1. Introduction
Sawdust is a well-known agriculture and by-product waste material resulting from the wood industry. It is generated as a waste material when timbers are mechanically milled into different sizes and shapes. Many environmental problems are caused by sawdust wastes, wherein the scarcity of space for land fill is a major concern and a severe threat to developed nations. The excessive sawdust wastes that are accumulated due to the activities of factories, mills, and houses are ever growing annually. It is estimated that the annual generation of wood waste in the United States of America, Germany, the United Kingdom, and Australia is around 64, 8.8, 4.6, and 4.5 million tonnes per years, respectively, and more than 40% of these amounts are not recycled [
1,
2,
3,
4]. The high percentage of non-recycled wood wastes shows the deficiency of sufficient recycling procedures and strategies. Thus, it is vital to recycle wood wastes on a daily basis and utilize them effectively in cement-based composites/concretes to guarantee their harmless discarding as an environmental remedy.
Currently, researchers are facing a great challenge because of the constant increase in the demands of high-performance lightweight concretes (LWCs) as construction materials, where the manufacturing of novel construction materials from recycled industrial wastes has become a strategy. In this view, the advancement of LWCs via the use of sawdust wastes as lightweight aggregates is evaluated. The functions of sawdust in cements/concretes have been assessed by several researchers, and it has been used to make lightweight concretes in the past [
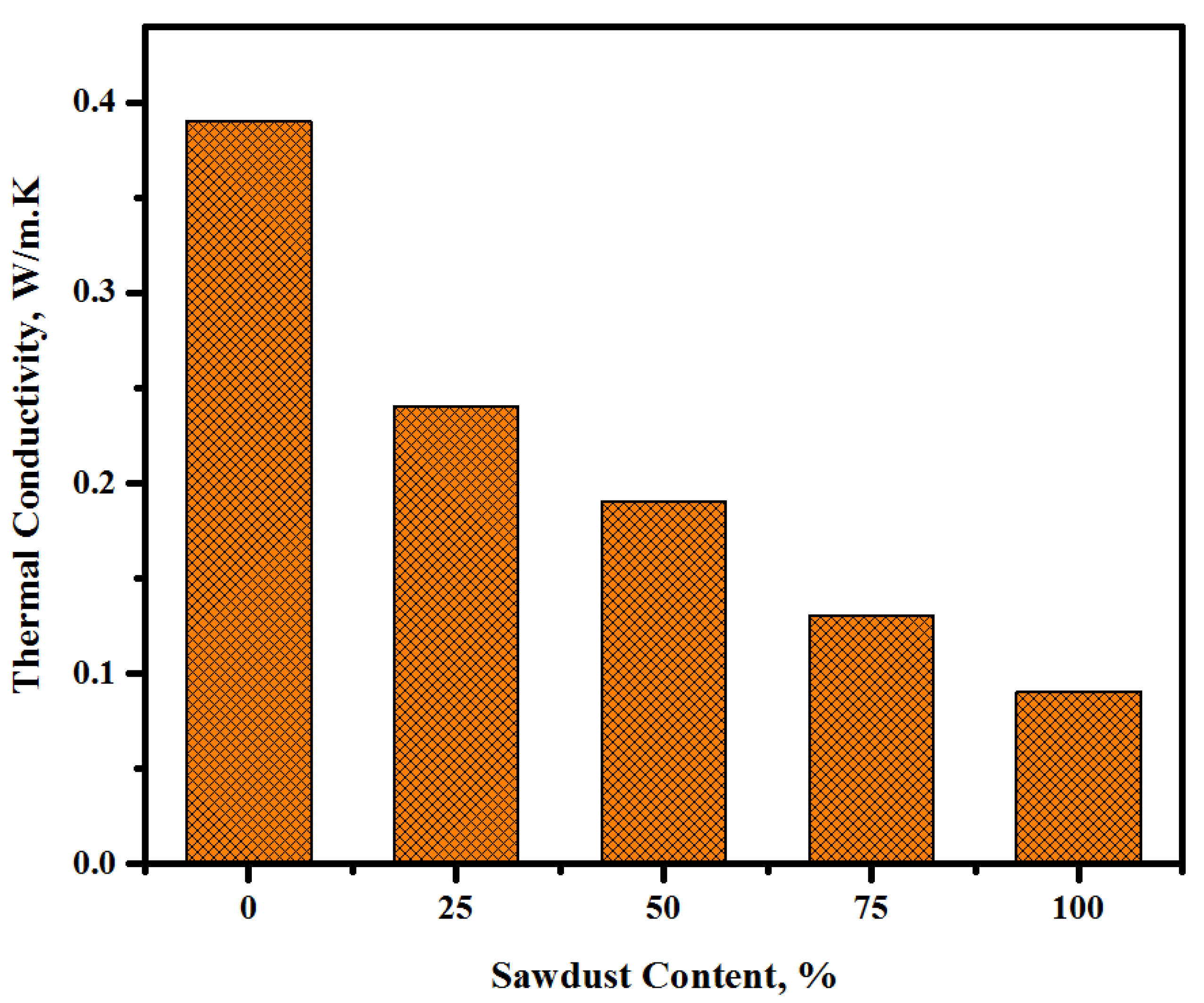
5]. The thermal traits of sawdust-based cement composite have been reported [
6], wherein its inclusion in the concrete matrix was found to significantly reduce the thermal conductivity by up to 20% compared to that of normal concrete (0% sawdust). Such a considerable decrease in the conductivity values was ascribed to the lowering in density and increased porosity of the lightweight concrete composites modified by sawdust wastes. Oyedepo et al. [
7] used sawdust wastes as a substitute for fine aggregates (natural) at different contents from 0% up to 100% in standard heavyweight concretes, and showed that a ratio of more than 25% substitute to natural aggregates can negatively influence the concrete’s strength properties and density. Other researchers have also made comparable observations when sawdust was used in concrete at various levels (10%, 20%, 30%, and 40%) as a substitute for sand. It was suggested that an amount of sawdust at up to 10% substitution for sand could produce a better density and mechanical strength of concrete [
