The Influence of the Hybridization Process on the Mechanical and Thermal Properties of Polyoxymethylene (POM) Composites with the Use of a Novel Sustainable Reinforcing System Based on Biocarbon and Basalt Fiber (BC/BF)





Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
3.1. Mechanical Performance—Static Tensile Tests and Impact Resistance Measurements
3.2. Heat Resistance—DMTA Analysis and Heat Deflection Measurements
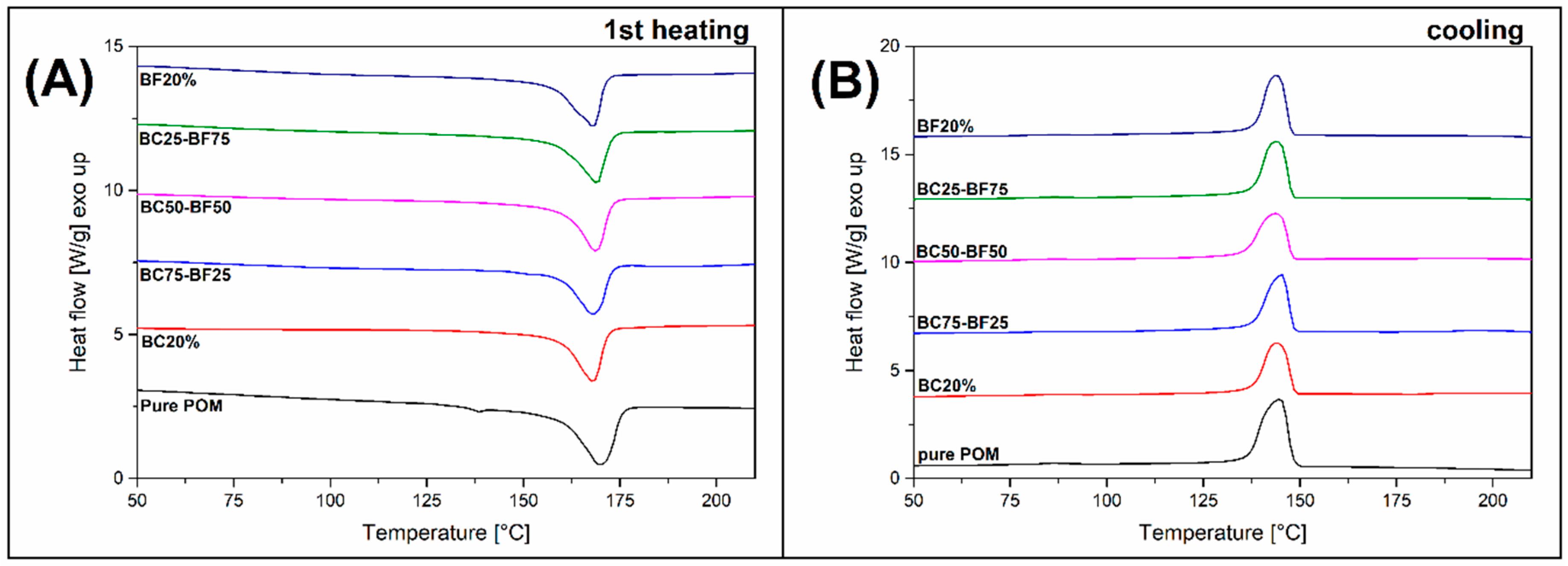
3.3. Thermal Behavior—DSC Analysis
3.4. Rheological Characteristic—Small Amplitude Oscillation Shear Measurements (SAOS)
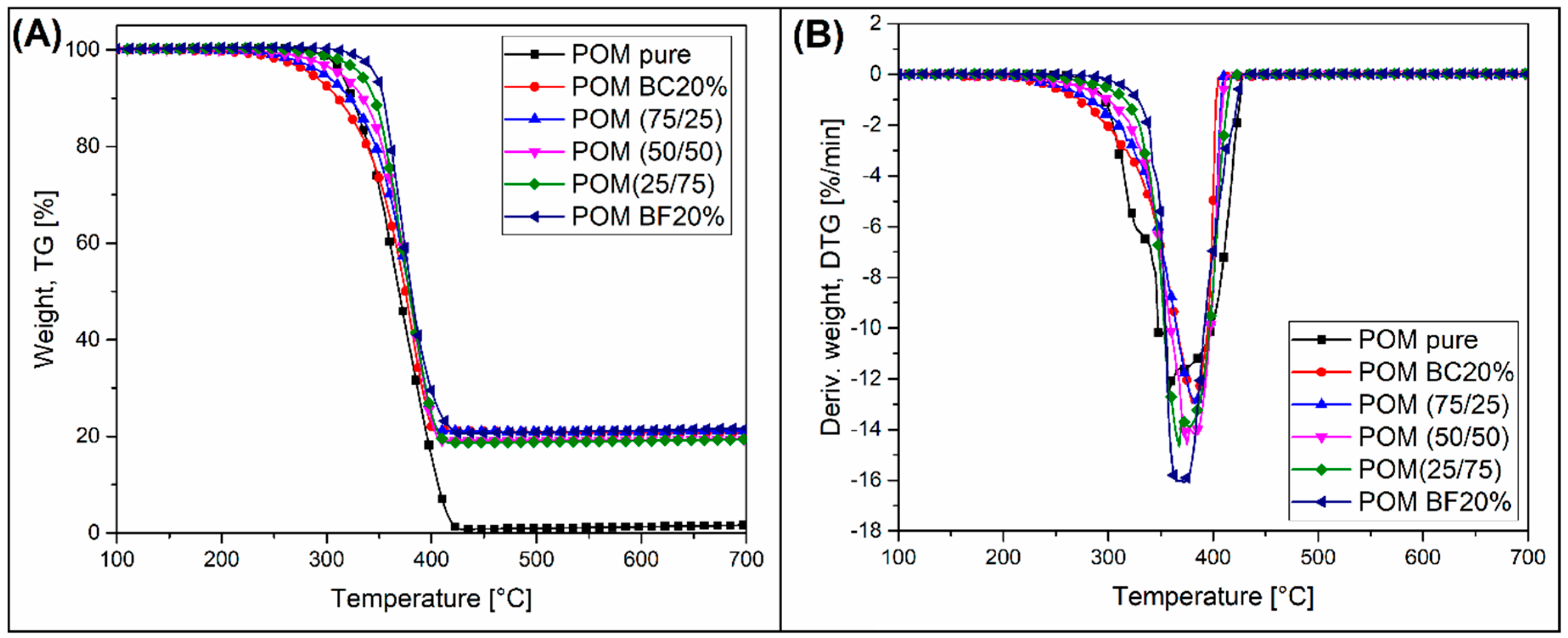
3.5. Thermogravimetric Analysis—TGA Measurements
3.6. Structure Evaluation—Scanning Electron Microscopy Observations (SEM)
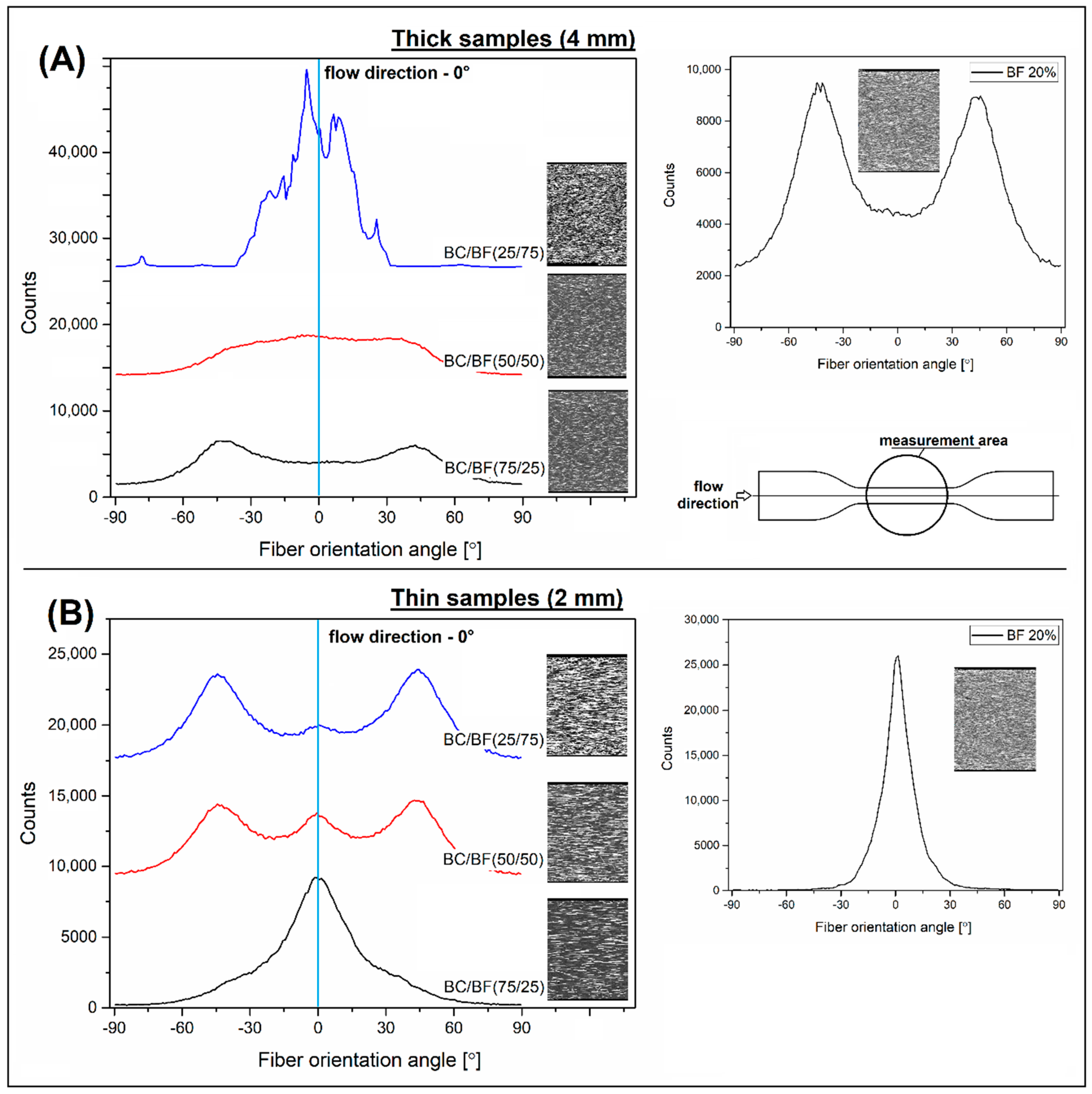
3.7. Fiber Structure Orientation—X-Ray Microtomography Measurements (μCT)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Inman, M.; Thorhallsson, E.R.; Azrague, K. A Mechanical and Environmental Assessment and Comparison of Basalt Fibre Reinforced Polymer (BFRP) Rebar and Steel Rebar in Concrete Beams. Energy Procedia 2017, 111, 31–40. [Google Scholar] [CrossRef]
- Azrague, K.; Inman, M.R.; Alnæs, L.-I.; Schlanbusch, R.D.; Jóhannesson, B. Life Cycle Assessment as a tool for resource optimisation of continuous basalt fibre production in Iceland. In Proceedings of the Life Cycle Assessment and Other Assessment Tools for Waste Management and Resource Optimization, Cetraro, Italy, 5–10 June 2016. [Google Scholar]
- Sigfusson, T.I.; Jóhannesson, B. Sustainable Fibres from Basalt Mining GREENBAS. In Proceedings of the NordMin Workshop, Helsinki, Finland, 20 October 2016. [Google Scholar]
- Gkaidatzis, R. Bio-Based FRP Structures: A Pedestrian Bridge in Schiphol Logistics Park. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2014. [Google Scholar]
- Pulidindi, K.; Panday, H. Polyoxymethylene (POM) Market. Available online: https://www.gminsights.com/industry-analysis/polyoxymethylene-pom-market (accessed on 7 August 2020).
- Walia, K. Polyoxymethylene Market 2025 Report. Available online: https://works.bepress.com/kritika-walia/73/ (accessed on 7 August 2020).
