Mechanical Properties of Flax Tape-Reinforced Thermoset Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Martials
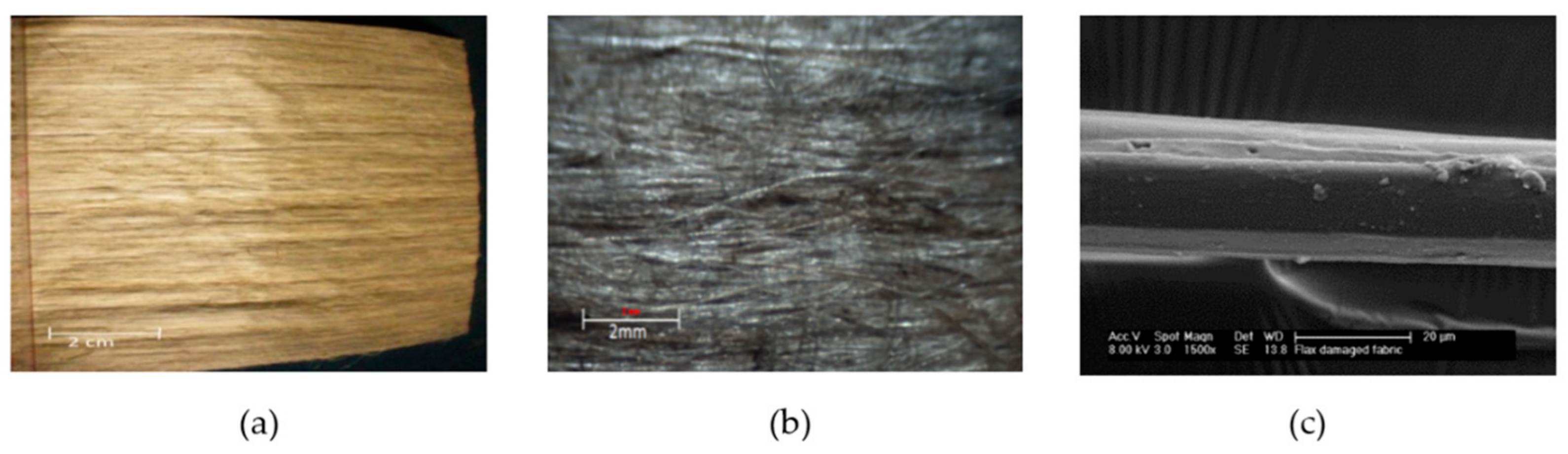
2.1.1. Flax Fibre Tapes
2.1.2. Bio-Epoxy, Epoxy and Polyester Matrices
2.2. Methods
2.2.1. Composite Manufacturing
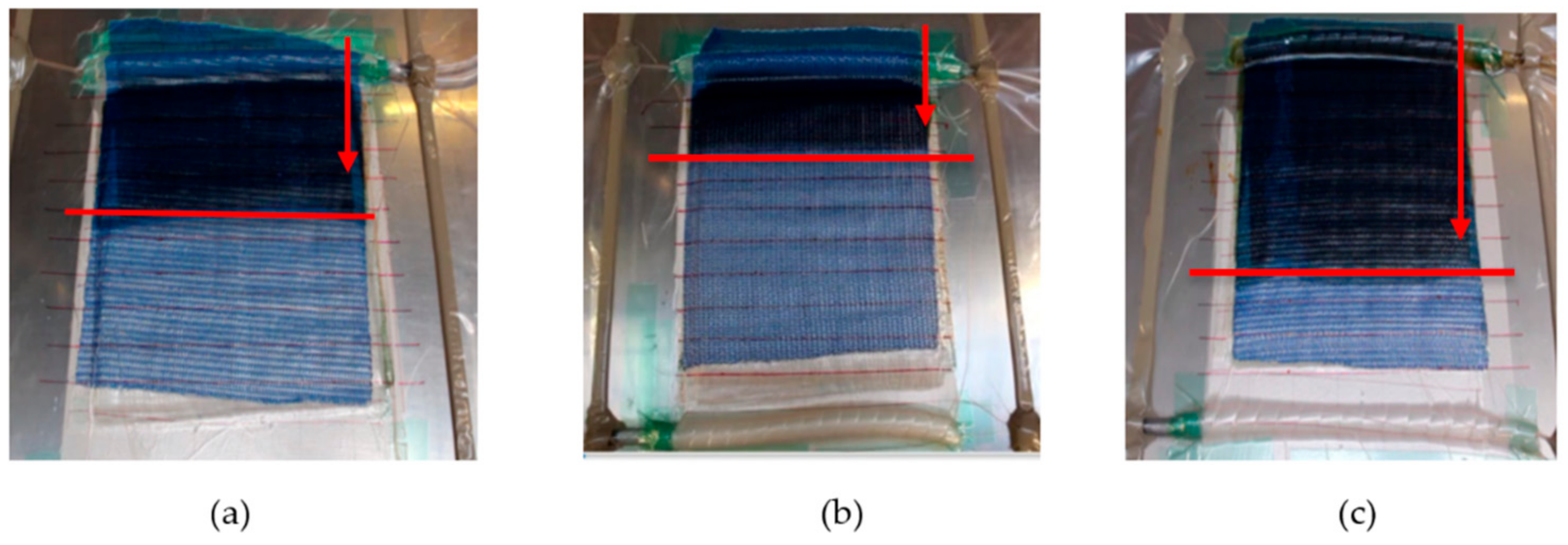
2.2.2. Infusion Process Study
2.2.3. Volume Fraction and Density Calculation
2.2.4. Optical and Scanning Electron Microscopy
2.2.5. Micro-Bond Testing
2.2.6. Tensile Testing
2.2.7. Flexural Test and Short Beam Shear Test
2.2.8. Low-Velocity Impact Test
3. Results and Discussion
3.1. Composite Fill Time and Flax Tape Permeability
3.2. Density and Fibre Volume Fraction
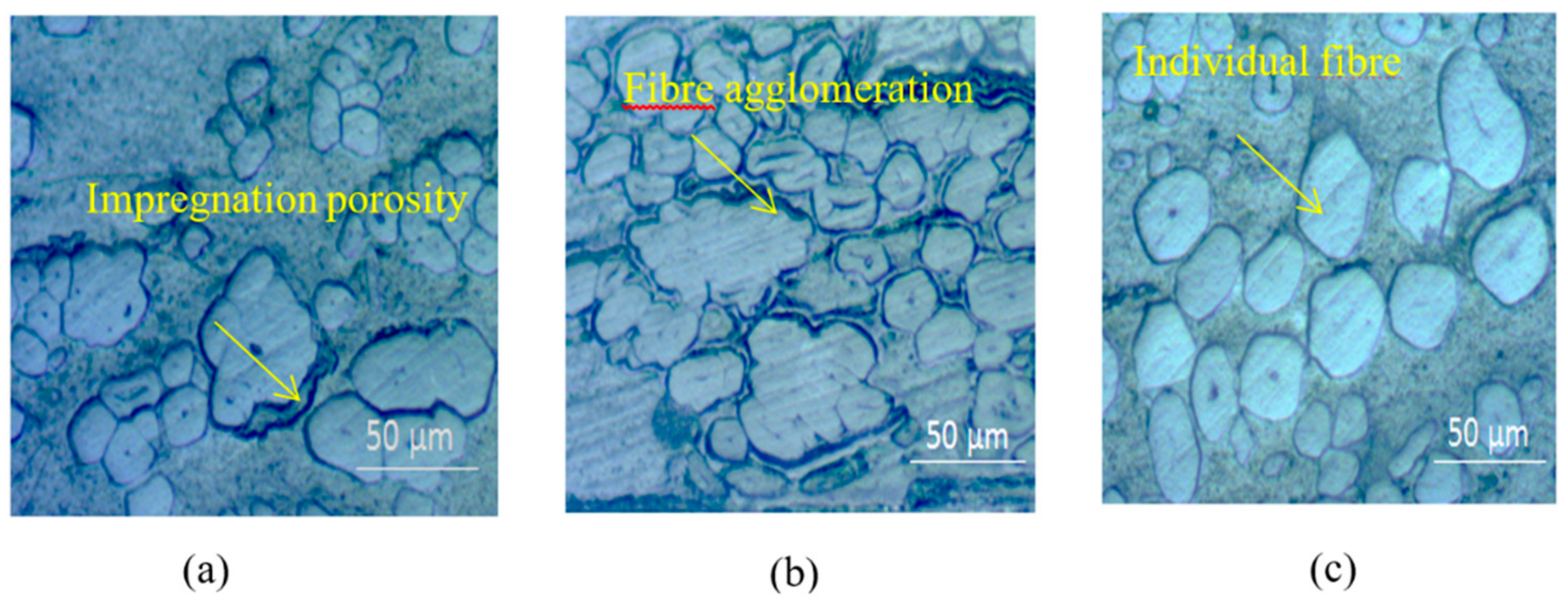
3.3. Reinforcement Packing and Composite Porosity
3.4. Interfacial Properties
3.5. Interlaminar Shear Properties
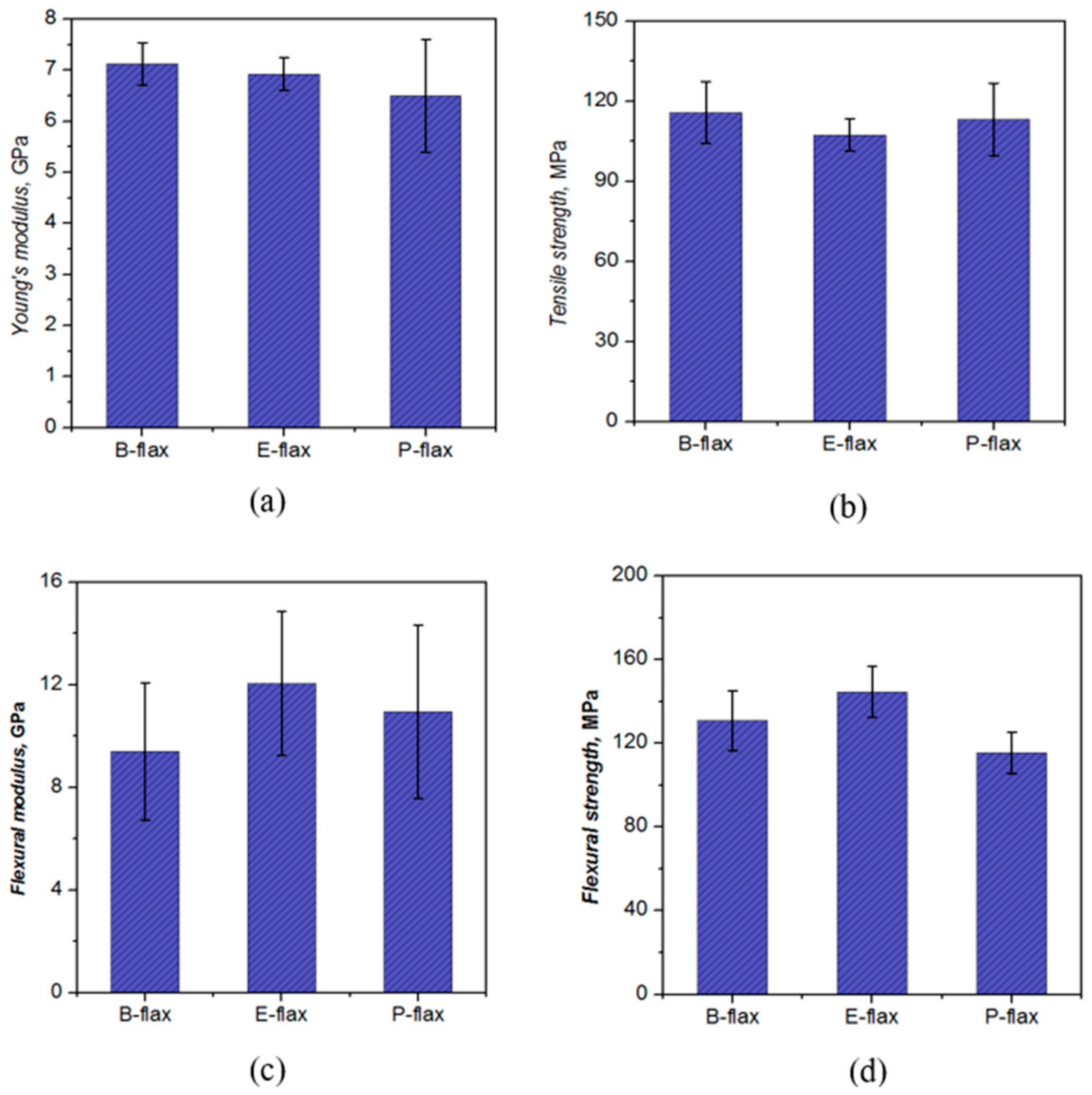
3.6. Tensile Mechanical Properties
3.7. Flexural Mechanical Properties
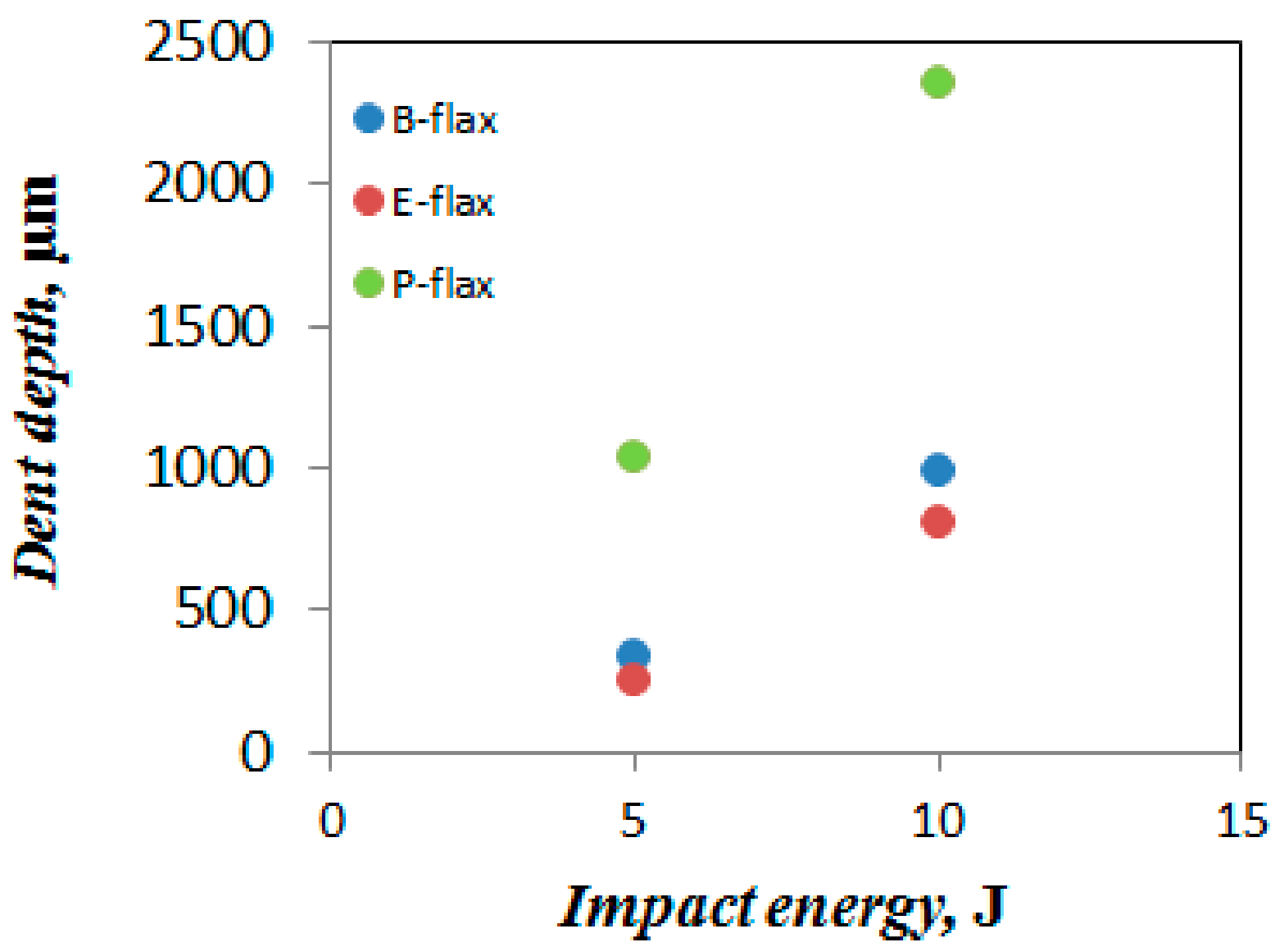
3.8. Impact of Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sarker, F.; Karim, N.; Afroj, S.; Koncherry, V.; Novoselov, K.S.; Potluri, P. High-Performance Graphene-Based Natural Fiber Composites. ACS Appl. Mater. Interfaces 2018, 10, 34502–34512. [Google Scholar] [CrossRef] [PubMed]
