Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
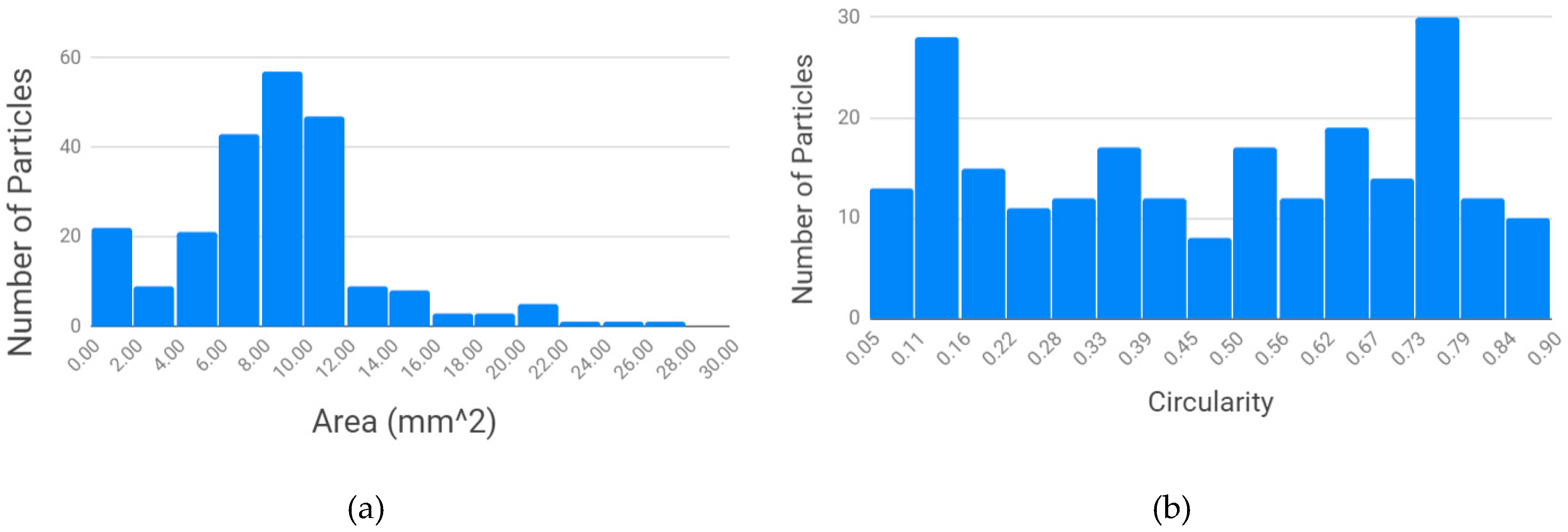
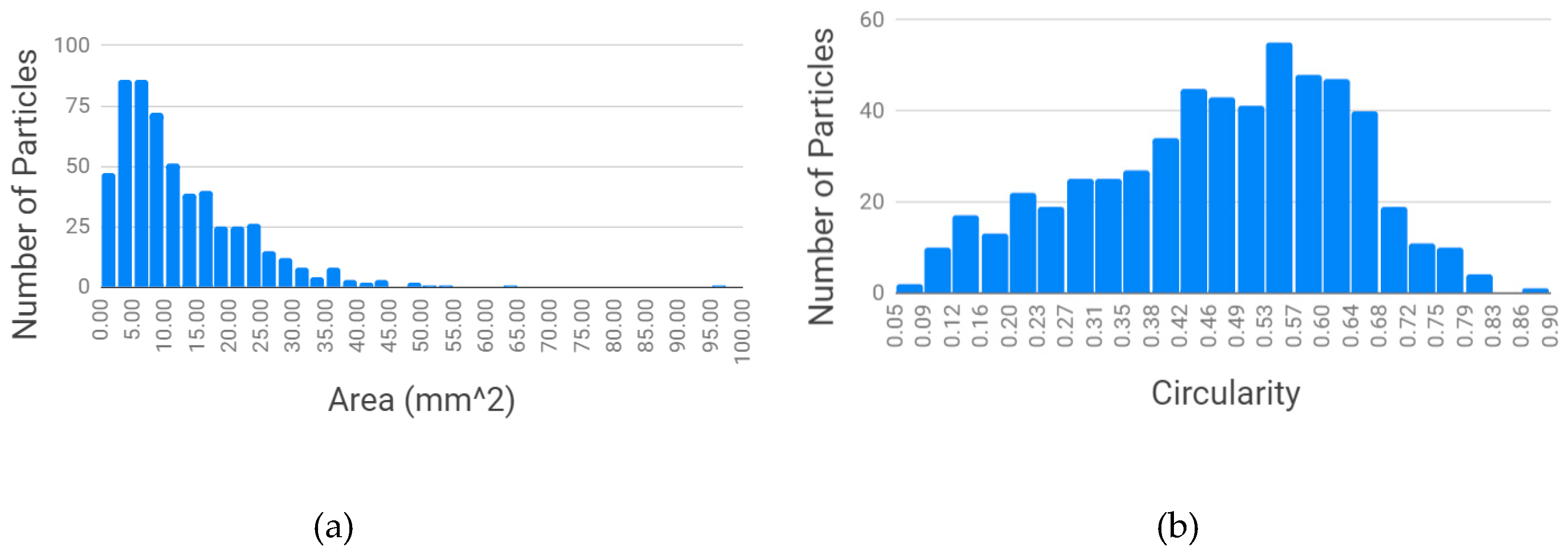
2.2. Granulate Particle Analysis
2.3. rPET Thermal Materials Characterization
2.4. FPF/FGF 3D Printing
- Blocked bottom end of the feed tube.
- Loaded the feed tube from the top with test material until it is full.
- Unblocked the bottom of the feed tube to allow material to flow through via gravity.
- Recorded whether all the material flowed through or became stuck inside the tube.
- Repeated with the feed tube adapter attached at bottom of the feed tube to measure material flow through both the tube and adapter by massing the material as function of time.
- Granulating Twice: Feeding granulated water bottles back into the SHINI granulator [66].
- Sifting: Sifting through a 3D-printed sifter [71] with holes 5 mm in diameter and 2 mm deep. Sifting removes 40% of the granulate by weight, producing a 60% yield.
- Heating:
- a.
- Heating in a food dehydrator at 65.5 °C for 24 h.
- b.
- Heating in an Analog Air Forced Analog Lab Oven (Quincy Lab) at 100 °C for 1 h.
- Sequential sifting (2) and heating (3b): Sifted through the 5 mm hole sifter, then heated in the oven at 100 °C for one hour.
