Thermal and Mechanical Characterization of Banana Fiber Reinforced Composites for Its Application in Injection Molding



Abstract
:
1. Introduction
2. Materials and Methods
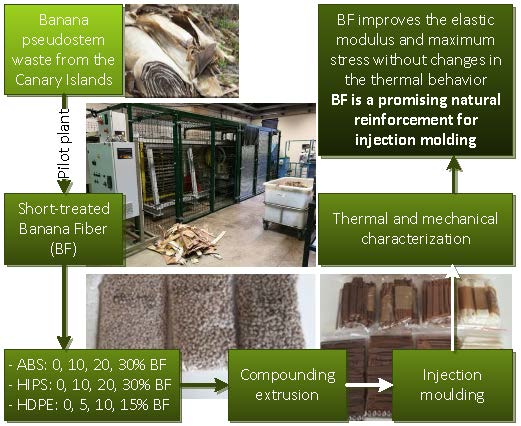
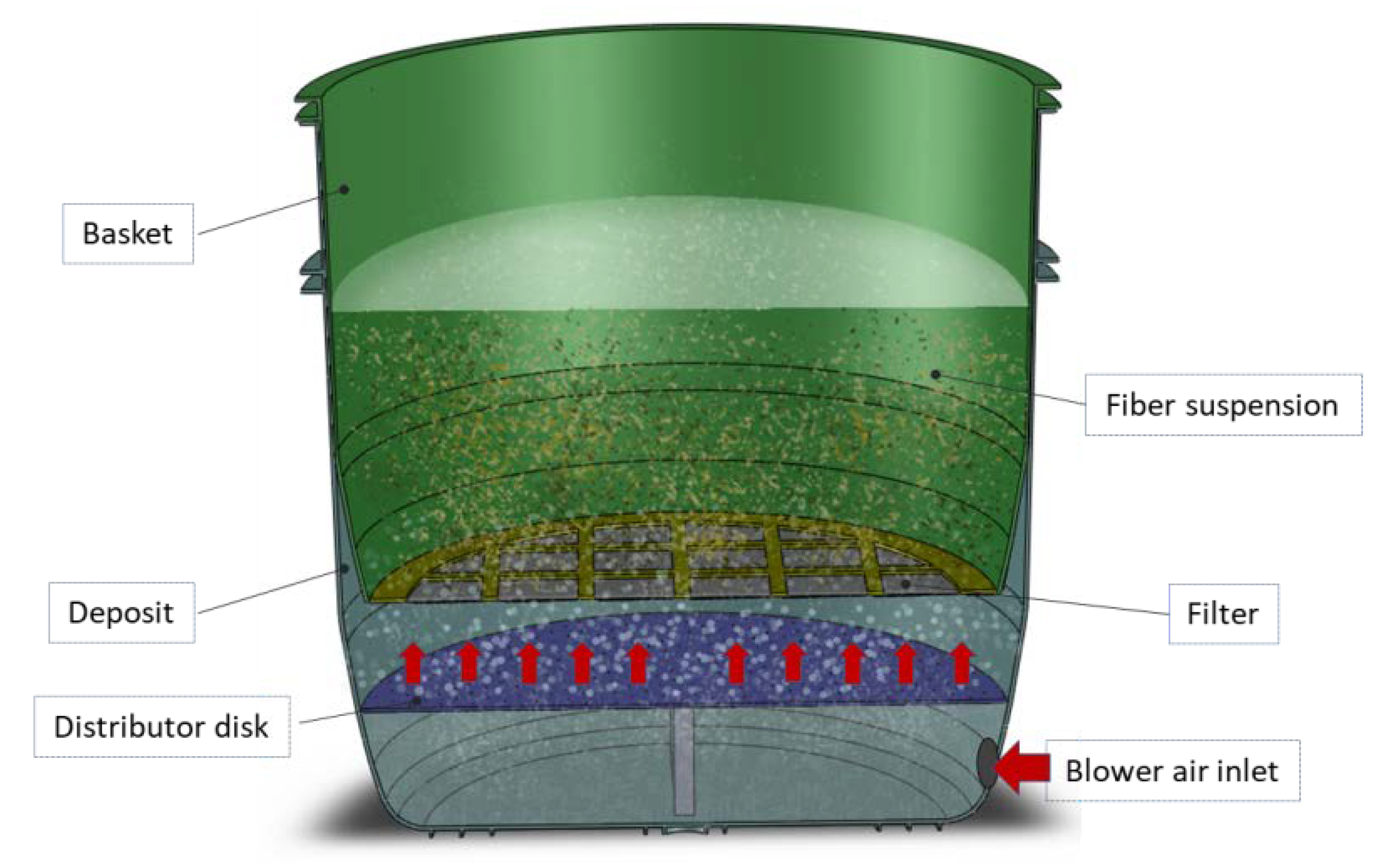
2.1. Fiber Extraction
2.2. Treatment of Banana Fiber
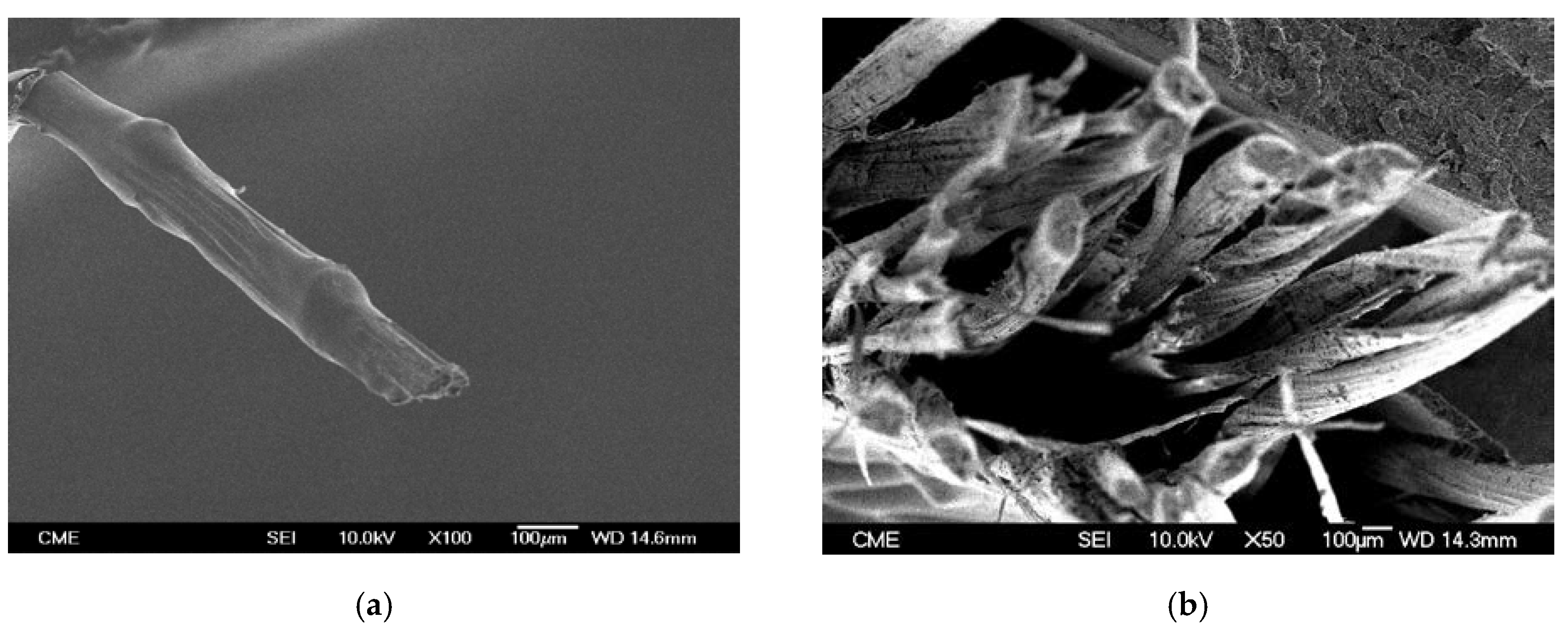
2.3. Characteristics of Treated Banana Fiber
2.4. Polymeric Matrix
2.5. Compounding Processes
- Temperature on cylinder heating zones: 180, 190, 200, and 210 °C
- Plasticizing speed: 50 rpm
- Back pressure: 75 bar
- Switchover point: 6 mm
- Injection speed: 50 mm/s
- Injection pressure: 1000 bar
- Holding pressure and duration: 600 bar (10 s)