- Koronis, G.; Silva, A.; Fontul, M. Green Composites: A Review of Adequate Materials for Automotive Applications. Compos. Part B Eng. 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for Improving the Mechanical Properties of Jute/Epoxy Composites by Alkali Treatment of Fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J.; Licence, P. Mechanical Property Characterization of Aligned Plant Yarn Reinforced Thermoset Matrix Composites Manufactured via Vacuum Infusion. Polym. Plast. Technol. Eng. 2014, 53, 239–253. [Google Scholar] [CrossRef]
- Shah, D.U. Developing Plant Fibre Composites for Structural Applications by Optimising Composite Parameters: A Critical Review. J. Mater. Sci. 2013, 48, 6083–6107. [Google Scholar] [CrossRef]
- Mansor, M.R.; Mastura, M.T.; Sapuan, S.M.; Zainudin, A.Z. The Environmental Impact of Natural Fiber Composites through Life Cycle Assessment Analysis. In Durability and Life Prediction in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Woodhead Publishing: Cambridge, UK, 2018; pp. 257–285. [Google Scholar] [CrossRef]
- Rassmann, S.; Reid, R.G.; Paskaramoorthy, R. Effects of Processing Conditions on the Mechanical and Water Absorption Properties of Resin Transfer Moulded Kenaf Fibre Reinforced Polyester Composite Laminates. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1612–1619. [Google Scholar] [CrossRef]
- Salman, S.D.; Sharba, M.J.; Leman, Z.; Sultan, M.T.H.; Ishak, M.R.; Cardona, F. Physical, Mechanical, and Morphological Properties of Woven Kenaf/Polymer Composites Produced Using a Vacuum Infusion Technique. Int. J. Polym. Sci. 2015, 2015, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Scarponi, C.; Sarasini, F.; Tirillò, J.; Lampani, L.; Valente, T.; Gaudenzi, P. Low-Velocity Impact Behaviour of Hemp Fibre Reinforced Bio-Based Epoxy Laminates. Compos. Part B Eng. 2016, 91, 162–168. [Google Scholar] [CrossRef]