- Wesołowski, J.; Karolina, P. The Polyamide Market. Fibres Text. East. Eur. 2016, 24, 12–18. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Sterzynski, T. Effect of polyhedral oligomeric silsesquioxane on the melting, structure, and mechanical behavior of polyoxymethylene. Polymers 2018, 10, 203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiao, Q.; Chen, Q.; Wang, L.; Chen, H.; Li, Y. Investigation on the crystallization behaviors of polyoxymethylene with a small amount of ionic liquid. Nanomaterials 2019, 9, 206. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Snowdon, M.R.; Mohanty, A.K.; Misra, M. Miscibility and Performance Evaluation of Biocomposites Made from Polypropylene/Poly(lactic acid)/Poly(hydroxybutyrate-cohydroxyvalerate) with a Sustainable Biocarbon Filler. ACS Omega 2017, 2, 6446–6454. [Google Scholar] [CrossRef] [PubMed]
- Behazin, E.; Misra, M.; Mohanty, A.K. Sustainable Biocomposites from Pyrolyzed Grass and Toughened Polypropylene: Structure-Property Relationships. ACS Omega 2017, 2, 2191–2199. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cui, L.; Wang, P.; Zhang, Y.; Zhang, L.; Chen, Y.; Wang, L.; Liu, L.; Guo, X. Combined effect of α-nucleating agents and glass fiber reinforcement on a polypropylene composite: A balanced approach. RSC Adv. 2017, 7, 42783–42791. [Google Scholar] [CrossRef] [Green Version]
- Oh, H.J.; Lee, D.J.; Lee, C.G.; Jo, K.Y.; Lee, D.H.; Song, Y.S.; Youn, J.R. Warpage analysis of a micro-molded parts prepared with liquid crystalline polymer based composites. Compos. Part A Appl. Sci. Manuf. 2013, 53, 34–45. [Google Scholar] [CrossRef]
- Lee, D.J.; Oh, H.; Song, Y.S.; Youn, J.R. Analysis of effective elastic modulus for multiphased hybrid composites. Compos. Sci. Technol. 2012, 72, 278–283. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Knapski, D.; Skórczewska, K. Hybrid effects of basalt fibers and basalt powder on thermomechanical properties of epoxy composites. Compos. Part B Eng. 2017, 125, 157–164. [Google Scholar] [CrossRef]
- Phua, Y.J.; Mohd Ishak, Z.A.; Senawi, R. Injection Molded Short Glass and Carbon Fibers Reinforced Polycarbonate Hybrid Composites: Effects of Fiber Loading. J. Reinf. Plast. Compos. 2010, 29, 2592–2603. [Google Scholar] [CrossRef]
- Zolfaghari, A.; Behravesh, A.H.; Adli, A.; Sarabi, M.T. Continuous glass fiber reinforced wood plastic composite in extrusion process: Feasibility and processing. J. Reinf. Plast. Compos. 2013, 32, 52–60. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Mysiukiewicz, O.; MacIejewski, P. Evaluation of polypropylene hybrid composites containing glass fiber and basalt powder. J. Polym. Eng. 2018, 38, 281–289. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Andrzejewski, J.; Matykiewicz, D.; Medycki, D.; Kloziński, A.; Skórczewska, K.; Szostak, M. Thermo-mechanical and mechanical behavior of hybrid isotactic polypropylene glass fiber reinforced composites (GFRC) modified with calcium carbonate (CaCO3). Polym. Eng. Sci. 2020, 10–13. [Google Scholar] [CrossRef]
