Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review

Abstract
:1. Introduction
2. Application of Refractories in the Aluminum Industry
2.1. Refractory Selection Criteria
2.2. Properties of Aluminosilicate Refractories
3. Corrosion of Refractories in Al Industry
3.1. The Origin of Corrosion
- (i)
- Chemical corrosion, which is related to the penetration of molten alloys and reactions that lead to the dissolution of the refractory materials to form a new interphase layer [23], where the two main channels for the initial penetration of molten metal into the refractories are open pores and microcracks [24];
- (ii)
- Erosion, which refers to a swift flow of molten alloy in the furnace, and if it includes some hard particles, the problem becomes worse, and mechanical wear occurs on the surface of the refractories [23].
3.2. Corrosion Mechanisms
- (i)
- Zone A below the metal line that is continuously in direct contact with the molten alloy [50];
- (ii)
- Zone C and D below and above the metal line, which is alternately exposed to the Al alloy and the furnace atmosphere [49];
- (iii)
- The zone above the metal line, which is exposed to the furnace atmosphere and gases [49];
- (iv)
- The triple point B between the refractory, the molten alloy and the air interfaces [51].
3.2.1. The Effect of the Porosity in the Refractory
3.2.2. The Effect of Corundum Formation
- (i)
- Internal corundum exists where the molten alloy penetrates into the refractory and reacts with the refractory oxides such as SiO2, corroding the refractory, while at the same time, corundum precipitates below the liquid metal line on the refractory surfaces, as illustrated in Figure 2. The reactions can be described through Equations (1) and (2) [58].
- (ii)
- External corundum at the bellyband, which induces maximum corrosion to form corundum. Alloy penetration into the refractories is initiated by capillary action, and in the presence of atmospheric oxygen produces corundum, which adheres severely to the refractory’s surfaces [40]. With the presence of Mg in molten Al, the corrosion process accelerates and reduces the refractory oxides more aggressively than with Al alone.
3.2.3. The Effect of Molten Alloy Infiltration
3.2.4. Effect of Enhanced Wetting on Refractories
3.3. Corrosion of Typical Refractories in Al Industry
Aluminosilicate Refractories and Corrosion
- (i)
- Chemical means, by the addition of non-wetting additives (NWA) as components of the refractory materials [71]; and
- (ii)
- Physical means, through surface modification and densification by, for example, creating a protective coating on the surface of the refractory, which comes in direct contact with the molten alloy [40].
3.4. Wettability and Surface Tension
3.4.1. Origin of Wettability Theory: Young’s Regime
3.4.2. Wetting Heterogeneous Surfaces: The Wenzel Regime
3.4.3. Penetration of a Liquid on a Rough Surface: Cassie–Baxter Regime
3.4.4. Surface Wetting by a Moving Droplet: Hysteresis Contact Angle
3.4.5. Wettability and the Triple Line
3.4.6. Surface Wettability and Interface Formation
3.4.7. Improvement of Aluminosilicate Corrosion Resistance by Non-Wetting Additives
4. Experimental Methods and Analysis
4.1. Experimental Procedure
4.2. Materials and Methods
4.2.1. Materials and Reagents
4.2.2. Materials Synthesis
- (i)
- Step 1: Mixing of precursors
- (a)
- Half of the total amount of Ludox 1144 was poured in the mixing pot;
- (b)
- Predetermined mass of the powder (WFM + 2-wt.% NWA) was added;
- (c)
- The rest of Ludox 1144 was added;
- (d)
- The mixture was stirred for 5 min;
- (e)
- The final mixture was then tested by determining the flow rate.
- (ii)
- Step 2: Mold casting
- (a)
- The mixture was poured into a mold set on a vibrating table to level the concrete;
- (b)
- A piece of plastic was placed on top of the mold.
- (iii)
- Step 3: Setting and curing
- (a)
- After 16 to 18 h, the cast was removed from the mold;
- (b)
- Samples were placed in a plastic container and covered with a damp cloth for 1 day;