8]. Boob [
9] also used sawdust as a substitute for fine aggregates (0–15%) in concrete. Mageswari and Vidivelli [
10] showed that sawdust ash as an agent to replace natural sand may be an appropriate choice for fine aggregates in concretes. It can significantly decrease the sawdust waste clearance problem and concurrently allow the conservation of natural fine aggregates. The authors found that concrete including sawdust possessed unique characteristics and presented better outcomes for the thermal and mechanical characteristics of the cement-based composite, making it economical compared to various other materials in the construction sector.
Lately, several products such as geopolymer and alkali-activated materials have been introduced as alternatives to conventional concrete and have emerged as constructional materials with lower CO
2 footprints [
11,
12,
13,
14,
15,
16,
17]. Alkali-activated pastes/mortars/concretes are inorganic polymers based on calcium (CaO) and alumina-silicates (ASs) activated with alkaline activator solution. These are prepared from pozzolanic compounds via the alkali activation of NaOH and sodium silicates (NaSi) [
18,
19]. These binders obtained using alkali activation showed eco-friendliness due to the need for a modest quantity of energy in their fabrication process [
20,
21]. Following alkali activation, various solid wastes from different industries that contain Si, Al, and/or Ca, including fly ash (FA), palm oil fuel ash (POFA), metakaolin, and granulated blast furnace slag (GBFS), have been used to make mortars/concretes [
22,
23,
24].
Several researchers [
25,
26] have observed that FA containing a high amount of CaO is also a proper resource material for producing high-performance geopolymer mortars and concretes. It was shown that the mixture of geopolymer prepared with FA class C (high CaO) become curable at room temperature because of the CaO-mediated reaction. Nevertheless, the geopolymerization of FA class C in the absence of additive was found to be very sluggish at ambient temperatures [
27], achieving a low strength. Yet, the usage of materials containing a high amount of CaO, including Ordinary Portland Cement (OPC), to enhance the strength of high-CaO FA-based geopolymer remains prospective [
28]. Besides the generation of calcium-silicate-hydrate (C–S–H) and calcium-aluminium-silicate-hydrate (C–A–S–H), the produced heat and water from the OPC-mediated reaction can help the geopolymerization process and thereby the development of strength enhancement [
29]. By incorporating OPC and curing at 25 °C, high-Ca FA-based geopolymer mortars with a compressive strength (CS) of 65 MPa were produced [
30].