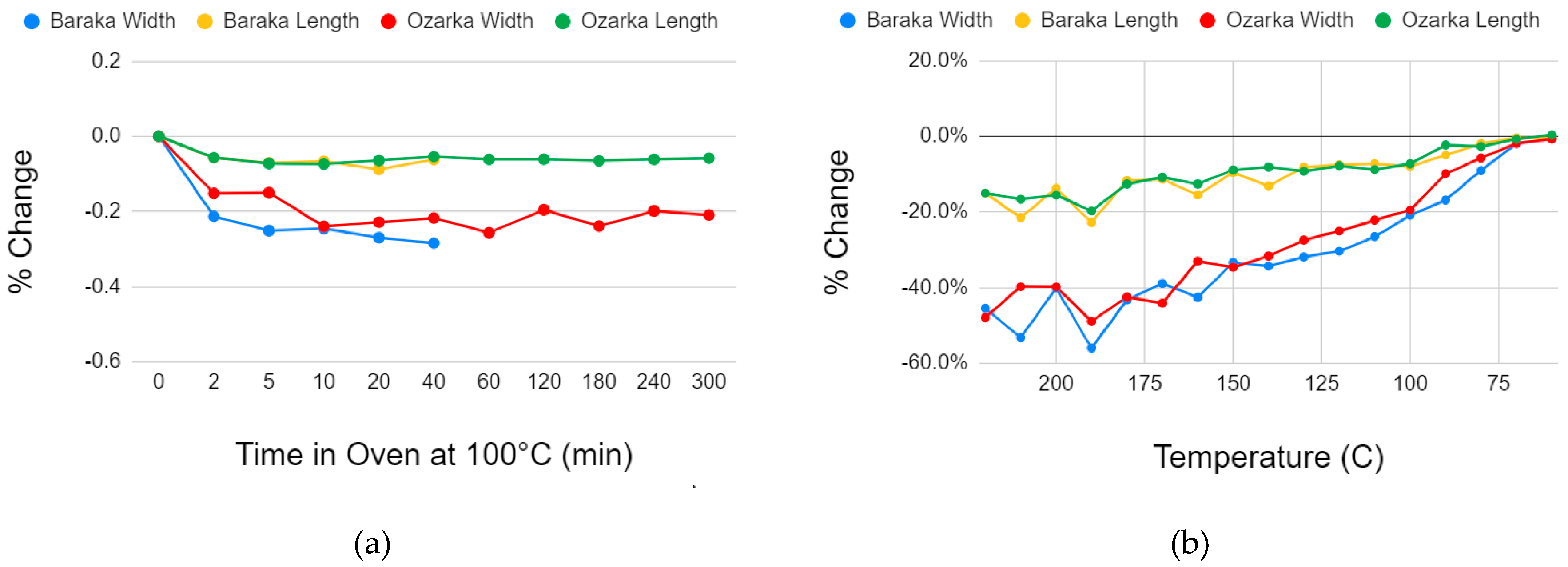
- Time dependence: heating at 100 °C for varying lengths of time.
- Temperature dependence: heating for 5 min at temperatures ranging from 60 to 100 °C.
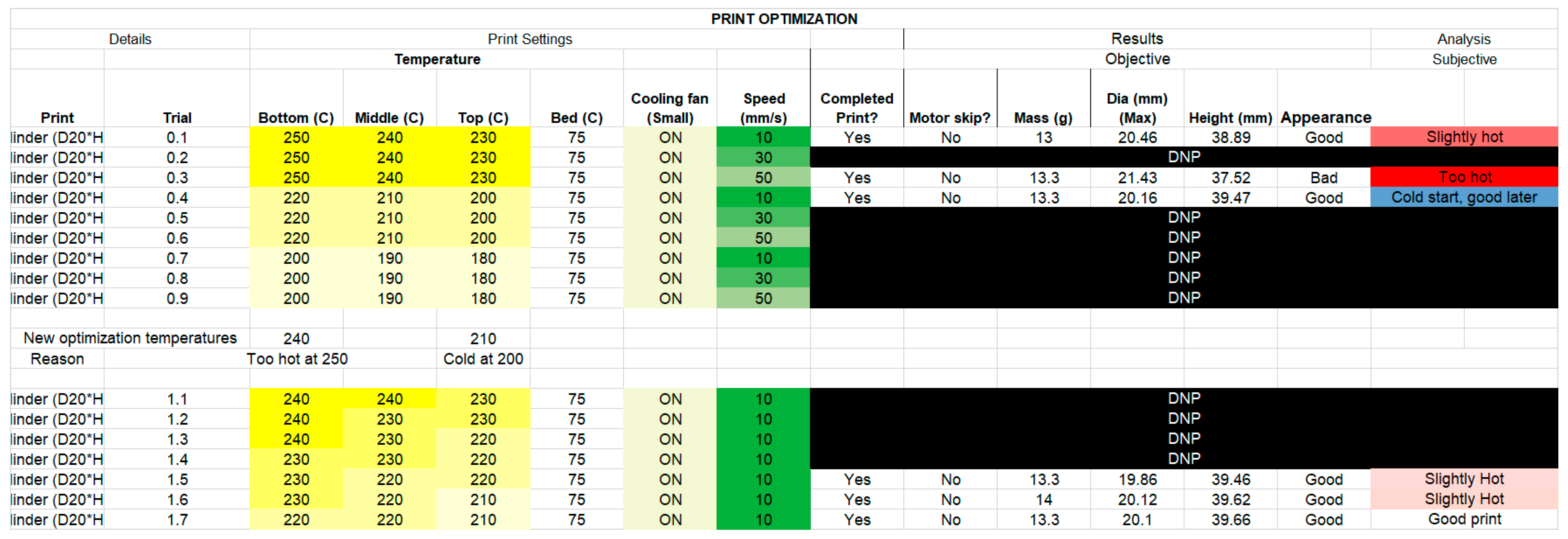
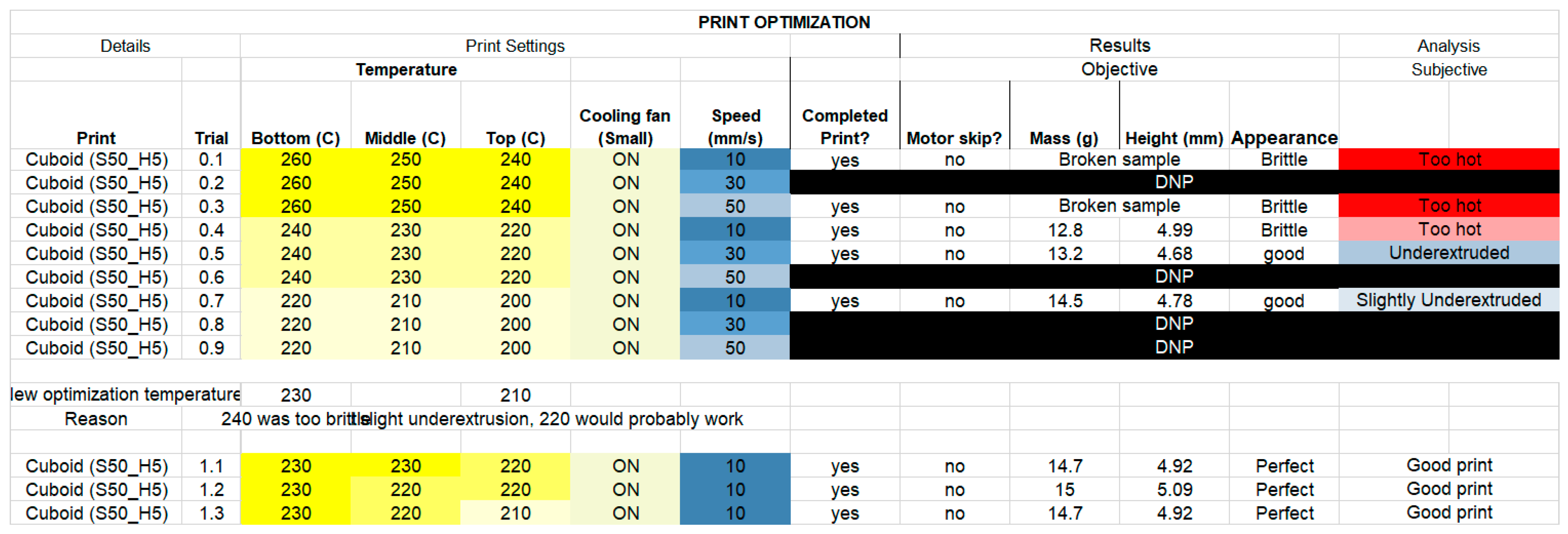
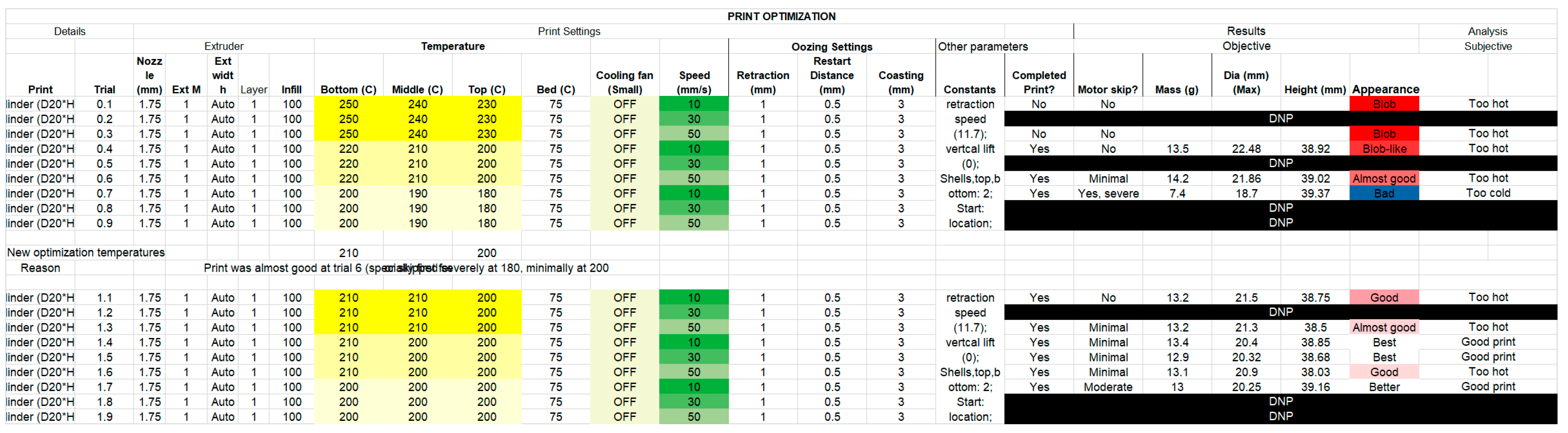
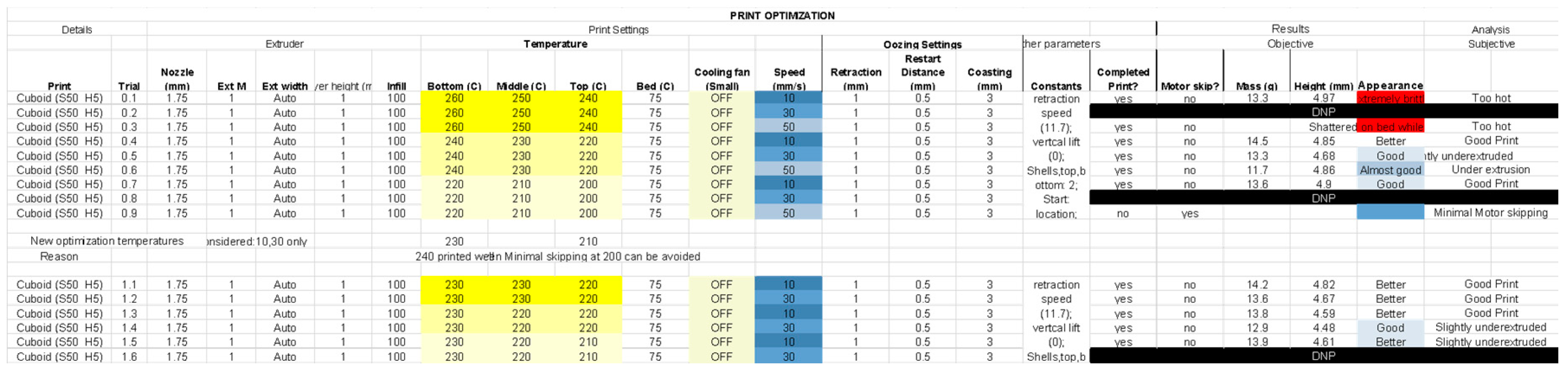
2.5. Printing Settings Optimization
- Cylinder: 20 mm diameter, 40 mm length, slicer generated mass of 17.3 g.
- Cuboid: 50 mm length, 50 mm width, 5 mm height, slicer generated mass of 17.3 g.
2.6. Mechanical Testing
3. Results and Discussion
3.1. Particle Size Analysis of Granulate and Feeding
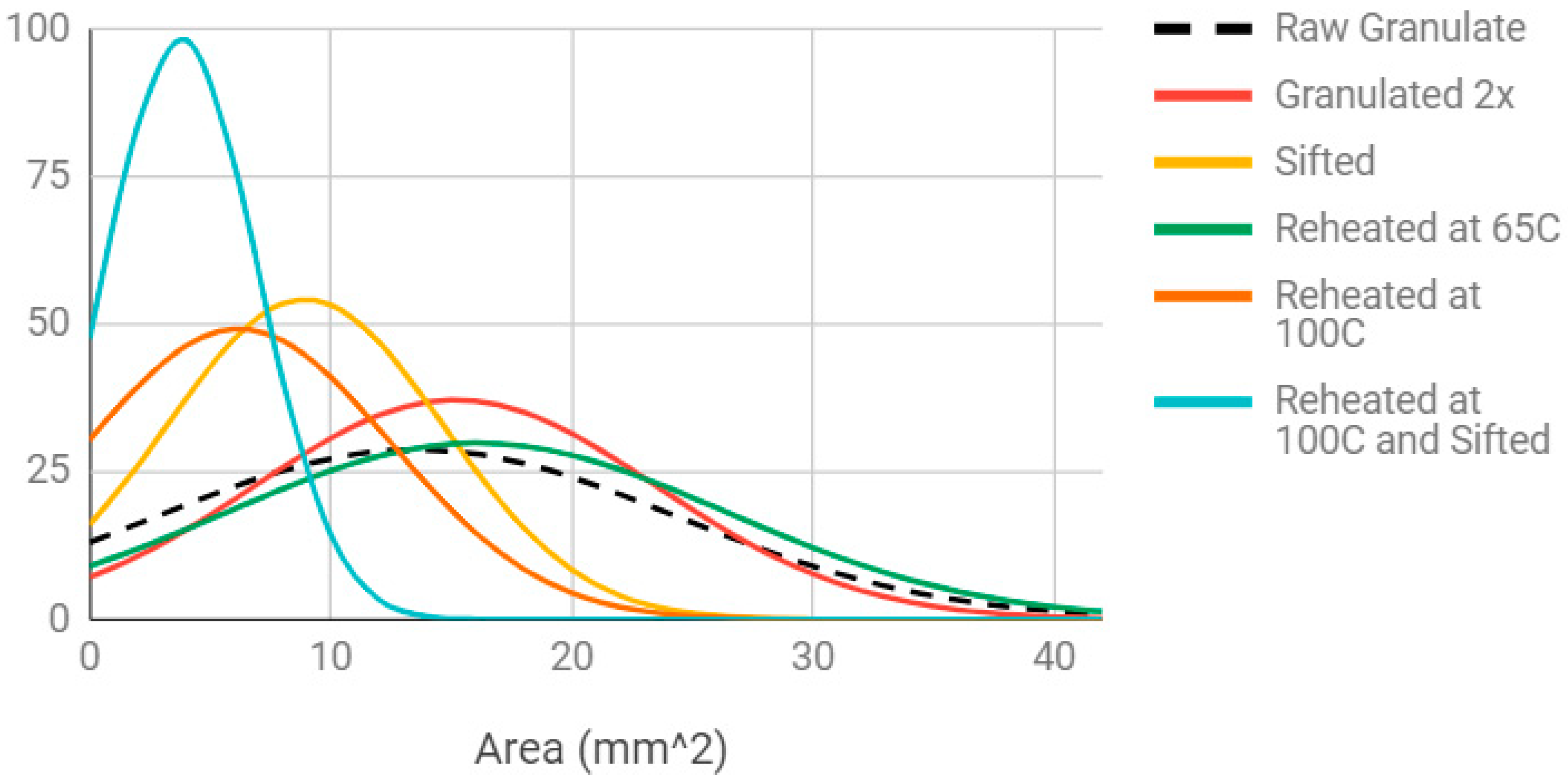
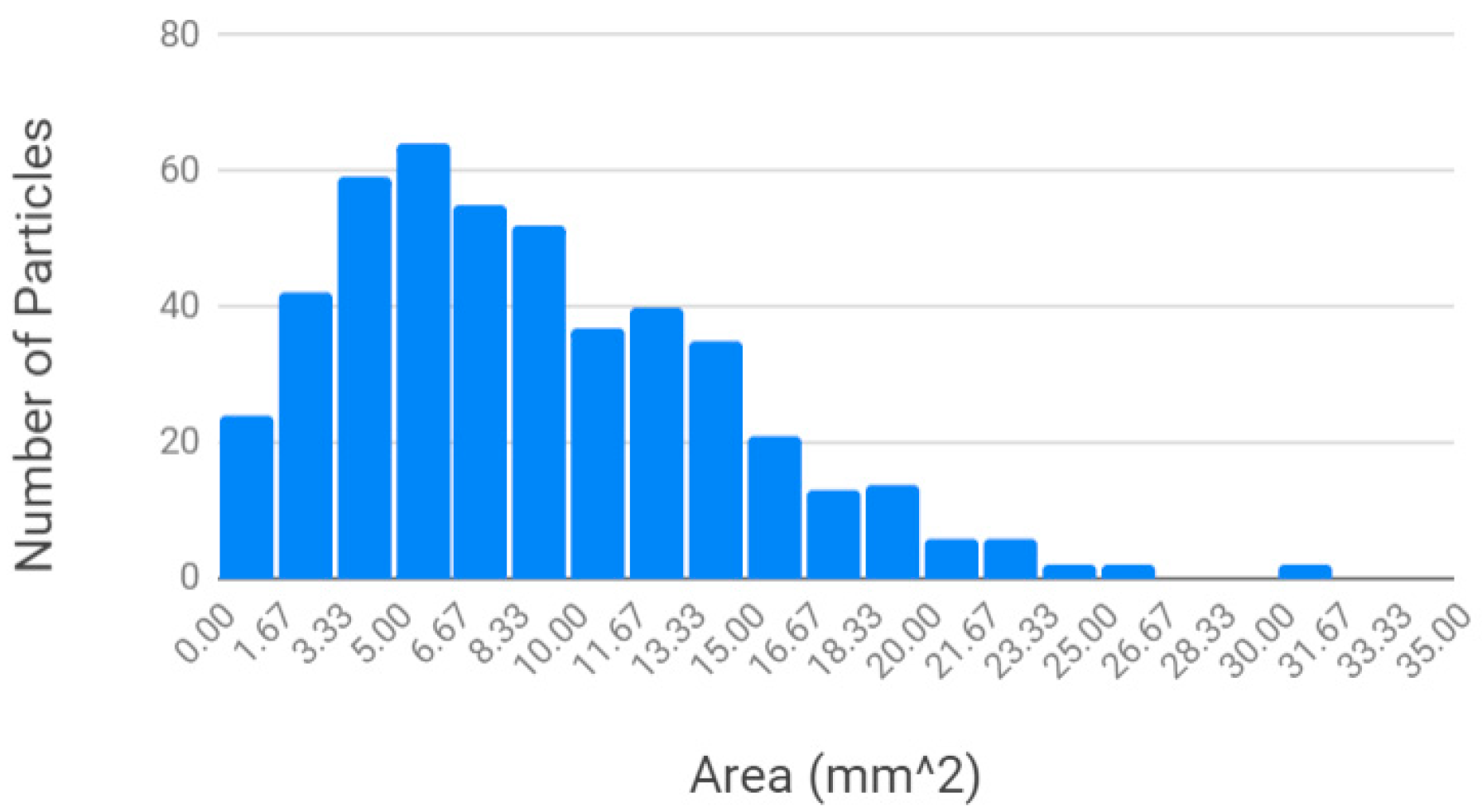