- (c)
- The samples were further kept in open air for 1 day.
- (iv)
- Step 4: Firing process;
4.3. Materials Testing: Alcan Immersion Corrosion Test
4.4. Materials Characterization
4.4.1. Optical Microscopy
4.4.2. X-ray Diffraction (XRD) Analysis
4.4.3. Scanning Electron Microscopy (SEM)
4.4.4. Wettability Test
5. Results and Discussion
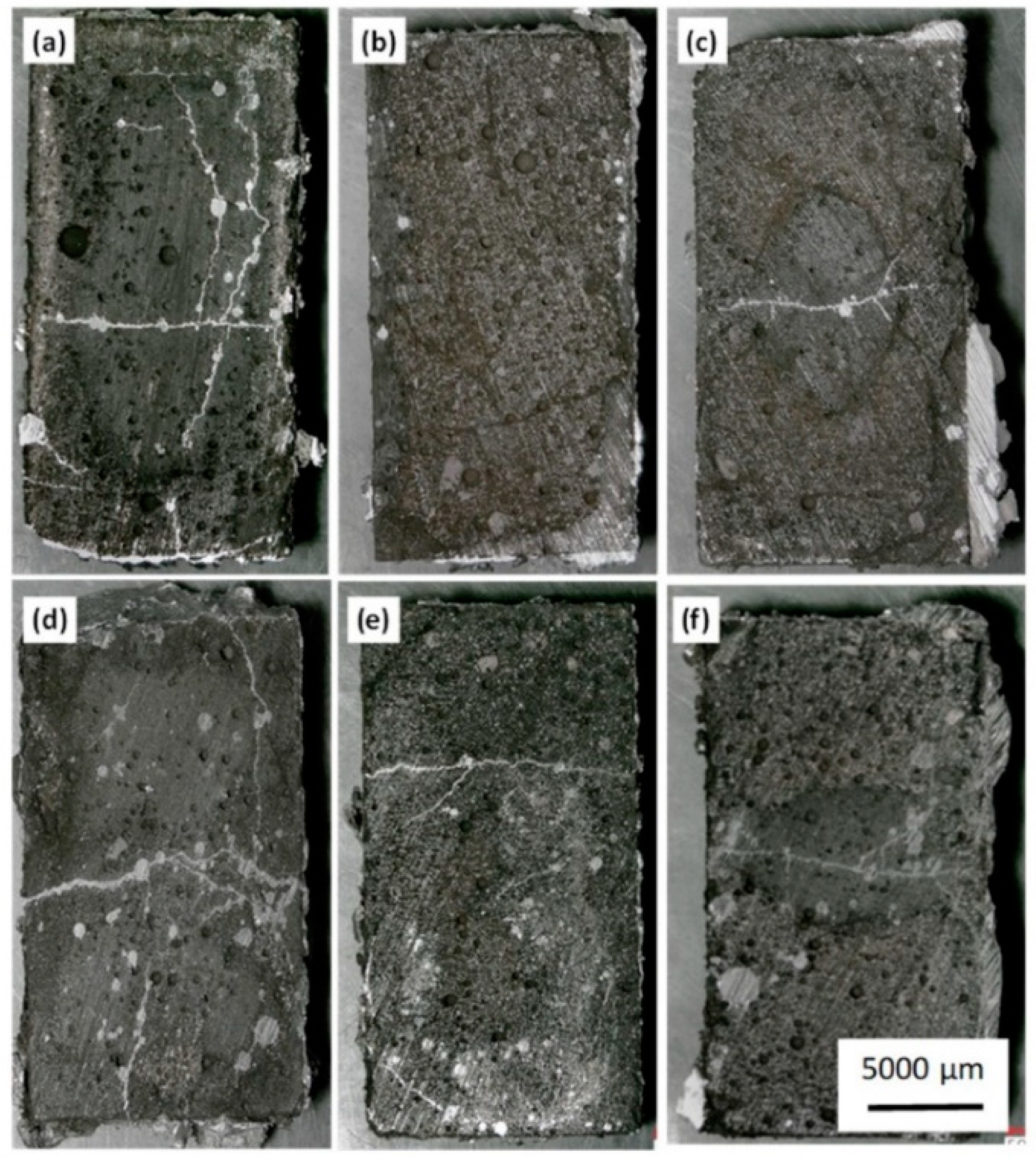
5.1. Materials Testing
5.2. Mechanical Tests
5.3. Characterization
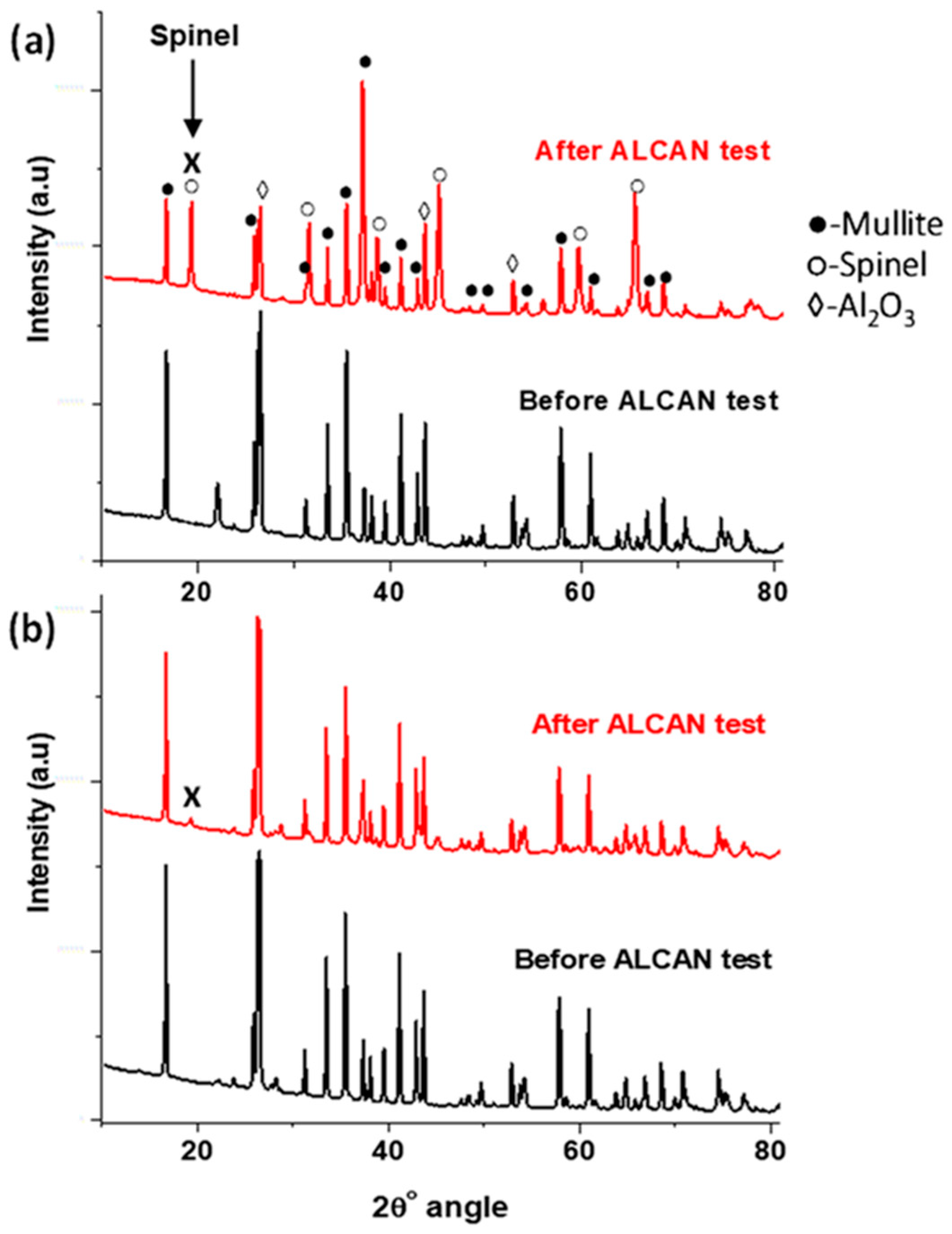
5.3.1. XRD Results
5.3.2. SEM Results
- (i)
- Pristine WFM sample
- (ii)
- WFM-CaF2-BaSO4 sample
- (iii)
- WFM-BaSO4, WFM-CaF2, WFM-Secar®71 cement and WFM-Wollatonite sample
5.3.3. Wettability Results
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- The Aluminum Association. Aluminum: The element of sustainability. N. Am. Alum. Ind. Sustain. Rep. 2011, 33, 1–70. [Google Scholar]
- Dutta, G.; Apujani, P.; Gupta, N. An introduction to the aluminum industry and survey of or applications in an integrated aluminum. Indian Inst. Manag. Ahmedabad 2016, 31, 11097. [Google Scholar]
- Alamdari, H. Aluminium production process: Challenges and opportunities. Metals 2017, 7, 133. [Google Scholar] [CrossRef] [Green Version]
- Tost, M.; Bayer, B.; Hitch, M.; Lutter, S.; Moser, P.; Feiel, S. Metal mining’s environmental pressures: A review and updated estimates on CO2 emissions, water use, and land requirements. Sustainability 2018, 10, 2881. [Google Scholar] [CrossRef] [Green Version]
- Weirauch, D.A. Technologically significant capillary phenomena in high-temperature materials processing. Examples drawn from the aluminum industry. Curr. Opin. Solid State Mater. Sci. 2005, 9, 230–240. [Google Scholar] [CrossRef]
- Guan, P.; Liu, A.; Shi, Z.; Hu, X.; Wang, Z. Corrosion behavior of Fe-Ni-Al alloy inert anode in cryolite melts. Metals 2019, 9, 399. [Google Scholar] [CrossRef] [Green Version]
- Obaidat, M.; Al-Ghandoor, A.; Phelan, P.; Villalobos, R.; Alkhalidi, A. Energy and exergy analyses of different aluminum reduction technologies. Sustainability 2018, 10, 1216. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Liu, X.; Liu, J.; Wang, Z.; Zhou, J.; Cen, K. Thermodynamics analysis of carbothermal-chlorination reduction in aluminum production. Appl. Therm. Eng. 2017, 111, 876–883. [Google Scholar] [CrossRef]
- Bonner, S.J. A Microstructural and Kinetic Study of Molten Aluminium Oxidation in Relation to Dross Formation. Ph.D. Thesis, The university of Queensland, Brisbane, Australia, 2015. [Google Scholar]
- Capuzzi, S.; Timelli, G. Preparation and melting of scrap in aluminum recycling: A review. Metals (Basel) 2018, 8, 249. [Google Scholar] [CrossRef] [Green Version]
- Vicario, I.; De Landia, L.; Toledo, N.; Mendizabal, G.; Anglada, E.; Rodriguez, P. A novel procedure for the evaluation of new refractories for aluminium furnaces. In Proceedings of the 10th European Conference Industrial Furnaces and Boilers, Estoril, Portugal, 7–10 April 2015; pp. 1–10. [Google Scholar]
- Solheim, A. Inert anodes the blind alley to environmental friendliness? In Proceedings of the Light Metals 2018; Martin, O., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1253–1260. [Google Scholar]
- Asbjørn Solheim Is Aluminium Electrolysis Using Inert Anodes a Blind Alley? Available online: https://blog.sintef.com/sintefenergy/energy-effici (accessed on 15 May 2020).
- Haraldsson, J.; Johansson, M.T. Review of measures for improved energy efficiency in production-related processes in the aluminium industry—From electrolysis to recycling. Renew. Sustain. Energy Rev. 2018, 93, 525–548. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Zhou, D.; Zhao, Z. Progress in application of energy-saving measures in aluminum reduction cells. JOM 2019, 71, 2420–2429. [Google Scholar] [CrossRef]
- Rivoaland, L. Development of a new type of cathode for aluminium electrolysis. In Proceedings of the ICSOBA 2016 Conference, Quebec City, QC, Canada, 3–6 October 2016; p. 9. [Google Scholar]