- Hasan, M.M.B.; Abdkader, A.; Cherif, C.; Spennato, F. Fibre hybrid composites consisting of discontinuous waste carbon fibre and continuous glass filaments developed for load-bearing structures with improved impact strength. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105610. [Google Scholar] [CrossRef]
- Yang, W.; Hu, Y.; Tai, Q.; Lu, H.; Song, L.; Yuen, R.K.K. Fire and mechanical performance of nanoclay reinforced glass-fiber/PBT composites containing aluminum hypophosphite particles. Compos. Part A Appl. Sci. Manuf. 2011, 42, 794–800. [Google Scholar] [CrossRef]
- Hashemi, S.; Elmes, P.; Sandford, S. Hybrid effects on mechanical properties of polyoxymethylene. Polym. Eng. Sci. 1997, 37, 45–58. [Google Scholar] [CrossRef]
- Abdelwahab, M.; Codou, A.; Anstey, A.; Mohanty, A.K.; Misra, M. Studies on the dimensional stability and mechanical properties of nanobiocomposites from polyamide 6-filled with biocarbon and nanoclay hybrid systems. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105695. [Google Scholar] [CrossRef]
- Matykiewicz, D. Biochar as an Effective Filler of Carbon Fiber Reinforced Bio-Epoxy Composites. Processes 2020, 8, 724. [Google Scholar] [CrossRef]
- Das, O.; Bhattacharyya, D.; Sarmah, A.K. Sustainable eco–composites obtained from waste derived biochar: A consideration in performance properties, production costs, and environmental impact. J. Clean. Prod. 2016, 129, 159–168. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. A novel approach in organic waste utilization through biochar addition in wood/polypropylene composites. Waste Manag. 2015, 38, 132–140. [Google Scholar] [CrossRef] [PubMed]
- Behazin, E.; Misra, M.; Mohanty, A.K. Compatibilization of toughened polypropylene/biocarbon biocomposites: A full factorial design optimization of mechanical properties. Polym. Test. 2017, 61, 364–372. [Google Scholar] [CrossRef]
- Behazin, E.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Long-term performance of β-nucleated toughened polypropylene-biocarbon composites. Compos. Part A Appl. Sci. Manuf. 2017, 105, 274–280. [Google Scholar] [CrossRef]
