Influence of Rivet Diameter and Pitch on the Fatigue Performance of Riveted Lap Joints Based on Stress Distribution Analysis



Abstract
:1. Introduction
2. Theoretical Basis
2.1. Interference-Fit Riveting
- (1)
- Free upsetting of the rivet. This stage begins with the punch contacts the upper surface of the rivet, as the movement of punch continues, the rivet shank gradually expands and the rivet material is squeezed into the gap between the rivet shank and hole wall. This stage ends with the rivet shank contacts riveted hole wall.
- (2)
- Interference forming with rivet-hole contact. Under the action of punch movement, the rivet shank continues to be squeezed and the interference between rivet and plates is formed.
- (3)
- Driven head forming. The material flowing in the hole is restricted by the hole wall and the rivet shank is hard to keep expanding. Meanwhile, as the punch continues to press down, the rivet material outside the hole flows in the radial direction to form the driven head.
- (4)
- Springing-back. The punch begins to retreat but remains in contact with the rivet. The elastic deformation of the driven head begins to rebound until the punch is out of contact with the rivet. The squeeze force transmitted by the driven head is reduced, so the plate begins to rebound, too.
- (5)
- Punch out of contact with the rivet. Finally, the residual stress field in the riveting area is formed, the punch is withdrawn and the riveting process is completed.
2.2. Stress Distribution Model of the Multi-Riveted Joint under Tensile Load
3. Simulation Study
3.1. Finite Element Modeling
- Geometric model
- Material properties
- Mesh selection
- Analysis steps
- Load and boundary conditions
- Contact and friction settings
3.2. Simulation Results Analysis
3.2.1. Analysis of Driven Head Dimensions
3.2.2. Analysis of Interference
3.2.3. Analysis of Residual Stress
3.2.4. Analysis of Load Transfer
4. Experiments
4.1. Experimental Procedure and Results
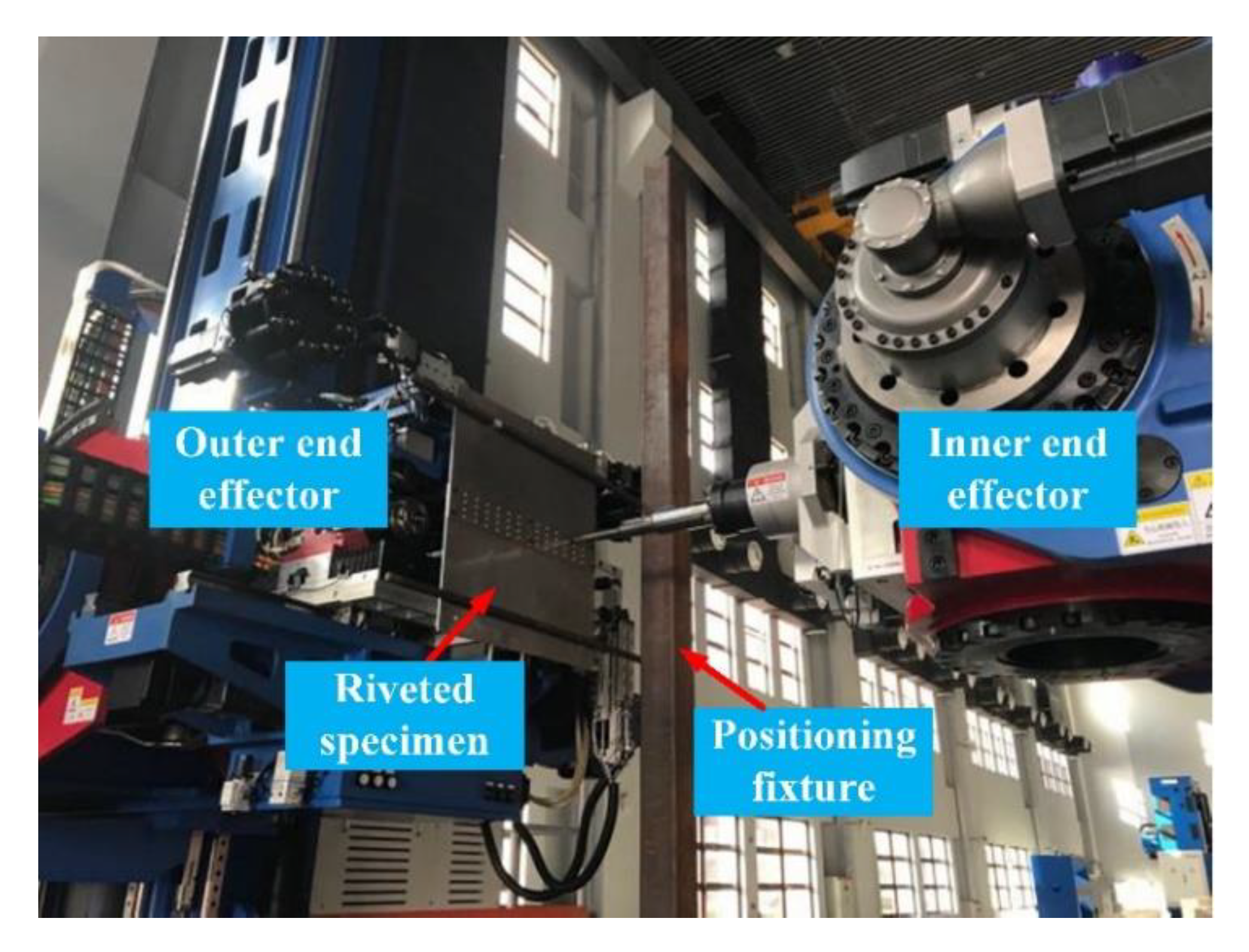
4.1.1. Specimen Production