- AdabiFiroozjaei, E.; Koshy, P.; Sorrell, C.C. Effects of AlPO4 addition on the corrosion resistance of andalusite-based low-cement castables with molten Al-alloy. J. Eur. Ceram. Soc. 2013, 33, 1067–1075. [Google Scholar] [CrossRef]
- Davis, J.R. Aluminum and aluminum alloys. In Alloying: Understanding the Basics; ASM International: Almere, The Netherlands, 2001; pp. 351–416. [Google Scholar]
- Cobden, R.; Banbury, A. Aluminium: Physical properties, characteristics and alloys. In Proceedings of the TALAT Lecture 1501; European Aluminium Association: Brussels, Belgium, 1994; p. 60. [Google Scholar]
- Jakovics, A.; Madzhulis, I.; Frishfelds, V.; Nacke, B. Influence of melt flow and temperature on erosion of refractory and deposit formation in aluminium melting furnaces. Energy Convers. Manag. 2002, 43, 345–352. [Google Scholar] [CrossRef]
- Bonadia, P.; Braulio, M.A.L.; Gallo, J.B.; Pandolfelli, V.C. Refractory selection for long-distance molten-aluminum delivery. Am. Ceram. Soc. Bull. 2006, 85, 9301–9309. [Google Scholar]
- Siljan, O.; Rian, G.; Pettersen, D.T.; Solheim, A.; Schøning, C. Refractories for Molten Aluminum Contact Part I: Thermodynamics and. Refract. Appl. News 2002, 7, 17–25. [Google Scholar]
- Yan, M.; Fan, Z. Review Durability of materials in molten aluminum alloys. J. Mater. Sci. 2001, 36, 285–295. [Google Scholar] [CrossRef]
- Lee, W.E.; Zhang, S. Melt corrosion of oxide and oxide–carbon refractories. Int. Mater. Rev. 1999, 44, 77–104. [Google Scholar] [CrossRef]
- Kaupuzs, J.; Frishfelds, V.; Jakovics, A.; Nacke, B. Influence of melt flow and temperature on erosion of refractory and deposit formation in induction furnaces. In Proceedings of the International Scientific Colloquium, Rīga, Latvia, 16–17 September 2003; pp. 279–284. [Google Scholar]
- Sakamoto, A.H. Fused Siliceous Refractory and Production Method Thereof. European Patent No. EP 1840101B1, 9 January 2013. [Google Scholar]
- Nwaogu, U.C.; Tiedje, N.S. Foundry coating technology: A review. Mater. Sci. Appl. 2011, 2, 1143–1160. [Google Scholar] [CrossRef] [Green Version]
- Hlavac, J. Melting temperatures of refractory oxides: Part I. Pure Appl. Chem. 1982, 54, 681–688. [Google Scholar] [CrossRef] [Green Version]
- Long, G.; Foster, L.M. Aluminum nitride, a refractory for aluminum to 2000 °C. J. Am. Chem. Soc. 1959, 42, 53–59. [Google Scholar]
- Mouradoff, L.; Lachau-Durand, A.; Desmaison, J.; Labbe, J.C.; Grisot, O.; Rezakhanlou, R. Study of the interaction between liquid aluminum and silicon nitride. J. Eur. Ceram. Soc. 1994, 13, 323–328. [Google Scholar] [CrossRef]
- Reusch, F.; Gmbh, D.U.; Rudolph, S. Use of Boron Nitride Coatings with Aluminum Casting Technology. Inproceedings 2015, 77–80. Available online: https://www.alu-stop.de/download/pdf/gi0893.pdf (accessed on 10 September 2020).
- Nagasaka, M.; Yoshida, M.; Sakurada, O.; Tanaka, M.; Kitaoka, S.; Yamakawa, O. Corrosion resistance of Y2Ti2O7 coating on molten aluminum filter. Zair. Kankyo/Corros. Eng. 2015, 64, 240–243. [Google Scholar]
- Nguyen, S.T.; Nakayama, T.; Suematsu, H.; Suzuki, T.; Nanko, M.; Cho, H.B.; Huynh, M.T.T.; Jiang, W.; Niihara, K. Synthesis of molten-metal corrosion resistant yttria-based refractory by hot-pressing and densification. J. Eur. Ceram. Soc. 2015, 35, 2651–2662. [Google Scholar] [CrossRef]
- Kitamura, J.; Tang, Z.; Mizuno, H.; Sato, K.; Burgess, A. Structural, mechanical and erosion properties of yttrium oxide coatings by axial suspension plasma spraying for electronics applications. J. Therm. Spray Technol. 2011, 20, 170–185. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. FactSage Thermochemical Software and Databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Chen, W. Review on corrosion-wear resistance performance of materials in molten aluminum and its alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 1715–1731. [Google Scholar] [CrossRef]
- Ribeiro, G.C.; Resende, W.S.; Rodrigues, J.A.; Ribeiro, S. Thermal shock resistance of a refractory castable containing andalusite aggregate. Ceram. Int. 2016, 42, 19167–19171. [Google Scholar] [CrossRef]
