; Doi, M.; Nomura, N.; Takahashi, H.; Hanawa, T.; et al. Fatigue strength of Co–Cr–Mo alloy clasps prepared by selective laser melting. J. Mech. Behav. Biomed. 2016, 59, 446–458. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.-H.; Ren, J.; Liu, W.; Wu, X.-Y.; Gao, M.-X.; Bai, P.-K. Effect of Selective Laser Melting Process Parameters on Microstructure and Properties of Co-Cr Alloy. Materials 2018, 11, 1546. [Google Scholar] [CrossRef] [Green Version]
- Allegri, G.; Colpani, A.; Ginestra, P.S.; Attanasio, A. An Experimental Study on Micro-Milling of a Medical Grade Co-Cr-Mo Alloy Produced by Selective Laser Melting. Materials 2019, 12, 2208. [Google Scholar] [CrossRef] [Green Version]
- McParland, D.; Baron, S.; O’Rourke, S.; Dowling, D.; Ahearne, E.; Parnell, A. Prediction of tool-wear in turning of medical grade cobalt chromium molybdenum alloy (ASTM F75) using non-parametric Bayesian models. J. Intell. Manuf. 2019, 30, 1259–1270. [Google Scholar] [CrossRef] [Green Version]
- ISO 6507-1:2018 Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Available online: https://www.iso.org/standard/64065.html (accessed on 2 March 2020).
- EN-ISO 25178:2 Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. Available online: https://www.iso.org/standard/42785.html (accessed on 6 September 2019).
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Barucca, G.; Santecchia, E.; Majni, G.; Girardin, E.; Bassoli, E.; Denti, L.; Gatto, A.; Iuliano, L.; Moskalewicz, T.; Mengucci, P. Structural characterization of biomedical Co–Cr–Mo components produced by direct metal laser sintering. Mater. Sci. Eng. C 2015, 48, 263–269. [Google Scholar] [CrossRef] [Green Version]
- Sandvik Coromant. Available online: https://www.sandvik.coromant.com/pl-pl/products/pages/productdetails.aspx?c=cnmg%2012%2004%2008-smr%201105 (accessed on 5 April 2020).
- Ng, E.-G.; Aspinwall, D.K. The Effect of Workpiece Hardness and Cutting Speed on the Machinability of AISI H13 Hot Work Die Steel When Using PCBN Tooling. J. Manuf. Sci. Eng. 2002, 124, 588–594. [Google Scholar] [CrossRef]
- Jagtap, K.A.; Pawade, R.S.; Giradkar, K.V. Investigations on Surface Integrity and Electrochemical Behavior of Machined Co-Cr-Mo Bio-implant Alloy. Int. J. Adv. Des. Manuf. Technol. 2016, 9, 51–58. [Google Scholar]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Analysis of Surface Geometry Changes after Hybrid Milling and Burnishing by Ceramic Ball. Materials 2019, 12, 1179. [Google Scholar] [CrossRef] [Green Version]
- Dudzińska, S.; Szydłowski, M.; Grochała, D.; Bachtiak-Radka, E. Application of Correlation Function for Analysis of Surface Structure Shaping by Hybrid Manufacturing Technology. In Advances in Manufacturing; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; Volume 1, pp. 651–659. [Google Scholar]
- Grochała, D.; Berczyński, S.; Grządziel, Z. Modeling of burnishing thermally toughened X42CrMo4 steel with a ceramic ZrO2 ball. Arch. Civ. Mech. Eng. 2017, 17, 1011–1018. [Google Scholar] [CrossRef]
- Rosenthal, R.; Cardoso, B.R.; Bott, I.S.; Paranhos, R.P.R.; Carvalho, E.A. Phase characterization in as-cast F-75 Co–Cr–Mo–C alloy. J. Mater. Sci. 2010, 45, 4021–4028. [Google Scholar] [CrossRef]
- Meacock, C.G.; Vilar, R. Structure and properties of a biomedical Co–Cr–Mo alloy produced by laser powder microdeposition. J. Laser Appl. 2009, 21, 88–95. [Google Scholar] [CrossRef]
- Mia, M.; Królczyk, G.M.; Maruda, R.; Wojciechowski, S. Intelligent Optimization of Hard-Turning Parameters Using Evolutionary Algorithms for Smart Manufacturing. Materials 2019, 12, 879. [Google Scholar] [CrossRef] [Green Version]
- Bruschi, S.; Ghiotti, A.; Bordin, A. Effect of the Process Parameters on the Machinability Characteristics of a CoCrMo Alloy. Key Eng. Mater. 2013, 554–557, 1976–1983. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Laser power/P | 100 | W |
| Scan speed/V | 600 | mm/s |
| Distance between laser paths/h | 0.12 | mm |
| Layer thickness/d | 0.03 | mm |
| Volume energy density/ε | 99.21 | J/mm3 |