- Granulating twice: Passing the water bottle granulate through the SHINI granulator twice does not decrease particle size (Figure 6). In fact, it shifts the particle size distribution to the right, toward larger particles. This indicates a loss of smaller particles (<2 mm2 in area) in the granulator. Not only does this processing step take more time and energy, it is ineffective.
- Sifting: Sifting successfully reduces the average particle area from 12.56 to 9.14 mm2 and shifts the particle size distribution curve to the left (Figure 6). This is a promising method for obtaining a 3D-printable granulate from rPET water bottles, but results in additional waste plastic.
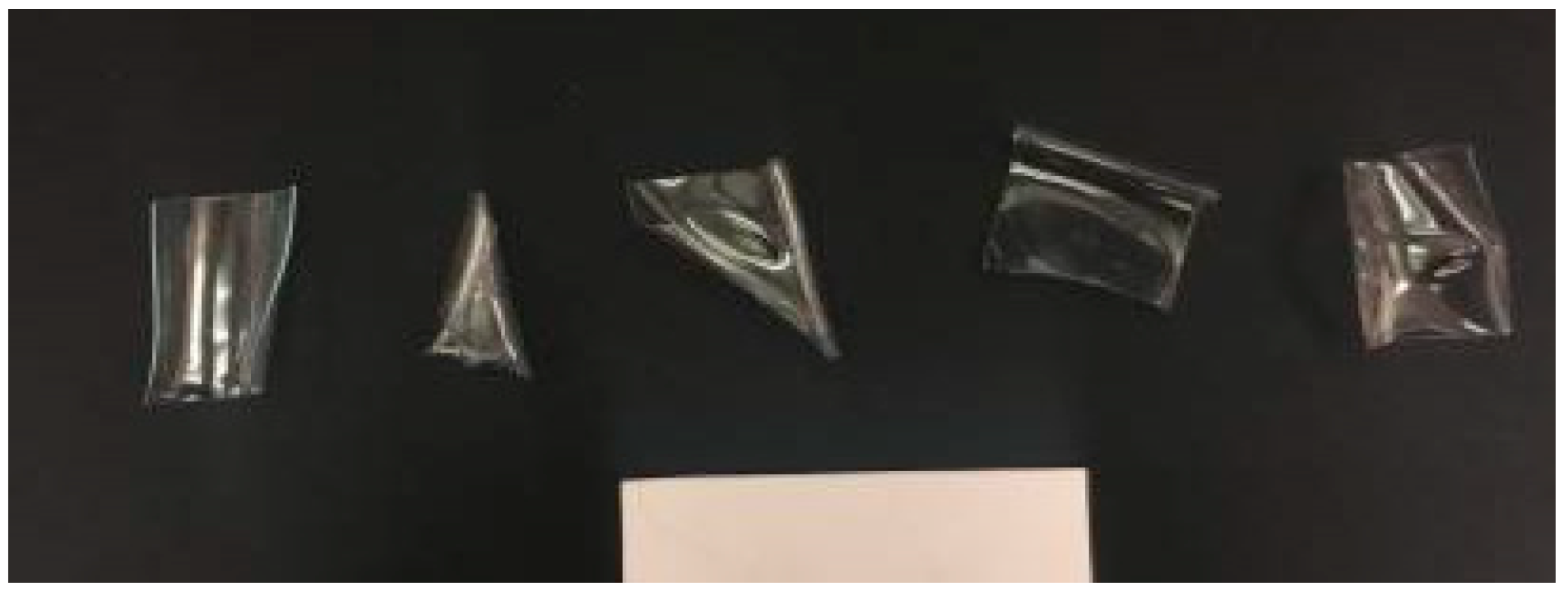
- Heating: Heating at 65 °C does not reduce particle area and instead slightly shifts the normal distribution curve to the right (Figure 6). This may indicate a loss of small particles in the dehydrator during the heating process, since the smallest particles can fall through the dehydrator’s screen holes. However, heating at 100 °C in the oven does reduce particle area (Figure 6), presumably because the flat plastic particles curl and contract in area while also increasing in thickness. The sample heated at 100 °C also contained some particles that underwent a color change from clear to opaque white. The shape and color changes indicate crystallization of the amorphous PET water bottle plastic. Crystallization begins at the glass transition temperature (Tg), which for PET is in the range of 153–178 °F (67–81 °C) [72]. This explains why the shape and color changes were present in the PET heated at 100 °C (above Tg) and not in the PET heated at 65 °C (below Tg).