- Sadik, C.; El Amrani, I.E.; Albizane, A. Recent advances in silica-alumina refractory: A review. J. Asian Ceram. Soc. 2014, 2, 83–96. [Google Scholar] [CrossRef] [Green Version]
- Afshar, S.; Allaire, C. The Corrosion Kinetics of Refractory by Molten Aluminium. JOM 2000, 43–46. [Google Scholar] [CrossRef]
- Nandy, R.N.; Jogai, R.K. Selection of proper refractory materials for energy saving in aluminium melting and holding furnaces. Int. J. Metall. Eng. 2013, 1, 117–121. [Google Scholar] [CrossRef] [Green Version]
- Afshar, S.; Allaire, C. Protection of aluminosilicate aggregates against corrosion by molten aluminum. Report 2004, 1–13, 279–290. [Google Scholar]
- Hou, L.F.; Wei, Y.H.; Li, Y.G.; Liu, B.S.; Du, H.Y.; Guo, C.L. Erosion process analysis of die-casting inserts for magnesium alloy components. Eng. Fail. Anal. 2013, 33, 457–464. [Google Scholar] [CrossRef]
- Ayyagari, A.; Hasannaeimi, V.; Grewal, H.S.; Arora, H.; Mukherjee, S. Corrosion, erosion and wear behavior of complex concentrated alloys: A review. Metals 2018, 8, 603. [Google Scholar] [CrossRef] [Green Version]
- Scheid, A.; Schreiner, W.H.; D’Oliveira, A.S.C.M. Effect of temperature on the reactivity between a CoCrMoSi alloy and 55 wt% AlZn baths. Corros. Sci. 2012, 55, 363–367. [Google Scholar] [CrossRef]
- Zhang, J.; Hosemann, P.; Maloy, S. Models of liquid metal corrosion. J. Nucl. Mater. 2010, 404, 82–96. [Google Scholar] [CrossRef]
- Cheng, W.J.; Wang, C.J. Growth of intermetallic layer in the aluminide mild steel during hot-dipping. Surf. Coat. Technol. 2009, 204, 824–828. [Google Scholar] [CrossRef]
- Allaire, C. Mechanisms of corundum growth in refractories ecposed to Al-Mg alloys. Alum. Trans. 2000, 3, 105–120. [Google Scholar]
- Ntakaburimvo, N.; Allaire, C. Abrasion wear of aluminosilicate refractories. Report 2004, 1–16, 373–388. [Google Scholar]
- Brondyke, K.J. Effect of molten aluminum on alumina-silica refractories. Am. Ceram. Soc. 1953, 56, 171–174. [Google Scholar] [CrossRef]
- Kessman, A.J.; Ramji, K.; Morris, N.J.; Cairns, D.R. Zirconia sol-gel coatings on alumina-silica refractory material for improved corrosion resistance. Surf. Coat. Technol. 2009, 204, 477–483. [Google Scholar] [CrossRef]
- Afshar, S.; Allaire, C.; Dajoux, E. Effects of salts on metal oxidation and refractory corrosion induced by molten aluminum alloys. In Proceedings of the 43rd Annual Conference of Metallurgists of CIM, Hamilton, ON, Canada, 22–25 August 2004; pp. 1–15. [Google Scholar]
- Quesnel, S.; Afshar, S.; Allaire, C. Corrosion of refractories at the bellyband of aluminum melting and holding furnaces. In Proceedings of the Light Metals 1996 Annual meeting and exhibition of the Minerals, Metals and Materials Society (TMS), Anaheim, CA, USA, 4–8 February 1996; Hale, W., Ed.; pp. 661–667. [Google Scholar]
- Quesnel, S.; Allaire, C.; Afshar, S. Criteria for choosing refractories in aluminum holding and melting furnaces. In Proceedings of the Light Metals 1998 Annual Meeting and Exhibition of the Minerals, Metals and Materials Society (TMS), San Antonio, TX, USA, 15–19 February 1998; pp. 1391–1402. [Google Scholar]
- Kazemi, N. Reasons for crack propagation and strength loss in refractory castables based on changes in their chemical compositions and micromorphologies with heating: Special focus on the large blocks. J. Asian Ceram. Soc. 2019, 7, 109–126. [Google Scholar] [CrossRef] [Green Version]
- Allaire, C. Refractories for metal aluminum confinement. J. Can. Ceram. Soc. 2000, 69, 14–20. [Google Scholar]
- Engel, R. Refractory considerations for aluminum melting and holding furnaces. Refract. Eng. 2015, 27, 22–25. [Google Scholar]
- Wynn, B.A.; Coppack, J.; Steele, T. Methods of Assessing Monolithic Refractories for Material Selection in Aluminium Melt-Hold Furnaces; Augusta, GA, USA. pp. 1–3. Available online: www.aluminiumtoday.com (accessed on 24 June 2020).
