Electrochemical Polishing of Austenitic Stainless Steels


Abstract
:1. Introduction
- Macropolishing, i.e., removing the peaks of a height of approximately 100 µm which smoothens the surface;
- Micropolishing, i.e., removing the peaks of a height of approximately 10 µm which makes the surface glossy;
- Giving an aesthetic appearance;
- Facilitating washing and cleaning of elements subjected to electrochemical polishing (the removal of dirt and bacteria is easier) [14];
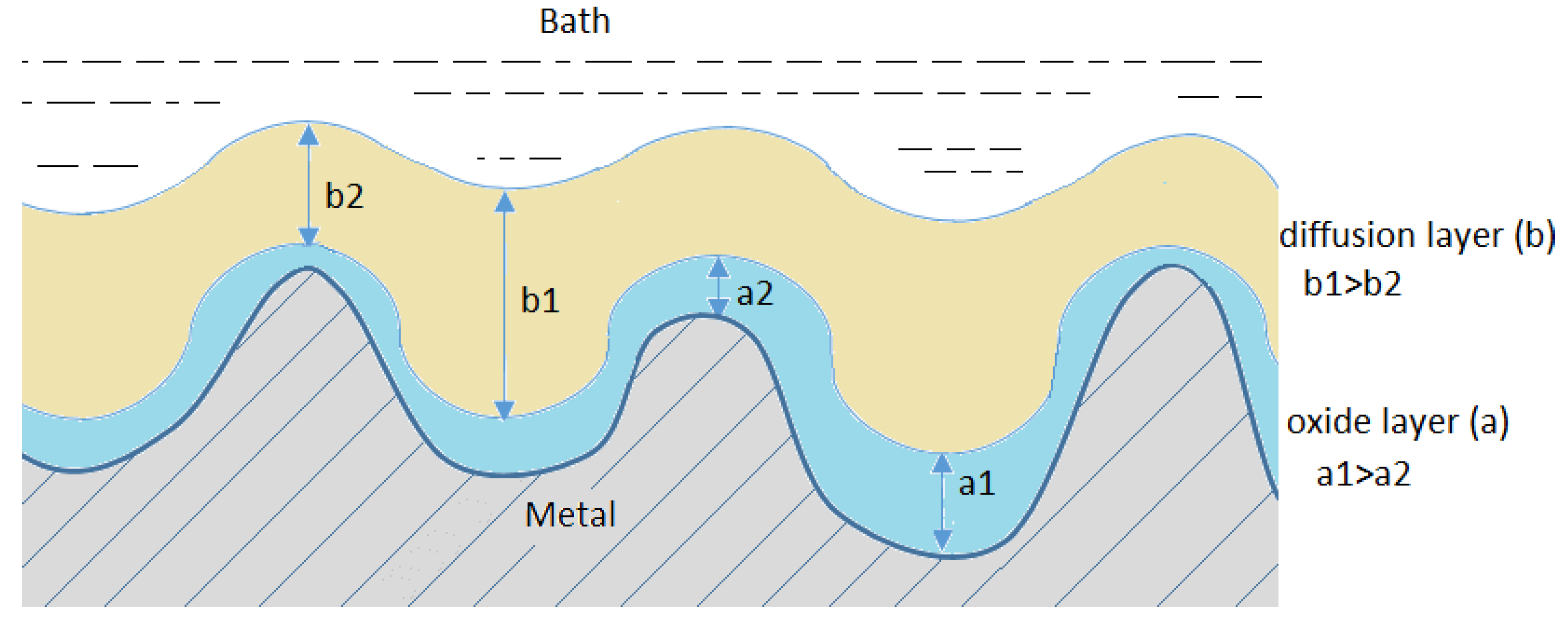
2. Mechanism of the Electrochemical Polishing Process
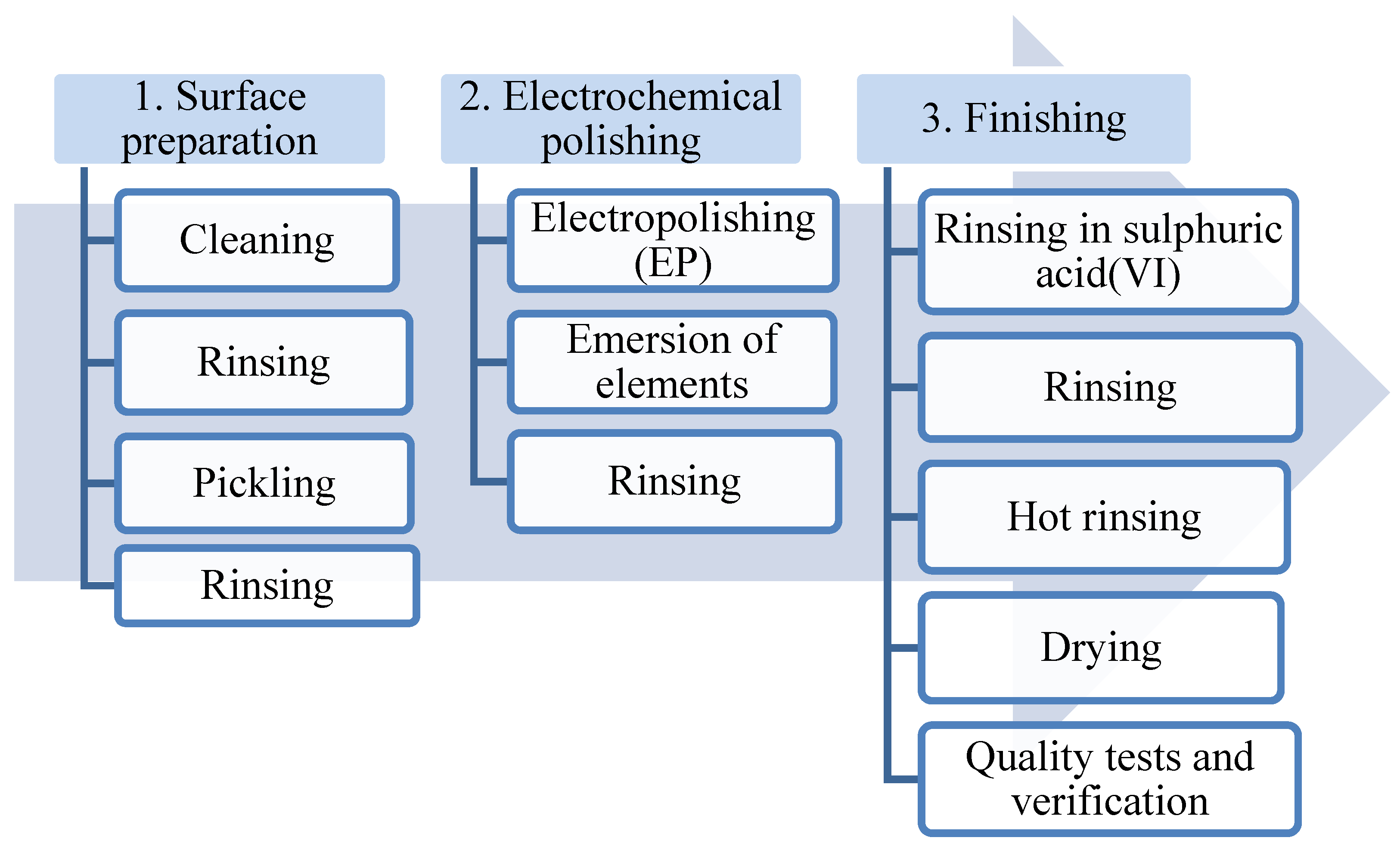
3. Description of the Technological Electrochemical Polishing Process
- Preparing the surface (removing dirt that may interfere with the electrochemical polishing process);
- Electrochemical polishing (softening sharp edges and electrochemical polishing);
- Final processing (rinsing and removing remains of the bath, drying the metal surface).
4. Baths and Parameters of the Electrochemical Polishing Process of Stainless Steel
- It is the medium in which chemical processes take place;
- It enables the transport of electric load in the solution;
- Eemoves the products of anodic dissolution from the processing zone.