- Zhang, L.; Miao, M. Commingled Natural Fibre/Polypropylene Wrap Spun Yarns for Structured Thermoplastic Composites. Compos. Sci. Technol. 2010, 70, 130–135. [Google Scholar] [CrossRef]
- Baley, C.; Kervoëlen, A.; Lan, M.; Cartié, D.; Le Duigou, A.; Bourmaud, A.; Davies, P. Flax/PP Manufacture by Automated Fibre Placement (AFP). Mater. Des. 2016, 94, 207–213. [Google Scholar] [CrossRef]
- Pickering, K.L.; Le, T.M. High Performance Aligned Short Natural Fibre—Epoxy Composites. Compos. Part B Eng. 2016, 85, 123–129. [Google Scholar] [CrossRef]
- Khalfallah, M.; Abbès, B.; Abbès, F.; Guo, Y.Q.; Marcel, V.; Duval, A.; Vanfleteren, F.; Rousseau, F. Innovative Flax Tapes Reinforced Acrodur Biocomposites: A New Alternative for Automotive Applications. Mater. Des. 2014, 64, 116–126. [Google Scholar] [CrossRef]
- Miller, B.; Muri, P.; Rebenfeld, L. A Microbond Method for Determination of the Shear Strength of a Fiber/Resin Interface. Compos. Sci. Technol. 1987, 28, 17–32. [Google Scholar] [CrossRef]
- Subbiah, R.; Tjong, J.; Nayak, S.K.; Sain, M. Studies on Permeability of Sisal Fibre Mat during Thermoset Resin Filling in Vacuum Infusion Process. Can. J. Chem. Eng. 2015, 93, 1364–1370. [Google Scholar] [CrossRef]
