Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates




Abstract
:1. Introduction
2. Materials and Methods
2.1. Coatings Deposition
2.2. Coatings Characterization
2.2.1. The Microstructure
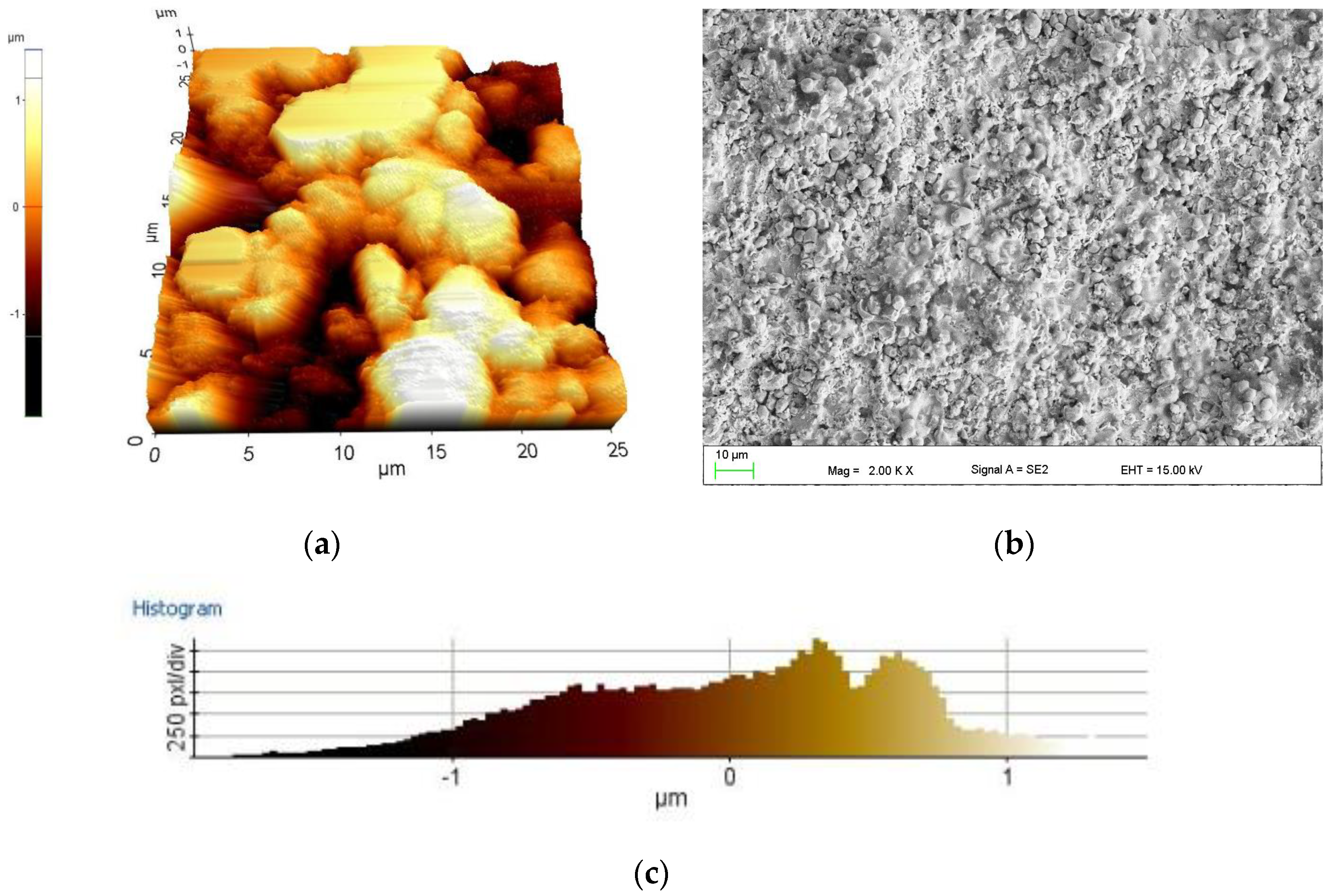
2.2.2. Surface Topography, Porosity and Roughness
2.2.3. Mechanical Properties
2.2.4. The Abrasion and Erosion Resistance
3. Results
3.1. The Microstructure
3.2. The Topography and Roughness of Coating
3.3. Wear Resistance
3.4. The Instrumented Indentation
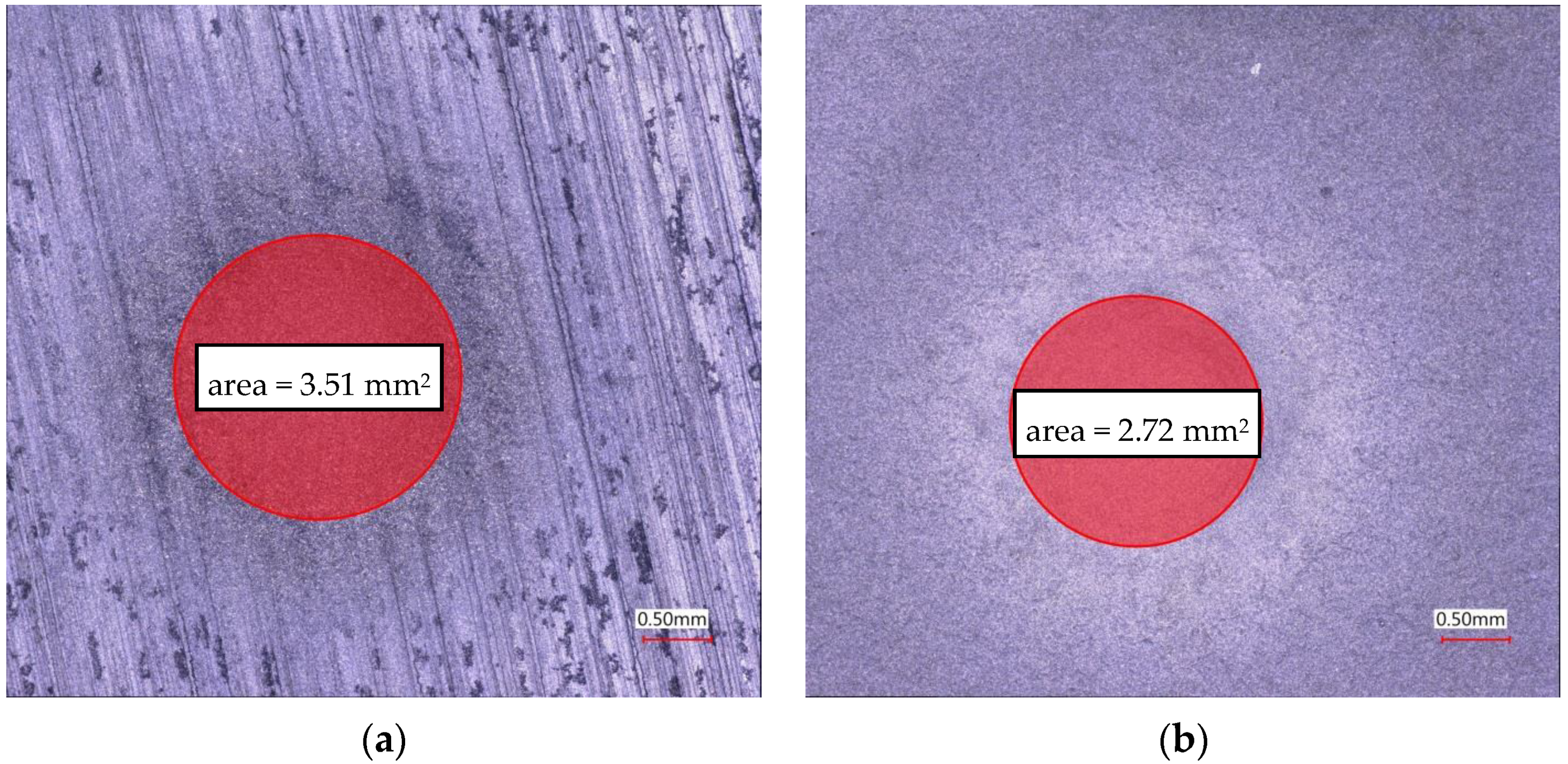
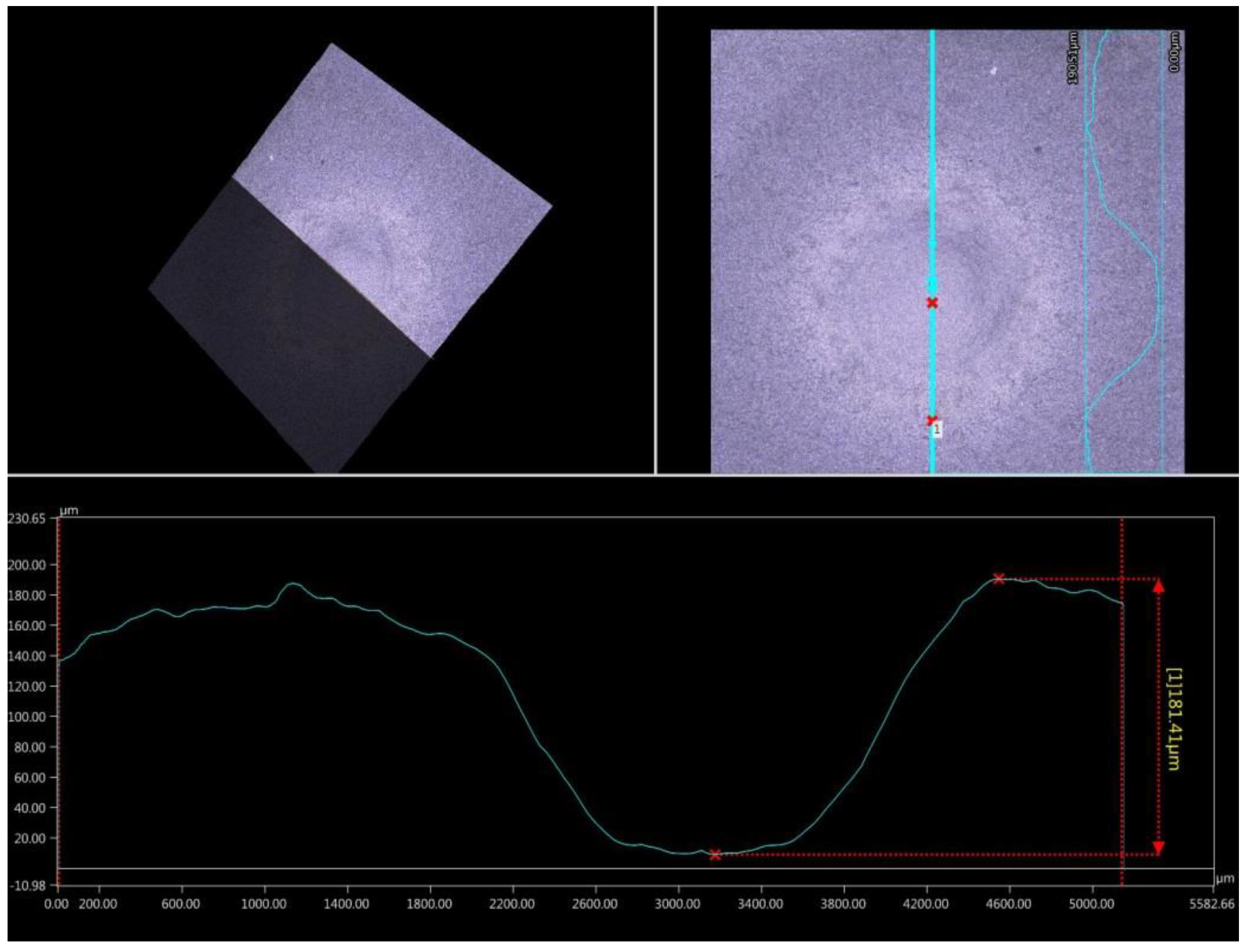
3.5. The Erosion Resistance
4. Conclusions
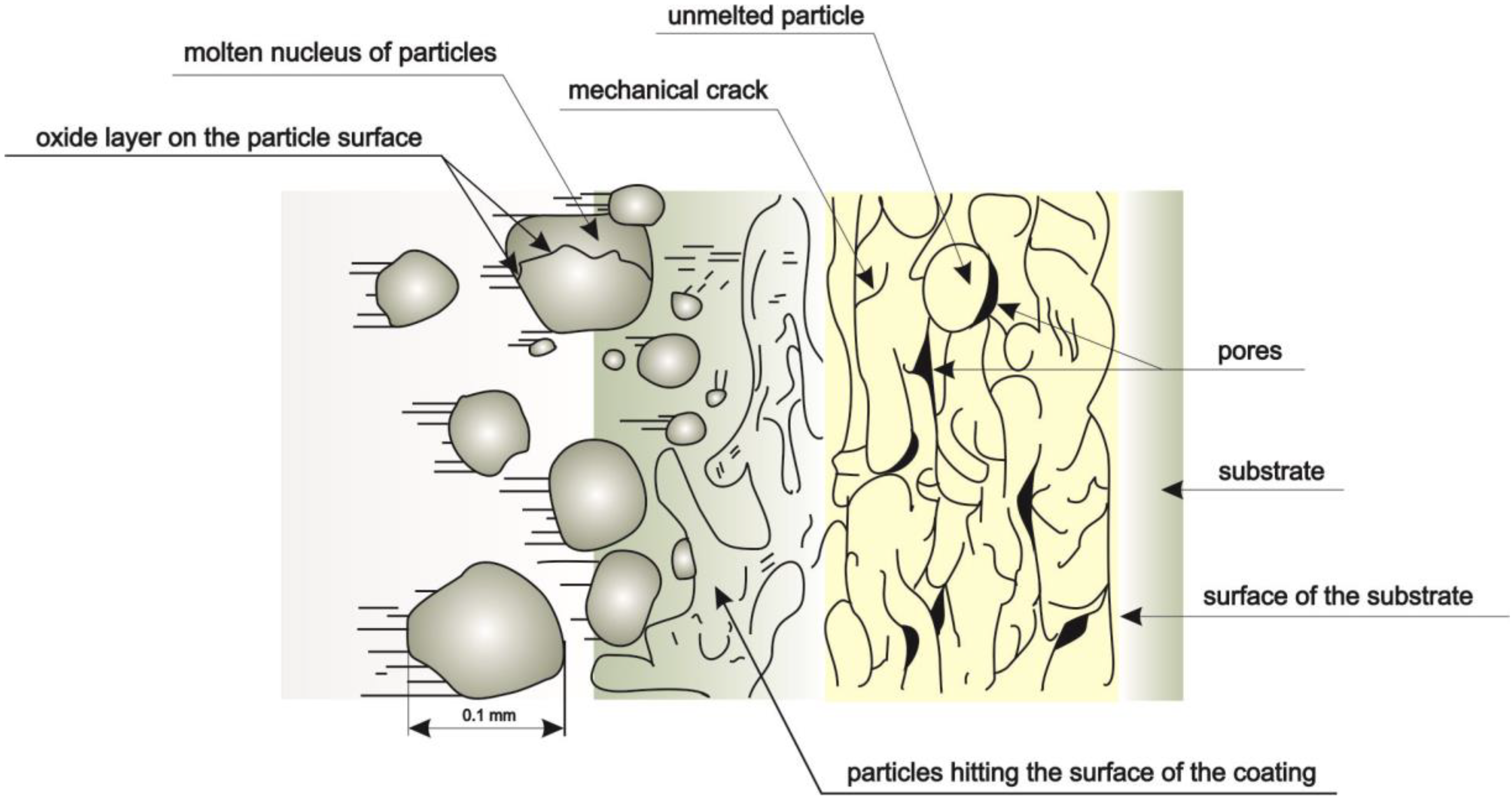
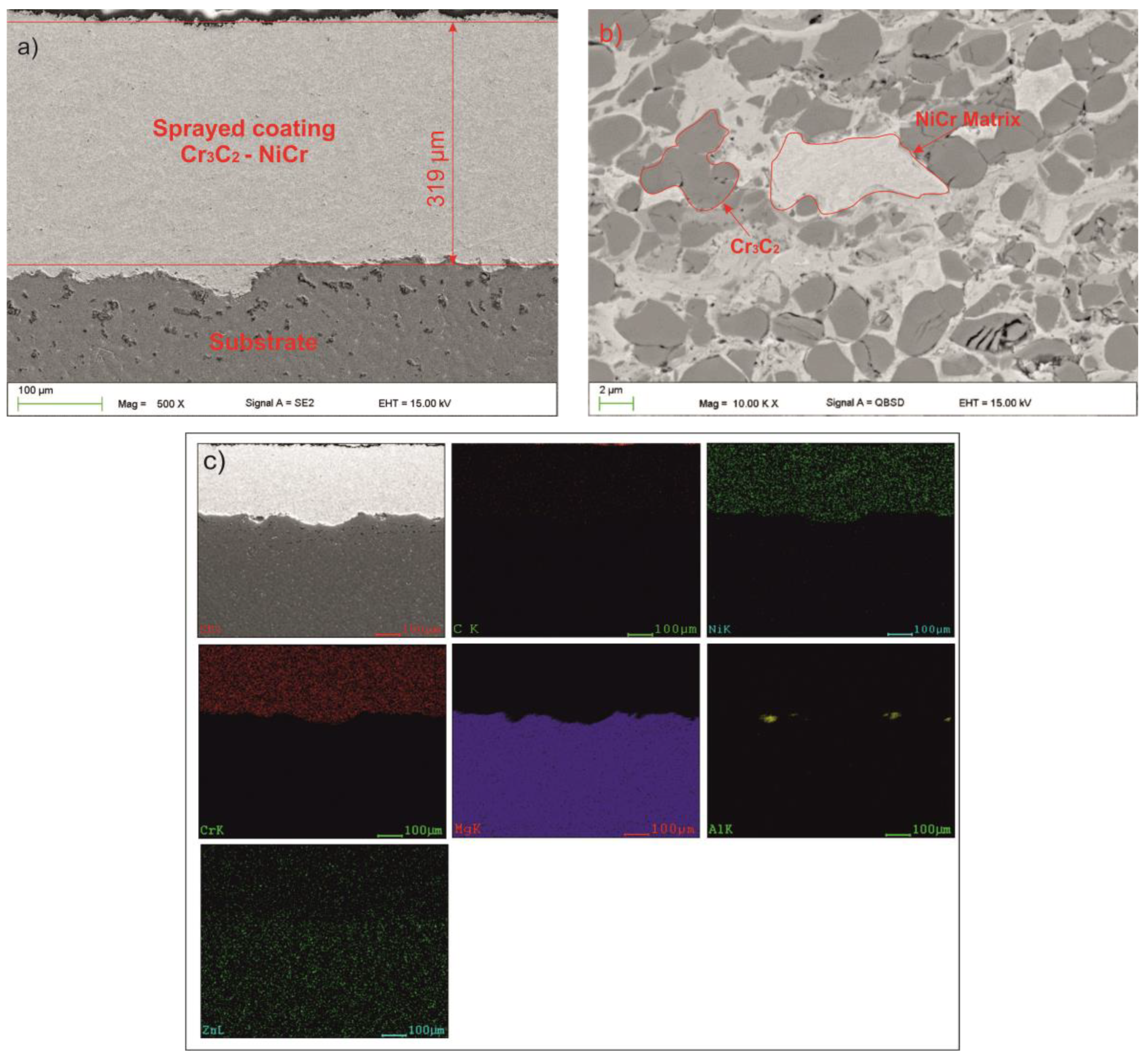
