Microstructures and Properties of AlMgTi-Based Metal-Intermetallic Laminate Composites by Dual-Steps Vacuum Hot Pressing

Abstract
:1. Introduction
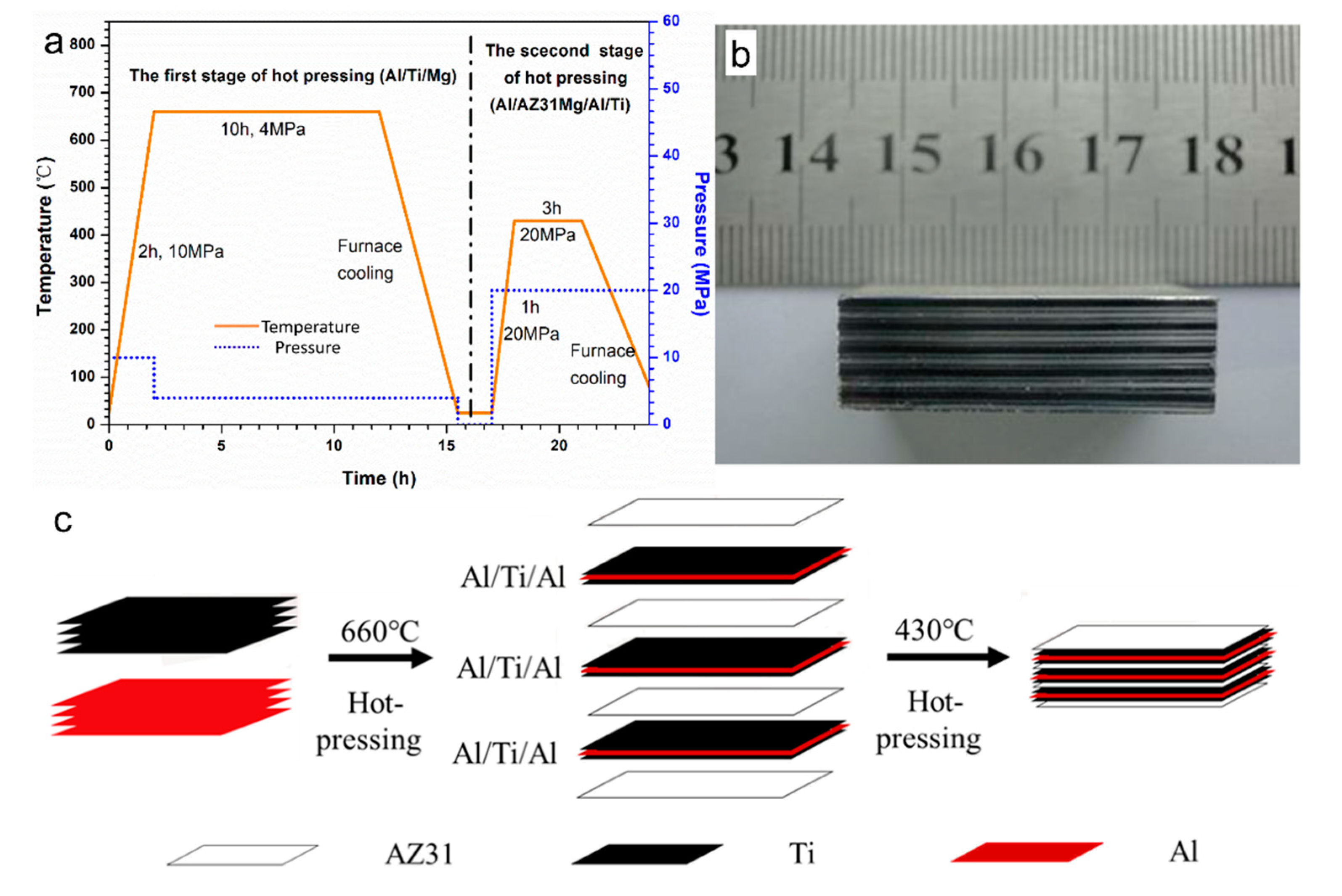
2. Materials and Methods
3. Results and Discussion
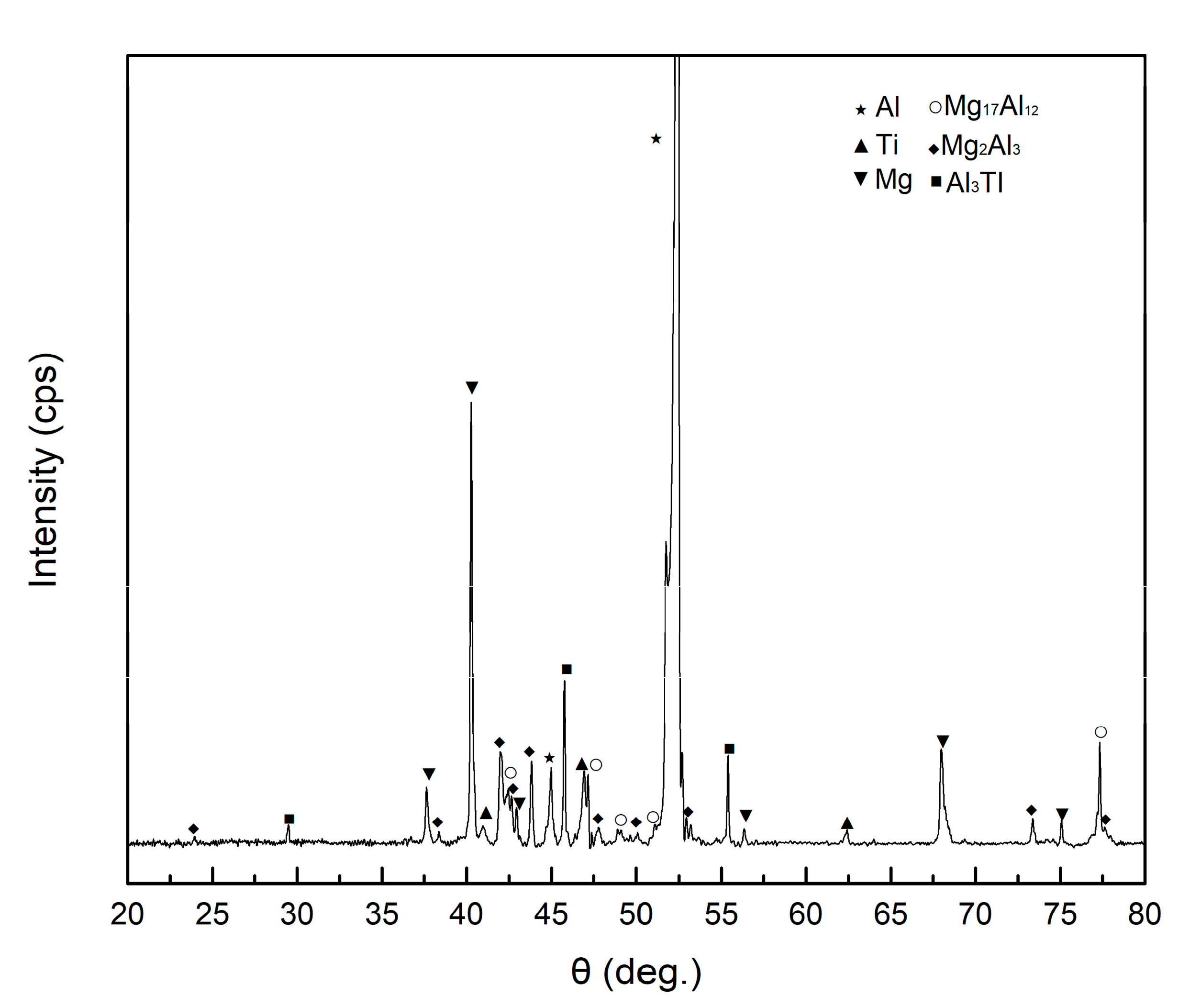
3.1. Microstructure
3.2. Micro-Hardness Distribution
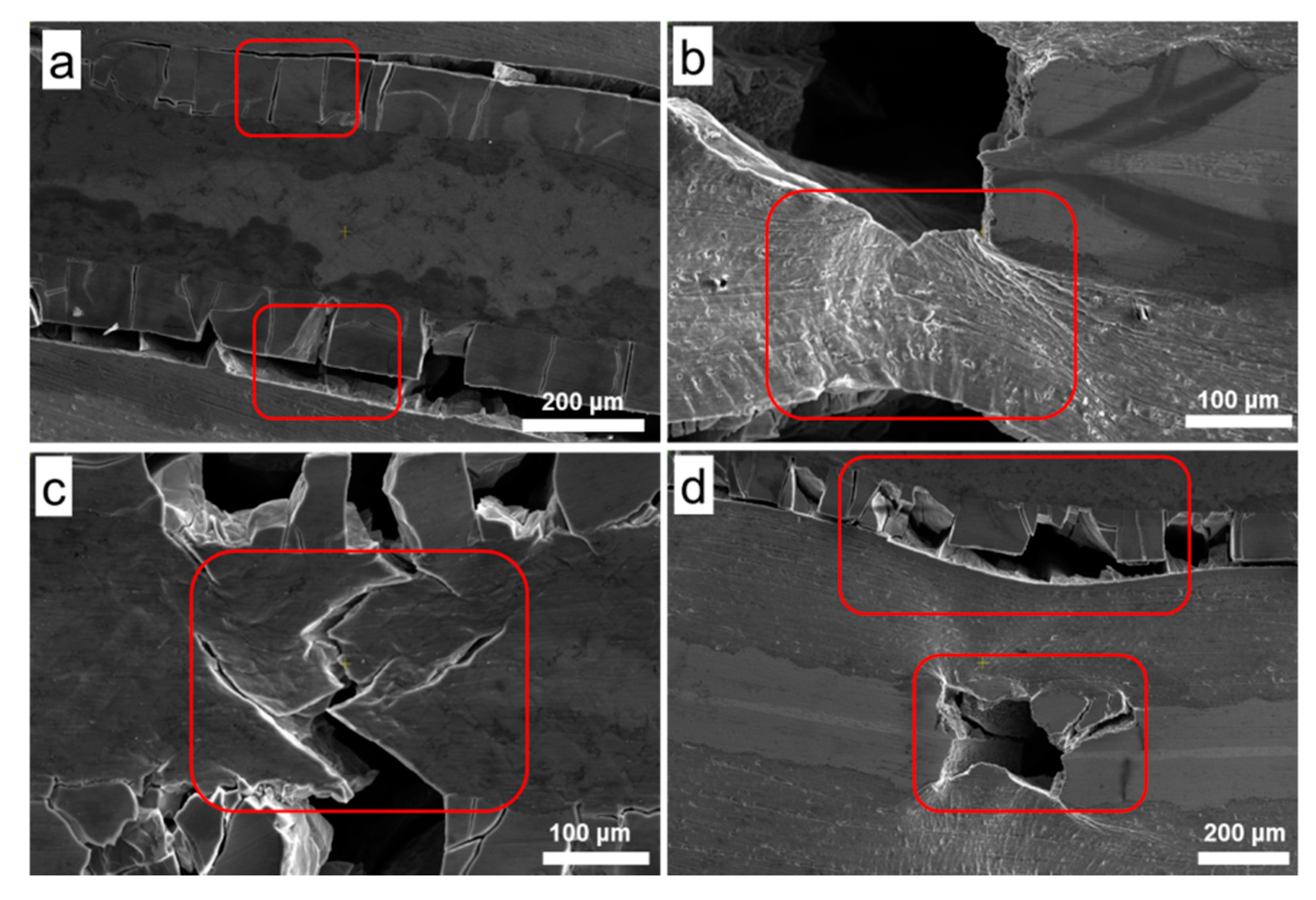
3.3. Three Point Bending Properties of AlTi-Based and AlMgTi-Based MIL Composite
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kamat, S.; Su, X.; Ballarini, R.; Heuer, A.H. Structural basis for the fracture toughness of the shell of the conch Strombus gigas. Nature 2000, 405, 1036–1040. [Google Scholar] [CrossRef] [PubMed]
- Kamat, S.; Kessler, H.; Ballarini, R.; Nassirou, M.; Heuer, A.H. Fracture mechanisms of the Strombus gigas conch shell: II—Micromechanics analyses of multiple cracking and large-scale crack bridging. Acta Mater. 2004, 52, 2395–2406. [Google Scholar] [CrossRef]
- Ritchier, R.O. Mechanisms of fatigue-crack propagation in ductile and brittle solids. Int. J. Fract. 1999, 100, 55–83. [Google Scholar] [CrossRef]
- Kuhnspearing, L.T.; Kessler, H.; Chateau, E.; Ballarini, R.; Heuer, A.H.; Spearing, S.M. Fracture mechanisms of the Strombus gigas conch shell: Implications for the design of brittle laminates. J. Mater. Sci. 1996, 31, 6583–6594. [Google Scholar] [CrossRef]