- Shah, D.U.; Clifford, M.J. Compaction, Permeability and Flow Simulation for Liquid Composite Moulding of Natural Fibre Composites. In Manufacturing of Natural Fibre Reinforced Polymer Composites; Springer: Cham, Switzerland, 2015; pp. 65–99. [Google Scholar] [CrossRef]
- Orue, A.; Jauregi, A.; Unsuain, U.; Labidi, J.; Eceiza, A.; Arbelaiz, A. The Effect of Alkaline and Silane Treatments on Mechanical Properties and Breakage of Sisal Fibers and Poly(Lactic Acid)/Sisal Fiber Composites. Compos. Part A Appl. Sci. Manuf. 2016, 84, 186–195. [Google Scholar] [CrossRef]
- Sarker, F.; Potluri, P.; Afroj, S.; Koncherry, V.; Novoselov, K.S.; Karim, N. Ultrahigh Performance of Nanoengineered Graphene-Based Natural Jute Fiber Composites. ACS Appl. Mater. Interfaces 2019, 11, 21166–21176. [Google Scholar] [CrossRef]
- Yang, L.; Thomason, J.L. Interface Strength in Glass Fibre-Polypropylene Measured Using the Fibre Pull-out and Microbond Methods. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1077–1083. [Google Scholar] [CrossRef] [Green Version]
- Caprino, G.; Carrino, L.; Durante, M.; Langella, A.; Lopresto, V. Low Impact Behaviour of Hemp Fibre Reinforced Epoxy Composites. Compos. Struct. 2015, 133, 892–901. [Google Scholar] [CrossRef]
- Madsen, B.; Hoffmeyer, P.; Lilholt, H. Hemp Yarn Reinforced Composites—II. Tensile Properties. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2204–2215. [Google Scholar] [CrossRef]
- Salit, M.S. Tropical Natural Fibre Composites—Chapter 3 Biopolymer. Trop. Nat. Fibers Prop. 2014, 41. [Google Scholar] [CrossRef]