- Roy, P.; Defersha, F.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Evaluation of the life cycle of an automotive component produced from biocomposite. J. Clean. Prod. 2020, 273, 123051. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Influence of epoxidized natural rubber on the phase structure and toughening behavior of biocarbon reinforced nylon 6 biocomposites. RSC Adv. 2017, 7, 8727–8739. [Google Scholar] [CrossRef] [Green Version]
- Codou, A.; Misra, M.; Mohanty, A.K. Sustainable biocarbon reinforced nylon 6/polypropylene compatibilized blends: Effect of particle size and morphology on performance of the biocomposites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 1–10. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. Thermally Stable Pyrolytic Biocarbon as an Effective and Sustainable Reinforcing Filler for Polyamide Bio-composites Fabrication. J. Polym. Environ. 2018, 26, 3574–3589. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Biocomposites with Size-Fractionated Biocarbon: Influence of the Microstructure on Macroscopic Properties. ACS Omega 2016, 1, 636–647. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.P.; Mohanty, A.K.; Misra, M. Sustainable biocarbon as an alternative of traditional fillers for poly(butylene terephthalate)-based composites: Thermo-oxidative aging and durability. J. Appl. Polym. Sci. 2019, 47722, 47722. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Mohanty, A.K.; Misra, M. Examination of a Biobased Carbon Nucleating Agent on Poly(lactic acid) Crystallization. J. Renew. Mater. 2017, 5, 94–105. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Vikas, G.; Sudheer, M. A review on properties of basalt fiber reinforced polymer composites. Am. J. Mater. Sci. 2017, 7, 156–165. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Kloziński, A.; Skórczewska, K.; Szulc, J.; Piasecki, A. Application of the Basalt Powder as a Filler for Polypropylene Composites With Improved Thermo-Mechanical Stability and Reduced Flammability. Polym. Eng. Sci. 2019, 59, E71–E79. [Google Scholar] [CrossRef]
- ISO-Committee. Plastics—Determination of Tensile Properties (ISO 527-1); ISO-Committee: Geneva, Switzerland, 2012. [Google Scholar]
- ISO-Committee. Plastics—Determination of Charpy Impact Properties (ISO 179-1); ISO-Committee: Geneva, Switzerland, 2010. [Google Scholar]
- ISO-Committee Plastics—Determination of temperature of deflection under load (ISO 75). Int. Stand. 2013, 1–8.