5. Electrochemical Polishing and Other Methods of Surface Processing
- Ra (µm, nm)—mean arithmetic deviation of surface profile from the average line measured along the measurement or elementary section;
- Rq (µm, nm)—root mean square deviation of surface profile from the average line measured along the measurement or elementary section;
- Rz (µm, nm)—maximum height of roughness from the average line measured along the measurement or elementary section;
- Rp (µm, nm)—maximum profile peak height;
- Rv (µm, nm) —depth of the deepest profile indentation;
- Sa (µm, nm) —mean arithmetic deviation of surface roughness from the reference plane;
- Srms (µm, nm) —root mean square surface roughness.
- OCP (V)—open circuit potential;
- Ecor (mV, V)—corrosion potential;
- Epit (V)—pitting potential;
- Vp (mm/y)—corrosion rate.
6. Conclusions
- anodic passivation (formation of an oxide film);
- adsorption of surface-active substances;
- formation of a diffusion layer with increased viscosity and density and reduced water content concerning the rest of the solution.
Author Contributions
Funding
Conflicts of Interest
References
- Clerc, C.; Datta, M.; Landolt, D. On the theory of anodic levelling: Model experiments with triangular nickel profiles in chloride solution. Electrochim. Acta 1984, 29, 1477–1486. [Google Scholar] [CrossRef]
- Taylor, E.J.; Inman, M. Electrochemical Surface Finishing. Electrochem. Soc. Interface 2014, 23, 57–61. [Google Scholar] [CrossRef]
- Bagdach, S. Poradnik Galwanotechnika. Praca Zbiorowa; Wydawnictwo Naukowo-Techniczne: Warszawa, Poland, 2002. [Google Scholar]
- Kao, P.; Hocheng, H. Optimization of electrochemical polishing of stainless steel by grey relational analysis. J. Mater. Process. Technol. 2003, 140, 255–259. [Google Scholar] [CrossRef]
- Jeyashree, G.; Subramanian, A.; Vasudevan, T.; Mohan, S.; Venkatachalam, R. Electropolishing of stainless steel. Bull. Electrochem. 2000, 16, 388–391. [Google Scholar]
- Dobrev, T.; Pham, D.T.; Dimov, S. Electrochemical Polishing: A Technique for Surface Improvements after Laser Milling; Manufacturing Engineering Centre, Cardiff University: Cardiff, UK, 2006. [Google Scholar]
- Niveen, J.A.; Hussain, M. Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish. In Proceedings of the 2012 International Conference on Industrial Engineering and Operations Management, Istanbul, Turkey, 3–6 July 2012. [Google Scholar]
- Kaladhar, M.; Subbaiah, K.V.; Rao, C.H.S. Machining of austenitic stainless steels—A review. Int. J. Mach. Mach. Mater. 2012, 12, 178–192. [Google Scholar] [CrossRef]
- Basmaci, G.; Ay, M. Optimization of Cutting Parameters, Condition and Geometry in Turning AISI 316L Stainless Steel Using the Grey-Based Taguchi Method. Acta Phys. Pol. A 2017, 131, 354–359. [Google Scholar] [CrossRef]
- Zhao, O.; Afshan, S.; Gardner, L. Structural response and continuous strength method design of slender stainless steel cross-sections. Eng. Struct. 2017, 140, 14–25. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.-J.; Lai, J.-J. The effects of electropolishing (EP) process parameters on corrosion resistance of 316L stainless steel. J. Mater. Process. Technol. 2003, 140, 206–210. [Google Scholar] [CrossRef]
- Ziemniak, S.; Hanson, M. Corrosion behavior of 304 stainless steel in high temperature, hydrogenated water. Corros. Sci. 2002, 44, 2209–2230. [Google Scholar] [CrossRef] [Green Version]
- Ziemniak, S.E.; Hanson, M.; Sander, P.C. Electropolishing effects on corrosion behavior of 304 stainless steel in high temperature, hydrogenated water. Corros. Sci. 2008, 50, 2465–2477. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2016, 33, 149–166. [Google Scholar] [CrossRef]
- Tam, S.; Loh, N.; Mah, C.; Loh, N. Electrochemical polishing of biomedical titanium orifice rings. J. Mater. Process. Technol. 1992, 35, 83–91. [Google Scholar] [CrossRef]
- Simka, W.; Nawrat, G.; Chłodek, J.; Maciej, A.; Winiarski, A.; Szade, J.; Radwański, K.; Gazdowicz, J. Electropolishing and anodic passivation of Ti6Al7Nb alloy. Przemysł Chem. 2011, 90, 84–90. [Google Scholar]
- Lochyński, P.; Łyczkowska, E.; Pawełczyk, A.; Szczygieł, B. Effect of bath exploitation on steel electropolishing process efficiency. Przemysł Chem 2012, 91, 846–848. [Google Scholar]
- Nawrat, G.; Bołd, T.; Simka, W.; Waś, J.; Gonet, M.; Gardela, A.; Nieużyła, Ł. The influence of surface treatment of coronary stents on their corrosion resistance. Ochr. Przed Korozją 2012, 5, 256–261. [Google Scholar]
- Raman, S.G.S.; Padmanabhan, K.A. Effect of electropolishing on the room temperature low-cycle fatigue bahaviour AISI 304LN stainless steel. Int. J. Fatigue 1995, 17, 179–182. [Google Scholar] [CrossRef]
- Nawrat, G. Elektrochemiczne Metody Inżynierii Powierzchni, Monograph; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2010. [Google Scholar]
- PN-EN 1672:2009 Food Processing Machinery—Basic Concepts-Part 2: Hygiene Requirements; Polish Committee for Standardization: Warsaw, Poland, 2009.
- PN-EN 14630:2013 Non-Active Surgical Implants—General Requirements; Polish Committee for Standardization: Warsaw, Poland, 2013.
- Metz, F.I. Electropolishing of metals. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 1960. [Google Scholar]
- Smith, E.L.; Abbott, A.P.; Ryder, K.S. Deep Eutectic Solvents (DESs) and Their Applications. Chem. Rev. 2014, 114, 11060–11082. [Google Scholar] [CrossRef] [Green Version]
- Jacquet, P.A. Electrolytic Method for obtaining Bright Copper Surfaces. Nature 1935, 135, 1076. [Google Scholar] [CrossRef]
- Lee, S.J.; Chen, Y.H.; Hung, J.H. The Investigation of Surface Morphology Forming Mechanisms in Electropolishing Process. Int. J. Electrochem. Sci. 2012, 7, 12495–12506. [Google Scholar]
- Buhlert, M. Elektropolieren; Eugen, G., Ed.; Leuze Verlag: Bad Saulgau, Germany, 2009. [Google Scholar]
- Datta, M.; Landolt, D. Fundamental aspects and applications of electrochemical microfabrication. Electrochim. Acta 2000, 45, 2535–2558. [Google Scholar] [CrossRef]
- Landolt, D.; Chauvy, P.-F.; Zinger, O. Electrochemical micromachining, polishing and surface structuring of metals: Fundamental aspects and new developments. Electrochim. Acta 2003, 48, 3185–3201. [Google Scholar] [CrossRef]
- Maltosz, M. Modeling of impedance mechanisms in electropolishing. Electrochim. Acta 1995, 40, 393–401. [Google Scholar]
- Hryniewicz, T. Physico-Chemical and Technological Fundamentals of Electropolishing Steels (Fizykochemiczne i Technologiczne Podstawy Procesu Elektropolerowania Stali); Wyższa Szkoła Inżynierska w Koszalinie: Koszalin, Poland, 1989. [Google Scholar]
- Ciszewski, A. Technologia Chemiczna, Procesy Elektrochemiczne; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2008. [Google Scholar]
- Lin, C.-C.; Hu, C.-C. Electropolishing of 304 stainless steel: Surface roughness control using experimental design strategies and a summarized electropolishing model. Electrochim. Acta 2008, 53, 3356–3363. [Google Scholar] [CrossRef]
- Lin, C.-C.; Hu, C.-C.; Lee, T.-C. Electropolishing of 304 stainless steel: Interactive effects of glycerol content, bath temperature, and current density on surface roughness and morphology. Surf. Coat. Technol. 2009, 204, 448–454. [Google Scholar] [CrossRef]
- Hryniewicz, T. Wstęp do Obróbki Powierzchniowej Biomateriałów Metalowych; Wydawnictwo Uczelniane Politechniki Koszalińskiej: Koszalin, Poland, 2007. [Google Scholar]
- Available online: https://www.hanser-elibrary.com/doi/pdf/10.12850/9783874803052.fm (accessed on 2 June 2020).