- Madsen, B.; Thygesen, A.; Lilholt, H. Plant Fibre Composites—Porosity and Stiffness. Compos. Sci. Technol. 2009, 69, 1057–1069. [Google Scholar] [CrossRef]
- Baley, C.; Perrot, Y.; Busnel, F.; Guezenoc, H.; Davies, P. Transverse Tensile Behaviour of Unidirectional Plies Reinforced with Flax Fibres. Mater. Lett. 2006, 60, 2984–2987. [Google Scholar] [CrossRef] [Green Version]
- Charlet, K.; Jernot, J.P.; Eve, S.; Gomina, M.; Bréard, J. Multi-Scale Morphological Characterisation of Flax: From the Stem to the Fibrils. Carbohydr. Polym. 2010, 82, 54–61. [Google Scholar] [CrossRef]
- Coroller, G.; Lefeuvre, A.; Le Duigou, A.; Bourmaud, A.; Ausias, G.; Gaudry, T.; Baley, C. Effect of Flax Fibres Individualisation on Tensile Failure of Flax/Epoxy Unidirectional Composite. Compos. Part A Appl. Sci. Manuf. 2013, 51, 62–70. [Google Scholar] [CrossRef]
- Munikenche Gowda, T.; Naidu, A.C.B.; Chhaya, R. Some Mechanical Properties of Untreated Jute Fabric-Reinforced Polyester Composites. Compos. Part A Appl. Sci. Manuf. 1999, 30, 277–284. [Google Scholar] [CrossRef]
- King, R.L. Fibre-Reinforced Composites Materials, Manufacturing and Design. Composites 1989, 20, 172–173. [Google Scholar] [CrossRef]
- Dang, C.Y.; Shen, X.J.; Nie, H.J.; Yang, S.; Shen, J.X.; Yang, X.H.; Fu, S.Y. Enhanced Interlaminar Shear Strength of Ramie Fiber/Polypropylene Composites by Optimal Combination of Graphene Oxide Size and Content. Compos. Part B Eng. 2019, 168, 488–495. [Google Scholar] [CrossRef]