| Parameter | Value | Unit |
|---|---|---|
| Edge count | 4 | integer |
| Corner Radius | 0.794 | mm |
| Lead Angle | −6 | deg |
| Clearance Angle | 6 | deg |
| Inclination Angle | −6 | deg |
| Major Cutting Edge Angle | 5 | deg |
| Pass Code | f (mm/rev) | vc—Var, Max in Area (m/min) | ap—Const (mm) |
|---|---|---|---|
| F1 | 0.10 | 60, 45, 30, 15 | 0.5 |
| F2 | 0.15 | 60, 45, 30, 15 | 0.5 |
| F3 | 0.20 | 60, 45, 30, 15 | 0.5 |
| F4 | 0.25 | 60, 45, 30, 15 | 0.5 |
| F5 | 0.40 | 60, 45, 30, 15 | 0.5 |
| Cast | SLM | |
|---|---|---|
| Average | 579 | 587 |
| St. deviation | 21.12 | 47.60 |
| EFECT | SINGLE PARAMETER | TECH | FEED | SPEED | TECH * FEED | TECH * SPEED | FEED * SPEED | TECH * FEED * SPEED | ERROR | ALL | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| df | 1 | 1 | 4 | 3 | 4 | 3 | 12 | 12 | 80 | 119 | |
| Sz | SS | 33920.40 | 4104.01 | 11392.16 | 696.01 | 6722.16 | 757.32 | 1821.80 | 1895.44 | 1319.93 | 28708.83 |
| MS | 33920.40 | 4104.01 | 2848.04 | 232.00 | 1680.54 | 252.44 | 151.82 | 157.95 | 16.50 | ||
| F | 2055.90 | 248.74 | 172.62 | 14.06 | 101.86 | 15.30 | 9.20 | 9.57 | |||
| C * | - | 12.10 | 8.40 | 0.68 | 4.95 | 0.74 | 0.45 | 0.47 | |||
| Sq | SS | 777.00 | 8.60 | 283.09 | 2.47 | 121.16 | 3.73 | 11.93 | 14.69 | 0.26 | 445.93 |
| MS | 777.00 | 8.60 | 70.77 | 0.82 | 30.29 | 1.24 | 0.99 | 1.22 | 0.00 | ||
| F | 237466.76 | 2629.68 | 21629.53 | 251.68 | 9257.34 | 379.89 | 303.76 | 374.19 | |||
| C * | - | 1.11 | 9.11 | 0.11 | 3.90 | 0.16 | 0.13 | 0.16 | |||
| Sa | SS | 483.21 | 1.24 | 181.29 | 0.38 | 71.11 | 0.86 | 2.15 | 3.89 | 0.01 | 260.94 |
| MS | 483.21 | 1.24 | 45.32 | 0.13 | 17.78 | 0.29 | 0.18 | 0.32 | 0.00 | ||
| F | 5900370.90 | 15201.76 | 553427.87 | 1543.15 | 217082.21 | 3504.15 | 2191.79 | 3961.86 | |||
| C * | - | 0.26 | 9.38 | 0.03 | 3.68 | 0.06 | 0.04 | 0.07 | |||
| Spk | SS | 295.31 | 3.22 | 71.86 | 2.25 | 47.31 | 2.04 | 5.47 | 3.72 | 0.25 | 136.11 |
| MS | 295.31 | 3.22 | 17.96 | 0.75 | 11.83 | 0.68 | 0.46 | 0.31 | 0.00 | ||
| F | 94824.26 | 1035.05 | 5768.52 | 240.51 | 3798.05 | 218.32 | 146.33 | 99.41 | |||
| C * | - | 1.09 | 6.08 | 0.25 | 4.01 | 0.23 | 0.15 | 0.10 | |||
| Sk | SS | 1108.82 | 0.00 | 80.04 | 0.23 | 2.84 | 1.80 | 2.53 | 3.38 | 0.03 | 90.86 |
| MS | 1108.82 | 0.00 | 20.01 | 0.08 | 0.71 | 0.60 | 0.21 | 0.28 | 0.00 | ||
| F | 2545543.77 | 0.26 | 45935.63 | 179.71 | 1627.52 | 1379.22 | 484.91 | 646.20 | |||
| C * | - | 0.00 | 1.80 | 0.01 | 0.06 | 0.05 | 0.02 | 0.03 | |||
| Svk | SS | 475.22 | 140.92 | 141.50 | 20.24 | 103.46 | 20.05 | 45.24 | 40.53 | 2.30 | 514.24 |
| MS | 475.22 | 140.92 | 35.38 | 6.75 | 25.87 | 6.68 | 3.77 | 3.38 | 0.03 | ||
| F | 16536.59 | 4903.79 | 1230.99 | 234.74 | 900.07 | 232.56 | 131.19 | 117.52 | |||
| C * | - | 29.65 | 7.44 | 1.42 | 5.44 | 1.41 | 0.79 | 0.71 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krawczyk, M.B.; Królikowski, M.A.; Grochała, D.; Powałka, B.; Figiel, P.; Wojciechowski, S. Evaluation of Surface Topography after Face Turning of CoCr Alloys Fabricated by Casting and Selective Laser Melting. Materials 2020, 13, 2448. https://doi.org/10.3390/ma13112448
Krawczyk MB, Królikowski MA, Grochała D, Powałka B, Figiel P, Wojciechowski S. Evaluation of Surface Topography after Face Turning of CoCr Alloys Fabricated by Casting and Selective Laser Melting. Materials. 2020; 13(11):2448. https://doi.org/10.3390/ma13112448
Chicago/Turabian StyleKrawczyk, Marta Beata, Marcin Andrzej Królikowski, Daniel Grochała, Bartosz Powałka, Paweł Figiel, and Szymon Wojciechowski. 2020. "Evaluation of Surface Topography after Face Turning of CoCr Alloys Fabricated by Casting and Selective Laser Melting" Materials 13, no. 11: 2448. https://doi.org/10.3390/ma13112448
APA StyleKrawczyk, M. B., Królikowski, M. A., Grochała, D., Powałka, B., Figiel, P., & Wojciechowski, S. (2020). Evaluation of Surface Topography after Face Turning of CoCr Alloys Fabricated by Casting and Selective Laser Melting. Materials, 13(11), 2448. https://doi.org/10.3390/ma13112448