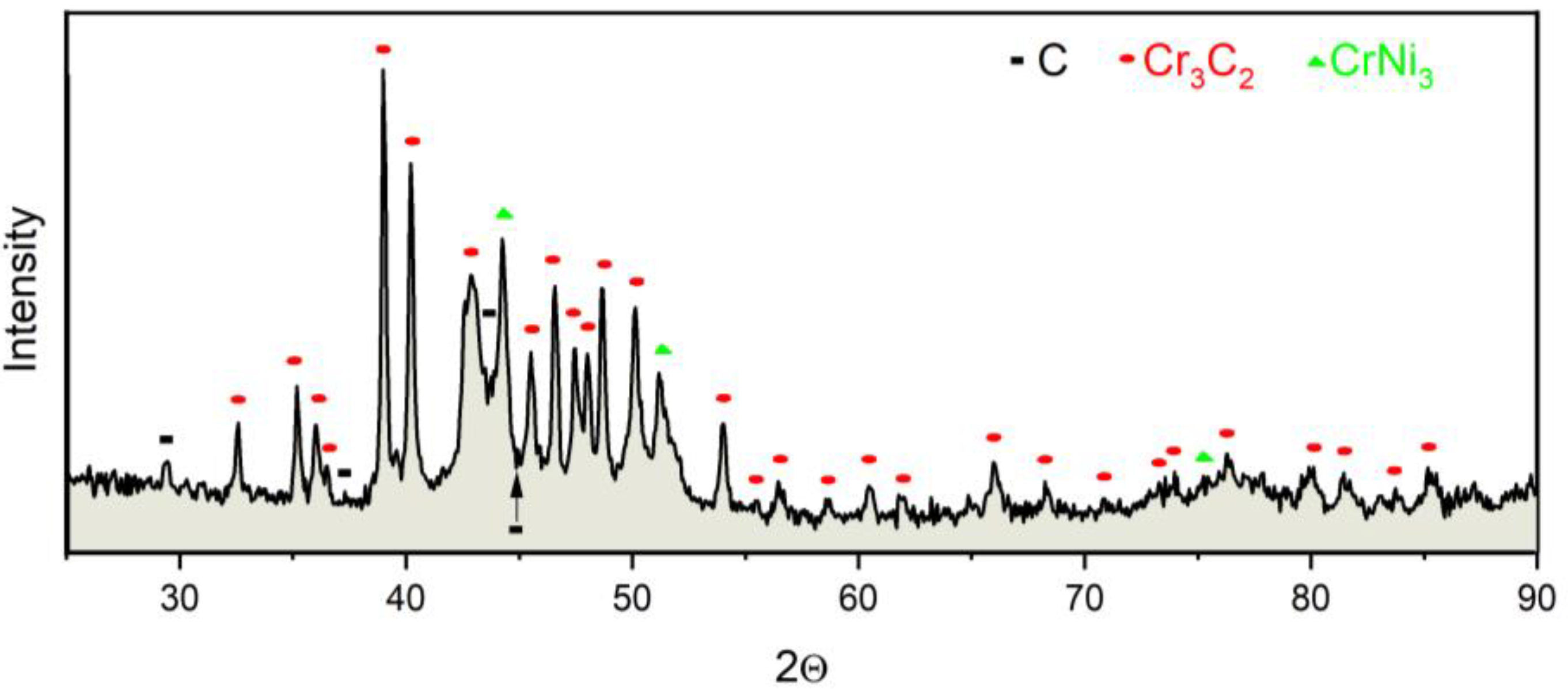
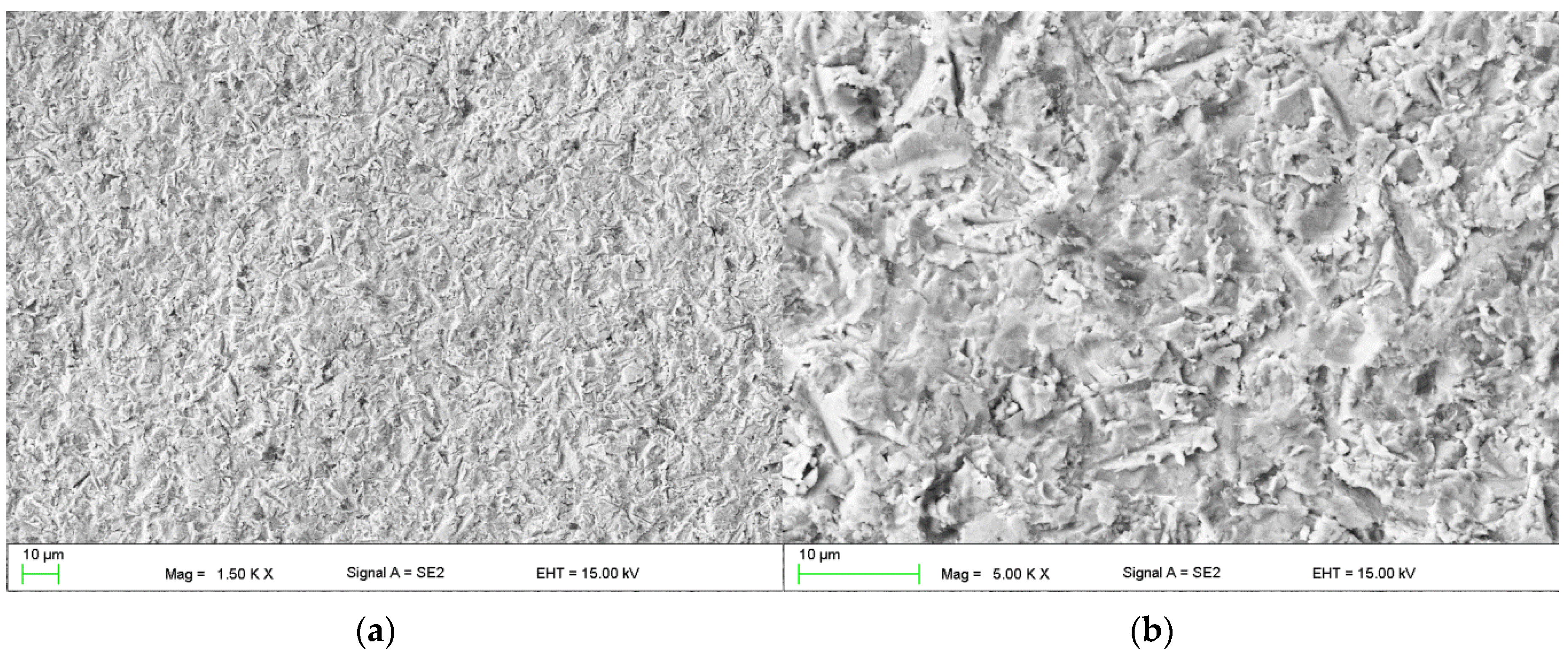
- In the area of the coating did not disclose cracks or voids. The standard deviation value was quite small, which indicates on low porosity and homogenous structure (the porosity of the coating was around 2%). SEM micrographs of the coating have indicated unmelted carbide particles in metallic (Ni–Cr) matrix. Cr3C2 carbides were evenly distributed in the metal matrix. In the sprayed coatings are two main phases, namely Cr3C2 and CrNi3.
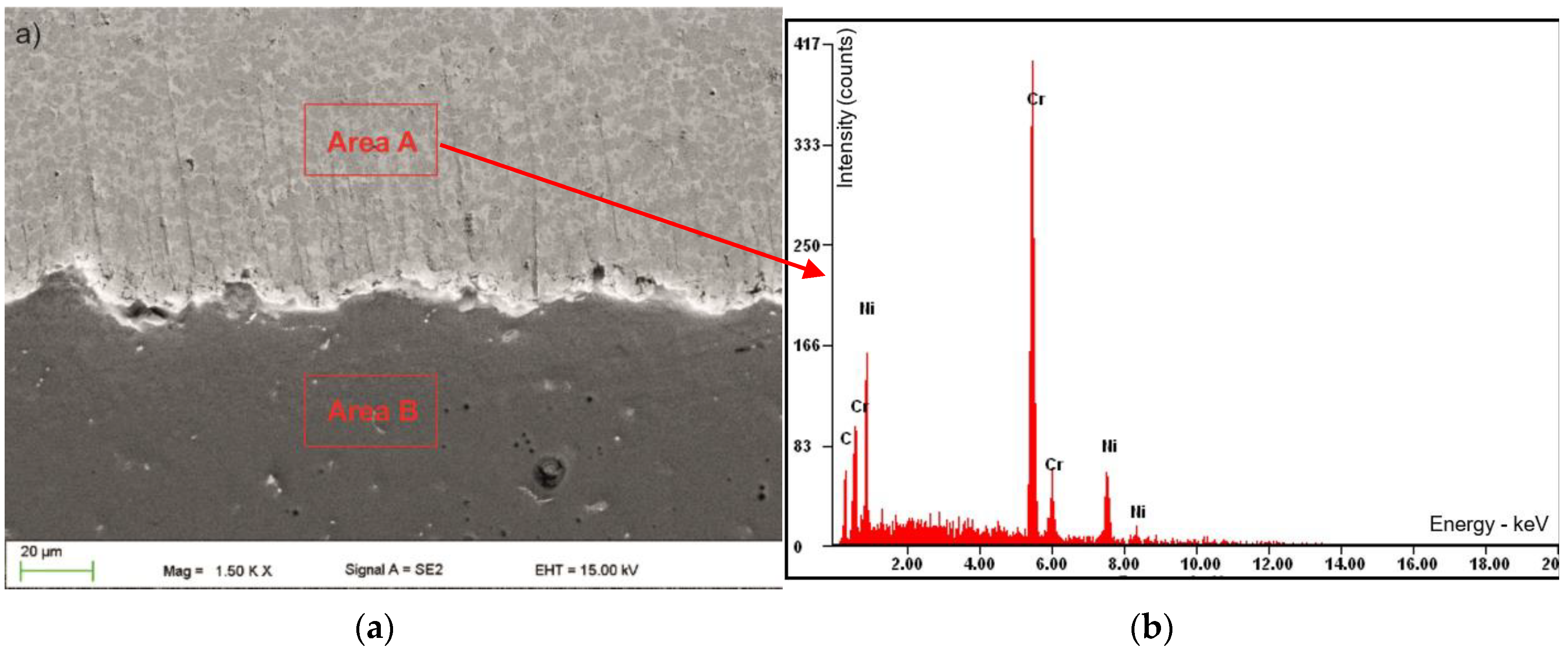
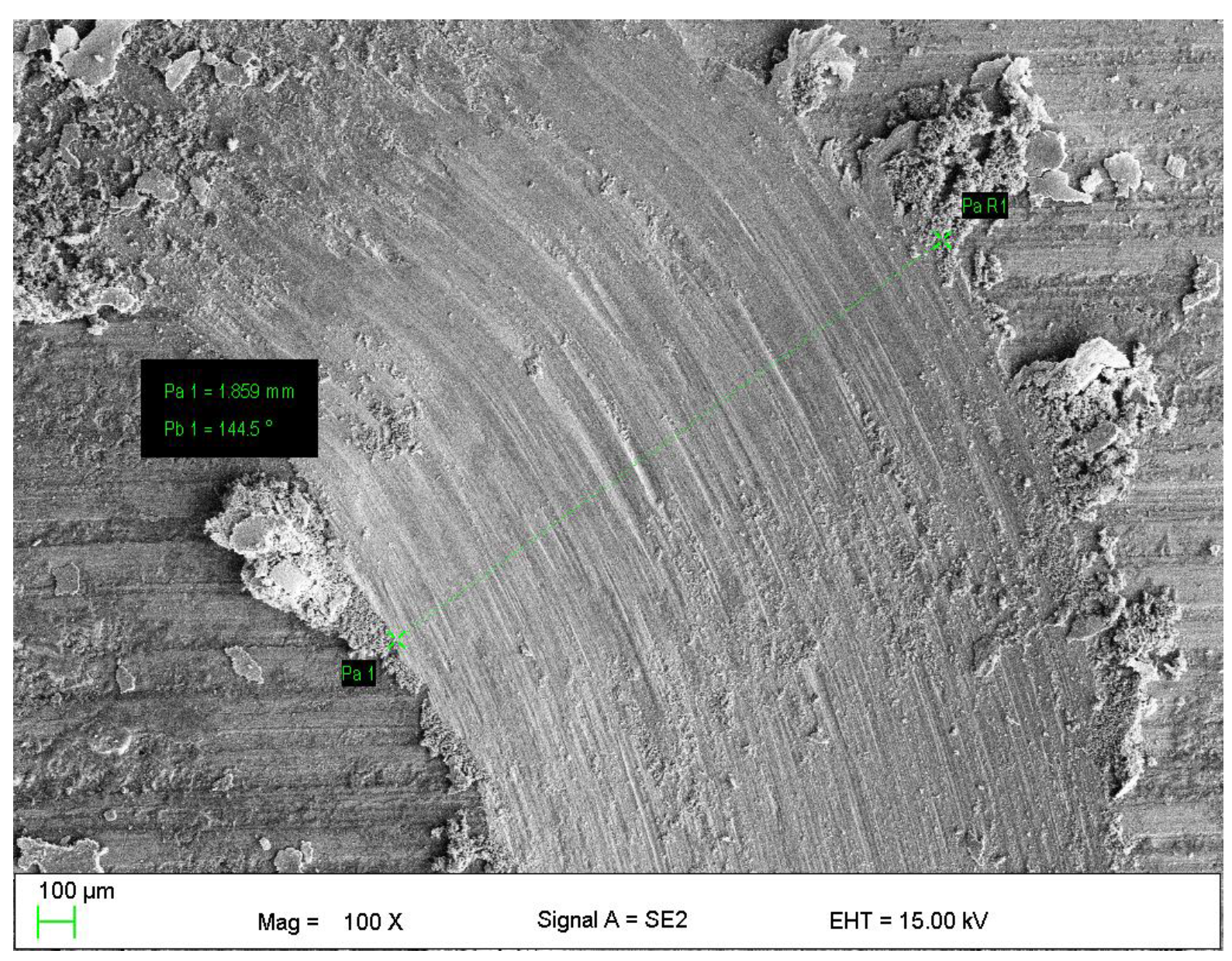
- The average coating thickness ranged from 330 ± 15 µm and the coating adhered tightly to the substrate. EDS analysis showed no evidence of a diffusion connection.