- Faust, C.L.; Makio, S. Surface Preparation by Electropolishing. J. Electrochem. Soc. 1949, 95, 62C–72C. [Google Scholar] [CrossRef]
- Lee, E.S. Machining Characteristics of the Electropolishing of Stainless Steel (AISI 316L). Int. J. Adv. Manuf. Technol. 2000, 16, 591–599. [Google Scholar] [CrossRef]
- Nazneen, F.; Galvin, P.; Arrigan, D.; Thompson, M.; Benvenuto, P.; Herzog, G. Electropolishing of medical-grade stainless steel in preparation for surface nano-texturing. J. Solid State Electrochem. 2011, 16, 1389–1397. [Google Scholar] [CrossRef] [Green Version]
- Jullien, C.; Benezech, T.; Carpentier, B.; Lebret, V.; Faille, C. Identification of surface characteristics relevant to the hygienic status of stainless steel for the food industry. J. Food Eng. 2003, 56, 77–87. [Google Scholar] [CrossRef]
- Zaborski, S. Obróbka Elektrochemiczno-Ścierna: Podstawy i Zastosowania; Oficyna Wydawnicza Politechniki Wrocławskiej: Wrocław, Poland, 2007. [Google Scholar]
- Chen, S.; Tu, G.; Huang, C.A. The electrochemical polishing behavior of porous austenitic stainless steel (AISI 316L) in phosphoric-sulfuric mixed acids. Surf. Coat. Technol. 2005, 200, 2065–2071. [Google Scholar] [CrossRef]
- Bhuyan, A.; Gregory, B.; Lei, H.; Yee, S.Y.; Gianchandani, Y.B. Pulse and DC Electropolishing of Stainless Steel for Stents and Other Devices. In Proceedings of the IEEE Sensors 2005, Irvine, CA, USA, 30 October–3 November 2005. [Google Scholar]
- Núñez, P.J.; Plaza, E.G.; Prada, M.H.; Coronel, R.T.; López, P.J.N. Electrolyte Effect on the Surface Roughness Obtained by Electropolishing of AISI 316L Stainless Steel. Mater. Sci. Forum 2014, 797, 133–138. [Google Scholar] [CrossRef]
- Maitak, G.P.; Yudenkova, I.N.; Pasechnik, M.G.; Drozd, N.A. Electrochemical Polishing Solution. USSR Patent No. 510537A1, 15 April 1976. [Google Scholar]
- Lochyński, P.; Charazińska, S.; Łyczkowska-Widłak, E.; Sikora, A. Electropolishing of Stainless Steel in Laboratory and Industrial Scale. Metals 2019, 9, 854. [Google Scholar] [CrossRef] [Green Version]
- Alekseev, G.I.; Zot’eva, G.A.; Golovanov, V.N.; Boitsova, T.V.; Kuznetsov, E.A. Electrolyte for Polishing Stainless Steels. USSR Patent No. 396428A1, 29 August 1973. [Google Scholar]
- Hensel, K.B. Electropolishing. Met. Finish. 2000, 98, 440–446. [Google Scholar] [CrossRef]
- Hryniewicz, T. Surface Electrochemistry for Materials and Mechanical Engineering. In Proceedings of the International Science Conference “Challenges to Civil and Mechanical Engineering in 2000 and Beyond”, Wrocław, Poland, 2–5 June 1997. [Google Scholar]
- Taguchi, C. Electrolytic Solution for Use in Electropolishing Process for Stainless Steel. Japan Patent No. 2007332416A, 27 December 2007. [Google Scholar]
- Taguchi, C. Electrolytic Solution to Be Used for Electrolytic Polishing Method for Stainless Steel. Japan Patent No. 2007231413A, 13 September 2007. [Google Scholar]
- Gellér, Z.E.; Albrecht, K.; Dobránszky, J. Electropolishing of Coronary Stents. Mater. Sci. Forum 2008, 589, 367–372. [Google Scholar] [CrossRef]
- Faust, C.L. Electropolishing-Stainless Steel. Met. Finish. 1982, 80, 89–93. [Google Scholar]
- Faust, C.L. Electropolishing-Stainless Steel, Part I. Met. Finish. 1982, 80, 21–25. [Google Scholar]
- Faust, C.L. Electropolishing-Stainless Steel, Part II. Met. Finish. 1982, 81, 53–56. [Google Scholar]
- Faust, C.L. Electropolishing, Carbon and Low Alloy Steel, Part I. Met. Finish. 1983, 81, 47–51. [Google Scholar]
- Abbott, A.P.; Capper, G.; McKenzie, K.J.; Ryder, K.S. Voltammetric and impedance studies of the electropolishing of type 316 stainless steel in a choline chloride based ionic liquid. Electrochim. Acta 2006, 51, 4420–4425. [Google Scholar] [CrossRef]
- Eliaz, N.; Nissan, O. Innovative processes for electropolishing of medical devices made of stainless steels. J. Biomed. Mater. Res. Part A 2007, 83, 546–557. [Google Scholar] [CrossRef]
- Sojitra, P.; Engineer, C.; Kothwala, D.; Raval, A.; Kotadia, H.; Mehta, G. Electropolishing of 316LVM Stainless Steel Cardiovascular Stents: An Investigation of Material Removal. Surface Roughness and Corrosion Behaviour. Trends Biomater. 2010, 23, 115–121. [Google Scholar]
- Haïdopoulos, M.; Turgeon, S.; Sarra-Bournet, C.; Laroche, G.; Mantovani, D. Development of an optimized electrochemical process for subsequent coating of 316 stainless steel for stent applications. J. Mater. Sci. Mater. Electron. 2006, 17, 647–657. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; van Humbeeck, J.; Sohier, J.; de Scheerder, I. Electrochemical Polishing of 316L Stainless Steel Slotted Tube Coronary Stents: An Investigation of Material Removal and Surface Roughness. Prog. Biomed. Res. 2003, 8, 70–81. [Google Scholar]
- Löber, L.; Flache, C.; Petters, R.; Kühn, U.; Eckert, J. Comparison of different post processing technologies for SLM generated 316l steel parts. Rapid Prototyp. J. 2013, 19, 173–179. [Google Scholar] [CrossRef]
- Lochyński, P.; Kowalski, M.; Szczygieł, B.; Kuczewski, K. Improvement of the stainless steel electropolishing process by organic additives. Pol. J. Chem. Technol. 2016, 18, 76–81. [Google Scholar] [CrossRef] [Green Version]
- Habibzadeh, S.; Li, L.; Shum-Tim, D.; Davis, E.C.; Omanovic, S. Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corros. Sci. 2014, 87, 89–100. [Google Scholar] [CrossRef]
- Rahman, Z.U.; Deen, K.; Cano, L.; Haider, W. The effects of parametric changes in electropolishing process on surface properties of 316L stainless steel. Appl. Surf. Sci. 2017, 410, 432–444. [Google Scholar] [CrossRef]
- Latifi, A.; Imani, M.; Khorasani, M.T.; Joupari, M.D. Electrochemical and chemical methods for improving surface characteristics of 316L stainless steel for biomedical applications. Surf. Coat. Technol. 2013, 221, 1–12. [Google Scholar] [CrossRef]