- Adharapurapu, R.R.; Vecchio, K.S.; Jiang, F.; Rohatgi, A. Effects of ductile laminate thickness, volume fraction, and orientation on fatigue-crack propagation in Ti-Al3Ti metal-intermetallic laminate composites. Metall. Mater. Trans. A 2005, 36, 1595–1608. [Google Scholar] [CrossRef]
- Piezel, B.; Mercatoris, B.C.N.; Trabelsi, W.; Laiarinandrasana, L.; Thionnet, A.; Massart, T.J. Bending effect on the risk for delamination at the reinforcement/matrix interface of 3D woven fabric composite using a shell-like RVE. Compos. Struct. 2012, 94, 2343–2357. [Google Scholar] [CrossRef] [Green Version]
- Burger, D.; De Faria, A.R.; De Almeida, S.F.M.; De Melo, F.C.; Donadon, M.V. Ballistic impact simulation of an armour-piercing projectile on hybrid ceramic/fiber reinforced composite armours. Int. J. Impact Eng. 2012, 43, 63–77. [Google Scholar] [CrossRef]
- Świt, G.; Krampikowska, A.; Pała, T.; Lipiec, S.; IDzioba, I. Using AE Signals to Investigate the Fracture Process in an Al–Ti Laminate. Materials 2020, 13, 2909. [Google Scholar] [CrossRef]
- Du, Y.; Fan, G.; Yu, T.; Hansen, N.; Geng, L.; Huang, X. Laminated Ti-Al composites: Processing, structure and strength. Mater. Sci. Eng. A 2016, 673, 572–580. [Google Scholar] [CrossRef] [Green Version]