- The roughness of the sprayed coating was greater than the roughness of the AZ31 magnesium alloy substrate (Ra = 0.31–0.4 µm) and the adhesive strength of coating was from 42 to 44 MPa.
- Manufactured coating had good wear resistance and the dominant mechanism of wear was a classic adhesive one.
- Application of the Cr3C2–NiCr composite coating strongly improve resistance against eroded particles. The calculated relative weight loss was equal to 0.054% and 0.013% for uncoated and coated sample, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Yang, X.; Liu, J.; Wang, Z.; Lin, X.; Liu, F.; Huang, W.; Liang, E. Microstructure and mechanical properties of wire and arc additive manufactured AZ31 magnesium alloy using cold metal transfer process. Mater. Sci. Eng. A 2020, 774, 138942. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Mahdi, M.; Akbar, J.; Amir, H.; Jahani, R. Tribological behavior of AZ31/ZrO2 surface nanocomposites developed by friction stir processing. Tribol. Int. 2020, 143, 1–4. [Google Scholar] [CrossRef]
- Yang, X.; Feng, W.-Y.; Li, W.; Dong, X.-R.; Xu, Y.-X.; Chu, Q.; Yao, S.-T. Microstructure and properties of probeless friction stir spot welding of AZ31 magnesium alloy joints. Trans. Nonferrous Met. Soc. China 2019, 29, 2300–2309. [Google Scholar] [CrossRef]