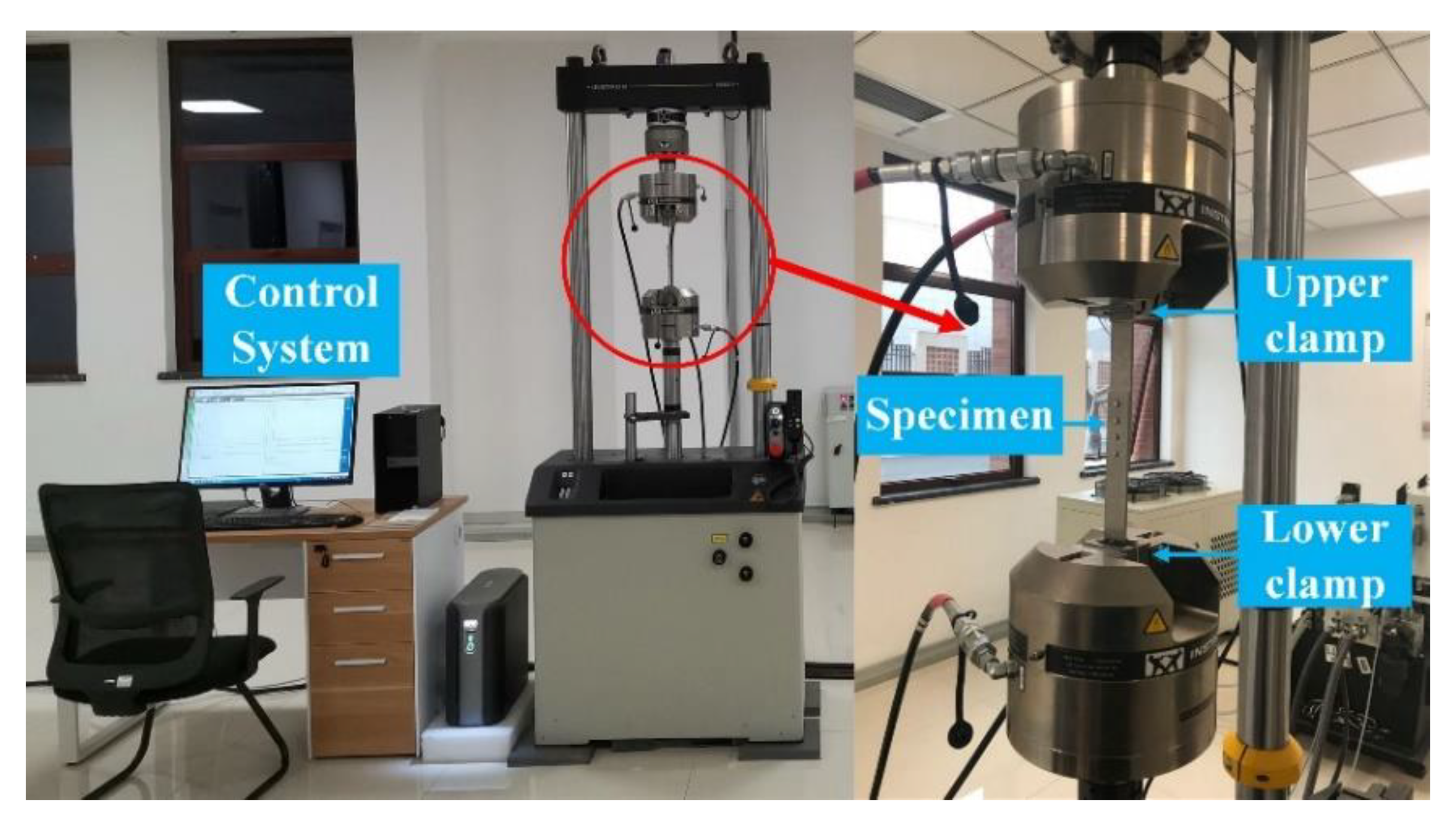
4.1.2. Static Tensile Tests
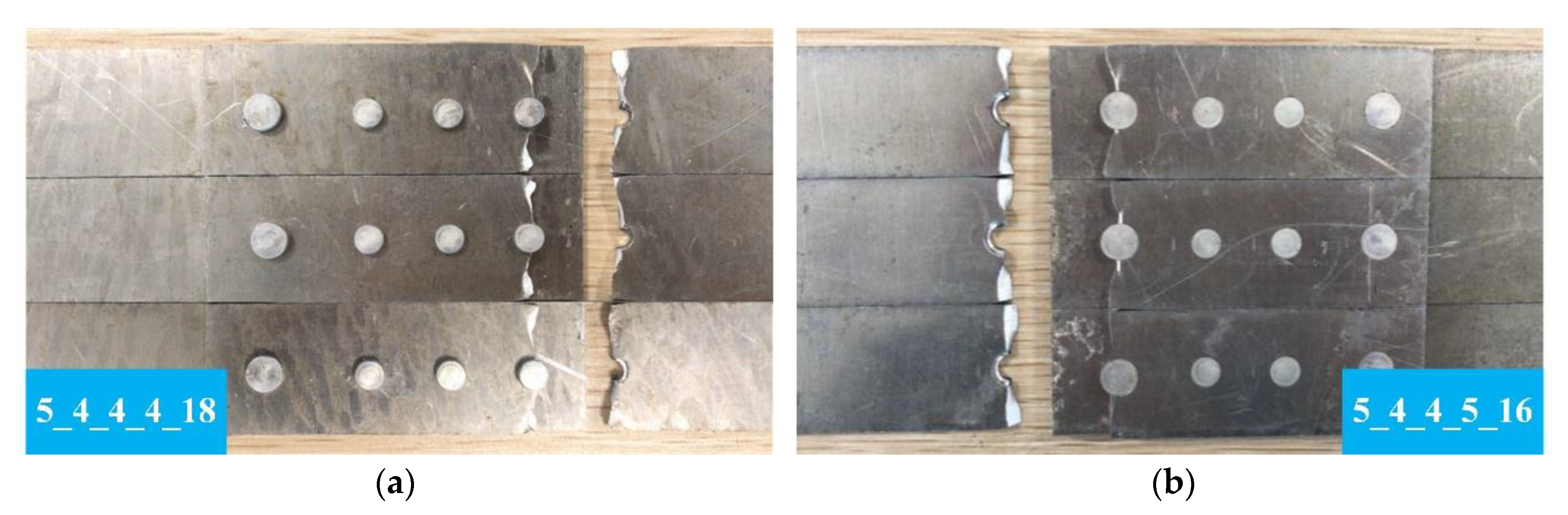
4.1.3. Fatigue Tests
4.2. Experimental Results Discussion
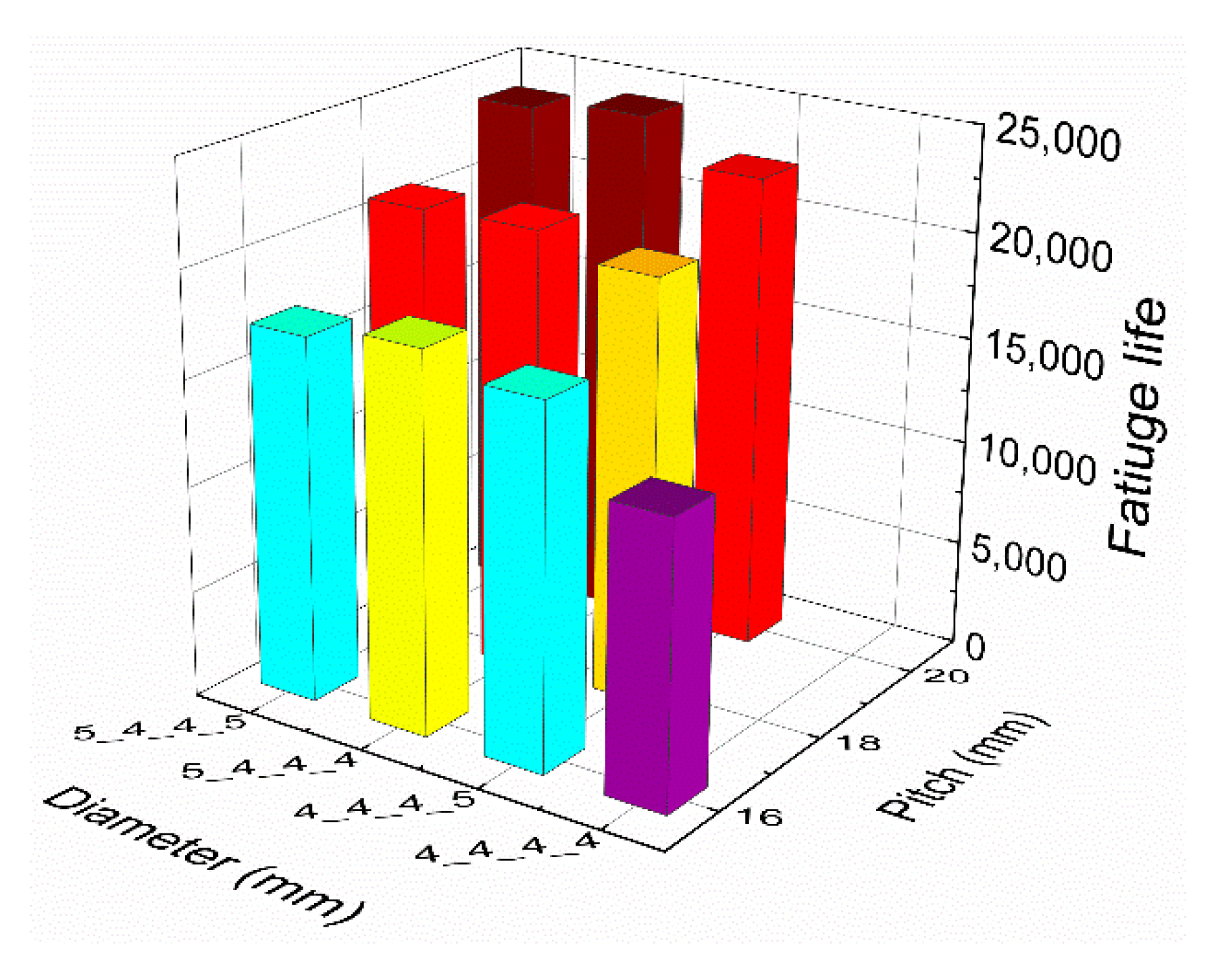
4.2.1. Effect of Rivet Diameter on Fatigue Life of Riveted Lap Joint
4.2.2. Effect of Rivet Pitch on Fatigue Life of Riveted Lap Joint
5. Conclusions
- The difference of bypass load at different positions is an important factor affecting the stress distribution of the riveted lap joint. Moreover, the rivet load and bypass load can be redistributed by optimizing the rivet diameters and pitches, which is beneficial to the fatigue performance of riveted joints.