- Temperature of tempering unit: 50 °C (cooling time: 23 s)
2.6. Composite Characterization Test
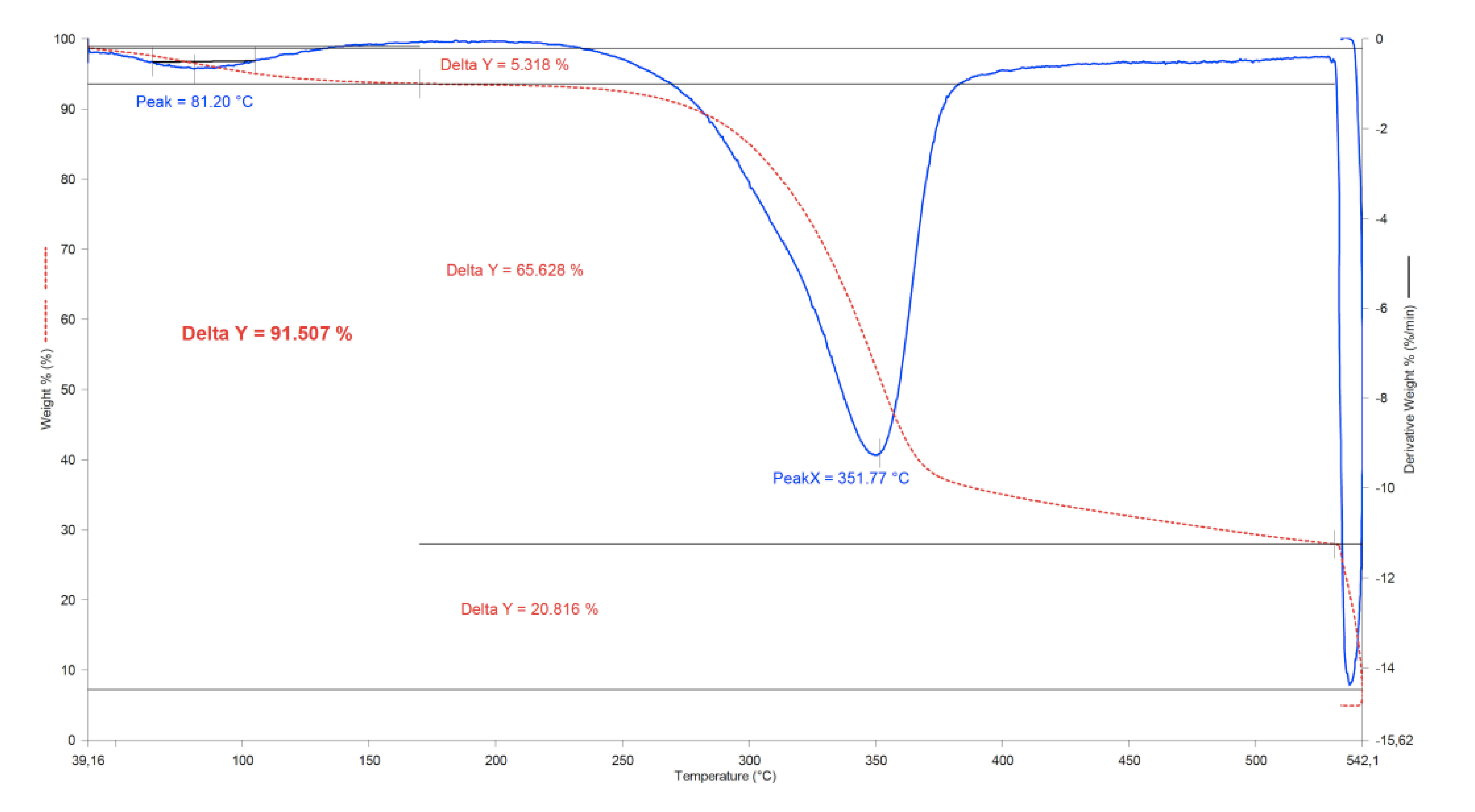
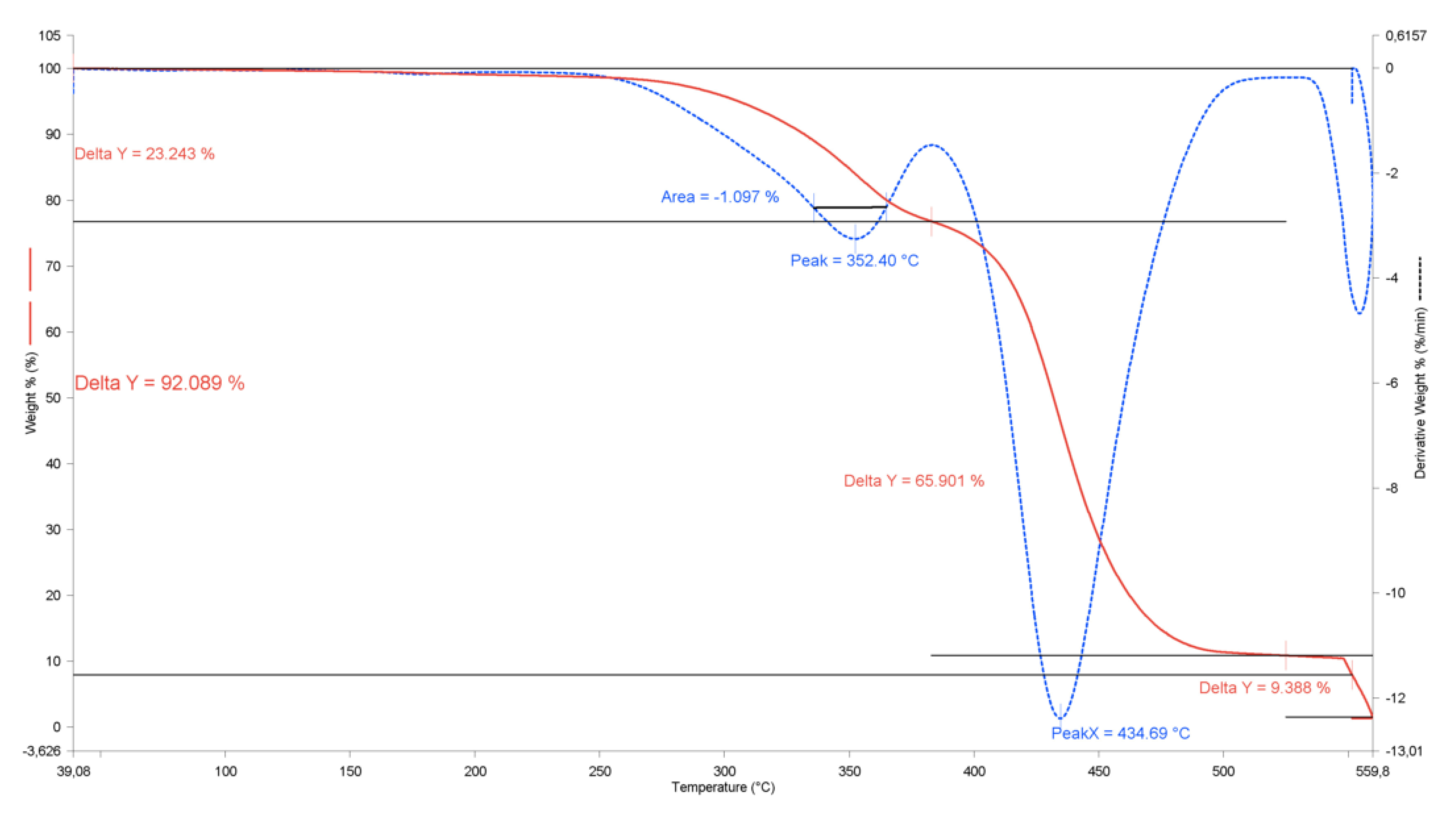
2.6.1. Thermal Gravimetric Analysis (TGA)
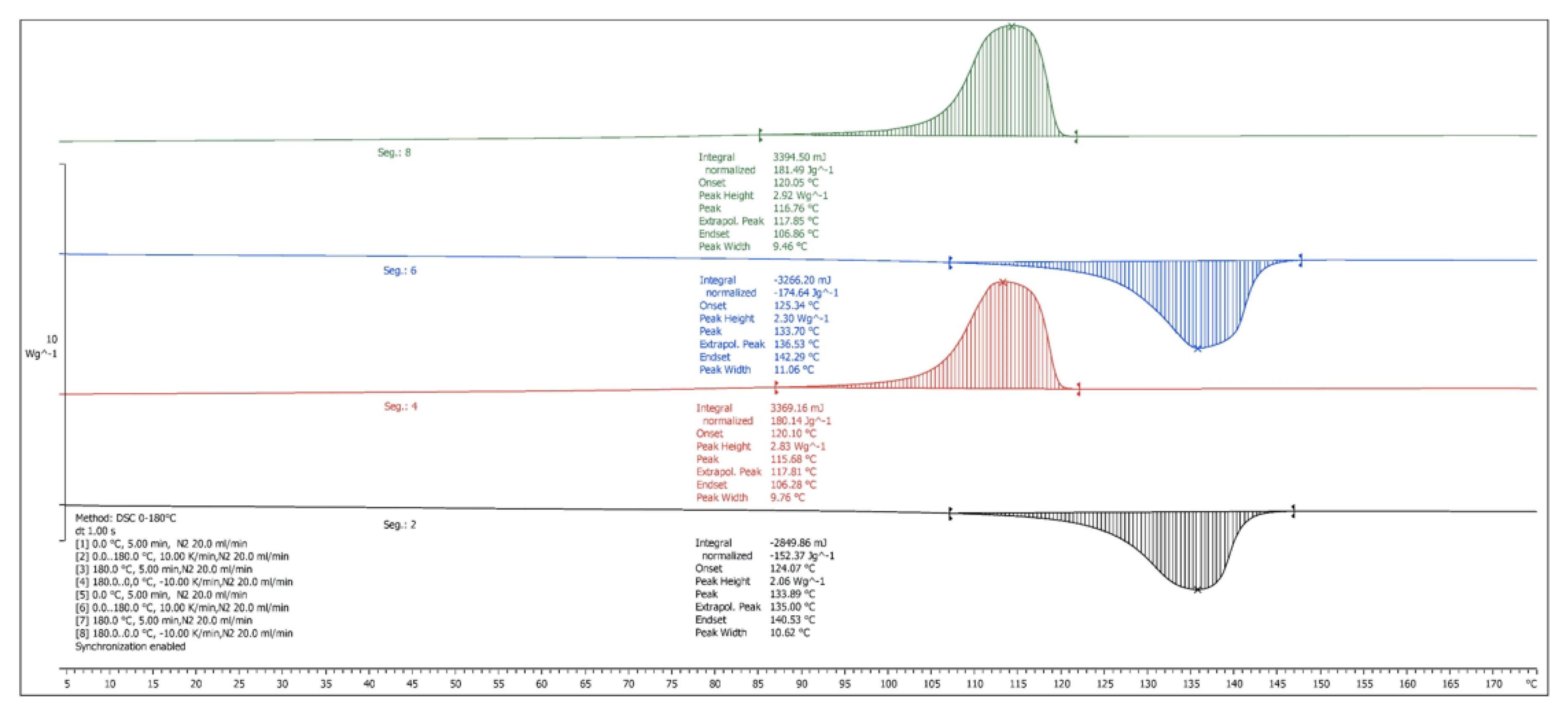
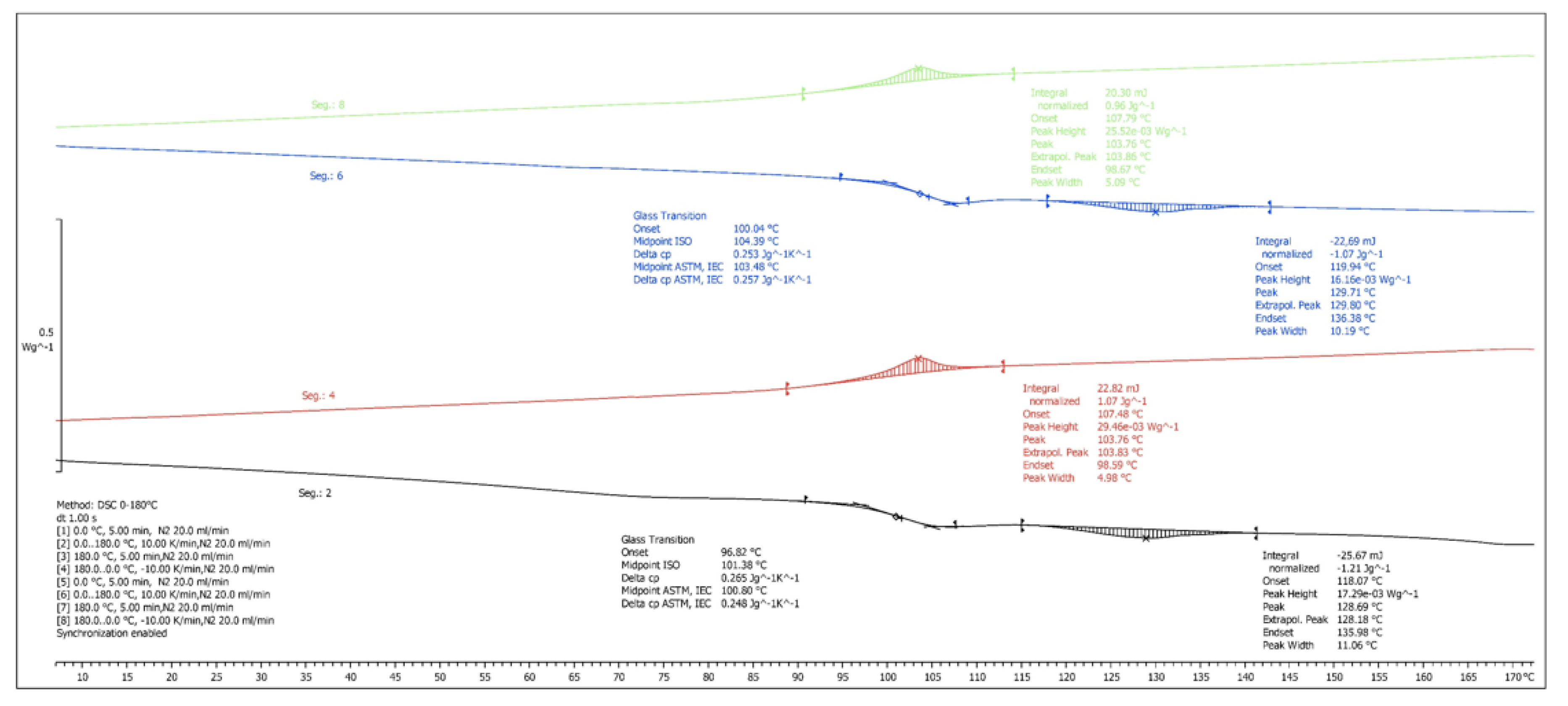
2.6.2. Differential Scanning Calorimetry (DSC)
2.6.3. Melt Flow Index (MFI)
2.6.4. Mechanical Tests
2.6.5. Dynamic Mechanical Analysis (DMA)
3. Results and Discussion
3.1. Thermal Characterization
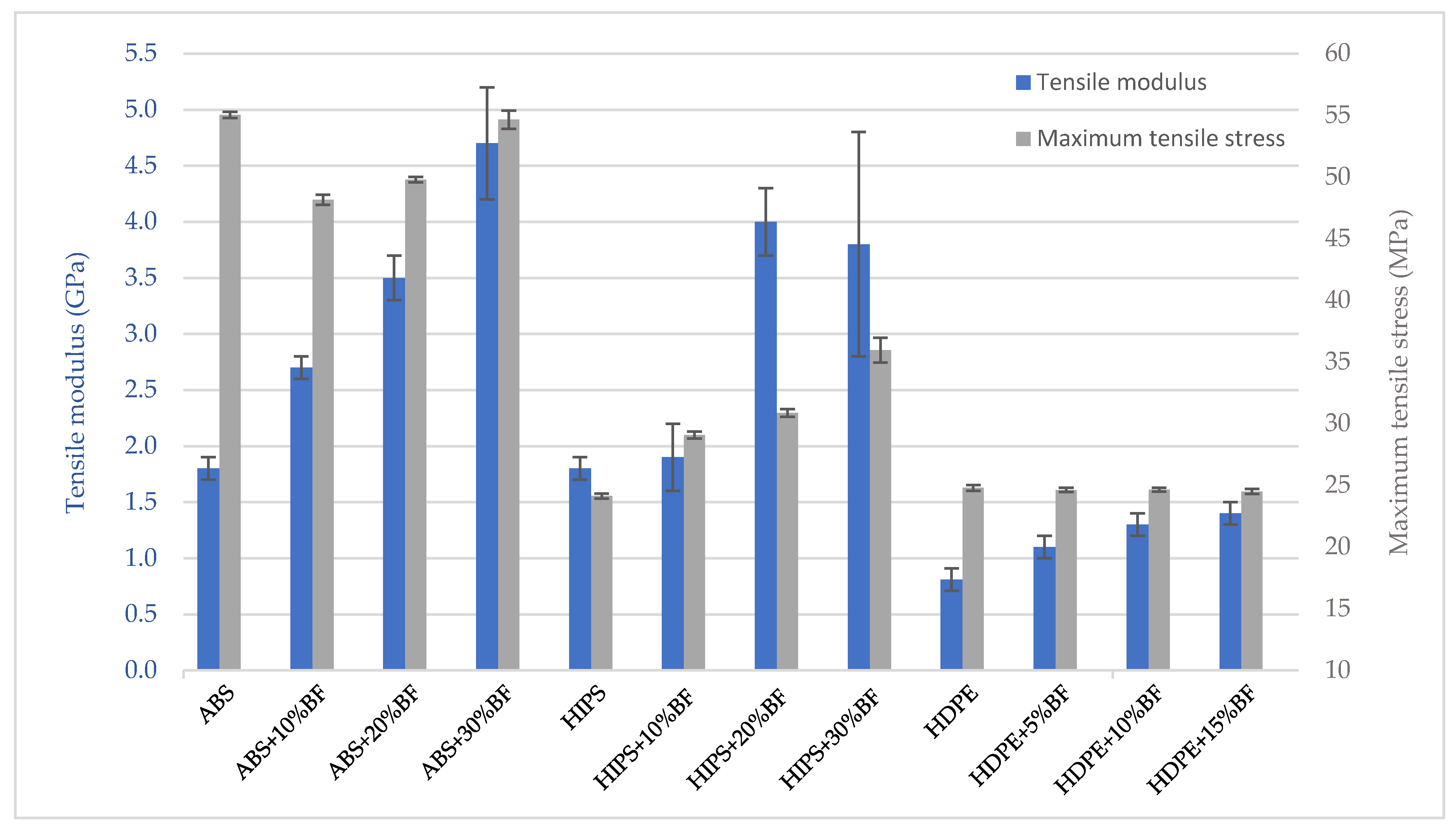
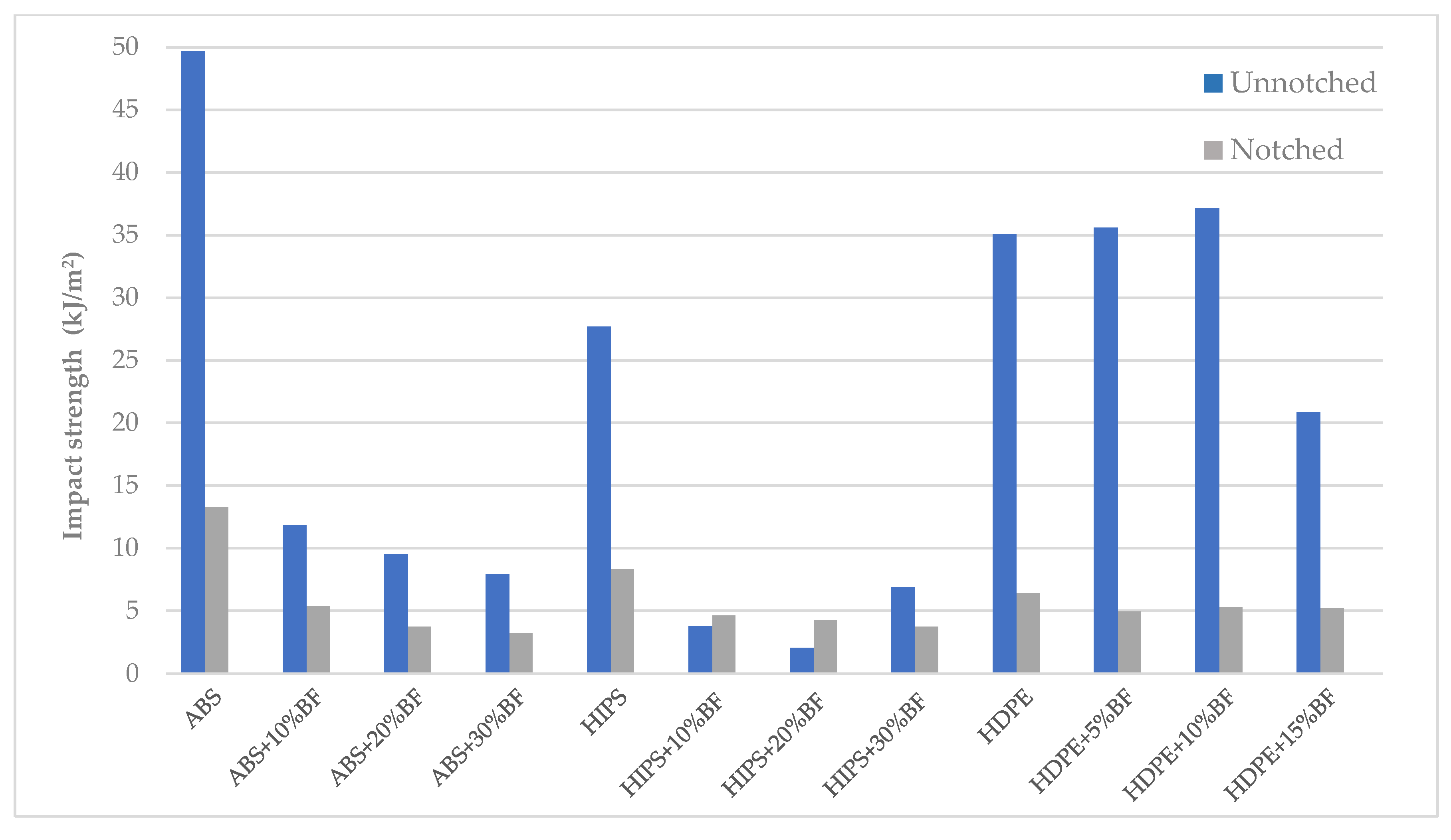
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Soleimani, M.; Tabil, L.; Panigrahi, S.; Opoku, A. The effect of fiber pretreatment