- Shukla, D.P. Anti Wetting Additives for Aluminosilicate Refractories in Molten Aluminum Contact Applications. Ph.D. Thesis, Missouri University of Science and Thechnology, Rolla, MO, USA, 2009. [Google Scholar]
- Yurkov, A.L.; Pikhutin, I.A. Corrosion of aluminosilicate refractories by molten aluminum and melts based upon it in melting and casting units. Refract. Ind. 2009, 50, 212–219. [Google Scholar] [CrossRef]
- Hemrick, J.G.; Headrick, W.L.; Peters, K.M. Development and application of refractory materials for molten aluminum applications. Int. J. Appl. Ceram. Technol. 2008, 5, 265–277. [Google Scholar] [CrossRef]
- Yurkov, A. Refractories for Aluminium: Electrolysis and the Cast House; eBook; Springer: Moscow, Russia, 2015; ISBN 978-3-319-11442-2. [Google Scholar]
- Salomon, A.; Zienert, T.; Voigt, C.; Dopita, M.; Fabrichnaya, O.; Aneziris, C.G.; Rafaja, D. Formation of different alumina phases and magnesium aluminate spinel during contact of molten AlSi7Mg0.6 alloy with mullite and amorphous silica. Corros. Sci. 2017, 114, 79–87. [Google Scholar] [CrossRef]
- Shi, L.; Shen, P.; Zhang, D.; Jiang, Q. Reactive wetting of amorphous silica by molten Al–Mg alloys and their interfacial structures. Appl. Surf. Sci. 2016, 377, 340–348. [Google Scholar] [CrossRef]
- Allahverdi, M.; Afshar, S.; Allaire, C. Additives and the corrosion resistance of aluminosilicate refractories in molten Al-5Mg. JOM J. Miner. Met. Mater. Soc. 1998, 50, 30–34. [Google Scholar] [CrossRef]
- Allahverdi, M.; Afshar, S.; Allaire, C. Corrosion resistance of aluminosilicate ceramics to molten Al-5%Mg alloy. In Advances in Refractories for the Metallurgical Industries II; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, QC, Canada, 1996; pp. 295–303. [Google Scholar]
- Adabifiroozjaei, E.; Koshy, P.; Sorrell, C.C. Assessment of non-wetting materials for use in refractories for aluminium melting furnaces. J. Aust. Ceram. Soc. 2015, 51, 139–145. [Google Scholar]
- Allaire, C. Interfacial phenomena. Fundamentals of Refractory Technology. Am. Ceram. Soc. 2001, 125, 289–307. [Google Scholar]
- Lidsay, J.G.; Bakker, W.T.; Dewing, E.W. Chemical resistance of refractories to Al and Al-Mg alloys. J. Am. Ceram. Soc. 1964, 47, 90–94. [Google Scholar] [CrossRef]
- Ibarra, C.M.N.; Almanza, R.J.M.; Cortés, H.D.A.; Escobedo, B.J.C.; Martínez-López, R. Chemical interaction between Ba-celsian (BaAl2Si2O8) and molten aluminum. Ceram. Int. 2015, 42, 3491–3496. [Google Scholar] [CrossRef]
- Koshy, P. Effect of Chemical Additives on the Interfacial Phenomena of High Alumina Refractories with Al-Alloys. Ph.D. Thesis, University of New South Wales, Sydney, Australia, 2009. [Google Scholar]
- Sudha, P.N.; Sangeetha, K.; Jisha Kumari, A.V.; Vanisri, N.; Rani, K. Corrosion of ceramic materials. In Fundamental Biomaterials: Ceramics; Thomas, S., Balakrishnan, P., Sreekala, M.S., Eds.; Woodhead Publishing: Duxford, UK, 2018; pp. 223–250. [Google Scholar]
- Asadollahi, S. Development of an Organosilicon-Based Superhydropobic/Icephobic Surface Using and Atmosperic Pressure Plasma Jet. Ph.D. Thesis, Université du Québec, Chicoutimi, QC, Canada, 2017. [Google Scholar]
- Jafari, R.; Asadollahi, S.; Farzaneh, M. Applications of plasma technology in development of superhydrophobic surfaces: A review. Plasma Chem. Plasma Process. 2013, 33, 177–200. [Google Scholar] [CrossRef]
- Bormashenko, E. Progress in understanding wetting transitions on rough surfaces. Adv. Colloid Interface Sci. 2015, 222, 92–103. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. Res. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Barbieri, L. Wetting Properties of Flat-Top Periodically Structured Superhydrophobic Surfaces. Ph.D. Thesis, École polytechnique fédérale de Lausanne (EPFL), Lausanne, Switzerland, 2007. [Google Scholar]
- Guo, Z.; Liu, W.; Su, B.L. Why so strong for the lotus leaf? Appl. Phys. Lett. 2008, 93, 1–3. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Ishino, C.; Okumura, K. Wetting transitions on textured hydrophilic surfaces. Eur. Phys. J. 2008, 25, 415–424. [Google Scholar] [CrossRef]