- ISO-Committee Plastics—Thermoplastic materials - Determinatio of Vicat softening temperature (VST) (ISO 306). Int. Stand. 2013, 2004, 1–6.
- Siengchin, S.; Psarras, G.C.; Karger-Kocsis, J. POM/PU/carbon nanofiber composites produced by water-mediated melt compounding: Structure, thermomechanical and dielectrical properties. J. Appl. Polym. Sci. 2010, 116. [Google Scholar] [CrossRef]
- ISO-Committee. Plastics—Method for Determining the Density of Non-Cellular Plastics (ISO 1183); ISO-Committee: Geneve, Switzerland, 2019. [Google Scholar]
- ISO-Committee. Determination of Density by Volumetric Displacement (ISO 12154); ISO-Committee: Geneve, Switzerland, 2014. [Google Scholar]
- Gapiński, B.; Wieczorowski, M.; Swojak, N.; Szymański, M. Geometrical structure analysis of combustible and non-combustible foams by computed tomography. J. Phys. Conf. Ser. 2018, 1065. [Google Scholar] [CrossRef]
- Gapinski, B.; Janicki, P.; Marciniak-Podsadna, L.; Jakubowicz, M. Application of the computed tomography to control parts made on additive manufacturing process. Procedia Eng. 2016, 149, 105–121. [Google Scholar] [CrossRef] [Green Version]
- Clemons, T.D.; Bradshaw, M.; Toshniwal, P.; Chaudhari, N.; Stevenson, A.W.; Lynch, J.; Fear, M.W.; Wood, F.M.; Iyer, K.S. Coherency image analysis to quantify collagen architecture: Implications in scar assessment. RSC Adv. 2018, 8, 9661–9669. [Google Scholar] [CrossRef] [Green Version]
- Rezakhaniha, R.; Agianniotis, A.; Schrauwen, J.T.C.; Griffa, A.; Sage, D.; Bouten, C.V.C.; Van De Vosse, F.N.; Unser, M.; Stergiopulos, N. Experimental investigation of collagen waviness and orientation in the arterial adventitia using confocal laser scanning microscopy. Biomech. Model. Mechanobiol. 2012, 11, 461–473. [Google Scholar] [CrossRef] [Green Version]
- Shkarin, R.; Shkarin, A.; Shkarina, S.; Cecilia, A.; Surmenev, R.A.; Surmeneva, M.A.; Weinhardt, V.; Baumbach, T.; Mikut, R. Quanfima: An open source Python package for automated fiber analysis of biomaterials. PLoS ONE 2019, 14, e0215137. [Google Scholar] [CrossRef] [PubMed]
- Fliegener, S. Micromechanical Finite Element Modeling of Long Fiber Reinforced Thermoplastics. Ph.D. Thesis, Karlsruher Institut fur Technologie (KIT), Freiburg, Germany, 2015. [Google Scholar]
- Karamov, R.; Martulli, L.M.; Kerschbaum, M.; Sergeichev, I.; Swolfs, Y.; Lomov, S.V. Micro-CT based structure tensor analysis of fibre orientation in random fibre composites versus high-fidelity fibre identification methods. Compos. Struct. 2020, 235, 1–19. [Google Scholar] [CrossRef]
- de Pascalis, F.; Nacucchi, M. Volume orientation: A practical solution to analyse the orientation of fibres in composite materials. J. Microsc. 2019, 276, 27–38. [Google Scholar] [CrossRef] [PubMed]
- Andrzejewski, J.; Misra, M.; Mohanty, A.K. Polycarbonate biocomposites reinforced with a hybrid filler system of recycled carbon fiber and biocarbon: Preparation and thermomechanical characterization. J. Appl. Polym. Sci. 2018, 135, 46449. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Abdelwahab, M.; Mohanty, A.K.; Misra, M. Mechanical optimization of virgin and recycled poly(ethylene terephthalate) biocomposites with sustainable biocarbon through a factorial design. Results Mater. 2020, 5, 100060. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Wu, F.; Mohanty, A.K.; Misra, M. Comparative study of the extrinsic properties of poly(lactic acid)-based biocomposites filled with talc: Versus sustainable biocarbon. RSC Adv. 2019, 9, 6752–6761. [Google Scholar] [CrossRef] [Green Version]