- Łyczkowska, E.; Lochyński, P.; Chlebus, E. Electropolishing of a stainless steel. Przemysł Chem. 2013, 92, 1364–1366. [Google Scholar]
- Hocheng, H.; Kao, P.; Chen, Y. Electropolishing of 316L Stainless Steel for Anticorrosion Passivation. J. Mater. Eng. Perform. 2001, 10, 414–418. [Google Scholar] [CrossRef]
- Oravcová, M.; Palček, P.; Zatkalíková, V.; Tański, T.; Król, M. Surface treatment and corrosion behaviour of austenitic stainless steel biomaterial. IOP Conf. Ser. Mater. Sci. Eng. 2017, 175, 12009. [Google Scholar] [CrossRef] [Green Version]
- Núñez, P.; García-Plaza, E.; Hernando, M.; Trujillo, R. Characterization of Surface Finish of Electropolished Stainless Steel AISI 316L with Varying Electrolyte Concentrations. Procedia Eng. 2013, 63, 771–778. [Google Scholar] [CrossRef] [Green Version]
- Lochyński, P.; Łyczkowska, E.; Kuczewski, K.; Szczygieł, B. Pitting corrosion of pickled and electropolished Cr-Ni stainless steel. Przemysł Chem. 2014, 93, 762–765. [Google Scholar]
- Lochyński, P.; Sikora, A.; Szczygieł, B. Surface morphology and passive film composition after pickling and electropolishing. Surf. Eng. 2016, 33, 395–403. [Google Scholar] [CrossRef]
- Han, Y.; Mei, J.; Peng, Q.; Han, E.H.; Ke, W. Effect of electropolishing on corrosion of nuclear grade 316L stainless steel in deacerated high temperature water. Corros. Sci. 2016, 112, 625–634. [Google Scholar] [CrossRef]
- Baron, A.; Simka, W.; Nawrat, G.; Szewieczek, D.; Krzyżak, A. Influence of electrolytic polishing on electrochemical behaviour of austenitic steel. J. Achiev. Mater. Manuf. Eng. 2006, 18, 55–58. [Google Scholar]
- Baron, A.; Simka, W.; Nawrat, G.; Szewieczek, D. Electropolishing and chemical passivation of austenitic steel. J. Achiev. Mater. 2008, 31, 197–202. [Google Scholar]
- Awad, A.; Ghazy, E.; El-Enin, S.A.; Mahmoud, M. Electropolishing of AISI-304 stainless steel for protection against SRB biofilm. Surf. Coat. Technol. 2012, 206, 3165–3172. [Google Scholar] [CrossRef]
- Rokosz, K.; Hryniewicz, T.; Lukeš, J.; Sepitka, J. Nanoindentation studies and modeling of surface layers on austenitic stainless steels by extreme electrochemical treatments. Surf. Interface Anal. 2015, 47, 643–647. [Google Scholar] [CrossRef]
- Rokosz, K.; Lahtinen, J.; Hryniewicz, T.; Rzadkiewicz, S. XPS depth profiling analysis of passive surface layers formed on austenitic AISI 304L and AISI 316L SS afterhigh-current-density electropolishing. Surf. Coat. Technol. 2015, 276, 516. [Google Scholar] [CrossRef]
- Selvaduray, G.; Trigwell, S. Effect of Surface Treatment on the Surface Characteristics of AISI 316L Stainless Steel. In Proceedings of the Conference of Materials and Processes for Medical Devices, Boston, MA, USA, 14–18 November 2005. [Google Scholar]
- Rao, T.V. Effect of surface treatments on near surface composition of 316 nuclear grade stainless steel. J. Vac. Sci. Technol. A 1986, 4, 1604–1607. [Google Scholar] [CrossRef]
- Han, G.; Lu, Z.; Ru, X.; Chen, J.; Xiao, Q.; Tian, Y. Improving the oxidation resistance of 316L stainless steel in simulated pressurized water reactor primary water by electropolishing treatment. J. Nucl. Mater. 2015, 467, 194–204. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokosz, K. Analysis of XPS results of AISI 316L SS electropolished and magnetoelectropolished at varying conditions. Surf. Coat. Technol. 2010, 204, 2583–2592. [Google Scholar] [CrossRef]
- Hryniewicz, T.; Rokosz, K.; Micheli, V. Auger/AES surface film measurements on AISI 316L biomaterial after magnetoelectropolishing. Pomiary Autom. Kontrola 2011, 57, 609–614. [Google Scholar]
- Rokosz, K.; Hryniewicz, T.; Rzadkiewicz, S.; Raaen, S. High-current-density electropolishing (HDEP) of AISI 316L (EN 1.4404) stainless steel. Tehnički vjesnik 2015, 22, 415–424. [Google Scholar] [CrossRef] [Green Version]
- Rokosz, K.; Hryniewicz, T.; Rokicki, R. XPS Measurements of AISI 316LVM SS Biomaterial Tubes after Magnetoelectropolishing. Tehnički vjesnik 2014, 21, 799–805. [Google Scholar]
- Rokosz, K.; Hryniewicz, T.; Raaen, S. Cr/Fe Ratio by XPS Spectra of Magnetoelectropolished AISI 316L SS Fitted by Gaussian-Lorentzian Shape Lines. Tehnički vjesnik 2014, 21, 533–538. [Google Scholar]
- Hryniewicz, T.; Rokosz, K.; Raaen, S. XPS Measurements of AISI 430 SS Surface after Electropolishing Operations, in a Transpassive Region of Polarisation Characteristics. Pomiary Autom. Kontrola 2012, 58, 126–129. [Google Scholar]
- Rokosz, K.; Hryniewicz, T.; Simon, F.; Rzadkiewicz, S. Comparative XPS analyses of passive layers composition formed on Duplex 2205 SS after standard and high-current-density electropolishing. Tehnički vjesnik 2016, 23, 731–735. [Google Scholar] [CrossRef] [Green Version]
- Suyitno, S. The Influence of Sandblasting and Electropolishing on the Surface Hardness of AISI 316L Stainless Steel. Adv. Mater. Res. 2014, 896, 517–520. [Google Scholar] [CrossRef]
- Lyczkowska-Widlak, E.; Lochyński, P.; Nawrat, G.; Chlebus, E. Comparison of electropolished 316L steel samples manufactured by SLM and traditional technology. Rapid Prototyp. J. 2019, 25, 566–580. [Google Scholar] [CrossRef]
- Arnold, J.W.; Boothe, D.H.; Suzuki, O.; Bailey, G.W. Multiple imaging techniques demonstrate the manipulation of surfaces to reduce bacterial contamination and corrosion. J. Microsc. 2004, 216, 215–221. [Google Scholar] [CrossRef] [PubMed]
- Shih, C.-C.; Shih, C.-M.; Su, Y.-Y.; Su, L.H.J.; Chang, M.-S.; Lin, S.-J. Effect of surface oxide properties on corrosion resistance of 316L stainless steel for biomedical applications. Corros. Sci. 2004, 46, 427–441. [Google Scholar] [CrossRef]