- Zhou, P.; Guo, C.; Wang, E.; Wang, Z.; Chen, Y.; Jiang, F. Interface tensile and fracture behavior of the Ti/Al3Ti Metal-Intermetallic Laminate (MIL) composite under quasi-static and high strain rates. Mater. Sci. Eng. A 2016, 665, 66–75. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Yuan, M.N.; Shen, X.Q.; Han, F.; Yao, Y.; Xin, L.; Yao, L. EBSD investigation on the interface microstructure evolution of Ti-Al3Ti laminated composites during the preparation process. Mater. Charact. 2020, 165, 1–9. [Google Scholar] [CrossRef]
- İrfan, K.; Ömer, N.C.; Muammer, K. Formability of Ultrasonically Additive Manufactured Ti-Al Thin Foil Laminates. Materials 2019, 12, 1–16. [Google Scholar]
- Wang, Y.; Vecchio, K.S. Microstructure evolution in a martensitic 430 stainless steel–Al metallic–intermetallic laminate (MIL) composite. Mater. Sci. Eng. A 2015, 643, 72–85. [Google Scholar] [CrossRef]
- Wang, Y.; Vecchio, K.S. Microstructure evolution in Fe-based-aluminide metallic–intermetallic laminate (MIL) composites. Mater. Sci. Eng. A 2016, 649, 325–337. [Google Scholar] [CrossRef]
- Li, X.B.; Zu, G.Y.; Wang, P. Microstructural development and its effects on mechanical properties of Al/Cu laminated composite. Trans. Nonferrous Met. Soc. China 2015, 25, 36–45. [Google Scholar] [CrossRef]
- Morsi, K. Review: Reaction synthesis processing of Ni-Al intermetallic materials. Mater. Sci. Eng. A 2001, 299, 1–15. [Google Scholar] [CrossRef]