- The rivet with a larger diameter can produce a larger and broader compressive residual stress field. By increasing the diameter of the rivet farthest from the tensile load, the stress concentration of the rivet nearest to the tensile load can be reduced, thereby the stress distribution of the riveted lap joint can be optimized.
- With the increase of rivet pitch, the rivet load gradually transferred to the rivet with a larger diameter. Moreover, if the rivets are of the same size, the rivet load will transfer to the rivet nearest to the external tensile load.
- In all ten groups of riveted lap joints with different rivet diameters and pitches, the group 5_4_4_4_20 has the longest fatigue life and can be considered as the optimal structural design of riveted lap joints.
Author Contributions
Funding
Conflicts of Interest
References
- Cao, Z.; Zuo, Y. Electromagnetic riveting technique and its applications. Chin. J. Aeronaut. 2020, 33, 5–15. [Google Scholar] [CrossRef]
- Yoon, T.-H.; Kim, S.J. Refined Numerical Simulation of Three-Dimensional Riveting in Laminated Composites. J. Aircr. 2011, 48, 1434–1443. [Google Scholar] [CrossRef]
- Prijanovič, U.; Tonkovič, M.P.; Trdan, U.; Pleterski, M.; Jezeršek, M.; Klobčar, D. Remote Fibre Laser Welding of Advanced High Strength Martensitic Steel. Metals 2020, 10, 533. [Google Scholar] [CrossRef]
- Cheraghi, S.H.; Krishnan, K.; Bajracharya, B. Effect of variations in the riveting process on the quality of riveted joints. Int. J. Adv. Manuf. Technol. 2008, 39, 1156. [Google Scholar] [CrossRef] [Green Version]
- Zheng, B.; Yu, H.; Lai, X. Assembly deformation prediction of riveted panels by using equivalent mechanical model of riveting process. Int. J. Adv. Manuf. Technol. 2017, 92, 1955–1966. [Google Scholar] [CrossRef]
- Lei, C.; Bi, Y.; Li, J.; Ke, Y. Experiment and numerical simulations of a slug rivet installation process based on different modeling methods. Int. J. Adv. Manuf. Technol. 2018, 97, 1481–1496. [Google Scholar] [CrossRef]
- Atre, A.P.; Johnson, W.S. Analysis of the Effects of Interference and Sealant on Riveted Lap Joints. J. Aircr. 2007, 44, 353–364. [Google Scholar] [CrossRef]
- Rans, C.D.; Straznicky, P.V.; Alderiesten, R. Riveting Process Induced Residual Stresses Around Solid Rivets in Mechanical Joints. J. Aircr. 2007, 44, 323–329. [Google Scholar] [CrossRef]
- Zeng, C.; Liao, W.-H.; Tian, W. Influence of initial fit tolerance and squeeze force on the residual stress in a riveted lap joint. Int. J. Adv. Manuf. Technol. 2015, 81, 1643–1656. [Google Scholar] [CrossRef]
- McCarthy, C.; Gray, P. An analytical model for the prediction of load distribution in highly torqued multi-bolt composite joints. Compos. Struct. 2011, 93, 287–298. [Google Scholar] [CrossRef]