- Harris, L.; Meredith, D.O.; Eschbach, L.; Richards, R.G. Staphylococcus aureus adhesion to standard micro-rough and electropolished implant materials. J. Mater. Sci. Mater. Electron. 2007, 18, 1151–1156. [Google Scholar] [CrossRef] [PubMed]
- Verran, J.; Rowe, D.; Cole, D.; Boyd, R. The use of the atomic force microscope to visualise and measure wear of food contact surfaces. Int. Biodeterior. Biodegrad. 2000, 46, 99–105. [Google Scholar] [CrossRef]
- Gündüz, G.T.; Tuncel, G. Biofilm formation in an ice cream plant. Antonie Leeuwenhoek 2006, 89, 329–336. [Google Scholar] [CrossRef]
- Poulsen, L.V. Microbial Biofilm in Food Processing. LWT-Food Sci. Technol. 1999, 32, 321–326. [Google Scholar] [CrossRef]
- Bryers, J.D. Biofilms and the technological implications of microbial cell adhesion. Colloids Surf. B Biointerfaces 1994, 2, 9–23. [Google Scholar] [CrossRef]
- Zottola, E.A. Microbial attachment and biofilm formation: A new problem for the food industry. Food Technol. 1994, 48, 107–114. [Google Scholar]
- Myszka, K.; Czaczyk, K. Bacterial Biofilms on Food Contact Surfaces—A Review. Pol. J. Food Nutr. Sci. 2011, 61, 173–180. [Google Scholar] [CrossRef] [Green Version]
- Lechevallier, M.W.; Babcock, T.M.; Lee, R.G. Examination and characterization of distribution system biofilms. Appl. Environ. Microbiol. 1987, 53, 2714–2724. [Google Scholar] [CrossRef] [Green Version]
- Lochynski, P.; Charazińska, S.; Łyczkowska-Widłak, E.; Sikora, A.; Karczewski, M. Electrochemical Reduction of Industrial Baths Used for Electropolishing of Stainless Steel. Adv. Mater. Sci. Eng. 2018, 2018, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Gadali’ nska, E.; Wronicz, W. Electropolishing procedure dedicated to in-depth stress measurements withx-ray diractometry. Fatigue Aircr. Struct. 2016, 2016, 65–72. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Bath | Parameters | Source | ||
|---|---|---|---|---|---|
| j (A/dm2) | t (min) | T (°C) | |||
| Steel AISI 304, 316 | Sulphuric acid (VI) (35 wt.%), orthophosphoric acid (V) (51 wt.%), triethanolamine 99%. (3 wt.%), H2O (11 wt.%) | 20 | 12 | 55 | [17] |
| Sulphuric acid (VI) 96% (40% vol.), orthophosphoric acid (V) 85% (60% vol.), additives: ethylene glycol 99%—200 g/dm3, oxalic acid—200 g/dm3, acetanilide—200 g/dm3. | 35–50 | 1–50 | 60 | [21] | |
| Sulphuric acid (VI) 96% (50% vol.), orthophosphoric acid (V) 85%, (50% vol.) | 15 | 1–3 | 40–75 | [58,59] | |
| Orthophosphoric acid (V) 85% (35% vol.), glycerine 99% (50% vol.), distilled water (15% vol.) | 75 | 1–10 | 60–95 | [60,61] | |
| Base solution: orthophosphoric acid 85%: sulphuric acid (VI) 97% at a ratio from 2:1 to 3:2; (75% vol.), glycerine 99% (25% vol.) | 50 | 1–10 | 30–90 | [34] | |
| Processing Method | Abrasive Grit | Ra (µm) |
|---|---|---|
| SLM | 15.03 | |
| Grinding | P 80 | 2.22 |
| P 240 | 1.15 | |
| P 300 | 0.52 | |
| P 500 | 0.43 | |
| Blast cleaning with glass | 50–150 mm | 8.85 |
| Electrochemical polishing after SLM | 15.03 | |
| Grinding and electrochemical polishing | P 80 | 9.28 |
| P 240 | 1.46 | |
| P 500 | 0.64 | |
| Mechanical polishing and electrochemical polishing | - | 0.21 |
| Mechanical polishing and electro plasmatic polishing | - | 0.12 |
| EP Process Parameters | EP Bath | Type of Analyses/Material | Test Results | Source |
|---|---|---|---|---|
| T = 40, 50, 58, 67 °C, U = 2–4 V, I = 0.04 A, j = 0.15 A/cm2, t ≤ 10 min, S = 0.27 cm2, q ≤ 24.7 mAh/cm2. | H2SO4 96%, H3PO4 85% (50% v/v). | Surface roughness/316LVM. | Mean roughness: AFM: SS: Ra = 18.4 ± 4.5 nm, after EP: Ra = 2.1 ± 0.8 nm. Profile meter: SS: Ra = 183.1 ± 80.6 nm, after EP: Ra = 76.2 ± 67.9 nm. | [58] |
| U = 10–12 V, I = 1.2 A, T = 90–95 °C, t = 1 min, S—surface of one stent. | H3PO4 85% (42 wt.%), glycerine (47 wt.%), H2O (11 wt.%). | Surface roughness/316L. stents: length 15 mm, diameter 1.6 mm, wall thickness 95 µm. | Mean roughness: (a) central area of the sample: SS: Ra = 120.52 ± 26.65 nm, pickled: Ra = 126.07 ± 37.13 nm, relaxed: Ra = 142.71 ± 26.20 nm, after EP: Ra = 13.13 ± 1.56 nm, (b) laser cutting area: SS: Ra = 491.26 ± 52.46 nm, pickled: Ra = 268.67 ± 27.7 nm, relaxed: Ra = 302.90 ± 23.33 nm, after EP: Ra = 15.01 ± 1.79 nm. | [61] |
| U = 9.5 V, I = 0.44 A, T = 75 °C, t = 3 min, S—surface of one stent. | H2SO4 96%, H3PO4 85% (50% v/v). | Surface roughness, corrosion resistance/316LVM, stents: length 16 mm, diameter 1.720 mm, wall thickness 110–115 µm. Corrosion tests were conducted in Phosphate Buffer Saline solution (PBS) at pH 7.4 and 37 ± 1 °C constant temperature. Open circuit potential was measured for 1000 s with respect to saturated calomel electrode (SCE). | Processing result: 78.10% roughness reduction: SS: Ra = 250 nm, after EP: Ra = 14.77 nm, SS: Rq = 97.56 nm, after EP: Rq = 4.895 nm, SS: Rp = 208.7 nm after EP: Rp = 32.49 nm, SS: Rv = 130 nm, after EP: Rv = 8.921 nm. Corrosion potential: -after pickling: Ecor = −326 mV, -after laser cutting: Ecor = −259 mV, -after EP: Ecor = −173 mV. | [59] |
| I = 6.8 A, j ≤ 40 A/dm2, T = 55 ± 1 °C, t = 4, 6 min, S = 20 cm2, q ≤ 40 mAh/cm2. | 1—H3PO4 (51 wt.%), H2SO4 (35 wt.%), H2O (14 wt.%), 2—H3PO4 (51 wt.%), H2SO4 (35 wt.%), glycerine (3 wt.%), H2O (11 wt.%). 3—H3PO4 (51 wt.%), H2SO4 (35 wt.%), triethanolamine (3 wt.%), H2O (11 wt.%). Other organic additives: triethylamine, ethanoloamine, diethanolamine, butyldiglycol. | Surface roughness, corrosion resistance, gloss/samples from 304 steel, dimensions: 90 × 25 × 1.5 mm. | Bath 1: pickled: Ra = 0.35–0.38 µm, after EP: (q = 0.02 Ah/cm2) Ra = 0.12 µm, after EP: (q = 0.03 Ah/cm2) Ra = 0.10 µm, after EP: (q = 0.04 Ah/cm2) Ra = 0.12 µm. Gloss: (t = 6 min, j = 30 A/dm2, q = 0.03 Ah/cm2) = 890 ± 10 GU. Bath 2: pickled: Ra = 0.36–0.40 µm, after EP: (q = 0.02 Ah/cm2) Ra = 0.14 µm, after EP: (q = 0.03 Ah/cm2) Ra = 0.10 µm, after EP: (q = 0.04 Ah/cm2) Ra = 0.09 µm. Gloss: (t = 6 min, j = 30 A/dm2, q = 0.03 Ah/cm2) = 680 ± 10 GU. Bath 3: pickled: Ra = 0.36–0.38 µm, after EP: (q = 0.02 Ah/cm2) Ra = 0.095 µm, after EP: (q = 0.03 Ah/cm2) Ra = 0.09 µm, after EP: (q = 0.04 Ah/cm2) Ra = 0.079 µm. Gloss: (t = 6 min, j = 30 A/dm2, q = 0.03 Ah/cm2) = 900 ± 20 GU. Recommended processing parameters: bath 3, j = 30 A/dm2, T = 55 °C, t = 6 min. | [63] |