Amorphous GBFS, being one of the most popular industrial wastes, has been widely used to enhance normal concrete durability or fabricate cement-free mortars/concretes because of its excess contents of Al
2O
3, CaO, and SiO
2 in its chemical composition [
31,
32,
33,
34,
35]. In alkaline media, GBFS shows both binding and pozzolanic properties [
36]. Many investigations have detected [
37] that the generation of excess Ca because of the addition of GBFS in FA geopolymer is accountable for the enhancement of the strength characteristics as well as the microstructure of the material. To evaluate the effectiveness of GBFS including FA as a geopolymer binder, the FA/GBFS ratio was widely varied together with the types, concentrations, and compositions of the activator in the mixture to produce them [
38,
39]. The inclusion of a high amount of Ca containing only 4% GBFS was found to enhance the strength of geopolymer [
38]. Ismail et al. [
40] evaluated the CS and hydration product of the FA and GBFS pastes and showed an enhancement in the CS of up to 50 MPa at the curing age of 28 days. An elevation in the FA to GBFS ratio of as much as 1.0 was used and it was activated by 10 M of NH solution, before curing at 25 °C was carried out. According to Ismail et al. [
41], an early-age compressive strengths (CSs) of the FA/GBFS composite activated by the NH/NS may increase considerably with a minute quantity of hydrated lime. This FA geopolymer blended with slag exhibited an excellent mechanical and durability performance [
42]. Previous studies have attempted to fabricate eco-friendly high-performance LWCs, cement-free concretes, and alkali-activated geopolymers, where the primary focus was to achieve improved strength and durability characteristics.
2. Research Significance
A comprehensive literature overview revealed that the potential usage of sawdust wastes for developing alkali-activated LWCs for the sustainable performance has not been widely explored yet. This work reports the effects of sawdust waste substitution for natural aggregates on the sustainability characteristics of LWCs with alkali activation containing FA and GBFS. These mixtures were made at changing levels of sawdust, including 70% FA, 30% GBFS, and alkali-activated solution to find the feasibility of recycling industrial wastes and transforming them into environmentally responsive, long-lasting, and sustainable lightweight concrete. Thus, natural aggregates were replaced by different levels of sawdust wastes (0%, 25%, 50%, 75%, and 100%) at a realistic working level with the appropriate physical conditions to make the alkaline solution-activated LWCs. All the synthesized specimens were analyzed by various measurements to evaluate the fresh, mechanical, and durability properties for obtaining an optimal composition.
3. Experimental Details
3.1. Materials
Furnace slag (GBFS of an off-white color) of a high purity was collected from a Malaysian industry (Ipoh, Malaysia) and utilized without further purification to produce cement-free binder. It was different from other supplementary components, with both cementitious and pozzolanic properties. It is obtained from the hydraulic chemical reactions upon mixing water. The X-ray fluorescence (XRF, HORIBA, Singapore, Singapore) spectra test of the slag showed the presence of Ca (51.8%), silicate (30.8%), and Al (10.9%). Low-level Ca containing FA (alumina-silicate material with a grey appearance) was obtained from a Malaysian power station (Tanjung bin, Johor, Malaysia) for producing the proposed AAMs. It fulfilled the requisites of the ASTM C618 for FA class F and contained Ca (5.2%), silicate (57.2%), and Al2O3 (28.8%). The particle median for the FA and slag (achieved by a particle size analyzer) was, respectively, 10 and 12.8 µm. The physical characteristics of both binder materials (GBFS and FA) were analyzed using the Brunauer Emmett Teller (BET, JEOL, Kuala Lumpur, Malaysia)) test with specific surface area (18.1 m2/g for FA and 13.6 m2/g for GBFS) calculations.