- Wu, T.; Zhang, K.; Cheng, H.; Liu, P.; Song, D.; Li, Y. Analytical modeling for stress distribution around interference fit holes on pinned composite plates under tensile load. Compos. Part B: Eng. 2016, 100, 176–185. [Google Scholar] [CrossRef]
- Gray, P.; Higgins, R.M.O.; McCarthy, C. Effects of laminate thickness, tapering and missing fasteners on the mechanical behaviour of single-lap, multi-bolt, countersunk composite joints. Compos. Struct. 2014, 107, 219–230. [Google Scholar] [CrossRef]
- Atre, A.; Johnson, W.S. Effect of Interference on the Mechanics of Load Transfer in Aircraft Fuselage Lap Joints. J. Eng. Mater. Technol. 2006, 129, 356–366. [Google Scholar] [CrossRef]
- Yu, H.; Zheng, B.; Xu, X.; Lai, X. Residual stress and fatigue behavior of riveted lap joints with various riveting sequences, rivet patterns, and pitches. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2306–2319. [Google Scholar] [CrossRef]
- Skorupa, M.; Skorupa, A.; Machniewicz, T.; Korbel, A. Effect of production variables on the fatigue behaviour of riveted lap joints. Int. J. Fatigue 2010, 32, 996–1003. [Google Scholar] [CrossRef]
- Huang, W.; Wang, T.-J.; Garbatov, Y.; Soares, C.G. Fatigue reliability assessment of riveted lap joint of aircraft structures. Int. J. Fatigue 2012, 43, 54–61. [Google Scholar] [CrossRef]
- Muller, R.P.G. An experimental and analytical investigation on the fatigue behaviour of fuselage riveted lap joints, The significance of the rivet squeeze force, and a comparison of 2024-T3 and Glare 3. PhD. Thesis, Faculty of Aerospace Engineering, Delft University of Technology, Delft, The Netherlands, 1995. [Google Scholar]
- Nelson, W.D.; Bunin, B.L.; Hart-Smith, L.J. Critical Joints in Large Composite Aircraft Structure; McDonnell-Douglas Corp: Long Beach, CA, USA, January 1983. [Google Scholar]
- Anonymous. Manual of Aircraft Riveting Assembly Process; National Defense Industry Press: Beijing, China, 1984. [Google Scholar]
- Li, G.; Shi, G.; Bellinger, N.C. Studies of Residual Stress in Single-Row Countersunk Riveted Lap Joints. J. Aircr. 2006, 43, 592–599. [Google Scholar] [CrossRef]
- Zhang, K.; Cheng, H.; Li, Y. Riveting Process Modeling and Simulating for Deformation Analysis of Aircraft’s Thin-walled Sheet-metal Parts. Chin. J. Aeronaut. 2011, 24, 369–377. [Google Scholar] [CrossRef] [Green Version]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Rivet Diameter of #4 | Rivet Diameter of #3 | Rivet Diameter of #2 | Rivet Diameter of #1 | Rivet Pitch |
|---|---|---|---|---|---|
| 4_4_4_4_16 | 4 | 4 | 4 | 4 | 16 |
| 5_4_4_4_16 | 5 | 4 | 4 | 4 | 16 |
| 5_4_4_4_18 | 5 | 4 | 4 | 4 | 18 |
| 5_4_4_4_20 | 5 | 4 | 4 | 4 | 20 |