- Ishino, C.; Okumura, K.; Quéré, D. Wetting transitions on rough surfaces. Europhys. Lett. 2004, 68, 419–425. [Google Scholar] [CrossRef]
- Bormashenko, E.; Grynyov, R. Plasma treatment induced wetting transitions on biological tissue (pigeon feathers). Coll. Surf. B Biointerfaces 2012, 92, 367–371. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.B.; De Hosson, J.T.M. Influence of surface roughness on the wetting angle. J. Mater. Res. 1995, 10, 1984–1992. [Google Scholar] [CrossRef]
- Johnson, R.E. Contact angle hysteresis II. contact angle measurements on rough surfaces. In Contact Angle, Wettability, and Adhesion; ACS: Washington, DC, USA, 1964; Volume 43, pp. 136–144. [Google Scholar] [CrossRef]
- Chen, W.; Fadeev, A.Y.; Hsieh, M.C.; Öner, D.; Youngblood, J.; McCarthy, T.J. Ultrahydrophobic and ultralyophobic surfaces: Some comments and examples. Langmuir 1999, 15, 3395–3399. [Google Scholar] [CrossRef]
- Ibarra Castro, M.N.; Almanza Robles, J.M.; Cortés Hernandez, D.A.; Escobedo Bocardo, J.C.; Torres Torres, J. The effect of SrSO4 and BaSO4 on the corrosion and wetting by molten aluminum alloys of mullite ceramics. Ceram. Int. 2010, 36, 1205–1210. [Google Scholar] [CrossRef]
- Kubiak, K.J.; Mathia, T.G. Anisotropic wetting of hydrophobic and hydrophilic surfaces-modelling by Lattice Boltzmann method. Procedia Eng. 2014, 79, 45–48. [Google Scholar] [CrossRef] [Green Version]
- Nogi, K.; Tomsia, A.; Eustathopoulos, N.; Mortensen, A.; Riman, R.; Milosevic, O.; Ohara, S.; Naito, M. Wettability of Solid by Liquid at High Temperature; Report, No. 2001MB037; Osaka University: Suita, Japan, 2004. [Google Scholar]
- Sobczak, N.; Sobczak, J.; Asthana, R.; Purgert, R. The mystery of molten metal. China Foundry 2010, 7, 425–437. [Google Scholar]
- Sobczak, N. Wettability and reactivity between molten aluminum and selected oxides. Solid State Phenom. 2005, 101–102, 221–226. [Google Scholar] [CrossRef]
- Fujii, H.; Nakae, H.; Okada, K. Interfacial reaction wetting in the boron nitride/molten aluminum system. Acta Metall. Mater. 1993, 41, 2963–2971. [Google Scholar] [CrossRef]
- Shen, P.; Fujii, H.; Matsumoto, T.; Nogi, K. Reactive wetting of molten Al on different oriented α-Al2O3 single crystals at high temperatures. Scr. Mater. 2003, 49, 563–569. [Google Scholar] [CrossRef]
- Luz, A.P.; Gomes, D.T.; Pandolfelli, V.C. High-alumina phosphate-bonded refractory castables: Al(OH)3 sources and their effects. Ceram. Int. 2015, 41, 9041–9050. [Google Scholar] [CrossRef]
- AdabiFiroozjaei, E.; Koshy, P.; Sorrell, C.C. Effects of V2O5 addition on the corrosion resistance of andalusite-based low-cement castables with molten Al-alloy. J. Eur. Ceram. Soc. 2012, 33, 1463–1471. [Google Scholar] [CrossRef]
- Aguilar- Santillan, J. Wetting of Al2O3 by molten aluminum: The influence of BaSO4 additions. J. Nanomater. 2008, 2008, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Soofi, M.; Binz, L.; Anderson, M.W. Protective Coating Composition for Molten Aluminium and Alkali Metal Environments. U.S. Patent 10,233,335, 19 March 2019. [Google Scholar]
- Afshar, S.; Allaire, C. Furnaces: Improving low cement castables by non-wetting additives. JOM J. Miner. Met. Mater. Soc. 2001, 53, 24–27. [Google Scholar] [CrossRef]
- Decker, J. Phosphate bonded monolithic refractory materials with improved hot strengths as a potential replacement for phosphate bonded bricks. Mater. Sci. Forum 2011, 693, 90–103. [Google Scholar] [CrossRef]
- Allaire, C.; Guermazi, M. Protecting Refractories Against Corundum Growth in Aluminum Treatment Furnaces. In Proceedings of the International Symposium on Light Metals 2000—MetSoc 39th Annual Conference of Metallurgists of CIM, Ottawa, ON, Canada, 20–23 August 2000; Kazadi, J., Masounave, J., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, QC, Canada; pp. 685–691. Available online: https://0901.nccdn.net/4_2/000/000/038/2d3/tms-2000_d884_v1.pdf (accessed on 24 June 2020).