- Combined sifting and 100 °C heating: Finally, the combined approach was shown to further tighten the particle size distribution and shift it towards smaller particles as shown in Figure 6.
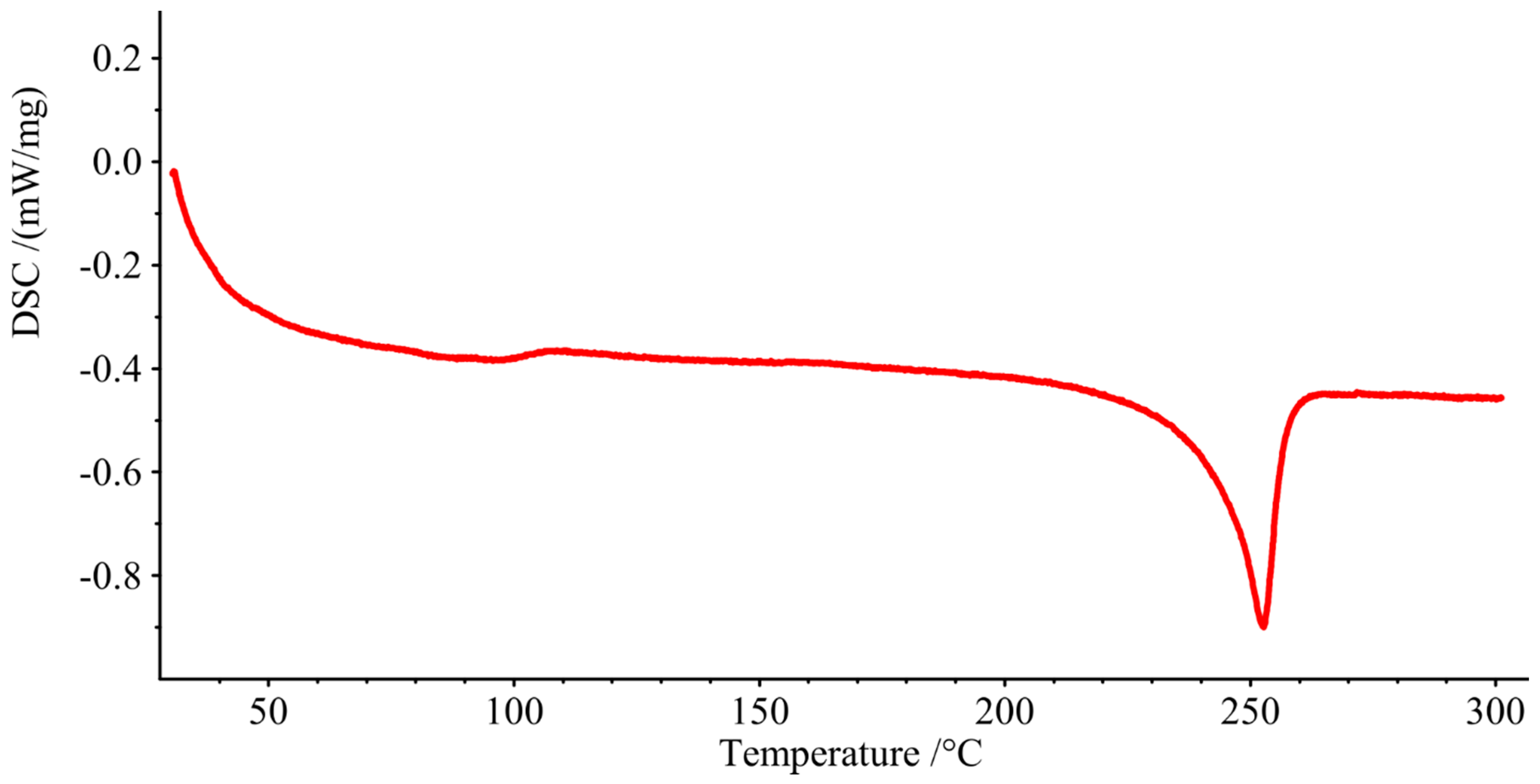
3.2. Thermal Analysis
3.3. 3D Printing
3.3.1. Optimization Results
3.3.2. Mechanical Testing
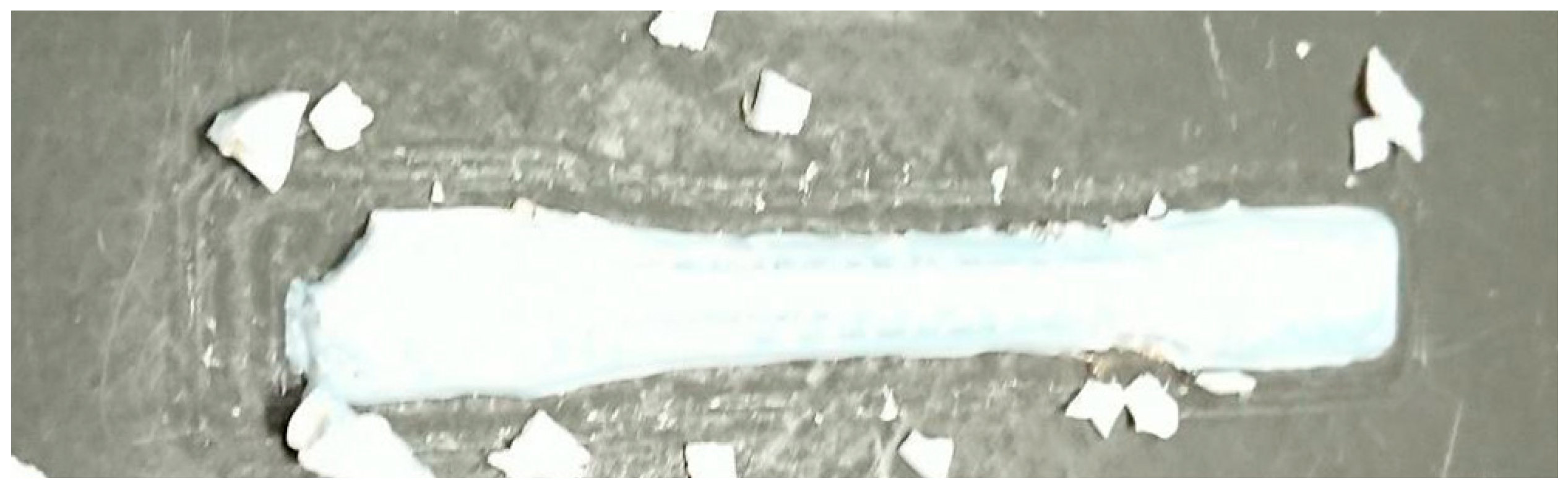
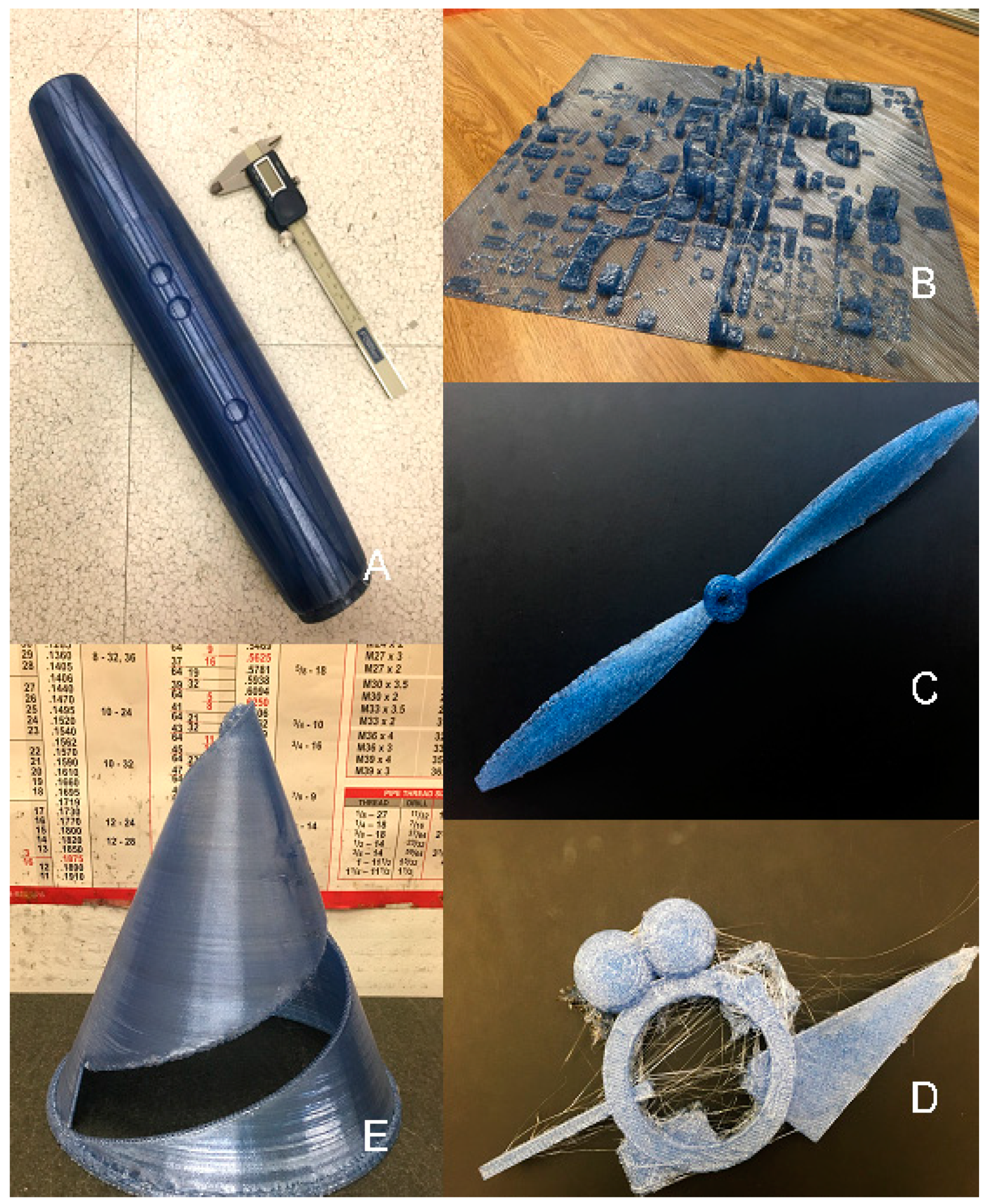
3.3.3. Example Print
4. Future Work
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A




References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brooks, A.L.; Wang, S.; Jambeck, J.R. The Chinese import ban and its impact on global plastic waste trade. Sci. Adv. 2018, 4, eaat0131. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Katz, C. Piling Up: How China’s Ban on Importing Waste Has Stalled Global Recycling. Available online: https://e360.yale.edu/features/piling-up-how-chinas-ban-on-importing-waste-has-stalled-global-recycling (accessed on 8 May 2020).
- McNaugton, S. How China’s Plastic Waste Ban Forced a Global Recycling Reckoning. Available online: https://www.nationalgeographic.com/magazine/2019/06/china-plastic-waste-ban-impacting-countries-worldwide/ (accessed on 8 May 2020).
- Joyce, C.U.S. Recycling Industry Is Struggling to Figure Out A Future without China. Available online: https://www.npr.org/2019/08/20/750864036/u-s-recycling-industry-is-struggling-to-figure-out-a-future-without-china (accessed on 8 May 2020).
- Corkery, M. As Costs Skyrocket, More U.S. Cities Stop Recycling. The New York Times, 17 March 2019; A.1. [Google Scholar]
- Packaging Europe Pioneering Sorting Technology: HolyGrail Project Moves towards a Circular Economy. Available online: https://packagingeurope.com/api/content/6c4a9c8e-81de-11e9-898c-12f1225286c6/ (accessed on 8 May 2020).
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy–A new sustainability paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef] [Green Version]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the circular economy: An analysis of 114 definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Stahel, W.R. The circular economy. Nat. News 2016, 531, 435. [Google Scholar] [CrossRef] [Green Version]
- Zhong, S.; Pearce, J.M. Tightening the loop on the circular economy: Coupled distributed recycling and manufacturing with recyclebot and RepRap 3-D printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef] [Green Version]
- Pavlo, S.; Fabio, C.; Hakim, B.; Mauricio, C. 3D-Printing Based Distributed Plastic Recycling: A Conceptual Model for Closed-Loop Supply Chain Design. In Proceedings of the 2018 IEEE International Conference on Engineering, Technology and Innovation (ICE/ITMC), Stuttgart, Germany, 17–20 June 2018; pp. 1–8. [Google Scholar]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic recycling in additive manufacturing: A systematic literature review and opportunities for the circular economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Gwamuri, J.; Wittbrodt, B.T.; Anzalone, N.C.; Pearce, J.M. Reversing the Trend of Large Scale and Centralization in Manufacturing: The Case of Distributed Manufacturing of Customizable 3-D-Printable Self-Adjustable Glasses; Social Science Research Network: Rochester, NY, USA, 2014. [Google Scholar]
- Wittbrodt, B.T.; Glover, A.G.; Laureto, J.; Anzalone, G.C.; Oppliger, D.; Irwin, J.L.; Pearce, J.M. Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef] [Green Version]
- Petersen, E.E.; Pearce, J. Emergence of Home Manufacturing in the Developed World: Return on Investment for Open-Source 3-D Printers. Technologies 2017, 5, 7. [Google Scholar] [CrossRef] [Green Version]
- Petersen, E.E.; Kidd, R.W.; Pearce, J.M. Impact of DIY Home Manufacturing with 3D Printing on the Toy and Game Market. Technologies 2017, 5, 45. [Google Scholar] [CrossRef]
