Microstructure and Strengthening Model of Cu–Fe In-Situ Composites

 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
3.1. Cu–Fe In-Situ Composites
3.1.1. Microstructures
3.1.2. Tensile Strength
3.2. Filament Strengthening
3.3. Matrix Strengthening
4. Strengthening Model
4.1. Rule of Mixtures
4.2. Filament Strengthening
4.3. Combinatorial Strengthening
5. Conclusions
- (1)
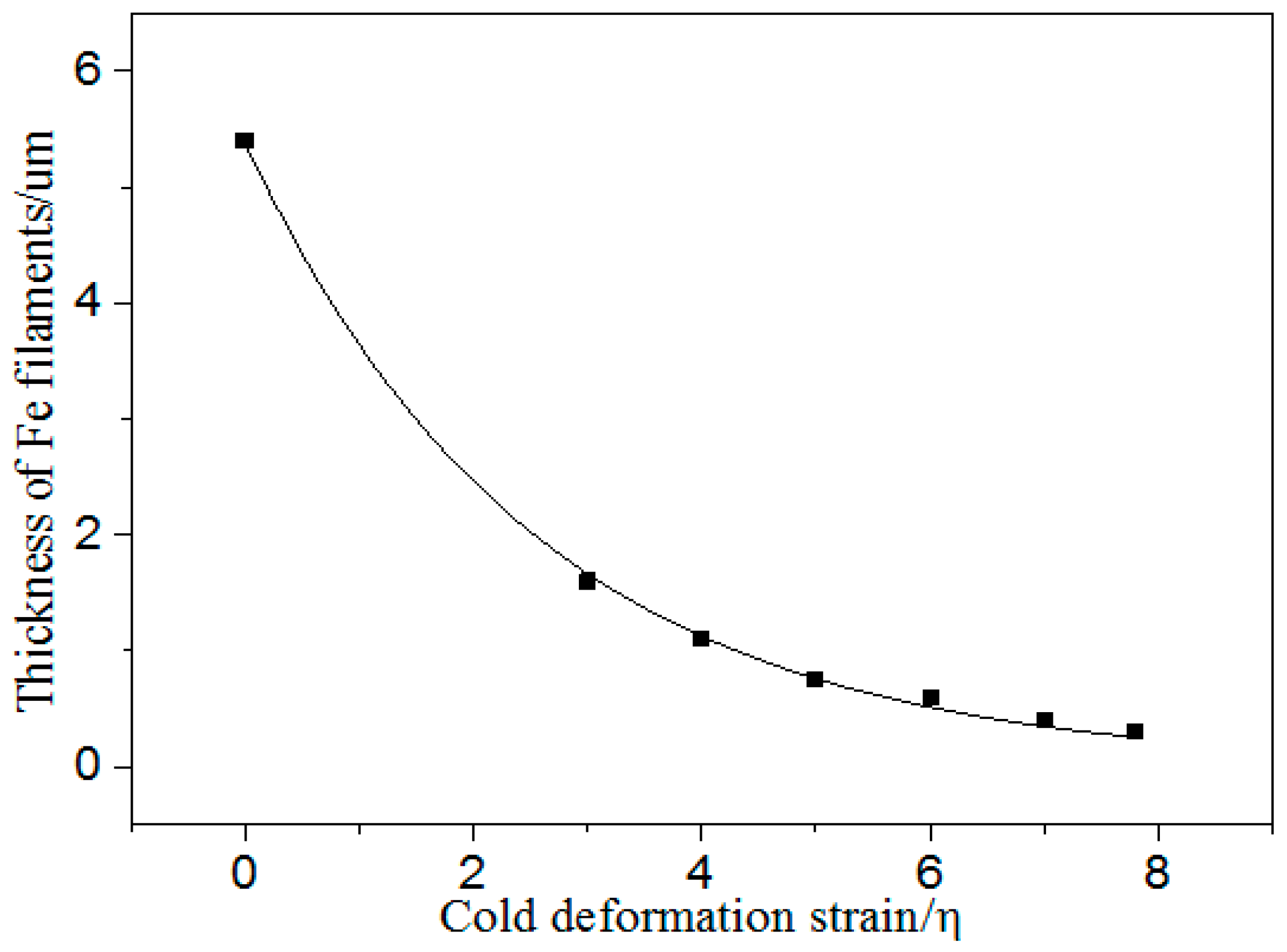
- For the Cu–Fe in-situ composites, the second phase Fe dendrites with a random orientation were gradually transformed into Fe filaments, and the average filament spacing and size decreased with increasing the cold deformation strain.
- (2)
- The Cu–Fe strength increased with increasing the cold deformation strain and with increasing the Fe content.
- (3)
- The average spacing and size of the second phase in the composites decreased exponentially with increasing the strain.