| U = 2.5; 4; 10 V, T = 65–70 °C, t = 3 min, S = 3.33 cm2. | H3PO4 85% (60% v/v), H2SO4 95–97% (20% v/v), glycerine 99.5 % (10% v/v), H2O (10% v/v). | Surface roughness, corrosion, chemical composition of surface, blood cells adhesion/316L, diameter 12.7 mm, wall thickness 2 mm. Corrosion tests were conducted in 0.16 M NaCl. | SS: Ra = 188 ± 9 nm, after EP: (U = 2.5 V) Ra = 107 ± 6 nm, after EP: (U = 4 V) Ra = 77 ± 4 nm, after EP: (U = 10 V) Ra = 97 ± 11 nm. Corrosion potential: SS: OCP = 0.34 V, after EP: (U = 2.5 V) OCP = 0.29 V, after EP: (U = 4 V) OCP = 0.18 V, Adhesion-decrease: after EP: (U = 2.5 V) by 71%, after EP: (U = 4 V) by 89%, after EP: (U = 10 V) by 93%. | [64] |
| U = 10 V, T = 60 °C, (EPO—oxygen evolution potential), T = 25 °C (EPBO—oxygen evolution plateau), t = 5 min. | 1—H3PO4 85%, H2SO4 93%-7:3 vol. (EPO), 2—100 mL CH3OH, 300 mL H2SO4 93% (EPBO). | Surface roughness, corrosion resistance, chemical composition of the surface, cell adhesion/316L Corrosion tests were conducted in Phosphate Buffer Saline solution (PBS) at pH 37 °C constant temperature. Calomel electrode (SCE) was used as the reference electrode and graphite rod was used as a counter electrode. | SS: Ra = 33.51 ± 5.54 nm, after EPO: Ra = 11.50 ± 1.61 nm, after EPBO: Ra = 6.07 ± 0.73 nm, SS: Rq = 48.28 ± 8.65 nm, after EPO: Rq = 14.79 ± 1.90 nm, after EPBO: Rq = 7.91 ± 0.73 nm. Corrosion current density: SS: jcorr = 56.1 mA/m2, after EPO: jcorr = 23.7 mA/m2, after EPBO: jcorr = 12.9 mA/m2, Corrosion potential: SS: Ecor = −410 mV, after EPO: Ecor = −353 mV, after EPBO: Ecor = −288 V, Linear corrosion rate: SS: Vp = 0.0475 mm/y, after EPO: Vp = 0.0182 mm/y, after EPBO: Vp = 0.0123 mm/y, Polarisation resistance: SS: Rs = 93.40∙Ωcm2, after EPO: Rs = 104.2 Ω∙cm2, after EPBO: Rs = 100.8 Ω∙cm2, Chemical composition of the surface oxide layer (XPS): SS: Fe2p = 13.89 wt.%, after EPO: Fe2p = 10.51 wt.%, after EPBO: Fe2p = 11.5 wt.%, SS: Cr2p = 1.86 wt.%, after EPO: Cr2p = 7.55%, after EPBO: Cr2p = 8.55 wt.%, after EPO: Cr2p3 = 5.65 wt.%, after EPBO: Cr2p3 = 1.23 wt.%, SS: O = 43.92 wt.%, after EPO: O = 36.51 wt.%, after EPBO: O = 38.75 wt.%. | [65] |
| U = 5 V, I = 0.6 A, j = 25 A/dm2, T = 50 °C, t = 20 min, S = 2.4 cm2, q ≤ 83 mAh/cm2. | H3PO4 (60% v/v), H2SO4 (40% v/v). | Surface roughness, corrosion resistance, chemical composition of the surface, cell adhesion/316L, 10 × 10 × 1 mm. Corrosion tests were conducted in ringer solution at 37 °C constant temperature. Silver chloride electrode (Ag/AgCl) and platinum counter electrode were used as reference electrode and a working electrode. | SS: AFM Sa = 161.34 ± 57.15 nm, after EP: Sa = 5.05 ± 0.28 nm, after EP + chemical processing: Sa = 0.96 ± 0.29%, SS: Srms = 206.58 ± 70.06 nm, after EP: Srms = 8.43 ± 0.40 nm, after EP + chemical processing: Srms = 1.71 ± 0.78%, Corrosion current density: SS: jkor = 0.921 µA/cm2, after EP: jkor = 0.61 µA/cm2, after EP + chemical processing: jkor = 0.0066 µA/cm2, Corrosion potential: SS: Ecor = −343 mV, after EP: Ecor = −292 mV, after EP + chemical processing: Ecor = −16 mV, XPS: SS: C = 80.2 at.%, after EP: C = 40.8 at.%, after EP + chemical processing: C = 37 at.%, SS: O = 19.8.2 at.%, after EP: O = 49 at.%, after EP + chemical processing: O = 44.2 at.%, Fe: after EP: Fe = 3.4 at.%, after EP + chemical processing: Fe = 3.2 at.%, Cr: after EP: Cr = 4.2 at.%, after EP + chemical processing: Cr = 6.0 at.%, P: after EP: P= 2.7 at.%, after EP + chemical processing: P = 9.2 at.%, Cell viability: approx. 80% (samples subjected to electrochemical and chemical processing). | [66] |
| T = 20–90 °C, I = 1.5 A, j = 0.75 A/cm2, t = 1–6 min, S = 2 cm2 (immersed surface)q ≤ 75 mAh/cm2. | glycerine 99% (50% v/v), H3PO4 85% (35% v/v), H2O (15% v/v). | Surface roughness, chemical composition of the surface/316, sample dimensions: 15 × 10 × 1.5 mm. | AFM: SS: Ra = 2.2 ± 0.15 nm, ground: Ra = 2.3 ± 0.2 nm, Mechanically polished: Ra = 0.04 ± 0.01 nm, after EP: Ra = 0.07 ± 0.02 nm.Chemical composition–increase at.% Cr from 5.7% to after EP 10% (for T = 20 °C) and to 11.5% (for T > 20 °C). Recommended parameters: t = 3 min, T = 90 °C. | [60] |
| For baths 1 and 2 EP: I = 4 A, j = 20 A/dm2, T = 55 °C, t = 1–20 min, For bath 3 EP: T = 90 °C, t = 120 min, S = 20 cm2, q ≤ 66.7 mAh/cm2. | 1: - H2SO4 96% (35% v/v), H3PO4 85% (60.5% v/v), triethanolamine 99% (4.5% v/v). 2: - H2SO4 96% (40% v/v), H3PO4 85% 60% v/v, glycol 99% 200 g/dm3, oxalic acid 200 g/dm3, acetanilide 200 g/dm3. 3: - glycerine 99% (50% v/v), H3PO4 85% (35% v/v), H2O (15% v/v). | Surface roughness, chemical composition of the bath/316L, sample dimensions: 80 × 20 × 2 mm. | SS: Ra = 0.17–0.20 µm, Ra for bath 1 after EP: Ra = 0.063–0.065 µm, Ra for bath 2 after EP: Ra = 0.091–0.096 µm, Ra for bath 3 after EP (at 90 °C): Ra = 0.070 µm. Recommended parameters for baths 1 and 2: t = 15–20 min, T = 55 °C. Recommended parameters for bath 3: T = 90 °C. | [67] |