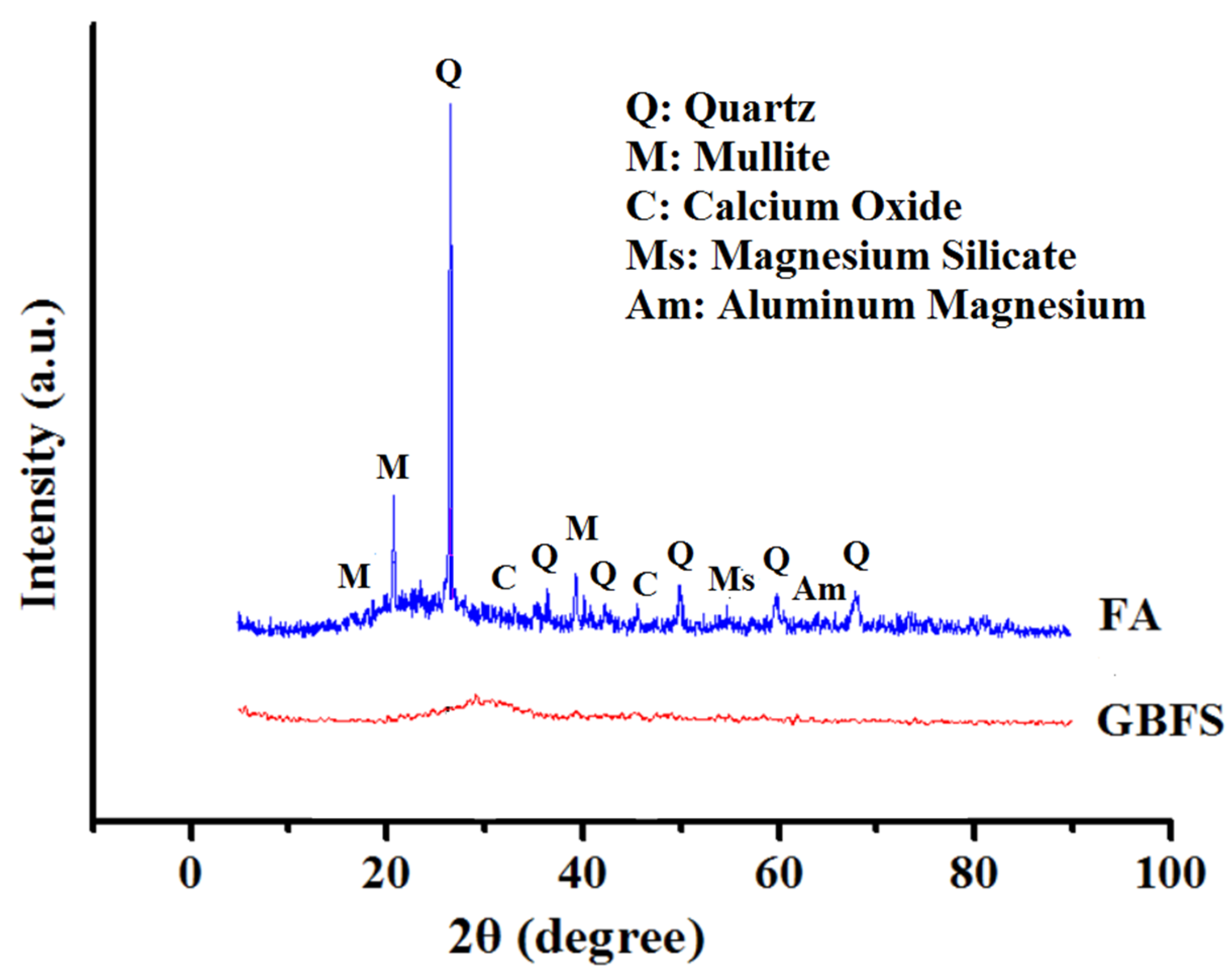
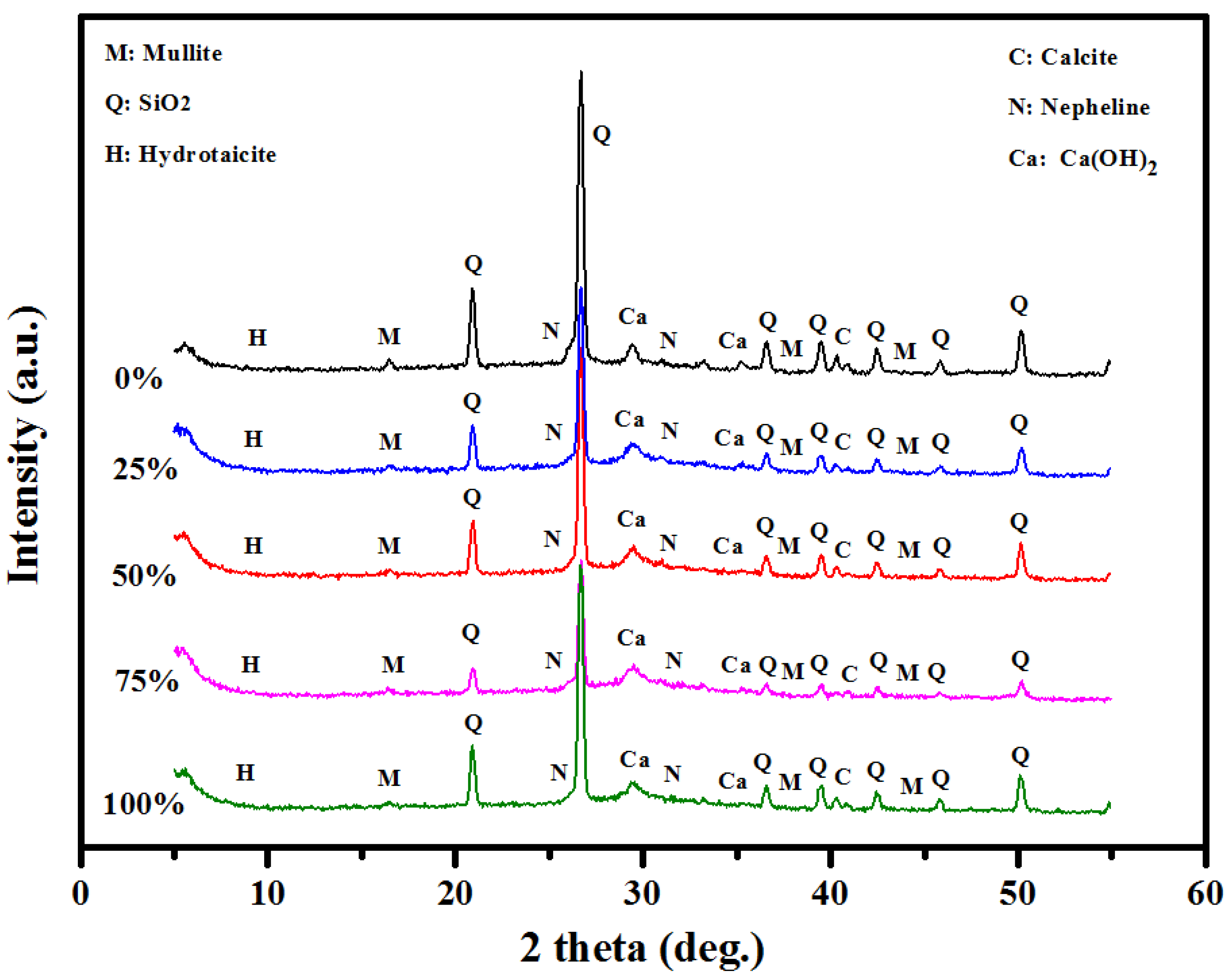
Figure 1 presents the X-ray diffraction (XRD, Rigoku, Singapore, Singapore) pattern of GBFS and FA. The observed intense XRD peaks of FA at 2θ = 16–30° were due to the existence of polycrystalline silica and Al
2O
3. However, the prominent peaks at other angles were due to the existence of quartz and mullite crystallites. The absence of any sharp peak of GBFS verified its amorphous nature. The presence of silica and Ca peaks played an important role in the composition of GBFS and was beneficial for the AAM production. Conversely, the incorporation of FA was required to overcome the low level of Al
2O
3 (10.49%) in the slag.