- (4)
- The strength of the pure Cu and single-phase Cu–based solid solution first increased and then tended to constant values with the increasing strain. The strength difference was mainly caused by the solid solution atoms and precipitated particles in the matrix.
- (5)
- The Cu–Fe strength can be evaluated using the combinatorial strengthening model. For a low strain of η ≤ 5, the Cu–Fe strength can be estimated using the improved rule of mixtures. For a high strain of η > 5, the strength can be estimated using the improved Hall–Petch relation.
Author Contributions
Funding
Conflicts of Interest
References
- Nikulin, S.A.; Rogachev, S.O.; Rozhnov, A.B.; Pantsyrnyi, V.I.; Khlebova, N.E.; Nechaykina, T.A.; Khatkevich, V.M.; Zadorozhnyy, V.Y. Microstructure and fatigue strength of high-strength Cu–Fe and Cu–V in-situ nanocomposite wires. Compos. Part B Eng. 2015, 70, 92–98. [Google Scholar] [CrossRef]
- Biselli, C.; Morris, D. Microstructure and strength of Cu–Fe in Situ composites after very high drawing strains. Acta Mater. 1996, 44, 493–504. [Google Scholar] [CrossRef]
- Liu, K.; Jiang, Z.; Zhao, J.; Zou, J.; Lu, L.; Lu, D. Thermal stability and properties of deformation-processed Cu–Fe in situ composites. Met. Mater. Trans. A 2015, 46, 2255–2261. [Google Scholar] [CrossRef]
- Zou, J.; Lu, D.-P.; Fu, Q.-F.; Liu, K.-M.; Jiang, J. Microstructure and properties of Cu–Fe deformation processed in-situ composite. Vacuum 2019, 167, 54–58. [Google Scholar] [CrossRef]
- Zuo, X.; Qu, L.; Zhao, C.; An, B.; Wang, E.; Niu, R.; Xin, Y.; Lu, J.; Han, K. Nucleation and growth of γ-Fe precipitate in Cu–2%Fe alloy aged under high magnetic field. J. Alloys Compd. 2016, 662, 355–360. [Google Scholar] [CrossRef] [Green Version]
- Stepanov, N.D.; Kuznetsov, A.; Salishchev, G.; Khlebova, N.; Pantsyrny, V. Evolution of microstructure and mechanical properties in Cu–14%Fe alloy during severe cold rolling. Mater. Sci. Eng. A 2013, 564, 264–272. [Google Scholar] [CrossRef]
- Liu, K.; Huang, Z.; Zhang, X.; Lu, D.; Atrens, A.; Zhou, H.; Yin, Y.; Yu, J.; Guo, W. Influence of Ag micro-alloying on the thermal stability and ageing characteristics of a Cu–14Fe in-situ composite. Mater. Sci. Eng. A 2016, 673, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Gao, H.; Wang, J.; Shu, D.; Sun, B. Effect of Ag on the microstructure and properties of Cu–Fe in situ composites. Scr. Mater. 2005, 53, 1105–1109. [Google Scholar] [CrossRef]
- Deng, J.; Zhang, X.; Shang, S.; Liu, F.; Zhao, Z.; Ye, Y. Effect of Zr addition on the microstructure and properties of Cu–10Cr in situ composites. Mater. Des. 2009, 30, 4444–4449. [Google Scholar] [CrossRef]
- Liu, K.; Wang, Z.; Jiang, Z.; Atrens, A.; Huang, Z.; Guo, W.; Zhang, X.; Yu, J.; Lu, Q.; Lu, D. Cu–7Cr-0.1Ag microcomposites optimized for high strength and high condutivity. J. Mater. Eng. Perform. 2018, 27, 933–938. [Google Scholar] [CrossRef]
- Zhao, Z.; Xiao, Z.; Li, Z.; Ma, M.; Dai, J. Effect of magnesium on microstructure and properties of Cu–Cr alloy. J. Alloys Compd. 2018, 752, 191–197. [Google Scholar] [CrossRef]
- Zhang, Y.; Volinsky, A.A.; Xu, Q.-Q.; Chai, Z.; Tian, B.; Liu, P.; Tran, H.T. Deformation behavior and microstructure evolution of the Cu–2Ni-0.5Si-0.15Ag alloy during hot compression. Met. Mater. Trans. A 2015, 46, 5871–5876. [Google Scholar] [CrossRef]
- Liu, K.; Jiang, Z.; Zhao, J.; Zou, J.; Chen, Z.; Lu, D. Effect of directional solidification rate on the microstructure and properties of deformation-processed Cu–7Cr–0.1Ag in situ composites. J. Alloys Compd. 2014, 612, 221–226. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.-F.; Gao, H.; Wang, J.; Han, Y.-F.; Dai, Y.-B.; Sun, B. First-principles calculations of Ag addition on the diffusion mechanisms of Cu–Fe alloys. Solid State Commun. 2014, 183, 60–63. [Google Scholar] [CrossRef]