| j = 20 A/dm2, T = 55 °C, t = 12 min. | H3PO4 (51 wt.%), H2SO4 (35 wt.%), triethanolamine (3 wt.%), H2O (wt.% 11). | Surface roughness/bath contamination/304. | SS: Ra = 0.17–0.25 µm, pickled: Ra = 0.37–0.43 µm, after EP in industrial baths I and II: Ra = 0.14–0.20 µm (where iron content: 35–55 g Fe/dm3), after EP in industrial bath III: Ra = 0.17–0.28 µm (where iron content: 67–75 g Fe/dm3), after EP in laboratory bath with low iron content (3–6 g Fe/dm3): Ra < 0.11 µm. | [17] |
| j = 0.5–3.0 A/cm2, T = 50–95 °C, t = 3, 6, 9 min. | H2SO4: H3PO4 (vol.): 5:5, 4:6, 3:7, H2O, glycerine. | Surface roughness, corrosion resistance/316L Corrosion tests were conducted in FeCl3 solution (workpiece was put 2 cm deep). The container was sealed, and the temperature was controlled at 50 °C for 72 h. | Rmax = 0.8 µm, Ra = 0.08 µm (for recommended parameters), Recommended parameters: j = 1 A/cm2, T = 85 °C, t = 3–5 min, Bath composition: H2SO4; H3PO4—vol. 4:6, addition of 10% H2O. | [68] |
| j = 0.8 A/cm2, T = 40 °C, t = 420 s. | H3PO4 (64 wt.%), H2SO4 (13 wt.%), H2O (23 wt.%). | Surface roughness, corrosion resistance/316L For corrosion tests the saturated calomel electrode (SCE) was applied as the reference electrode and platinum foil as a counter electrode. Experiments were performed in physiological solution represented by 0.9 % NaCl solution. | SS: Ra = 0.256 µm, after EP: Ra = 0.078 µm, SS: Rq = 0.363 µm, after EP: Rq = 0.096 µm, SS: Rz = 2.290 µm, after EP: Rz = 0.474 µm. | [69] |
| j = 10, 29, 48, 67 A/dm2, T = 35, 45, 55, 65 °C, t = 3, 14, 25, 36 min. | 1—H2SO4 15%, H3PO4 63%, H2O 22%,2—H2SO4 35%, H3PO4 45%, H2O 17%, CrO3 3%,3—H2SO4 35%, H3PO4 45%, H2O 20%. | Surface roughness, chemical composition of the bath/316L. | Maximum Ra ranges after EP: 80–90% for: Recommended parameters: j = 48 A/dm2, T = 35 °C, t = 25 min, ∆Ra best in bath 3, worst in bath 1. Addition of CrO3 in bath 2 did not influence the electrochemical polishing result. | [70] |
| j = 30–50 A/dm2, T = 55 °C, t = 5–20 min, S = 4 cm2, q ≤ 167 mAh/cm2. | H3PO4 (51 wt.%), H2SO4 (35 wt.%), triethanolamine (3 wt.%), H2O (11 wt.%). | Corrosion resistance, chemical composition of the surface/304 During the corrosion tests, a tested electrode was 304 steel, reference saturated calomel electrode (SCE) was the electrode and the counter electrode was a platinum electrode. | SS: Epit = 0.30 V, pickled: Epit = 0.38 V, after EP (for t = 6 min, j = 30 A/dm2): Epit = 0.57 V, after EP (for t = 5 min, 20 min, j = 50 A/dm2): Epit (for 5 min) = 0.60 V, Epit (for 20 min) = 0.49 V, at.% ΣFe (FeO, Fe2O3, Fe3O4, FeOOH): SS: at.% ΣFe = 6.1%, pickled: at.% ΣFe = 11.9%, after EP: at.% ΣFe = 14.5%,at.% ΣCr (CrO2, Cr2O3, CrO3, Cr(OH)3): SS: at.% ΣCr = 18.0%, pickled: at.% ΣCr = 17.9%, after EP: at.% ΣCr = 28.6%. | [71,72] |
| U = 25 V, T = 30 °C, t = 20 s. | HClO4 70% (20% v/v), CH3COOH 98% (80% v/v). | Corrosion resistance, chemical composition of the surface/316L, sample dimensions: 10 × 10 × 1 Corrosion tests were conducted at 30 °C in a solution with composition water, i.e., 1000 mg/L of B as H3BO3 and 2 mg/L of Li as LiOH. The reference electrode was a saturated calomel electrode (SCE), and a counter electrode was a platinum plate. | XPS analysis: after EP: at.% Cr (hydroxide) ≈ 35%, at.% Cr (oxide) ≈ 7%, mechanical processing: after CPS (polishing with colloidal silicate) at.% Cr (oxide) ≈ 30%, after EP: at.% Fe (hydroxide) ≈11%, at.% Fe (oxide) ≈ 25%, mechanical processing: after CPS: at.% Fe (oxide) ≈ 28%, corrosion: after EP: Rs = 8736 Ω·cm2, after CPS: Rs = 8840 Ω·cm2, after EP: C1 = 78.2 µF/cm2, after CPS C1 = 42.5 µF/cm2, after EP: R1 = 0.41 Ω·cm2, after CPS R1 = 0.97 Ω·cm2, after EP: C2 = 63.8 µF/cm2, after CPS C2 = 35.9 µF/cm2, after EP: R2 = 3.04 Ω·cm2, after CPS R2 = 5.69 Ω·cm2. | [73] |
| ― | ― | Corrosion resistance/316L, stents: Corrosion tests were conducted in tyrode solution at 37 °C constant temperature. Calomel electrode (SCE) as a reference electrode and platinum plate served as an auxiliary electrode. | Corrosion resistance: After mechanical processing: Ecor = −0.533 V, after EP: Ecor = −0.324 V, After mechanical processing: Vcor = 0.04 mm/year, after EP: Vcor = 0.119 mm/year. | [74,75] |
| U = 3 V, j = 1.25–25.5 A/dm2, t = 5–25 min. | H3PO4 (55 wt.%), H2SO4 (14 wt.%), H2O (31 wt.%). | Gloss, corrosion resistance, chemical composition, adhesion/304. | SS: Gloss G = 400, after EP: G = 1700–2500. Chemical composition: wt.% Cr increase after EP: from 18.83% to 19.33%. | [76] |
| j = 15.5; 31.0; 46.5 A/dm2, T = 333, 343, 353 K, t = 5–12 min. | 1—H3PO4 (500 mL/L), H2SO4 (360 mL/L), monoethanolamine 20 (mL/L), 2—H3PO4 (500 mL/L), H2SO4 (360 mL/L), diethanolamine 20 mL/L, 3—H3PO4 (500 mL/L), H2SO4 (360 mL/L), triethanolamine 20 mL/L. | Gloss, bath composition/304, Sample dimensions: 25 × 25 × 1 mm. | Bath 1: (9 min, 31 A/dm2 at 333, 353K)-reflection coefficient = 98%, bath 2: (46.5 A/dm2)-max reflection coefficient 98%, bath 3: (9 and 12 min, 15.5 A/dm2, 333K or 343K and 353K)-reflection coefficient = 99%. | [5] |
| j = 50 ± 2, 1000 ± 10 A/dm2, T = 65 ± 5, 55 ± 5 °C. | 1—H3PO4 (20% v/v), H2SO4 (80% v/v). 2—H3PO4 (80% v/v), H2SO4 (20% v/v). | Chemical composition of surface, Young modulus/304L, 316L, sample dimensions: 30 × 5 × 1 mm. | XPS analysis: Cr/Fe ratio after EP (1000 A/dm2) = 1.5 in bath 1, Cr/Fe ratio after EP (1000 A/dm2) = 2.7 in bath 2, Bath 1: Young modulus higher for EP (50A /dm2), than for EP (1000 A/dm2). Thickness of h layer for 316L steel, after EP (50 A/dm2): PO43− >> SO42− h = 10 nm, PO43− > SO42− h = 3 nm, PO43− h = 12 nm, after EP (1000 A/dm2): PO43− ≈ SO42− h = 7 nm, PO43− > SO42− h = 3 nm, PO43− h = 3 nm, Bath 2: Young modulus higher after EP (1000 A/dm2), than after EP (50 A/dm2). Thickness of h layer for 316L steel, after EP (50 A/dm2): PO43− >> SO42− h = 10 nm, PO43− > SO42− h = 5 nm, PO43− h = 10 nm, after EP (1000 A/dm2): PO43− = 3 nm, PO43− >> SO42− = 17 nm, PO43− = 15 nm. | [77,78] |