- Adabifiroozjaei, E.; Koshy, P.; Sorrell, C.C. Effects of different boron compounds on the corrosion resistance of andalusite-based low-cement castables in contact with molten Al alloy. Metall. Mater. Trans. 2012, 43, 5–13. [Google Scholar] [CrossRef]
- Adabifiroozjaei, E.; Koshy, P.; Pardehkhorram, R.; Rastkerdar, E.; Sorrell, C.C. Interfacial reactions between BaAl2Si2O8 and molten Al alloy at 850 °C. J. Am. Ceram. Soc. 2015, 98, 3299–3307. [Google Scholar] [CrossRef]
- Afshar, S.; Allaire, C. The corrosion of refractories by molten aluminum. JOM J. Miner. Met. Mater. Soc. 1996, 48, 23–27. [Google Scholar] [CrossRef]
- Koshy, P.; Gupta, S.; Edwards, P.; Sahajwalla, V. Effect of BaSO4 on the interfacial phenomena of high-alumina refractories with Al-alloy. J. Mater. Sci. 2011, 46, 468–478. [Google Scholar] [CrossRef]
- Ortiz-Covarrubias, K.E.; Almanza-Robles, J.M.; Cortés-Hernández, D.A.; Escobedo-Bocardo, J.C.; Flores-Valdés, A. Synthesis of Al6Si2O13-BaAl2Si2O8-ZrO2-based composites and their wettability by molten Al and an Al-Si alloy. Ceram. Int. 2015, 41, 4360–4373. [Google Scholar] [CrossRef]
- Pfender, E. Thermal plasma technology: Where do we stand and where are we going? Plasma Chem. Plasma Process. 1999, 19, 1–31. [Google Scholar] [CrossRef]
- Good, R.J.; Chaudhury, M.K.; van Oss, C.J. Theory of Adhesive Forces Across Interfaces. In Fundamentals of Adhesion; Springer: Boston, MA, USA, 1991; pp. 153–154. ISBN 978-1-4899-2075-1. [Google Scholar]
- Kruss Thechnical Note. So You Want to Measure Surface Energy? Available online: https://www.kruss-scientific.com/fileadmin/user_upload/website/literature/kruss-tn306-en.pdf (accessed on 2 August 2020).
- Amama, P.B.; Putnam, S.A.; Barron, A.R.; Maruyama, B. Wetting behavior and activity of catalyst supports in carbon nanotube carpet growth. Nanoscale 2013, 5, 2642–2646. [Google Scholar] [CrossRef] [PubMed]
- Yildirim, I. Surface Free Energy Characterization of Powders. Ph.D. Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2001. [Google Scholar]
- Hild, F. Surface Energy of Plastics. Available online: https://www.tstar.com/blog/bid/33845/surface-energy-of-plastics (accessed on 2 August 2020).
- Rulison, C. Effect of Temperature on the Surface Energy of Solids Effect of Temperature on the Surface Energy of Solids—Sometimes It Does Matter. Available online: https://www.kruss-scientific.com/fileadmin/user_upload/website/literature/kruss-ar250-en.pdf (accessed on 10 September 2020).
- Iizuka, T.; Ouyang, Q. Microstructures and mechanical properties of MgAl2O4 particle-reinforced AC4C aluminum composites. Trans. Nonferrous Met. Soc. China 2014, 24, 2337–2345. [Google Scholar] [CrossRef]
- Shen, P.; Fujii, H.; Matsumoto, T.; Nogi, K. The influence of surface structure on wetting of α-Al2O3 by aluminum in a reduced atmosphere. Acta Mater. 2003, 51, 4897–4906. [Google Scholar] [CrossRef]
- Song, K.; Lee, J.; Choi, S. Interaction of Surface Energy Components between Solid and Liquid on Wettability and Its Application to Textile Anti-Wetting Finish. Polymers (Basel) 2019, 11, 498. [Google Scholar] [CrossRef] [PubMed] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equation Number | Reaction | ∆Go (kJ) | ∆Ho (kJ) | Reference |
|---|---|---|---|---|
| (1) | 4Al(l) + 3O2(g) → 2Al2O3(s) | −2708.0 | −3387.0 | [41] |
| (2) | 3SiO2(s) + 4Al(l) → 2Al2O3(s) * + 3Si(s) | −528.0 | −673.0 | [64] |
| (3) | 3Mg(l) + 4Al2O3(s) → 3MgAl2O4(s) ** + 2Al(l) | −208.0 | −202.0 | [65] |
| (4) | 3Mg(l) + 1.5SiO2(s) → 3MgO(s) + 1.5Si(s) | −383.0 | −469.0 | [40] |
| (5) | 3(3Al2O3·2SiO2) (s) + 8Al(l) → 13Al2O3(s) + 6Si(s) | −1033.0 | −1416.0 | [66] |
| (6) | Mg(g) + ½O2(g) → MgO(s) | −491.0 | −609.0 | [67] |
| (7) | 2SiO2(s) + 2Al(l) + Mg(l) → MgAl2O4(s) + 2Si(s) | −422.0 | −516.0 | [59] |