Natural river sand was used as the fine aggregate to produce the control concrete samples. Following the ASTM C117 protocol, first the sand was washed in water to eliminate the silts and impurities [
43], followed by the oven drying at 60 °C for 24 h to remove the moisture. The obtained clean sand fulfilled the ASTM C33–33M requisites [
44]. The fineness modulus, specific gravity, and highest particle size of the prepared sand were 2.9, 2.6, and 2.36 mm, respectively. Crushed garnet stone obtained from a quarry was used as a coarse aggregate in the sample preparation process. In producing conventional concrete, the size of the coarse aggregate plays an important role in ensuring that a good performance of concrete could be achieved. Therefore, the highest size of coarse aggregates was limited to below 8 mm.
The sawdust wastes (No. 6013) were obtained (
Figure 2) from the Malaysian (Syarikat Kilang Papan Chong Wah Sdn Bhd., Johor, Malaysia) wood industry. This local agro-waste ensured the acquirement from a single resource (density of 174 kg/m
3 and maximum size of 2.36 mm) for the fine aggregate use. Sawdust with a density of 182 kg/m
3 and a maximum size of 6 mm was utilized as a coarse aggregate to prepare the LWC. The main attributes of the sawdust include the chemical composition and the loss of ignition (LOI), as shown in
Table 1. The primary constituent of the sawdust was cellulose (87% of the total mass) and low amounts of CaO and Al
2O
3. The LOI percentage of the sawdust from the total mass was found to be 4.76%.
The solution (S) for the alkaline activation was made of sodium hydroxide (NH) and sodium silicate (NS). It was used to dissolve the alumina-silicate from FA and GBFS. Analytical-grade NH (98% purity) pellets were dissolved in water to prepare a solution of 13.7% of Na2O and 86.3% of H2O (2 M). A high-purity NS mixture was prepared using SiO2 (29.5 wt. %), Na2O (14.70 wt.%), and H2O (55.80 wt.%). The obtained NH solution (2 M) was first stored for 24 h at room temperature and later mixed with NS solution to obtain the final alkali solution with a modulus (Ms of SiO2:Na2O) of 1.21. The ratio of the NS to NH for all the alkali solutions was kept constant at 0.75.