| I = 1 A, j = 12.9 A/dm2, T = 55 ± 5 °C, S = 7.78 cm2. | H3PO4, H2SO4, H2O. | Chemical composition of surface/316L, sample dimensions: 19 × 19 × 0.737 mm. | Increase in at.% Cr content in the top layer from 16% after mechanical processing to 20% after EP. Decrease in at.% Fe content in the top layer from 18% after mechanical processing to 10% after EP. | [79] |
| j = 0.29 A/dm2, t = 1 h. | H3PO4 (430 mL), H2SO4 (25 mL), CrO3 (30 g). | Chemical composition of the surface/316. | AES SS: at.% Fe = 27%, pickled: at.% Fe = 25%, sanded: at.% Fe = 20%, pickled + EP: at.% Fe = 16%, sanded + EP: at.% Fe = 30%, SS: at.% Cr = 7%, pickled: at.% Cr = 8%, sanded: at.% Cr = 5%, pickled + EP: at.% Cr = 3%, sanded + EP: at.% Cr = 16%, SS: at.% Ni = 4%, pickled: at.% Ni = 4%, sanded: at.% Ni = 3%, pickled + EP: at.% Ni ≤ 2%, sanded + EP: at.% Ni = 3%, sanded: at.% Si = 22%.SS: at.% C = 4%, pickled: at.% C = 15%, sanded: at.% C = 25%, SS: at.% O = 50%, pickled: at.% O = 45%, sanded: at.% O = 16%, pickled + EP: at.% O = 56%, sanded + EP: at.% O = 40%. | [80] |
| U = 40 V, t = 75 s. | HClO4 (20% v/v), CH3COOH (80% v/v). | Chemical composition of the surface/316L Sample dimensions: 12 × 5 × 3 mm. | EDS SS: at.% Fe = 33.21 ± 0.89%, after MP (mechanical processing): at.% Fe = 34.72 ± 3.22%, after EP: at.% Fe = 31.95 ± 2.72%, SS: at.% Cr = 1.18 ± 0.03%, after MP: at.% Cr = 1.21 ± 0.02%, after EP: at.% Cr = 1.31 ± 0.19%, SS: at.% Ni = 2.32 ± 0.35%, after MP: at.% Ni = 2.72 ± 0.41%, after EP: at.% Ni = 4.63 ± 1.00% SS: at.% O = 63.12 ± 0.9%, after MP: at.% O = 61.35 ± 2.83%, after EP: at.% O = 62.10 ± 3.89%. | [81] |
| j = 500 A/dm2, 1000 A/dm2, T = 60 ± 1 °C. | H3PO4, H2SO4. | Chemical composition of the surface/316L Sample dimensions: 25 × 5 × 1 mm. | XPS: Cr/ΣE4 ratio (Fe, Cr, Ni, O) after EP (500 A/dm2): Cr/ΣE4 = 0.0807, Cr/ΣE4 ratio (Fe, Cr, Ni, O) after MEP (225/50 A/dm2): Cr/ΣE4 = 0.0397, Cr/ΣE4 ratio (Fe, Cr, Ni, O) after MEP (225/1000 A/dm2): Cr/ΣE4 = 0.0673. | [82,83] |
| j = 50 ± 2 A/dm2, 1000 ± 10 A/dm2, T = 65 ± 5, 75 ± 5 °C | 1—H3PO4 (60% v/v), H2SO4 (40% v/v) 2—H3PO4 (40% v/v), H2SO4 (60% v/v) | Chemical composition of the surface/316L Sample dimensions: 30 × 5 × 1 mm. | XPS: Fe2p signal lower after EP (1000 A/dm2) in bath 1 than after EP (50 A/dm2), Min. Fe content (at.% Fe = 2.5%) after EP (1000 A/dm2) in bath 1, at.% Cr2p (Cr6+) after EP: (50 A/dm2) = 1.6%, at.% Cr2p (Cr6+) after EP: (1000 A/dm2) = 23.2%. | [84] |
| U = 10 V, T = 60 °C. | H2SO4, H3PO4—vol. 1:3. | Chemical composition of the surface/316LVM. | XPS: after EP: at.% Cr = 1.8%, after MEP (magnetic electrochemical polishing): at.% Cr = 10.1%, after EP: at.% Mo = 0.4%, after MEP: at.% Mo = 1.9%, after EP: at.% Fe = 15.4%, after MEP: at.% Fe = 9.7%, after EP: at.% S = 1.5%, after MEP: at.% S = 3.9%, after EP: at.% P = 17.2%, after MEP: at.% P = 16.4%. | [85,86] |
| I = 2.5 A, j = 65 ± 5 A/dm2, T = 65 ± 5 °C, t = 3 min, S = 3.854 cm2, q = 32 mAh/cm2. | H3PO4, H2SO4—vol. 4:6. | Chemical composition of the surface/430 SS, Sample dimensions: 30 × 5 × 1.22 mm. | XPS: after MP (mechanical processing) Cr/Fe ratio = 0.4, after EP: Cr/Fe ratio = 2.25, after EP (electrochemical polishing with mixing) Cr/Fe ratio = 0.96, after MEP (magnetic electrochemical polishing) Cr/Fe ratio = 0.7. | [87] |
| j = 50 ± 1 A/dm2, 1000 ± 10 A/dm2, T = 65 ± 5 °C, 55 ± 5 °C. | H3PO4 (20% v/v), H2SO4 (80% v/v). | Chemical composition of the surface/2205 duplex steel. Sample dimensions: 30 × 5 × 1 mm. | Fe2p signal lower after EP (1000 A/dm2) than after EP (1000 A/dm2), after EP (50 A/dm2) Cr/Fe ratio = 1.9, after EP (1000 A/dm2) Cr/Fe ratio = 1.7, after EP (50 A/dm2) P/S ratio = 0.5, after EP (1000 A/dm2) P/S ratio = 0.3. | [88] |
| U = 8 V, 9.5 V; t = 15 min, 20 min. | H2SO4 96%, H3PO4 85% —mas. 1:1. | Hardness/316L. | Vickers microhardness SS: VHN = 168.27 kg/cm2, after sanding VHN = 283 kg/cm2, after sanding and EP VHN < 205 kg/cm2. | [89] |
| j = 20 A/dm2, T = 55 ± 2 °C, t = 2–4 min S = 20 cm2, q = 7–13 mAh/cm2. | H3PO4 (35% v/v), H2SO4 (60.5% v/v), triethanolamine (4.5% v/v.). | Hardness/316L Sample dimensions: 80 × 20 × 2 mm. | Vickers microhardness SS: 188 HV, after MP: 318 HV, after EP samples were characterized by lower microhardness 230 HV. | [90] |
| j = 4–8 A/dm2, T = 35–55 °C, t = 15–45 min. | H3PO4, H2SO4, triethanolamine (3 wt.%). | Surface defects, baths containing/304 surface area of approx. in industrial conditions 33.3 dm2, in laboratory conditions 0.4 dm2. | Not optimal variants of process parameters (current density, temperature) led to the emergence of defects on the surface of the electrochemical polished samples. Poor quality of surface was reflected high roughness results, exceeding 0.24 µm and even reaching 0.55 µm, and low gloss values, below 500 GU. Recommended parameters: T = 35 °C, j = 8 A/dm2. | [46] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łyczkowska-Widłak, E.; Lochyński, P.; Nawrat, G. Electrochemical Polishing of Austenitic Stainless Steels. Materials 2020, 13, 2557. https://doi.org/10.3390/ma13112557
Łyczkowska-Widłak E, Lochyński P, Nawrat G. Electrochemical Polishing of Austenitic Stainless Steels. Materials. 2020; 13(11):2557. https://doi.org/10.3390/ma13112557
Chicago/Turabian StyleŁyczkowska-Widłak, Edyta, Paweł Lochyński, and Ginter Nawrat. 2020. "Electrochemical Polishing of Austenitic Stainless Steels" Materials 13, no. 11: 2557. https://doi.org/10.3390/ma13112557
APA StyleŁyczkowska-Widłak, E., Lochyński, P., & Nawrat, G. (2020). Electrochemical Polishing of Austenitic Stainless Steels. Materials, 13(11), 2557. https://doi.org/10.3390/ma13112557