- Fouad, Y.; El Batanouny, M. Effect of surface treatment on wear behavior of magnesium alloy AZ31. Alex. Eng. J. 2011, 50, 19–22. [Google Scholar] [CrossRef] [Green Version]
- Taltavull, C.; Lopez, A.J.; Torres, B.; Atrens, A.; Rams, J. Optimization of the high velocity oxygen fuel (HVOF) parameters to produce effective corrosion control coatings on AZ91 magnesium alloy. Mater. Corros. 2015, 66, 423–432. [Google Scholar] [CrossRef]
- Song, G.; Xu, Z. The surface, microstructure and corrosion of magnesium alloy AZ31 sheet. Electrochim. Acta 2010, 55, 4148–4161. [Google Scholar] [CrossRef]
- Somasundaram, B.C.; Jegadeeswaran, N.; Mamatha, M.P. Wear behavior of HVOF sprayed WC–Co/NiCrAlYSi (35–65%) and WC–Co/NiCrAlYSi (80%–20%) coatings on turbine SS316 steel. Mater. Today Proc. 2020, 20, 103–107. [Google Scholar] [CrossRef]
- Yadaw, R.C.; Singh, S.K.; Chattopadhyaya, S. Tribological behavior of thin film coating-a review. Int. J. Eng. Technol. 2018, 7, 1656–1663. [Google Scholar] [CrossRef]
- Formanek, B.; Szymański, K.; Kuczowitz, B. Corrosion and abrasion resistant coatings obtained by thermal spraying methods. Prot. Against Corros. 2010, 53, 164–168. [Google Scholar]
- Hejwowski, T. Modern Heat-Applied Coatings Resistant to Wear Abrasive and Erosive 2013 Lublin; Biblioteka Cyfrowa Politechniki Lubelskiej: Lublin, Poland; Available online: http://bc.pollub.pl/dlibra/publication/5141/edition/4059?language=pl(accessed on 15 June 2020)ISBN 978-83-63569-56-3.