| 4_4_4_5_16 | 4 | 4 | 4 | 5 | 16 |
| 4_4_4_5_18 | 4 | 4 | 4 | 5 | 18 |
| 4_4_4_5_20 | 4 | 4 | 4 | 5 | 20 |
| 5_4_4_5_16 | 5 | 4 | 4 | 5 | 16 |
| 5_4_4_5_18 | 5 | 4 | 4 | 5 | 18 |
| Material Parameter | 2024-T3 | 2117-T4 |
|---|---|---|
| Young’s modulus, E | 72.4 GPa | 71.7 GPa |
| Poisson’s ratio, v | 0.33 | 0.33 |
| Yield stress, | 310 MPa | 172 MPa |
| Strength coefficient, C 1 | 745 MPa | 544 MPa |
| Hardening exponent, m 1 | 0.164 | 0.15 |
| Diameter of Driven Head | Height of Driven Head | |||
|---|---|---|---|---|
| Standard 1 | Simulation | Standard 1 | Simulation | |
| 4 | 6.0 ± 0.4 | 6.29 | 2.75 | |
| 5 | 7.5 ± 0.5 | 7.71 | 3.52 | |
| Group | #4 Rivet | #3 Rivet | #2 Rivet | #1 Rivet |
|---|---|---|---|---|
| 4_4_4_4_16 | 25.20% | 24.51% | 23.56% | 26.73% |
| 5_4_4_4_16 | 23.33% | 21.90% | 21.08% | 33.69% |
| 5_4_4_4_18 | 22.15% | 21.39% | 20.86% | 35.61% |
| 5_4_4_4_20 | 20.66% | 21.63% | 20.94% | 36.77% |
| 4_4_4_5_16 | 31.33% | 21.84% | 22.00% | 24.83% |
| 4_4_4_5_18 | 33.68% | 21.75% | 21.71% | 22.86% |
| 4_4_4_5_20 | 34.23% | 21.89% | 21.93% | 21.96% |
| 5_4_4_5_16 | 31.55% | 16.42% | 18.10% | 33.93% |
| 5_4_4_5_18 | 30.27% | 16.58% | 17.57% | 35.57% |
| 4_4_4_4_16 | 28.59% | 17.08% | 18.01% | 36.32% |
| Group | Rivet Load of #4 Rivet | Variation 1 | Rivet Load of #1 Rivet | Variation 1 | Bypass Load of #4 Rivet | Variation 1 | Bypass Load of #1 Rivet | Variation 1 |
|---|---|---|---|---|---|---|---|---|
| 4_4_4_4_16 | 2671.20 | - | 2833.38 | - | 7928.80 | - | 7766.62 | - |
| 4_4_4_5_16 | 2472.98 | −7.42% | 3571.14 | 26.04% | 8127.02 | 2.50% | 7028.86 | −9.50% |
| 4_4_4_5_18 | 2347.60 | −12.11% | 3774.18 | 33.20% | 8252.40 | 4.08% | 6825.82 | −12.11% |
| 4_4_4_5_20 | 2189.43 | −18.04% | 3898.04 | 37.58% | 8410.57 | 6.08% | 6701.96 | −13.71% |
| 5_4_4_4_16 | 3320.98 | 24.33% | 2631.98 | −7.11% | 7279.02 | −8.20% | 7968.02 | 2.59% |
| 5_4_4_4_18 | 3570.50 | 33.67% | 2423.24 | −14.48% | 7029.50 | −11.34% | 8176.76 | 5.28% |
| 5_4_4_4_20 | 3628.10 | 35.82% | 2327.26 | −17.86% | 6971.90 | −12.07% | 8272.74 | 6.52% |
| 5_4_4_5_16 | 3344.57 | 25.21% | 3596.10 | 26.92% | 7255.44 | −8.49% | 7003.90 | −9.82% |
| 5_4_4_5_18 | 3208.80 | 20.13% | 3770.84 | 33.09% | 7391.20 | −6.78% | 6829.16 | −12.07% |
| 5_4_4_5_20 | 3030.18 | 13.44% | 3850.09 | 35.88% | 7569.82 | −4.53% | 6749.91 | −13.09% |
| Rivet Diameter | Diameter of Driven Head | Height of Driven Head | ||||
|---|---|---|---|---|---|---|
| Simulation | Experiment | Error | Simulation | Experiment | Error | |
| 4 | 6.29 | 6.21 | 1.27% | 2.75 | 2.87 | 4.36% |
| 5 | 7.71 | 7.56 | 1.95% | 3.52 | 3.71 | 5.40% |
| Group | Specimen 1 | Specimen 2 | Specimen 3 | Average |
|---|---|---|---|---|