- Habila, W.; Azzeddine, H.; Mehdi, B.; Tirsatine, K.; Baudin, T.; Helbert, A.L.; Brisset, F.; Gautrot, S.; Mathon, M.H.; Bradai, D. Investigation of microstructure and texture evolution of a Mg/Al laminatedcomposite elaborated by accumulative roll bondin. Mater. Charact. 2019, 147, 242–252. [Google Scholar] [CrossRef] [Green Version]
- Hao, X.; Lu, H.; Nie, H.; Zhang, W.; Li, T.; Wang, T.; Liang, W. In-situ investigation of crack initiation and propagation in roll-bondedfive-ply ASS/Al/Mg/Al/ASS laminated composites during tensile test. J. Alloys Compd. 2020, 822, 153608. [Google Scholar] [CrossRef]
- Wang, T.; Wang, Y.; Bian, L.; Huang, Q. Microstructural evolution and mechanical behavior of Mg/Al laminatedcomposite sheet by novel corrugated rolling andflat rolling. Mater. Sci. Eng. A 2019, 765, 138318. [Google Scholar] [CrossRef]
- Wachowski, M.; Kosturek, R.; Śnieżek, L.; Mróz, S.; Stefanik, A.; Szota, P. The Effect of Post-Weld Hot-Rolling on the Properties of Explosively Welded Mg/Al/Ti Multilayer Composite. Materials 2020, 13, 1930. [Google Scholar] [CrossRef] [Green Version]
- Clemens, B.M.; Kung, H.; Barnett, S.A. Structure and Strength of Multilayers. MRS Bull. 1999, 24, 20–26. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (wt.%) |
|---|---|
| Titanium TA2 | Ti:99.91, Cr:0.04, Fe:0.04, Ni:0.01 |
| Aluminum | Al:98.39, Fe:0.50, Cl:0.42, Na:0.25, K:0.15, Si:0.12 Mn:0.04, Cr:0.04, Cu:0.03, Ca:0.03, Ti:0.03 |