- Song, J.S.; Hong, S.I.; Kim, H.S. Heavily drawn Cu–Fe-Ag and Cu–Fe–Cr micro-composites. J. Mater. Process. Technol. 2001, 113, 610–616. [Google Scholar]
- Xie, Z.; Gao, H.; Lu, Q.; Wang, J.; Sun, B. Effect of Ag addition on the as-cast microstructure of Cu–8wt.% Fe in situ composites. J. Alloys Compd. 2010, 508, 320–323. [Google Scholar] [CrossRef]
- Kim, Y.S.; Song, J.S.; Hong, S. Thermo-mechanical processing and properties of Cu–Fe–Cr microcomposites. J. Mater. Process. Technol. 2002, 130, 278–282. [Google Scholar] [CrossRef]
- Cui, S.; Jung, I.-H. Thermodynamic modeling of the Cu–Fe-Cr and Cu–Fe-Mn systems. Calphad 2017, 56, 241–259. [Google Scholar] [CrossRef]
- Song, J.; Kim, H.; Lee, C.; Hong, S. Deformation processing and mechanical properties of Cu–Cr–X (X=Ag or Co) microcomposites. J. Mater. Process. Technol. 2002, 130, 272–277. [Google Scholar] [CrossRef]
- Jo, H.R.; Kim, J.; Hong, S.H.; Kim, Y.S.; Park, H.J.; Park, W.J.; Park, J.; Kim, K.B. Effect of silicon on microstructure and mechanical properties of Cu–Fe alloys. J. Alloys Compd. 2017, 707, 184–188. [Google Scholar] [CrossRef]
- Jeong, Y.B.; Jo, H.R.; Kim, J.; Hong, S.H.; Kim, K.B. A study on the micro-evolution of mechanical property and microstructures in (Cu–30Fe)-2X alloys with the addition of minor alloying elements. J. Alloys Compd. 2019, 786, 341–345. [Google Scholar] [CrossRef]
- Wu, Z.; Chen, Y.; Meng, L. Effects of rare earth elements on annealing characteristics of Cu–6wt.% Fe composites. J. Alloys Compd. 2009, 477, 198–204. [Google Scholar] [CrossRef]
- Chen, W.; Hu, X.N.; Guo, W.; Zou, J.; Liu, K.M.; Lu, D.P.; Tan, D.Q. Effects of C addition on the microstructures of As-Cast Cu–Fe–P alloys. Material 2019, 12, 2772. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Gao, H.; Han, Y.; Dai, Y.; Wang, J.; Sun, B. First-principles study on the solubility of iron in dilute Cu–Fe-X alloys. J. Alloys Compd. 2017, 691, 992–996. [Google Scholar] [CrossRef]
- Wu, Z.; Chen, Y.; Meng, L. Microstructure and properties of Cu–Fe microcomposites with prior homogenizing treatments. J. Alloys Compd. 2009, 481, 236–240. [Google Scholar] [CrossRef]
- Li, R.; Zuo, X.; Wang, E. Influence of thermomechanical process and Fe addition on microstructural evolution and properties of Cu–26wt%Ag composite. J. Alloys Compd. 2019, 773, 121–130. [Google Scholar] [CrossRef]
- Liu, K.; Lu, D.; Zhou, H.; Chen, Z.; Atrens, A.; Lu, L. Influence of a high magnetic field on the microstructure and properties of a Cu–Fe–Ag in situ composite. Mater. Sci. Eng. A 2013, 584, 114–120. [Google Scholar] [CrossRef]
- Wurmshuber, M.; Frazer, D.; Bachmaier, A.; Wang, Y.; Hosemann, P.; Kiener, D. Impact of interfaces on the radiation response and underlying defect recovery mechanisms in nanostructured Cu–Fe–Ag. Mater. Des. 2018, 160, 1148–1157. [Google Scholar] [CrossRef]
- Raabe, D.; Miyake, K.; Takahara, H. Processing, microstructure, and properties of ternary high-strength Cu–Cr–Ag in situ composites. Mater. Sci. Eng. A 2000, 291, 186–197. [Google Scholar] [CrossRef]
- Song, J.; Hong, S. Strength and electrical conductivity of Cu–9Fe–1.2Co filamentary microcomposite wires. J. Alloys Compd. 2000, 311, 265–269. [Google Scholar] [CrossRef]
- Liu, Y.; Shao, S.; Liu, K.; Yang, X.; Lu, D. Microstructure refinement mechanism of Cu–7Cr in situ composites with trace Ag. Mater. Sci. Eng. A 2012, 531, 141–146. [Google Scholar] [CrossRef]
- Liu, K.; Jiang, Z.; Zhou, H.; Lu, D.; Atrens, A.; Yang, Y. Effect of heat treatment on the microstructure and properties of deformation-processed Cu–7Cr in situ composites. J. Mater. Eng. Perform. 2015, 24, 4340–4345. [Google Scholar] [CrossRef]