and compatibilizer on mechanical and physical properties of flax fiber-polypropylene composites. J. Polym. Environ. 2008, 16, 74–82. [Google Scholar] [CrossRef]
- Benítez, A.N.; Monzón, M.D.; Angulo, I.; Ortega, Z.; Hernández, P.M.; Marrero, M.D. Treatment of banana fiber for use in the reinforcement of polymeric matrices. Measurement 2013, 46, 1065–1073. [Google Scholar] [CrossRef]
- Feigel, B.; Robles, H.; Nelson, J.W.; Whaley, J.M.S.; Bright, L.J. Assessment of Mechanical Property Variation of As-Processed Bast Fibers. Sustainability 2019, 11, 2655. [Google Scholar] [CrossRef] [Green Version]
- Stamboulis, A.; Baillie, C.A.; Peijs, T. Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1105–1115. [Google Scholar] [CrossRef]
- Monzón, M.D.; Ortega, Z.; Benítez, A.N.; Ortega, F.; Díaz, N.; Marrero, M.D. Developments towards a more sustainable rotational moulding process. In Proceedings of the 15th European Conference on Composite Materials: Composites at Venice (ECCM 2012), Venice, Italy, 24–28 June 2012. [Google Scholar]
- Mwaikambo, L. Review of the history, properties and application of plant fibres. Afr. J. Sci. Technol. 2006, 7, 121. [Google Scholar]
- Alkbir, M.F.M.; Sapuan, S.M.; Nuraini, A.A.; Ishak, M.R. Fibre properties and crashworthiness parameters of natural fibre-reinforced composite structure: A literature review. Compos. Struct. 2016, 148, 59–73. [Google Scholar] [CrossRef]
- Ashik, K.P.; Sharma, R.S. A Review on Mechanical Properties of Natural Fiber Reinforced Hybrid Polymer Composites. J. Miner. Mater. Charact. Eng. 2015, 3, 420–426. [Google Scholar] [CrossRef]
- Salvador, M.; Nuez, A.; Sahuquillo, O.; Llorens, R.; Marti, F. Caracterización de fibras vegetales utilizadas como refuerzo en matrices termoplásticos. In Proceedings of the X Congreso Nacional de Materiales, Donostia-San Sebastian, Spain, 18–20 June 2008; pp. 1–4. [Google Scholar]
- Universidad de Las Palmas de Gran Canaria. The Banana Plant Pseudostem: “A Resource with a High Environmental Added Value”. Available online: https://lifebaqua.eu/images/laymans_report_B.pdf (accessed on 5 August 2020).