| 4_4_4_4_16 | 15.250 | 15.147 | 15.188 | 15.195 |
| Group | Specimen | Fatigue Life | Average | Crack Site |
|---|---|---|---|---|
| 4_4_4_4_16 | 1 | 12,867 | 13,355 | lower plate near #4 rivet |
| 2 | 14,449 | upper plate near #1 rivet | ||
| 3 | 12,748 | lower plate near #4 rivet | ||
| 4_4_4_5_16 | 1 | 16,047 | 16,986 | lower plate near #4 rivet |
| 2 | 16,045 | lower plate near #4 rivet | ||
| 3 | 18,867 | lower plate near #4 rivet | ||
| 4_4_4_5_18 | 1 | 18,176 | 20,070 | lower plate near #4 rivet |
| 2 | 21,874 | lower plate near #4 rivet | ||
| 3 | 20,161 | lower plate near #4 rivet | ||
| 4_4_4_5_20 | 1 | 23,966 | 22,487 | lower plate near #4 rivet |
| 2 | 23,260 | lower plate near #4 rivet | ||
| 3 | 20,236 | upper plate near #1 rivet | ||
| 5_4_4_4_16 | 1 | 17,801 | 17,920 | upper plate near #1 rivet |
| 2 | 17,202 | upper plate near #1 rivet | ||
| 3 | 18,756 | upper plate near #1 rivet | ||
| 5_4_4_4_18 | 1 | 22,082 | 21,037 | upper plate near #1 rivet |
| 2 | 18,252 | upper plate near #1 rivet | ||
| 3 | 22,777 | upper plate near #1 rivet | ||
| 5_4_4_4_20 | 1 | 25,171 | 24,389 | upper plate near #1 rivet |
| 2 | 21,421 | upper plate near #1 rivet | ||
| 3 | 26,574 | lower plate near #4 rivet | ||
| 5_4_4_5_16 | 1 | 19,961 | 17,183 | lower plate near #4 rivet |
| 2 | 15,148 | lower plate near #4 rivet | ||
| 3 | 16,441 | lower plate near #4 rivet | ||
| 5_4_4_5_18 | 1 | 20,986 | 20,897 | lower plate near #4 rivet |
| 2 | 20,580 | lower plate near #4 rivet | ||
| 3 | 21,126 | lower plate near #4 rivet | ||
| 5_4_4_5_20 | 1 | 26,751 | 23,819 | lower plate near #4 rivet |
| 2 | 24,121 | lower plate near #4 rivet | ||
| 3 | 20,585 | lower plate near #4 rivet |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhao, A.; Ke, Z.; Zhu, Z.; Bi, Y. Influence of Rivet Diameter and Pitch on the Fatigue Performance of Riveted Lap Joints Based on Stress Distribution Analysis. Materials 2020, 13, 3625. https://doi.org/10.3390/ma13163625
Liu J, Zhao A, Ke Z, Zhu Z, Bi Y. Influence of Rivet Diameter and Pitch on the Fatigue Performance of Riveted Lap Joints Based on Stress Distribution Analysis. Materials. 2020; 13(16):3625. https://doi.org/10.3390/ma13163625
Chicago/Turabian StyleLiu, Jintong, Anan Zhao, Zhenzheng Ke, Zhendong Zhu, and Yunbo Bi. 2020. "Influence of Rivet Diameter and Pitch on the Fatigue Performance of Riveted Lap Joints Based on Stress Distribution Analysis" Materials 13, no. 16: 3625. https://doi.org/10.3390/ma13163625
APA StyleLiu, J., Zhao, A., Ke, Z., Zhu, Z., & Bi, Y. (2020). Influence of Rivet Diameter and Pitch on the Fatigue Performance of Riveted Lap Joints Based on Stress Distribution Analysis. Materials, 13(16), 3625. https://doi.org/10.3390/ma13163625