| AZ31 alloy | Mg:95.53, Al:3.31, Si:0.04, Mn:0.45, Zn:0.67 |
| Samples | Density (g/cm3) | Specific Strength (×103 Nm/kg) |
|---|---|---|
| AlMgTi-based MIL composite | 2.51 | 105 |
| AlTi-based MIL composite | 3.82 | 97 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, L.; Zhou, B.; Ya, B.; Jing, D.; Jiang, Y.; Zhang, D.; Zhang, X. Microstructures and Properties of AlMgTi-Based Metal-Intermetallic Laminate Composites by Dual-Steps Vacuum Hot Pressing. Materials 2020, 13, 3932. https://doi.org/10.3390/ma13183932
Meng L, Zhou B, Ya B, Jing D, Jiang Y, Zhang D, Zhang X. Microstructures and Properties of AlMgTi-Based Metal-Intermetallic Laminate Composites by Dual-Steps Vacuum Hot Pressing. Materials. 2020; 13(18):3932. https://doi.org/10.3390/ma13183932
Chicago/Turabian StyleMeng, Linggang, Bingwen Zhou, Bin Ya, Dong Jing, Yingxi Jiang, Danning Zhang, and Xingguo Zhang. 2020. "Microstructures and Properties of AlMgTi-Based Metal-Intermetallic Laminate Composites by Dual-Steps Vacuum Hot Pressing" Materials 13, no. 18: 3932. https://doi.org/10.3390/ma13183932
APA StyleMeng, L., Zhou, B., Ya, B., Jing, D., Jiang, Y., Zhang, D., & Zhang, X. (2020). Microstructures and Properties of AlMgTi-Based Metal-Intermetallic Laminate Composites by Dual-Steps Vacuum Hot Pressing. Materials, 13(18), 3932. https://doi.org/10.3390/ma13183932