- Ortega, Z.; Reboso, J.V.; Velasco, M.N.M.; Verona, M.D.M.; González, J.E.G. Use of abaca and banana fibers for water purification. Biointerface Res. Appl. Chem. 2014, 4, 832–835. [Google Scholar]
- Tarrés, Q.; Espinosa, E.; Domínguez-Robles, J.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. The suitability of banana leaf residue as raw material for the production of high lignin content micro/nano fibers: From residue to value-added products. Ind. Crop. Prod. 2017, 99, 27–33. [Google Scholar] [CrossRef]
- Monzón, M.D.; Paz, R.; Verdaguer, M.; Suárez, L.; Badalló, P.; Ortega, Z.; Diaz, N. Experimental analysis and simulation of novel technical textile reinforced composite of banana fibre. Materials 2019, 12, 1134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Elsabbagh, A.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Models of flow behaviour and fibre distribution of injected moulded polypropylene reinforced with natural fibre composites. Compos. Part B Eng. 2019, 162, 198–205. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Faruk, O. Abaca fibre reinforced PP composites and comparison with jute and flax fibre PP composites. Express Polym. Lett. 2007, 1, 755–762. [Google Scholar] [CrossRef]
- Burgstaller, C. A comparison of processing and performance for lignocellulosic reinforced polypropylene for injection moulding applications. Compos. Part B Eng. 2014, 67, 192–198. [Google Scholar] [CrossRef]
- Nuez, L.; Beaugrand, J.; Shah, D.U.; Mayer-Laigle, C.; Bourmaud, A.; D’Arras, P.; Baley, C. The potential of flax shives as reinforcements for injection moulded polypropylene composites. Ind. Crops Prod. 2020, 148, 112324. [Google Scholar] [CrossRef]
- MdRadzi, M.K.F.; Sulong, A.B.; Muhamad, N.; MohdLatiff, M.A.; Ismail, N.F. Effect of Filler Loading and NaOH Addition on Mechanical Properties of Moulded Kenaf/Polypropylene Composite. Pertanika J. Trop. Agric. Sci. 2015, 38, 583–590. [Google Scholar]
- Savetlana, S.; Mulvaney-Johnson, L.; Gough, T.; Kelly, A. Properties of nylon-6-based composite reinforced with coconut shell particles and empty fruit bunch fibres. Plast. Rubber Compos. 2018, 47, 77–86. [Google Scholar] [CrossRef]
- Vishnu Vardhini, K.J.; Murugan, R.; Surjit, R. Effect of alkali and enzymatic treatments of banana fibre on properties of banana/polypropylene composites. J. Ind. Text. 2018, 47, 1849–1864. [Google Scholar] [CrossRef]
- Ortega, Z.; Morón, M.; Monzón, M.D.; Badalló, P.; Paz, R. Production of banana fiber yarns for technical textile reinforced composites. Materials 2016, 9, 370. [Google Scholar] [CrossRef] [Green Version]
- Mochane, M.J.; Mokhena, T.C.; Mokhothu, T.H.; Mtibe, A.; Sadiku, E.R.; Ray, S.S.; Ibrahim, I.D.; Daramola, O.O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Express Polym. Lett. 2019, 13, 159–198. [Google Scholar] [CrossRef]
- Monzón, M.; Suárez, L.A.; Pestana, J.D.; Ortega, F.; Benítez, A.N.; Ortega, Z.; Hernández, P.M.; Marrero, M.D.; Díaz, N.; Paz, R.; et al. Procedimiento Y Máquina Para La Obtención De Fibra a Partir De Hojas. Spanish Patent ES2514215A2, 27 October 2014. [Google Scholar]
- Vega, G.; Monzón, M.; Díaz, N.; Paz, R. Pilot plant for the new use of a waste of banana crop to develop products of plastic composite and aquaculture. In Proceedings of the International Conference on Materials and Nanomaterials, Paris, France, 17–19 July 2019. [Google Scholar]
- Ortega, Z.; Monzón, M.D.; Benítez, A.N.; Kearns, M.; McCourt, M.; Hornsby, P.R. Banana and abaca fiber-reinforced plastic composites obtained by rotational molding process. Mater. Manuf. Process. 2013, 28. [Google Scholar] [CrossRef]
- Diaz, N.; Benítez, A.N.; Ortega, R.; Monzón, M.; Piñeiro, M. Pilot plant for alkali treatment of chopped banana fibre. In Proceedings of the 4th International Conference on Green Chemistry and Sustainable Engineering, Madrid, Spain, 23–25 July 2018. [Google Scholar]
- ISO 1133-1:2011. Plastics. Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method; ISO: Geneva, Switzerland, 2011; Available online: https://www.iso.org/standard/44273.html (accessed on 6 March 2019).
- ISO 527-2:2012. Plastics. Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; ISO: Geneva, Switzerland, 2012; Available online: https://www.iso.org/standard/56046.html (accessed on 6 March 2019).
- ISO 178:2011. Plastics. Determination of Flexural Properties; ISO: Geneva, Switzerland, 2011; Available online: https://www.iso.org/standard/70513.html (accessed on 6 March 2019).
- ISO 179-1:2010. Plastics. Determination of Charpy Impact Properties—Part 1: Non-Instrumented Impact Test; ISO: Geneva, Switzerland, 2010; Available online: https://www.iso.org/standard/44852.html (accessed on 6 March 2019).