- Spitzig, W.; Pelton, A.; Laabs, F. Characterization of the strength and microstructure of heavily cold worked Cu–Nb composites. Acta Met. 1987, 35, 2427–2442. [Google Scholar] [CrossRef]
- Chou, Y.T. Dislocation pileups and the Hall–Petch relation. Can. J. Phys. 1967, 45, 559–566. [Google Scholar] [CrossRef]
- Li, Y.; Yi, D.; Zhang, J. Comparative study of the influence of Ag on the microstructure and mechanical properties of Cu–10Fe in situ composites. J. Alloys Compd. 2015, 647, 413–418. [Google Scholar] [CrossRef]
- Liu, K.; Lu, D.; Zhou, H.; Yang, Y.; Atrens, A.; Zou, J. Microstructure and properties of a deformation-processed Cu–Cr-Ag in situ composite by directional solidification. J. Mater. Eng. Perform. 2013, 22, 3723–3727. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Zhang, L.; Meng, L. Relationships between mechanical strength and electrical conductivity for Cu–Ag filamentary microcomposites. Appl. Phys. A 2007, 86, 529–532. [Google Scholar] [CrossRef]
- Funkenbusch, P.D.; Courtney, T. Microstructural strengthening in cold worked in situ Cu–14.8vol.% Fe composites. Scr. Met. 1981, 15, 1349–1354. [Google Scholar] [CrossRef]
- Sun, B.; Gao, H.; Wang, J.; Shu, D. Strength of deformation processed Cu–Fe–Ag in situ composites. Mater. Lett. 2007, 61, 1002–1006. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, H.; Zhang, T.; Bi, L.; Tian, W.; Fu, S.; Li, W.; Liu, X.; Ma, F.; Zhang, K.; et al. Mechanism of interaction between the Cu/Cr interface and its chemical mixing on tensile strength and electrical conductivity of a Cu–Cr-Zr alloy. Mater. Des. 2019, 180, 107976. [Google Scholar] [CrossRef]
- Lee, W.-S.; Liu, C.-Y.; Sun, T.-N. Dynamic impact response and microstructural evolution of inconel 690 superalloy at elevated temperatures. Int. J. Impact Eng. 2005, 32, 210–223. [Google Scholar] [CrossRef]
- Liu, J.; Meng, L.; Zeng, Y. Microstructure evolution and properties of Cu–Ag microcomposites with different Ag content. Mater. Sci. Eng. A 2006, 237–244. [Google Scholar] [CrossRef]
- Bevk, J.; Harbison, J.P.; Bell, J.D. Anomalous increase in strength of in situ formed Cu–Nb multifilamentary composites. J. Appl. Phys. 1978, 49, 6031–6038. [Google Scholar] [CrossRef]
- Wendt, H.; Wagner, R. Mechanical properties of Cu–Fe alloys in the transition from solid solution to precipitation hardening. Acta Met. 1982, 30, 1561–1570. [Google Scholar] [CrossRef]
- Liu, S.; Jie, J.; Zhang, J.; Wang, P.; Wang, T.; Li, T.; Yin, G. A surface energy driven dissolution model for immiscible Cu–Fe alloy. J. Mol. Liq. 2018, 261, 232–238. [Google Scholar] [CrossRef]











© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, K.; Sheng, X.; Li, Q.; Zhang, M.; Han, N.; He, G.; Zou, J.; Chen, W.; Atrens, A. Microstructure and Strengthening Model of Cu–Fe In-Situ Composites. Materials 2020, 13, 3464. https://doi.org/10.3390/ma13163464
Liu K, Sheng X, Li Q, Zhang M, Han N, He G, Zou J, Chen W, Atrens A. Microstructure and Strengthening Model of Cu–Fe In-Situ Composites. Materials. 2020; 13(16):3464. https://doi.org/10.3390/ma13163464
Chicago/Turabian StyleLiu, Keming, Xiaochun Sheng, Qingpeng Li, Mengcheng Zhang, Ningle Han, Guangyu He, Jin Zou, Wei Chen, and Andrej Atrens. 2020. "Microstructure and Strengthening Model of Cu–Fe In-Situ Composites" Materials 13, no. 16: 3464. https://doi.org/10.3390/ma13163464
APA StyleLiu, K., Sheng, X., Li, Q., Zhang, M., Han, N., He, G., Zou, J., Chen, W., & Atrens, A. (2020). Microstructure and Strengthening Model of Cu–Fe In-Situ Composites. Materials, 13(16), 3464. https://doi.org/10.3390/ma13163464