- Radziszewski, A. Thermal spray coatings from non-ferrous metals and their alloys (Industrial applications). Weld. Technol. Rev. 2014, 2, 33–39. [Google Scholar]
- Robertson, A.L.; White, K.W. Microscale fracture mechanisms of a Cr3C2–NiCr HVOF coating. Mater. Sci. Eng. A 2017, 688, 62–69. [Google Scholar] [CrossRef]
- Shabana; Sarcar, M.; Suman, K.; Kamaluddin, S. Tribological and Corrosion behavior of HVOF Sprayed WC–Co, NiCrBSi and Cr3C2-NiCr Coatings and analysis using Design of Experiments. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2015; Volume 2, pp. 2654–2665. [Google Scholar]
- Otsubo, F.; Era, H.; Uchida, T.; Kishitake, K. Properties of Cr3C2–NiCr Cermet Coating Sprayed by High Power Plasma and High Velocity Oxy–Fuel. J. Therm. Spray Technol. 2000, 9, 499–504. [Google Scholar] [CrossRef] [Green Version]
- Liu, Q.; Bai, Y.; Wang, H.; Ma, G.; Liu, M.; Chu, C.; Sun, Y.; Fan, W.; Ding, F.; Zhao, B.; et al. Microstructural evolution of carbides and its effect on tribological properties of SAPS or HVOF sprayed NiCr–Cr3C2 coatings. J. Alloy. Compd. 2019, 803, 730–741. [Google Scholar] [CrossRef]
- Janka, L. Thermally Sprayed Cr3C2–NiCr Coatings -Improving the Abrasion Resistance. Ph.D. Thesis, Tampere University of Technology, Tampere, Finland, 2018. Available online: http://www.tut.fi/tutcris (accessed on 15 June 2020).
- Zdravecka, E.; Suchanek, J.; Tkacova, J.; Trpcevska, J.; Brinkienė, K. Investigation of wear resistance of high velocity oxy-fuel sprayed WC–Co and Cr3C2–NiCr coatings. Mechanika 2010, 4, 75–79. [Google Scholar]
- Ang, A.S.M.; Howse, H.; Wade, S.; Berndt, C. Development of Processing Windows for HVOF Carbide-Based Coatings. J. Therm. Spray Technol. 2015, 25, 28–35. [Google Scholar] [CrossRef]
- Ben Hamu, G.; Eliezer, D.; Wagner, L. The relation between severe plastic deformation microstructure and corrosion behavior of AZ31 magnesium alloy. J. Alloy. Compd. 2009, 468, 222–229. [Google Scholar] [CrossRef]
- Pnc S.C. Natryskiwanie Cieplne Powłok. Available online: https://www.pnc.pl/natryskiwanie-cieplne/podstawy-procesu-metalizacji-natryskowej.html (accessed on 15 June 2020).
- Buchtík, M.; Másilko, J.; Vyklický, O.; Filipenský, J.; Wasserbauer, J.; Ptácek, P. Microstructural characterization and wear behavior of WC-COCr coating on AZ91 magnesium alloy. In Proceedings of the METAL 2019—28th International Conference on Metallurgy and Materials, Conference Proceedings: Hotel Voronez I, Brno, Czech Republic, 22–24 May 2019; pp. 922–927. [Google Scholar]
- Yıldız, F. Tribological Properties of WC-12Co Coating on AZ91 Magnesium Alloy Fabricated by High Velocity Oxy-Fuel Spray. High Temp. Mater. Process. 2014, 33, 41. [Google Scholar] [CrossRef]
- Parco, M.; Zhao, L.; Zwick, J.; Bobzin, K.; Lugscheider, E. Investigation of HVOF spraying on magnesium alloys. Surf. Coat. Technol. 2006, 201, 3269–3274. [Google Scholar] [CrossRef]
- Lopez, A.J.; Torres, B.; Taltavull, C.; Rams, J. Influence of high velocity oxygen-fuel spraying parameters on the wear resistance of Al–SiC composite coatings deposited on ZE41A magnesium alloy. Mater. Des. 2013, 43, 144–152. [Google Scholar] [CrossRef]
- Weisheit, A.; Lenz UMordike, B.L. Thermal spraying on magnesium alloys to improve the corrosion and wear resistance. Metall 1997, 51, 470–474. [Google Scholar]
- Yang, Z.; Li, J.; Zhang, J.; Lorimer, G.; Robson, J. Review on Research and Development of Magnesium Alloys. Acta Met. Sin. (English Lett.) 2008, 21, 313–328. [Google Scholar] [CrossRef]
- Höganäs.com Powder technologies. Surface coating. Available online: https://www.hoganas.com/globalassets/download-media/stc/pd-4057.pdf (accessed on 15 June 2020).
- Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings; ASTM International: West Conshohocken, PA, USA, 2014.
- ISO, 14577-4:2016. Metallic Materials-Instrumented Indentation Test for Hardness and Materials Parameters-Part 4: Test Method for Metallic and Non-Metallic Coatings; International Organization for Standardization: Winterthur, Switzerland, 2016. [Google Scholar]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Łatka, L.; Chicot, D.; Cattini, A.; Pawlowski, L.; Ambroziak, A. Modeling of elastic modulus and hardness determination by indentation of porous yttria stabilized zirconia coatings. Surf. Coat. Technol. 2013, 220, 131–139. [Google Scholar] [CrossRef]
- Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets; ASTM International: West Conshohocken, PA, USA, 2004.
- Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA,, 2017.