3.2. Mix Designs of Prepared Concretes
For all the LWC specimens, the values of the alkaline solution to binder ratio (S:B) and the binder content were fixed with 0.40 and 450 kg/m
3, respectively. Waste products such as FA and GBFS were utilized for fabricating LWC mixes with constant amounts of 70% and 30%, respectively, as sources of SiO
2, Al
2O
3, and CaO. A blend containing 100% natural aggregates (sand and gravels) was made and regarded as the control sample (
Table 2). The molarity of the NH, NS to NH, and alkaline solution modulus (Ms) was fixed for all concrete mixtures. The influence of various contents of fine and coarse sawdust as a natural aggregate replacement on the LWC design is shown in
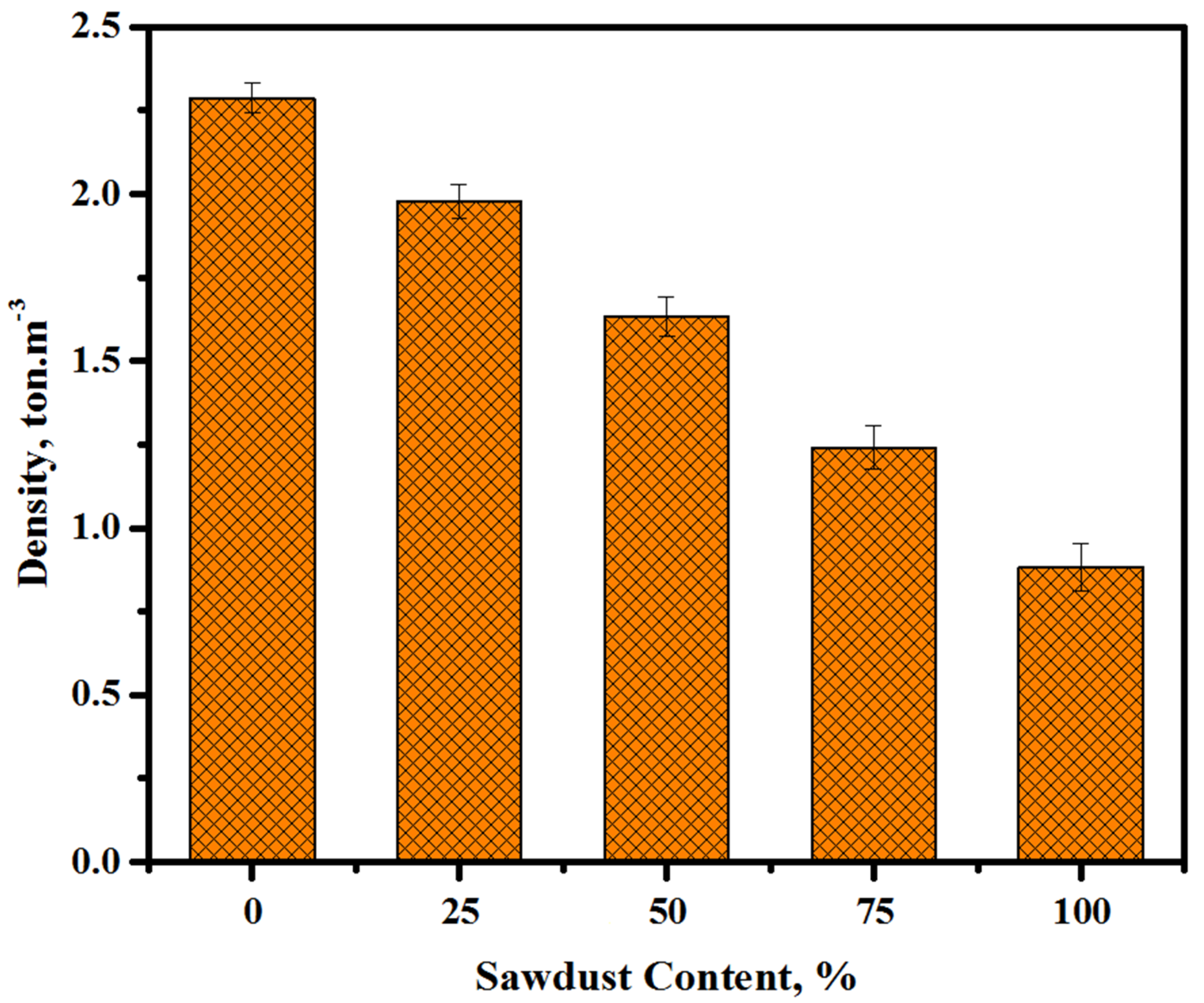
Table 2. Four replacement contents were used to evaluate the effects of sawdust waste on the proposed concrete’s weight, strength, and geopolymerization process.
3.3. Fresh and Hardened Concretes Tests Program
Prior to the mixing and casting, the internal surface of the molds was greased with engine oil to make the de-molding process easy. A homogeneous alkali solution composed of NH and NS was cooled at ambient atmosphere and then used for the concrete preparation. Uniform mixtures of fine/coarse aggregates were made by blending FA/GBFS for approximately 4 min at dry conditions. Next, the prepared mixes were alkali-activated. The whole concrete matrix was mixed for 4 min once more via a machine controlled at an average speed. The achieved fresh green concretes were cast within the molds in three layers, wherein every layer was strengthened via the vibration table for 30 s to remove air voids. Upon the completion of the casting process, the casted concretes were cured at 27 ± 1.5 °C (for 24 h at relative humidity of 75%). Finally, the concrete mixes were de-molded and stored under identical settings for further testing and analyses.