- Reddy, B.M.; Mohana Reddy, Y.V.; Mohan Reddy, B.C.; Reddy, R.M. Mechanical, morphological, and thermogravimetric analysis of alkali-treated Cordia-Dichotoma natural fiber composites. J. Nat. Fibers 2020, 17, 759–768. [Google Scholar] [CrossRef]
- Guzmán, R.Z.; Belmontes, F.A.; Romero, S.A.; Monje, A.E. Degradation of blue agave bagasse in low-density polyethylene composites under different processing conditions. J. Compos. Mater. 2014, 48, 3827–3835. [Google Scholar] [CrossRef]
- AlMaadeed, M.A.; Kahraman, R.; Noorunnisa Khanam, P.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Běhálek, L.; Maršálková, M.; Lenfeld, P.; Habr, J.; Bobek, J.; Seidl, M. Study of crystallization of polylactic acid composites and nanocomposites with natural fibres by DSC method. In Proceedings of the NANOCON 2013, Brno, Czech Republic, 16–18 October 2013. [Google Scholar]
- Huda, M.S.; Drzal, L.T. Natural-fiber composites in the automotive sector. In Properties and Performance of Natural-Fibre Composites; Pickering, K.L., Ed.; Elsevier: Amsterdam, The Netherlands; Woodhead Publishing Series in Composites Science and Engineering: Cambridge, UK, 2008; pp. 221–261. [Google Scholar]
- Lei, Y.; Wu, Q.; Yao, F.; Xu, Y. Preparation and properties of recycled HDPE/natural fiber composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1664–1674. [Google Scholar] [CrossRef]
- Ota, W.N.; Amico, S.C.; Satyanarayana, K.G. Studies on the combined effect of injection temperature and fiber content on the properties of polypropylene-glass fiber composites. Compos. Sci. Technol. 2005, 65, 873–881. [Google Scholar] [CrossRef]
- Orue, A.; Jauregi, A.; Unsuain, U.; Labidi, J.; Eceiza, A.; Arbelaiz, A. The effect of alkaline and silane treatments on mechanical properties and breakage of sisal fibers and poly(lactic acid)/sisal fiber composites. Compos. Part A Appl. Sci. Manuf. 2016, 84, 186–195. [Google Scholar] [CrossRef]
- Karmaker, A.C.; Youngquist, J.A. Injection molding of polypropylene reinforced with short jute fibers. J. Appl. Polym. Sci. 1996, 62, 1147–1151. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Specific Tensile Strength (MPa·cm3/g) | Specific Elastic Modulus (MPa·cm3/g) | Reference |
|---|---|---|---|
| Abaca | 540.77 | 19.23 | [6] |
| Cotton | 190.07–500.00 | 3.64–7.88 | [7,8] |
| Bamboo | 358.33–239.56 | 18–32.97 | [7,8] |
| Cane | 142.86–285.71 | 75.51 | [9] |
| Hemp | 210–510 | 20–46.67 | [7,8,10] |
| Ceiba | 300 | 12.9 | [7] |
| Coco | 104.35–827.59 | 3.48–131.03 | [8,9] |
| Kenaf | 2184.62–7005.88 | 161.54–352.94 | [7,8] |
| Flax | 230.00–1000.00 | 15.93–48 | [7,8] |
| Palm (oil) | 101.29–160.00 | 9.57–9.03 | [8] |
| Palm (from dates) | 269.98–431.97 | 151.19 | [9] |
| Pineapple | 287–1130 | 34.17–57 | [7,8,10] |
| Banana tree | 240.00–677.04 | 30.67 | [7,8,9,10] |
| Canary banana tree | 793.08 | 35.38 | [6] |
| Ramie | 400.00–605.16 | 15–82.58 | [7,8] |
| Rosella | 226.67–437.50 | 21.25–22.67 | [8] |
| Sisal | 248.23–441.38 | 9.08–21.43 | [7,8,9,10] |
| Jute | 140–537.93 | 10–39 | [7,8] |
| Fiberglass | 984.25 | 22.05–28.35 | [7,8,9,10] |
| 105–220 °C | 220–290 °C | 290–330 °C | 330–470 °C | 470–900 °C | |
|---|---|---|---|---|---|
| Untreated fiber | 3.7% | 15.4% | 33.1% | 15.2% | 12.9% |
| Treated fiber | 2.4% | 10.8% | 24.4% | 33.7% | 11.2% |
| Matrix | wt.% Banana Fiber | |||
|---|---|---|---|---|
| ABS | 0 1 | 10 | 20 | 30 |
| HIPS | 0 1 | 10 | 20 | 30 |
| HDPE | 0 1 | 5 | 10 | 15 |
| Sample | Weight Loss 2 (%) | Peak T1 (°C) | Peak T2 (°C) | Ashes (%) |
|---|---|---|---|---|
| ABS 1 | - | - | 429.8 | 0.6 |
| ABS + 10% BF | 10.9 | 354.7 | 437.2 | 3.1 |
| ABS + 20% BF | 15.7 | 353.8 | 435.1 | 3.4 |
| ABS + 30% BF | 23.2 | 352.4 | 434.7 | 9.4 |
| HIPS 1 | - | - | 441.7 | 0.4 |
| HIPS + 10% BF | 11.2 | 358.0 | 446.0 | 2.9 |
| HIPS + 20% BF | 17.7 | 357.7 | 447.1 | 3.8 |
| HIPS + 30% BF | 23.2 | 357.9 | 448.8 | 4.2 |
| HDPE 1 | - | - | 490.3 | 0.2 |
| HDPE + 5% BF | 4.1 | 348.6 | 489.9 | 0.7 |
| HDPE + 10% BF | 7.6 | 344.1 | 490.2 | 0.6 |
| HDPE + 15% BF | 9.2 | 354.2 | 488.1 | 2.6 |
| Sample | Tg (°C) | ΔCp (J/g) | Tm (°C) | ΔHm (J/g) | Tc (°C) | ΔHc (J/g) |