- Laplume, A.O.; Petersen, B.; Pearce, J.M. Global value chains from a 3D printing perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Baechler, C.; DeVuono, M.; Pearce, J.M. Distributed recycling of waste polymer into RepRap feedstock. Rapid Prototyp. J. 2013, 19, 118–125. [Google Scholar] [CrossRef]
- Woern, A.L.; McCaslin, J.R.; Pringle, A.M.; Pearce, J.M. RepRapable Recyclebot: Open source 3-D printable extruder for converting plastic to 3-D printing filament. HardwareX 2018, 4, e00026. [Google Scholar] [CrossRef]
- Kreiger, M.; Anzalone, G.C.; Mulder, M.L.; Glover, A.; Pearce, J.M. Distributed Recycling of Post-Consumer Plastic Waste in Rural Areas. MRS Online Proc. Libr. Arch. 2013, 1492, 91–96. [Google Scholar] [CrossRef] [Green Version]
- Kreiger, M.A.; Mulder, M.L.; Glover, A.G.; Pearce, J.M. Life cycle analysis of distributed recycling of post-consumer high density polyethylene for 3-D printing filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar] [CrossRef] [Green Version]
- Zhong, S.; Rakhe, P.; Pearce, J.M. Energy Payback Time of a Solar Photovoltaic Powered Waste Plastic Recyclebot System. Recycling 2017, 2, 10. [Google Scholar] [CrossRef]
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper: Maximizing Customizability by Breeding the Means of Production. In Handbook of Research in Mass Customization and Personalization; World Scientific Publishing Company: Singapore, 2009; pp. 568–580. ISBN 978-981-4280-25-9. [Google Scholar]
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap–the replicating rapid prototyper. Robotica 2011, 29, 177–191. [Google Scholar] [CrossRef] [Green Version]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [Google Scholar] [CrossRef]
- Hunt, E.J.; Zhang, C.; Anzalone, N.; Pearce, J.M. Polymer recycling codes for distributed manufacturing with 3-D printers. Resour. Conserv. Recycl. 2015, 97, 24–30. [Google Scholar] [CrossRef]
- Sanchez, F.A.C.; Lanza, S.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling and Additive Manufacturing in an Open Source context: Optimization of processes and methods. In Proceedings of Annual International Solid Freeform Fabrication Symposium; ISSF: Austin, TX, USA, 2015; p. 1591. [Google Scholar]
- Cruz Sanchez, F.A.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Pakkanen, J.; Manfredi, D.; Minetola, P.; Iuliano, L. About the Use of Recycled or Biodegradable Filaments for Sustainability of 3D Printing. In Proceedings of the Sustainable Design and Manufacturing 2017; Campana, G., Howlett, R.J., Setchi, R., Cimatti, B., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 776–785. [Google Scholar]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Tang, B.; Wang, J. Investigation of Closed-Loop Manufacturing with Acrylonitrile Butadiene Styrene over Multiple Generations Using Additive Manufacturing. ACS Sustain. Chem. Eng. 2019, 7, 13955–13969. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Vidler, C.; Rosson, L.; Long, J. The Recycling of E-Waste ABS Plastics by Melt Extrusion and 3D Printing Using Solar Powered Devices as a Transformative Tool for Humanitarian Aid. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 80–92. [Google Scholar]
- Mohammed, M.I.; Wilson, D.; Gomez-Kervin, E.; Rosson, L.; Long, J. EcoPrinting: Investigation of Solar Powered Plastic Recycling and Additive Manufacturing for Enhanced Waste Management and Sustainable Manufacturing. In Proceedings of the 2018 IEEE Conference on Technologies for Sustainability (SusTech), Long Beach, CA, USA, 11–13 November 2018; pp. 1–6. [Google Scholar]
- Boldizar, A.; Möller, K. Degradation of ABS during repeated processing and accelerated ageing. Polym. Degrad. Stab. 2003, 81, 359–366. [Google Scholar] [CrossRef]