- Balint, T.; Chang, B.P.; Mohanty, A.K.; Misra, M. Underutilized Agricultural Co-Product as a Sustainable Biofiller for Polyamide 6,6: Effect of Carbonization Temperature. Molecules 2020, 25, 1455. [Google Scholar] [CrossRef] [Green Version]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Impact of interfacial adhesion on the microstructure and property variations of biocarbons reinforced nylon 6 biocomposites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 32–44. [Google Scholar] [CrossRef]
- Barczewski, M.; Dudziec, B.; Dobrzyńska-Mizera, M.; Sterzyński, T. Synthesis and Influence of Sodium Benzoate Silsesquioxane Based Nucleating Agent on Thermal and Mechanical Properties of Isotactic Polypropylene. J. Macromol. Sci. Part A 2014, 51, 907–913. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Łuczak, P. Cork-wood hybrid filler system for polypropylene and poly(lactic acid) based injection molded composites. Structure evaluation and mechanical performance. Compos. Part B Eng. 2019, 163, 655–668. [Google Scholar] [CrossRef]
- You, X.; Snowdon, M.R.; Misra, M.; Mohanty, A.K. Biobased Poly(ethylene terephthalate)/Poly(lactic acid) Blends Tailored with Epoxide Compatibilizers. ACS Omega 2018, 3, 11759–11769. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.P.; Thakur, S.; Mohanty, A.K.; Misra, M. Novel sustainable biobased flame retardant from functionalized vegetable oil for enhanced flame retardancy of engineering plastic. Sci. Rep. 2019, 9, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barczewski, M.; Mysiukiewicz, O.; Kloziński, A. Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iran. Polym. J. (English Ed.) 2018, 27, 677–688. [Google Scholar] [CrossRef] [Green Version]
- Oommen, Z.; Groeninckx, G.; Thomas, S. Dynamic Mechanical and Thermal Properties of Physically Compatibilized Natural Rubber/Poly ( methyl methacrylate) Blends by the Addition of Natural Rubber-graft- Poly (methyl methacrylate). J. Polym. Sci. Pol. Phys. 1999, 36, 525–536. [Google Scholar] [CrossRef]
- Jyoti, J.; Singh, B.P.; Arya, A.K.; Dhakate, S.R. Dynamic mechanical properties of multiwall carbon nanotube reinforced ABS composites and their correlation with entanglement density, adhesion, reinforcement and C factor. RSC Adv. 2016, 6, 3997–4006. [Google Scholar] [CrossRef]
- Panwar, V.; Pal, K. An optimal reduction technique for rGO/ABS composites having high-end dynamic properties based on Cole-Cole plot, degree of entanglement and C-factor. Compos. Part B Eng. 2017, 114, 46–57. [Google Scholar] [CrossRef]
- Pandey, A.K.; Kumar, R.; Kachhavah, V.S.; Kar, K.K. Mechanical and thermal behaviours of graphite flake-reinforced acrylonitrile-butadiene-styrene composites and their correlation with entanglement density, adhesion, reinforcement and: C factor. RSC Adv. 2016, 6, 50559–50571. [Google Scholar] [CrossRef]
- Qian, Z.; Wang, Y.; Li, J.; Wang, X.; Wu, D. Development of sustainable polyoxymethylene-based composites with recycled carbon fibre: Mechanical enhancement, morphology, and crystallization kinetics. J. Reinf. Plast. Compos. 2014, 33, 294–309. [Google Scholar] [CrossRef]
- Zhao, X.; Ye, L. Structure and mechanical properties of polyoxymethylene/multi-walled carbon nanotube composites. Compos. Part B Eng. 2011, 42, 926–933. [Google Scholar] [CrossRef]
- Schubert, D.; Hertle, S.; Drummer, D. Influence of titanium oxide-based colourants on the morphological and tribomechanical properties of injection-moulded polyoxymethylene spur gears. J. Polym. Eng. 2019, 39, 774–783. [Google Scholar] [CrossRef]
- Hu, Y.; Ye, L. Nucleation effect of polyamide on polyoxymethylene. Polym. Eng. Sci. 2005, 45, 1174–1179. [Google Scholar] [CrossRef]
- Masirek, R.; Piorkowska, E. Nucleation of crystallization in isotactic polypropylene and polyoxymethylene with poly(tetrafluoroethylene) particles. Eur. Polym. J. 2010, 46, 1436–1445. [Google Scholar] [CrossRef]