|---|---|---|---|---|---|---|
| ABS | 102.1 | 0.3 | 129.3 | 1.5 | 104.4 | 1.8 |
| ABS + 10% BF | 102.1 | 0.3 | 129.4 | 1.3 | 104.1 | 1.4 |
| ABS + 20% BF | 101.7 | 0.2 | 128.5 | 1.8 | 103.9 | 1.1 |
| ABS + 30% BF | 100.8 | 0.2 | 128.7 | 1.2 | 103.8 | 1.1 |
| HIPS | 95.1 | 0.4 | - | - | - | - |
| HIPS + 10% BF | 94.1 | 0.3 | - | - | - | - |
| HIPS + 20% BF | 94.0 | 0.2 | - | - | - | - |
| HIPS + 30% BF | 93.3 | 0.2 | - | - | - | - |
| HDPE | - | - | 134.1 | 183.5 | 116.7 | 205.0 |
| HDPE + 5% BF | - | - | 134.3 | 166.8 | 117.3 | 193.0 |
| HDPE + 10% BF | - | - | 133.0 | 155.2 | 116.4 | 182.9 |
| HDPE + 15% BF | - | - | 133.9 | 152.4 | 115.7 | 180.1 |
| Sample | Tg (°C) | ΔCp (J/g) | Tm (°C) | ΔHm (J/g) | Tc (°C) | ΔHc (J/g) |
|---|---|---|---|---|---|---|
| ABS | 103.6 | 0.3 | 135.0 | 1.3 | 103.9 | 1.6 |
| ABS + 10% BF | 103.5 | 0.3 | 129.8 | 1.4 | 104.1 | 1.1 |
| ABS + 20% BF | 103.1 | 0.2 | 130.3 | 1.2 | 104.5 | 1.0 |
| ABS + 30% BF | 103.5 | 0.3 | 129.7 | 1.1 | 103.8 | 1.0 |
| HIPS | 93.3 | 0.2 | - | - | - | - |
| HIPS + 10% BF | 93.3 | 0.2 | - | - | - | - |
| HIPS + 20% BF | 93.1 | 0.2 | - | - | - | - |
| HIPS + 30% BF | 92.5 | 0.2 | - | - | - | - |
| HDPE | - | - | 133.2 | 207.6 | 117.9 | 209.1 |
| HDPE + 5% BF | - | - | 133.4 | 193.0 | 117.9 | 193.0 |
| HDPE + 10% BF | - | - | 133.6 | 183.3 | 118.1 | 186.8 |
| HDPE + 15% BF | - | - | 133.7 | 174.6 | 116.8 | 181.5 |
| Sample | T (℃) | m (kg) | MFI (g/10 min) |
|---|---|---|---|
| ABS | 220 | 10.00 | 6.4 |
| ABS + 10% BF | 220 | 10.00 | 4.6 |
| ABS + 20% BF | 220 | 10.00 | 3.2 |
| ABS + 30% BF | 220 | 10.00 | 1.8 |
| HIPS | 200 | 5.00 | 10.8 |
| HIPS + 10% BF | 200 | 5.00 | 6.2 |
| HIPS + 20% BF | 200 | 5.00 | 2.9 |
| HIPS + 30% BF | 200 | 5.00 | 0.9 |
| HDPE | 180 | 2.16 | 6.8 |
| HDPE + 5% BF | 180 | 2.16 | 5.4 |
| HDPE + 10% BF | 180 | 2.16 | 4.5 |
| HDPE + 15% BF | 180 | 2.16 | 3.2 |
| Sample | Flexural Modulus (GPa) | Maximum Stress (MPa) | Maximum Elongation (%) |
|---|---|---|---|
| ABS | 2.4 ± 0.0 | 76.7 ± 0.5 | 4.8 ± 0.3 |
| ABS + 10% BF | 3.4 ± 0.0 | 75.4 ± 0.4 | 3.6 ± 0.1 |
| ABS + 20% BF | 4.2 ± 0.1 | 76.3 ± 1.1 | 2.5 ± 0.1 |
| ABS + 30% BF | 5.2 ± 0.0 | 77.3 ± 1.4 | 1.9 ± 0.5 |
| HIPS | 1.7 ± 0.0 | 30.6 ± 0.3 | 5.8 ± 0.5 |
| HIPS + 10% BF | 3.1 ± 0.1 | 45.3 ± 0.5 | 2.9 ± 0.4 |
| HIPS + 20% BF | 3.2 ± 0.4 | 44.3 ± 0.3 | 2.3 ± 0.4 |
| HIPS + 30% BF | 4.7 ± 0.1 | 48.5 ± 1.1 | 1.5 ± 0.1 |
| HDPE | 1.0 ± 0.0 | 22.9 ± 0.1 | 6.9 ± 0.1 |
| HDPE + 5% BF | 1.1 ± 0.0 | 24.2 ± 0.1 | 6.6 ± 0.1 |
| HDPE + 10% BF | 1.4 ± 0.0 | 26.9 ± 0.1 | 6.3 ± 0.1 |
| HDPE + 15% BF | 1.8 ± 0.0 | 29.6 ± 0.1 | 5.8 ± 0.1 |
| Sample | E′ (GPa, 30 °C) | tan ∂ | Tg (°C) |
|---|---|---|---|
| ABS | 2.6 | 1.7 | 114.1 |
| ABS + 10% BF | 2.5 | 1.6 | 116.2 |
| ABS + 20% BF | 3.1 | 1.2 | 117.2 |
| ABS + 30% BF | 3.5 | 1.0 | 117.8 |
| HIPS | 1.8 | 1.6 | 107.1 |
| HIPS + 10% BF | 2.1 | 1.5 | 108.7 |
| HIPS + 20% BF | 2.5 | 1.3 | 110.1 |
| HIPS + 30% BF | 3.1 | 1.2 | 110.6 |
| HDPE | 1.2 | - | - |
| HDPE + 5% BF | 1.4 | - | - |
| HDPE + 10% BF | 1.6 | - | - |
| HDPE + 15% BF | 1.9 | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kusić, D.; Božič, U.; Monzón, M.; Paz, R.; Bordón, P. Thermal and Mechanical Characterization of Banana Fiber Reinforced Composites for Its Application in Injection Molding. Materials 2020, 13, 3581. https://doi.org/10.3390/ma13163581
Kusić D, Božič U, Monzón M, Paz R, Bordón P. Thermal and Mechanical Characterization of Banana Fiber Reinforced Composites for Its Application in Injection Molding. Materials. 2020; 13(16):3581. https://doi.org/10.3390/ma13163581
Chicago/Turabian StyleKusić, Dragan, Uroš Božič, Mario Monzón, Rubén Paz, and Pablo Bordón. 2020. "Thermal and Mechanical Characterization of Banana Fiber Reinforced Composites for Its Application in Injection Molding" Materials 13, no. 16: 3581. https://doi.org/10.3390/ma13163581
APA StyleKusić, D., Božič, U., Monzón, M., Paz, R., & Bordón, P. (2020). Thermal and Mechanical Characterization of Banana Fiber Reinforced Composites for Its Application in Injection Molding. Materials, 13(16), 3581. https://doi.org/10.3390/ma13163581