- Chong, S.; Pan, G.-T.; Khalid, M.; Yang, T.C.-K.; Hung, S.-T.; Huang, C.-M. Physical Characterization and Pre-assessment of Recycled High-Density Polyethylene as 3D Printing Material. J. Polym. Environ. 2017, 25, 136–145. [Google Scholar] [CrossRef]
- Pepi, M.; Zander, N.; Gillan, M. Towards Expeditionary Battlefield Manufacturing Using Recycled, Reclaimed, and Scrap Materials. JOM 2018, 70, 2359–2364. [Google Scholar] [CrossRef]
- Woern, A.L.; Pearce, J.M. Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies 2017, 5, 71. [Google Scholar] [CrossRef] [Green Version]
- Hart, K.R.; Frketic, J.B.; Brown, J.R. Recycling meal-ready-to-eat (MRE) pouches into polymer filament for material extrusion additive manufacturing. Addit. Manuf. 2018, 21, 536–543. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical Properties and Applications of Recycled Polycarbonate Particle Material Extrusion-Based Additive Manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef] [Green Version]
- Oblak, P.; Gonzalez-Gutierrez, J.; Zupančič, B.; Aulova, A.; Emri, I. Processability and mechanical properties of extensively recycled high density polyethylene. Polym. Degrad. Stab. 2015, 114, 133–145. [Google Scholar] [CrossRef]
- Lee, J.H.; Lim, K.S.; Hahm, W.G.; Kim, S.H. Properties of recycled and virgin poly(ethylene terephthalate) blend fibers. J. Appl. Polym. Sci. 2013, 128, 1250–1256. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Li, D.; Ziegmann, G. Recycling and remanufacturing of 3D printed continuous carbon fiber reinforced PLA composites. J. Clean. Prod. 2017, 142, 1609–1618. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017. [Google Scholar] [CrossRef]
- Heller, B.P.; Smith, D.E.; Jack, D.A. Planar deposition flow modeling of fiber filled composites in large area additive manufacturing. Addit. Manuf. 2019, 25, 227–238. [Google Scholar] [CrossRef]
- Pringle, A.M.; Rudnicki, M.; Pearce, J.M. Wood Furniture Waste–Based Recycled 3-D Printing Filament. For. Prod. J. 2017, 68, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Zander, N.E. Recycled Polymer Feedstocks for Material Extrusion Additive Manufacturing. In Polymer-Based Additive Manufacturing: Recent Developments; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2019; Volume 1315, pp. 37–51. ISBN 978-0-8412-3426-0. [Google Scholar]
- Dertinger, S.C.; Gallup, N.; Tanikella, N.G.; Grasso, M.; Vahid, S.; Foot, P.J.S.; Pearce, J.M. Technical pathways for distributed recycling of polymer composites for distributed manufacturing: Windshield wiper blades. Resour. Conserv. Recycl. 2020, 157, 104810. [Google Scholar] [CrossRef]
- Meyer, T.K.; Tanikella, N.G.; Reich, M.J.; Pearce, J.M. Potential of distributed recycling from hybrid manufacturing of 3-D printing and injection molding of stamp sand and acrylonitrile styrene acrylate waste composite. Sustain. Mater. Technol. 2020, 25, e00169. [Google Scholar] [CrossRef]
- Zander, N.E.; Gillan, M.; Burckhard, Z.; Gardea, F. Recycled polypropylene blends as novel 3D printing materials. Addit. Manuf. 2019, 25, 122–130. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- La Mantia, F.P. Polymer Mechanical Recycling: Downcycling or Upcycling? Prog. Rubber Plast. Recycl. Technol. 2004, 20, 11–24. [Google Scholar] [CrossRef] [Green Version]
- Polyethylene Terephthalate Production, Price and Market–Plastics Insight. Available online: https://www.plasticsinsight.com/resin-intelligence/resin-prices/polyethylene-terephthalate/ (accessed on 11 May 2020).
- Karayannidis, G.P.; Achilias, D.S. Chemical Recycling of Poly(ethylene terephthalate). Macromol. Mater. Eng. 2007, 292, 128–146. [Google Scholar] [CrossRef]
- Nace, T. We’re Now at A Million Plastic Bottles Per Minute-91% of Which Are Not Recycled. Available online: https://www.forbes.com/sites/trevornace/2017/07/26/million-plastic-bottles-minute-91-not-recycled/ (accessed on 11 May 2020).