- Espallargas, N.; Berget, J.; Guilemany, J.; Benedetti, A.V.; Suegama, P. Cr3C2–NiCr and WC–Ni thermal spray coatings as alternatives to hard chromium for erosion–corrosion resistance. Surf. Coat. Technol. 2008, 202, 1405–1417. [Google Scholar] [CrossRef]
- Sidhu, H.S.; Sidhu, B.S.; Prakash, S. Mechanical and microstructural properties of HVOF sprayed WC–Co and Cr3C2–NiCr coatings on the boiler tube steels using LPG as the fuel gas. J. Mater. Process. Technol. 2006, 171, 77–82. [Google Scholar] [CrossRef]
- Guilemany, J.; González, J.F.; Delgado, J.; Benedetti, A.V.; Climent, F. Effects of thickness coating on the electrochemical behaviour of thermal spray Cr3C2–NiCr coatings. Surf. Coat. Technol. 2002, 153, 107–113. [Google Scholar] [CrossRef]
- Lin, L.; Li, G.; Wang, H.; Kang, J.-J.; Xu, Z.-L.; Wang, H.-J. Structure and wear behavior of NiCr–Cr3C2 coatings sprayed by supersonic plasma spraying and high velocity oxy-fuel technologies. Appl. Surf. Sci. 2015, 356, 383–390. [Google Scholar] [CrossRef]
- Prevéy, P.S. X-Ray Diffraction Characterization of Crystallinity and Phase Composition in Plasma-Sprayed Hydroxyapatite Coatings. J. Therm. Spray Technol. 2000, 9, 369–376. [Google Scholar] [CrossRef]
- Matthews, S.; James, B.; Hyland, M. The role of microstructure in the mechanism of high velocity erosion of Cr3C2–NiCr thermal spray coatings: Part 1–As-sprayed coatings. Surf. Coat. Technol. 2009, 203, 1086–1093. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Oge, M.; Doleker, K.M.; Hotamis, M. Comparison of tribological properties of HVOF sprayed coatings with different composition. Surf. Coat. Technol. 2017, 318, 299–308. [Google Scholar] [CrossRef]
- Murthy, J.K.N.; Rao, D.S.; Venkataraman, B. Effect of grinding on the erosion behavior of a WC–Co–Cr coating deposited by HVOF and detonation gun spray processes. Wear 2001, 249, 592–600. [Google Scholar] [CrossRef]
- Sahraoui, T.; Fenineche, N.-E.; Montavon, G.; Coddet, C. Structure and wear behaviour of HVOF sprayed Cr3C2–NiCr and WC–Co coatings. Mater. And Des. 2003, 24, 309–313. [Google Scholar] [CrossRef]
- Wang, Y.-Y.; Li, C.-J.; Ohmori, A. Influence of substrate roughness on the bonding mechanisms of high velocity oxy-fuel sprayed coatings. Thin Solid Films 2005, 485, 141–147. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Wiecław, G. Preliminary studies on HVOF sprayed coatings on the magnesium alloys. Coatings 2020, 10. in press. [Google Scholar]
- Sidhu, H.S.; Sidhu, B.S.; Prakash, S. Wear characteristics of Cr3C2–NiCr and WC–Co coatings deposited by LPG fueled HVOF. Tribol. Int. 2010, 43, 887–890. [Google Scholar] [CrossRef]
- Houdková, Š.; Česánek, Z.; Smazalová, E.; Lukáč, F. The High-Temperature Wear and Oxidation Behavior of CrC-Based HVOF Coatings. J. Therm. Spray Technol. 2017, 27, 179–195. [Google Scholar] [CrossRef]
- Lengauer, W. Transition Metal Carbides, Nitrides and Caronitrides. In Handbook of Ceramic Hard Materials; Riedel, R., Ed.; Wiley-VCH: Weinheim, Germany, 2000. [Google Scholar]
- Varis, T.; Suhonen, T.; Calonius, O.; Čuban, J.; Pietola, M. Optimization of HVOF Cr3 C2 NiCr coating for increased fatigue performance. Surf. Coat. Technol. 2016, 305, 123–131. [Google Scholar] [CrossRef]
- Bobzin, K.; Zhao, L.; Öte, M.; Königstein, T.; Steeger, M. Impact wear of an HVOF-sprayed Cr3C2–NiCr coating. Int. J. Refract. Met. Hard Mater. 2018, 70, 191–196. [Google Scholar] [CrossRef]
- Szymański, K.; Hernas, A.; Moskal, G.; Myalska, H. Thermally sprayed coatings resistant to erosion and corrosion for power plant boilers-A review. Surf. Coat. Technol. 2015, 268, 153–164. [Google Scholar] [CrossRef]
- Ji, G.-C.; Li, C.-J.; Wang, Y.-Y.; Li, W. Erosion Performance of HVOF-Sprayed Cr3C2–NiCr Coatings. J. Therm. Spray Technol. 2007, 16, 557–565. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Process | Cr3C2–NiCr |
|---|---|
| Kerosene flow rate, l/min | 40 |
| Oxygen flow rate, l/min | 35 |
| Nitrogen flow rate, l/min | 10 |
| Powder feed rate, g/min | 25 |
| Spray distance, mm | 280 |
| Area “A” from Figure 5 | Area “B” from Figure 5 | ||||
|---|---|---|---|---|---|
| Element | wt % | At% | Element | wt % | At% |
| C | 11 | 35 | Mg | 94 | 95 |
| Cr | 60 | 45 | Al | 03 | 02 |
| Ni | 29 | 20 | Zn | 03 | 02 |
| Matrix | Correction | ZAF * | Matrix | Correction | ZAF |
| Roughness Parameter | Ra (Arithmetic Mean of Ordinates of the Roughness Profile) | Rz (Maximum Height of the Roughness Profile) |
|---|---|---|
| Surface roughness values, μm | 1.368 | 8.813 |
| Standard deviation | 0.126 | 0.619 |
| Direction of Virtual Cross Section | Horizontal | Vertical | Standard Deviation | |
|---|---|---|---|---|
| Horizontal | Vertical | |||
| Uncoated AZ31 magnesium alloy | 286.39 µm | 249.88 µm | 28.53 | 24.21 |
| Coated AZ31 magnesium alloy | 204.32 µm | 181.41 µm | 16.36 | 15.34 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jonda, E.; Łatka, L.; Pakieła, W. Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates. Materials 2020, 13, 2775. https://doi.org/10.3390/ma13122775
Jonda E, Łatka L, Pakieła W. Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates. Materials. 2020; 13(12):2775. https://doi.org/10.3390/ma13122775
Chicago/Turabian StyleJonda, Ewa, Leszek Łatka, and Wojciech Pakieła. 2020. "Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates" Materials 13, no. 12: 2775. https://doi.org/10.3390/ma13122775
APA StyleJonda, E., Łatka, L., & Pakieła, W. (2020). Microstructure and Selected Properties of Cr3C2–NiCr Coatings Obtained by HVOF on Magnesium Alloy Substrates. Materials, 13(12), 2775. https://doi.org/10.3390/ma13122775