- Joffe, R.; Wallström, L.; Berglund, L.A. Natural Fiber Composites Based on Flax—Matrix Effects. In Proceedings of the International Scientific Colloquium: Modelling for Saving Resources, Riga, Latvia, 17–18 May 2001; pp. 54–59. [Google Scholar]
- Kannan, T.G.; Wu, C.M.; Cheng, K.B.; Wang, C.Y. Effect of Reinforcement on the Mechanical and Thermal Properties of Flax/Polypropylene Interwoven Fabric Composites. J. Ind. Text. 2013, 42, 417–433. [Google Scholar] [CrossRef]
- El-Dessouky, H.M.; Lawrence, C.A. Ultra-Lightweight Carbon Fibre/Thermoplastic Composite Material Using Spread Tow Technology. Compos. Part B Eng. 2013, 50, 91–97. [Google Scholar] [CrossRef]
- Crossman, F.; Warren, W.J.; Wang, A.; Law, G.E. Initiation and Growth of Transverse Cracks and Edge Delamination in Composite Laminates Part 2. Experimental Correlation. J. Compos. Mater. 1980, 14, 88–108. [Google Scholar] [CrossRef]
- Kersani, M.; Lomov, S.V.; Van Vuure, A.W.; Bouabdallah, A.; Verpoest, I. Damage in Flax/Epoxy Quasi-Unidirectional Woven Laminates under Quasi-Static Tension. J. Compos. Mater. 2015, 49, 403–413. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; D’Altilia, S.; Valente, T.; Santulli, C.; Touchard, F.; Chocinski-Arnault, L.; Mellier, D.; Lampani, L.; Gaudenzi, P. Damage Tolerance of Carbon/Flax Hybrid Composites Subjected to Low Velocity Impact. Compos. Part B Eng. 2016, 91, 144–153. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Ferrante, L.; Cioffi, S.; Iannace, S.; Sorrentino, L. Hybrid Composites Based on Aramid and Basalt Woven Fabrics: Impact Damage Modes and Residual Flexural Properties. Mater. Des. 2013, 49, 290–302. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Puglia, D.; Dominici, F.; Santulli, C.; Boimau, K.; Valente, T.; Torre, L. Biodegradable Polycaprolactone-Based Composites Reinforced with Ramie and Borassus Fibres. Compos. Struct. 2017, 167, 20–29. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Viscosity (mPas) | Gel Time at 25 °C (min) | Cured Density ρm (gcm−3) | Tensile Modulus Em (GPa) | Tensile Strength σm (MPa) | Failure Strain ϵm (%) |
|---|---|---|---|---|---|---|
| Bio-epoxy | 800 | 90 | 1.1–1.2 | 3.0 | 68 | 6 |
| Epoxy | 1200 | 95 | 1.15 | 3.15 | 70 | 6 |
| Polyester | 160 | 85 | 1.12 | 3.58 | 66 | 2.5 |
| Reinforcement Type | Resins | Fibre Weight Fraction wf (%) | Composite Density ρc (%) | Fibre Volume Fraction vf (%) | Void Volume Fraction vp (%) |
|---|---|---|---|---|---|
| B-flax [0.90]12 | Bio-epoxy | 36 | 1.22 | 30 | ~2 |
| E-flax [0.90]12 | Epoxy | 34 | 1.21 | 27 | ~2 |
| P-flax [0.90]12 | Polyester | 37 | 1.25 | 30 | ~1 |
| Reinforcement Type | Resin | Fibre Volume Fraction vf (%) | Composite Tensile Modulus Ec (GPa) | Composite Tensile Strength σc (MPa) | Composite Failure Strain εc (%) |
|---|---|---|---|---|---|
| B-flax | Bio-epoxy | 30 | 7.12 (± 0.42) | 115.8 (± 11.5) | 1.93 (± 0.12) |
| E-flax | Epoxy | 27 | 6.92 (± 0.32) | 107.4 (± 6.0) | 1.85 (± 0.05) |
| P-flax | Polyester | 30 | 6.50 (± 1.10) | 113.2 (± 13.7) | 2.02 (± 0.06) |