- B-Pet|Bottle PET Filament. Available online: https://bpetfilament.com/ (accessed on 8 May 2020).
- RE PET 3D|Recycled PET Filament. Available online: https://re-pet3d.com/ (accessed on 8 May 2020).
- Mosaddek, A.; Kommula, H.K.R.; Gonzalez, F. Design and Testing of a Recycled 3D Printed and Foldable Unmanned Aerial Vehicle for Remote Sensing. In Proceedings of the 2018 International Conference on Unmanned Aircraft Systems (ICUAS), Dallas, TX, USA, 12–15 June 2018; pp. 1207–1216. [Google Scholar]
- Refil|The Makers of Recycled Filament|Order Today. Available online: https://www.re-filament.com/ (accessed on 8 May 2020).
- Zander, N.E.; Gillan, M.; Lambeth, R.H. Recycled polyethylene terephthalate as a new FFF feedstock material. Addit. Manuf. 2018, 21, 174–182. [Google Scholar] [CrossRef]
- Woern, A.L.; Byard, D.J.; Oakley, R.B.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Fused Particle Fabrication 3-D Printing: Recycled Materials’ Optimization and Mechanical Properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alzahrani, M. Modification of Recycled Poly(ethylene terephthalate) for FDM 3D-Printing Applications. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, April 2017. [Google Scholar]
- PET Facts|IBWA|Bottled Water. Available online: https://www.bottledwater.org/education/recycling/pet-facts (accessed on 11 May 2020).
- Parado-Guilford, C. Can Recycled 3D Printing Filament Lead to a Successful Social Venture? Available online: https://blogs.worldbank.org/digital-development/can-recycled-3d-printing-filament-lead-successful-social-venture (accessed on 11 May 2020).
- Techfortrade’s Thunderhead PET Filament Extruder Technical Feasibility Study. Available online: http://www.refabdar.org/updates/2016/8/31/techfortrade-thunderhead-pet-filament-extruder-technical-feasibility-study (accessed on 11 May 2020).
- Low Speed Open Rotor Scissor Cut Granulators|Shini USA 2016. Available online: https://www.shiniusa.com/products/granulating-recycling/low-speed-granulators/low-speed-open-rotor-scissor-cut-granulators-2/ (accessed on 11 May 2020).
- ImageJ. Available online: https://imagej.nih.gov/ij/download.html (accessed on 8 May 2020).
- Circularity. Available online: https://imagej.nih.gov/ij/plugins/circularity.html (accessed on 13 May 2020).
- Ultrafuse rPET Natural Blue. Available online: https://www.ultrafusefff.com/product-category/sustainable/innocircle/ (accessed on 13 May 2020).
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technology 1989, 58, 63–70. [Google Scholar] [CrossRef]
- GigabotX OS Cooling System. Available online: https://osf.io/q2bkd/ (accessed on 22 August 2020).
- Demirel, B.; Yaraş, A.; Elçiçek, H. Crystallization Behavior of PET Materials (PET malzemelerin kristalizasyon davranıșı) 2011. Available online: https://www.researchgate.net/profile/Ali_Yaras/publication/290429725_Crystallization_Behavior_of_PET_Materials/links/56977b7308ae1c427904dc10/Crystallization-Behavior-of-PET-Materials.pdf (accessed on 19 May 2020).
- Resin Properties Table|PMC. Available online: https://www.pmcplastics.com/materials/pet-resin/ (accessed on 19 May 2020).
- Overview of Materials for Polyethylene Terephthalate (PET), Unreinforced. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=a696bdcdff6f41dd98f8eec3599eaa20&ckck=1 (accessed on 13 May 2020).
- Matias, Á.A.; Lima, M.S.; Pereira, J.; Pereira, P.; Barros, R.; Coelho, J.F.J.; Serra, A.C. Use of recycled polypropylene/poly(ethylene terephthalate) blends to manufacture water pipes: An industrial scale study. Waste Manag. 2020, 101, 250–258. [Google Scholar] [CrossRef] [PubMed]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Pearce, J. Distributed Manufacturing of Open-Source Medical Hardware for Pandemics. J. Manuf. Mater. Process. 2020. [Google Scholar] [CrossRef]
- Tino, R.; Moore, R.; Antoline, S.; Ravi, P.; Wake, N.; Ionita, C.N.; Morris, J.M.; Decker, S.J.; Sheikh, A.; Rybicki, F.J.; et al. COVID-19 and the role of 3D printing in medicine. 3D Print. Med. 2020, 6, 11. [Google Scholar] [CrossRef] [Green Version]
- Livingston, E.; Desai, A.; Berkwits, M. Sourcing Personal Protective Equipment during the COVID-19 Pandemic. JAMA 2020, 323, 1912–1914. [Google Scholar] [CrossRef] [Green Version]
- Ishack, S.; Lipner, S.R. Applications of 3D Printing Technology to Address COVID-19 Related Supply Shortages. Am. J. Med. 2020. [Google Scholar] [CrossRef]
- Pearce, J.M. Expanding the Consumer Bill of Rights for material ingredients. Mater. Today 2018, 21, 197–198. [Google Scholar] [CrossRef] [Green Version]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Vairis, A.; Kechagias, J. Sustainable Additive Manufacturing: Mechanical Response of Acrylonitrile-Butadiene-Styrene over Multiple Recycling Processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Cruz, S.A.; Zanin, M. Evaluation and identification of degradative processes in post-consumer recycled high-density polyethylene. Polym. Degrad. Stab. 2003, 80, 31–37. [Google Scholar] [CrossRef]
- Santander, P.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M. Closed loop supply chain network for local and distributed plastic recycling for 3D printing: A MILP-based optimization approach. Resour. Conserv. Recycl. 2020, 154, 104531. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Post-Thermal Treatment | Percent Change | ||||
|---|---|---|---|---|---|
| Bottle Brand | Width (mm) | Length (mm) | Area (mm2) | Width | Length |
| Baraka | 17.8 | 23.9 | 424.5 | −30.0% | −6.0% |
| Hill Country Fare | 22.1 | 23.1 | 510.8 | −13.0% | −9.0% |
| Great Value | 21.3 | 24.4 | 520.3 | −16.0% | −4.0% |
| Ozarka | 21.3 | 24.6 | 525.7 | −16.0% | −3.0% |
| Texas Music Water | 22.4 | 24.6 | 550.7 | −12.0% | −3.0% |
| Cooling Fan | Shape of Print | Temperature (°C) | ||
|---|---|---|---|---|
| Bottom | Middle | Top | ||
| No fan used | Cylinder | 210 | 200 | 200 |
| Cuboid | 230 | 230 | 220 | |
| Small fan used | Cylinder | 220 | 220 | 210 |
| Cuboid | 230 | 220 | 220 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Little, H.A.; Tanikella, N.G.; J. Reich, M.; Fiedler, M.J.; Snabes, S.L.; Pearce, J.M. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials 2020, 13, 4273. https://doi.org/10.3390/ma13194273
Little HA, Tanikella NG, J. Reich M, Fiedler MJ, Snabes SL, Pearce JM. Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials. 2020; 13(19):4273. https://doi.org/10.3390/ma13194273
Chicago/Turabian StyleLittle, Helen A., Nagendra G. Tanikella, Matthew J. Reich, Matthew J. Fiedler, Samantha L. Snabes, and Joshua M. Pearce. 2020. "Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks" Materials 13, no. 19: 4273. https://doi.org/10.3390/ma13194273
APA StyleLittle, H. A., Tanikella, N. G., J. Reich, M., Fiedler, M. J., Snabes, S. L., & Pearce, J. M. (2020). Towards Distributed Recycling with Additive Manufacturing of PET Flake Feedstocks. Materials, 13(19), 4273. https://doi.org/10.3390/ma13194273