- Ouyang, C.; Xue, W.; Zhang, D.; Gao, Q.; Li, X.; Zheng, K. Influence of a synthetic ureido nucleating agent on crystallization behavior and mechanical properties of polyamide 6. Polym. Eng. Sci. 2015, 55, 2011–2017. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Andrzejewski, J. Effect of heterogeneous nucleation on isotactic polypropylene-polyoxymethylene blends properties and miscibility. Macromol. Res. 2015, 23. [Google Scholar] [CrossRef]
- Rueda, M.M.; Fulchiron, R.; Martin, G.; Cassagnau, P. Rheology of polypropylene filled with short-glass fibers: From low to concentrated filled composites. Eur. Polym. J. 2017, 93, 167–181. [Google Scholar] [CrossRef]
- Malchev, P.G.; Norder, B.; Picken, S.J.; Gotsis, A.D. The strain dependence of the dynamic moduli of short fiber reinforced thermoplastic blends. J. Rheol. (N. Y.) 2007, 51, 235. [Google Scholar] [CrossRef]
- Picard, M.; Thakur, S.; Misra, M.; Mielewski, D.F.; Mohanty, A.K. Biocarbon from peanut hulls and their green composites with biobased poly(trimethylene terephthalate) (PTT). Sci. Rep. 2020, 10, 1–14. [Google Scholar] [CrossRef]
- Moreira, R.; dos Reis Orsini, R.; Vaz, J.M.; Penteado, J.C.; Spinacé, E.V. Production of Biochar, Bio-Oil and Synthesis Gas from Cashew Nut Shell by Slow Pyrolysis. Waste Biomass Valorization 2017, 8, 217–224. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Matykiewicz, D. Correlation between Processing Parameters and Degradation of Different Polylactide Grades during Twin-Screw Extrusion. Polymers 2020, 12, 1333. [Google Scholar] [CrossRef]
- Archodoulaki, V.M.; Lüftl, S.; Koch, T.; Seidler, S. Property changes in polyoxymethylene (POM) resulting from processing, ageing and recycling. Polym. Degrad. Stab. 2007, 92, 2181–2189. [Google Scholar] [CrossRef]
- Behazin, E.; Ogunsona, E.; Rodriguez-Uribe, A.; Mohanty, A.K.; Misra, M.; Anyia, A.O. Mechanical, Chemical, and Physical Properties of Wood and Perennial Grass Biochars for Possible Composite Application. BioResources 2015, 11, 1334–1348. [Google Scholar] [CrossRef]
- Elnour, A.Y.; Alghyamah, A.A.; Shaikh, H.M.; Poulose, A.M.; Al-Zahrani, S.M.; Anis, A.; Al-Wabel, M.I. Effect of Pyrolysis Temperature on Biochar Microstructural Evolution, Physicochemical Characteristics, and Its Influence on Biochar/Polypropylene Composites. Appl. Sci. 2019, 9, 1149. [Google Scholar] [CrossRef] [Green Version]
- Mazur, K.; Kuciel, S.; Salasinska, K. Mechanical, fire, and smoke behaviour of hybrid composites based on polyamide 6 with basalt/carbon fibres. J. Compos. Mater. 2019, 53, 3979–3991. [Google Scholar] [CrossRef]
- Kuciel, S.; Mazur, K.; Hebda, M. The Influence of Wood and Basalt Fibres on Mechanical, Thermal and Hydrothermal Properties of PLA Composites. J. Polym. Environ. 2020, 28, 1204–1215. [Google Scholar] [CrossRef] [Green Version]
- Bazan, P.; Kuciel, S.; Sądej, M. The influence of adding long basalt fiber on the mechanical and thermal properties of composites based on poly(oxymethylene). J. Thermoplast. Compos. Mater. 2020, 33, 435–450. [Google Scholar] [CrossRef]
- Hamanaka, S.; Yamashita, K.; Nonomura, C.; Thi, T.B.N.; Wakano, T.; Yokoyama, A. Measurement of fiber orientation distribution in injection-molded composites with high filler content. AIP Conf. Proc. 2017, 1914, 1–6. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | |
|---|---|---|
| Extrusion | ||
| Temperature Profile | (C) | 190 (nozzle)-190-190-190-185-185-180-180-175 |
| Screw Speed | rpm | 100 |
| Feeding Rate | kg/h | 3 |
| Injection Molding | ||
| Temperature Profile | (°C) | 200 (nozzle)-200-200-190-180 |
| Injection/Holding Pressure | (bar) | 1050/600 |
| Holding/Cooling Time | (s) | 10/20 |
| Clamping Force | (kN) | 350 |
| Screw Speed | (rpm) | 300 |
| Screw Back Pressure | (bar) | 50 |
| Mold Temperature | (°C) | 80 |
| Sample | Polyoxymethylene (POM) | Biocarbon (BC) | Basalt Fiber (BF) | Density (g/cm3) | Porosity * (%) | |||
|---|---|---|---|---|---|---|---|---|