| Sample Co | Flexural Strength (MPa) | Flexural Modulus (GPa) | Flexural Strain (%) |
|---|---|---|---|
| B-Flax | 130.9 (±14.3) | 9.4 (±3.7) | 2.68 (±0.17) |
| E-Flax | 144.5 (±12.2) | 12.1 (±1.4) | 2.81 (±0.03) |
| P-Flax | 115.6 (±9.9) | 11.0 (±0.7) | 3.38 (±0.07) |
| Specimen | Peak Force (N) | Maximum Displacement (mm) | Absorbed Energy (J) |
|---|---|---|---|
| Energy: 5 J | |||
| B-flax | 78,449 ± 71.86 | 5.89 ± 1.89 | 4.31 ± 0.33 |
| E-flax | 91,471 ± 54.82 | 5.48 ± 0.79 | 4.23 ± 0.18 |
| P-flax | 91,874 ± 48.38 | 5.28 ± 1.03 | 4.36 ± 0.15 |
| Energy: 10 J | |||
| B-flax | 85,016 ± 6.40 | 10.53 ± 2.82 | 8.49 ± 0.80 |
| E-flax | 124,609 ± 42.42 | 4.15 ± 1.30 | 8.03 ± 0.015 |
| P-flax | 110,462 ± 69.73 | 9.08 ± 0.30 | 9.30 ± 0.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarkar, F.; Akonda, M.; Shah, D.U. Mechanical Properties of Flax Tape-Reinforced Thermoset Composites. Materials 2020, 13, 5485. https://doi.org/10.3390/ma13235485
Sarkar F, Akonda M, Shah DU. Mechanical Properties of Flax Tape-Reinforced Thermoset Composites. Materials. 2020; 13(23):5485. https://doi.org/10.3390/ma13235485
Chicago/Turabian StyleSarkar, Forkan, Mahmudul Akonda, and Darshil U. Shah. 2020. "Mechanical Properties of Flax Tape-Reinforced Thermoset Composites" Materials 13, no. 23: 5485. https://doi.org/10.3390/ma13235485
APA StyleSarkar, F., Akonda, M., & Shah, D. U. (2020). Mechanical Properties of Flax Tape-Reinforced Thermoset Composites. Materials, 13(23), 5485. https://doi.org/10.3390/ma13235485