| (8) | MgO(s) + Al2O3(s) → MgAl2O4(s) | −30.0 | −230.0 | [68] |
| (9) | 2Mg(l) + SiO2(s) → 2MgO(s) + Si(s) | −255.0 | 313.0 | [59] |
| (10) | 3Mg(l) + Al2O3(s) → 3MgO(s) + 2Al(l) | −119.0 | −133.0 | [68] |
| (11) | 3MgO(s) + 2Al(l) → 3Mg(l) + Al2O3(s) | +119.0 | 133.0 | [68] |
| (12) | Mg(l) + ½O2(g) + Al2O3(s) → MgO·Al2O3(s) | −520.0 | −632.0 | [59] |
| (13) | 3Mg(l) + MgAl2O4(s) → 4MgO(s) + 2Al(l) | −88.0 | −109.0 | [68] |
| (14) | 2Mg(l) + Si(s) → Mg2Si(s) | −100 | −63 | [63] |
| (15) | BaAl2Si2O8(s) ֎ + 2⅔Al(l) → 2Si(s) + BaAl2O4(s) + 1⅓Al2O3(s) | 248.0 | - | [69] |
| (16) | 8Al(l) + 3Al6Si2O13(s) → 13Al2O3(s) + 6Si(s) | −1040.0 | −1415.0 | [70] |
| (17) | CaO(s) + Al2O3(s) + 2SiO2(s) → CaAl2Si2O8(s) ֎֎ | −126 | −104 | [66] |
| (18) | CaF2(s) + Al2O3(s) + 2SiO2(s) → CaAl2Si2O8(s) + SiF4(g) | −1440 | −1082 | [66] |
| Ingredient | Composition | Particle Size (µm) | wt.% | Supplier |
|---|---|---|---|---|
| Aggregates | Mulcoa 70-80 | 2380 | 13.20 | Imerys, Andersonville, IN, USA |
| Mulcoa 70-20 | 840 | 18.76 | Imerys, Andersonville, IN, USA | |
| 40 white fused mullite | 420 | 31.53 | Imerys, Niagara Falls, NY, USA | |
| Fines | Tabular Alumina-325 TA | 44 | 4.70 | Aluchem, Reading, PA, USA |
| 0.08 White fused mullite | 80 | 12.42 | Imerys, Niagara Falls, NY, USA | |
| Reactive Alumina A20SG | D50 = 3.3 | 8.00 | Almatis, Leetsdale, PA, USA | |
| Reactive Alumina CTC50 | D50 = 1.5 | 11.39 | Almatis, Leetsdale, PA, USA | |
| Liquid | Ludox 1144 (Colloidal silica) * | 0.015 | 12.00 | Nalco, Burlington, ON, Canada |
| Temperature Range (°C) | Heating Rate (°C·min−1) | Holding Time (h) |
|---|---|---|
| 20–350 | 10 | 5 |
| 350–1400 | 15 | 12 |
| 1400–1400 | 0 | 5 |
| 1400–1000 | 10 | 5 |
| 1000–25 | Cooling in furnace | - |
| Sample ID | Mechanical Strength (MPa) | Young’s Modulus (GPa) | |
|---|---|---|---|
| Flexural | Compressive | ||
| Pristine WFM | 16.30 | 148.46 | 4.89 |
| WFM + 2-wt.% Secar®71 | 14.32 | 125.38 | 4.19 |
| WFM + 2-wt.%BaSO4 | 13.90 | 153.21 | 4.64 |
| WFM + 2-wt.%CaF2 | 13.10 | 100.36 | 4.19 |
| WFM + 2-wt.%Wollastonite | 12.98 | 165.18 | 4.36 |
| WFM + 1-wt.%BaSO4 + 1-wt.%CaF2 | 12.88 | 120.97 | 4.39 |
| Materials | Al2O3 | SiO2 | MgAl2O4 | CaAl2Si2O8 | Al2BaO4 | MgF2 | AlF3 | 3Al2O3·2SiO2 | Others |
|---|---|---|---|---|---|---|---|---|---|
| WFM (Figure 7a,b) | √ | X | √ | X | X | – | X | – | – |
| WFM + BaSO4 | √ | √ | √ | X | √ | – | X | √ | MgO |
| WFM + CaF2 | √ | √ | √ | – | X | √ | – | √ | Mg2Si |
| WFM + BaSO4 + CaF2 | √ | √ | – | √ | – | √ | – | √ | CaS |
| WFM + Wollastonite | √ | √ | √ | – | X | – | X | √ | MgSiO3 |
| WFM + Secar®71 | √ | – | √ | – | X | – | X | √ | Ca3Al2Si2 |
| Sample | Surface Energy @ 25 °C (mJ/m2) |
|---|---|
| Pristine WFM | 22.5 |
| WFM-BaSO4 | 21.1 |
| WFM-Wollastonite | 19.2 |
| WFM-CaF2 | 21.0 |
| WFM-CaF2 + BaSO4 | 21.1 |
| WFM-Secar | 21.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barandehfard, F.; Aluha, J.; Hekmat-Ardakan, A.; Gitzhofer, F. Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review. Materials 2020, 13, 4078. https://doi.org/10.3390/ma13184078
Barandehfard F, Aluha J, Hekmat-Ardakan A, Gitzhofer F. Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review. Materials. 2020; 13(18):4078. https://doi.org/10.3390/ma13184078
Chicago/Turabian StyleBarandehfard, Faranak, James Aluha, AliReza Hekmat-Ardakan, and François Gitzhofer. 2020. "Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review" Materials 13, no. 18: 4078. https://doi.org/10.3390/ma13184078
APA StyleBarandehfard, F., Aluha, J., Hekmat-Ardakan, A., & Gitzhofer, F. (2020). Improving Corrosion Resistance of Aluminosilicate Refractories towards Molten Al-Mg Alloy Using Non-Wetting Additives: A Short Review. Materials, 13(18), 4078. https://doi.org/10.3390/ma13184078