| (wt.%) | (vol%) | (wt.%) | (vol%) | (wt.%) | (vol%) | |||
| POM pure | 100 | - | - | 1.387 (±0.018) | 1.59 | |||
| POM BC20 | 80 | 82.4 | 20 | 17.6 | - | 1.407 (±0.017) | 2.29 | |
| POM(75/25) | 80 | 84.3 | 15 | 13.0 | 5 | 2.7 | 1.434 (±0.055) | 2.44 |
| POM(50/50) | 80 | 85.8 | 10 | 8.7 | 10 | 5.5 | 1.474 (±0.017) | 1.68 |
| POM(25/75) | 80 | 87.3 | 5 | 4.3 | 15 | 8.4 | 1.497 (±0.003) | 2.11 |
| POM BF20 | 80 | 88.5 | - | 20 | 11.5 | 1.527 (±0.004) | 2.10 | |
| Resin Type (Producer) | Filler Type | Tensile Modulus/Strength (MPa) |
|---|---|---|
| RTP 842 (RTP company) | Mineral filler | 3170/53.4 |
| Duracon TR-20 (Polyplastics) | Mineral Filler | 4500/59 |
| POM-90MC20 (PTS) | Mineral filler | 3310/44.8 |
| Tarnoform 300 GF4 (Grupa Azoty) | Glass fiber | 7900/105 |
| Hostaform C9021 BV1/20 (Celanese) | Glass fiber | 7200/120 |
| RTP 803 (RTP Company) | Glass fiber | 6550/96.5 |
| RTP 803 UV (RTP Company) | Glass fiber | 8270/82.7 |
| RTP 802 SI2 (RTP Company) | Glass fiber | 5860/75.8 |
| Lupital FC2020D (Mitsubishi) | Carbon fiber | 17000/130 |
| Duracon CH-20 (Polyplastics) | Carbon fiber | 14000/144 |
| RTP 883 TFE20 (RTP Company) | Carbon fiber | 13800/103 |
| Sample | Thermomechanical Properties (DMTA/HDT) | ||||
|---|---|---|---|---|---|
| Storage Modulus, G’ at 25 °C (°C) | Storage Modulus, G’ at 135 °C (%) | Degree of Entanglement N | HDT (0.455 MPa) (°C) | ||
| 25 °C | 135 °C | ||||
| POM pure | 1.12 × 109 | 2.05 × 108 | - | 135.5 (0.2) | |
| Composites | |||||
| BC20% | 1.72 × 109 | 4.85 × 108 | 1.15 × 105 | 2.40 × 104 | 154.8 (0.2) |
| BC25-BF75 | 1.82 × 109 | 5.37 × 108 | 1.22 × 105 | 2.64 × 104 | 157.2 (2.0) |
| BC50-BF50 | 1.92 × 109 | 6.27 × 108 | 1.29 × 105 | 3.08 × 104 | 158.8 (1.6) |
| BC75-BF25 | 1.93 × 109 | 6.26 × 108 | 1.29 × 105 | 3.07 × 104 | 160.5 (0.6) |
| BF20% | 2.10 × 109 | 7.72 × 108 | 1.41 × 105 | 3.79 × 104 | 161.8 (0.1) |
| Sample | Thermal Properties | |||
|---|---|---|---|---|
| Enthalpy (J/g) | Melting Peak (°C) | Crystallinity (Content) (%) | Onset Temperature (Crystallization) (°C) | |
| POM Pure | 130.8 | 169.9 | 70.7 | 148.2 |
| Composites | ||||
| BC20% | 100.8 | 167.9 | 68.1 | 148.5 |
| BC25-BF75 | 103.0 | 168.1 | 69.6 | 148.3 |
| BC50-BF50 | 103.4 | 168.6 | 69.9 | 147.9 |
| BC75-BF25 | 105.0 | 169.0 | 70.9 | 147.9 |
| BF20% | 105.4 | 168.0 | 71.2 | 147.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrzejewski, J.; Gapiński, B.; Islam, A.; Szostak, M. The Influence of the Hybridization Process on the Mechanical and Thermal Properties of Polyoxymethylene (POM) Composites with the Use of a Novel Sustainable Reinforcing System Based on Biocarbon and Basalt Fiber (BC/BF). Materials 2020, 13, 3496. https://doi.org/10.3390/ma13163496
Andrzejewski J, Gapiński B, Islam A, Szostak M. The Influence of the Hybridization Process on the Mechanical and Thermal Properties of Polyoxymethylene (POM) Composites with the Use of a Novel Sustainable Reinforcing System Based on Biocarbon and Basalt Fiber (BC/BF). Materials. 2020; 13(16):3496. https://doi.org/10.3390/ma13163496
Chicago/Turabian StyleAndrzejewski, Jacek, Bartosz Gapiński, Aminul Islam, and Marek Szostak. 2020. "The Influence of the Hybridization Process on the Mechanical and Thermal Properties of Polyoxymethylene (POM) Composites with the Use of a Novel Sustainable Reinforcing System Based on Biocarbon and Basalt Fiber (BC/BF)" Materials 13, no. 16: 3496. https://doi.org/10.3390/ma13163496
APA StyleAndrzejewski, J., Gapiński, B., Islam, A., & Szostak, M. (2020). The Influence of the Hybridization Process on the Mechanical and Thermal Properties of Polyoxymethylene (POM) Composites with the Use of a Novel Sustainable Reinforcing System Based on Biocarbon and Basalt Fiber (BC/BF). Materials, 13(16), 3496. https://doi.org/10.3390/ma13163496