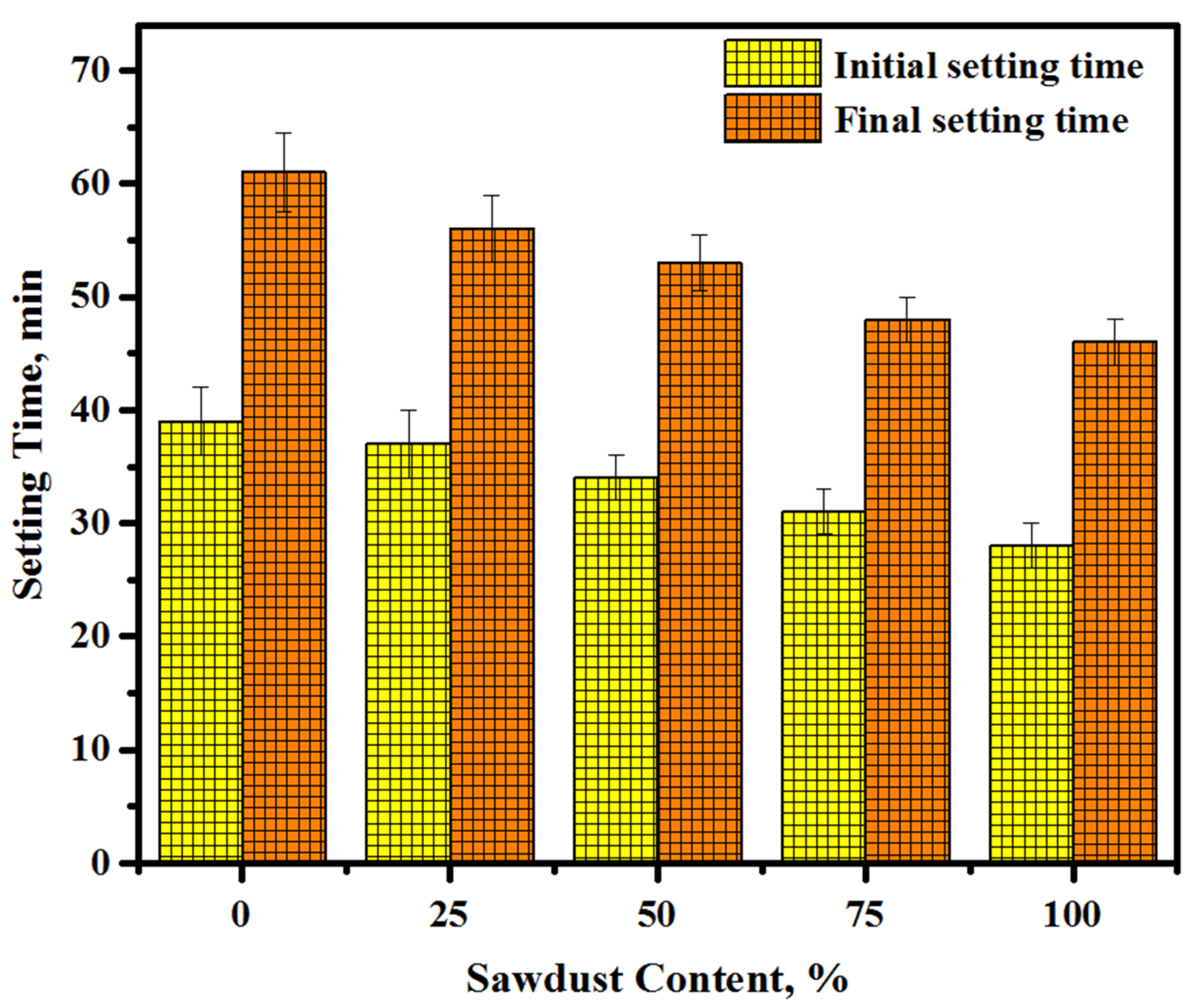
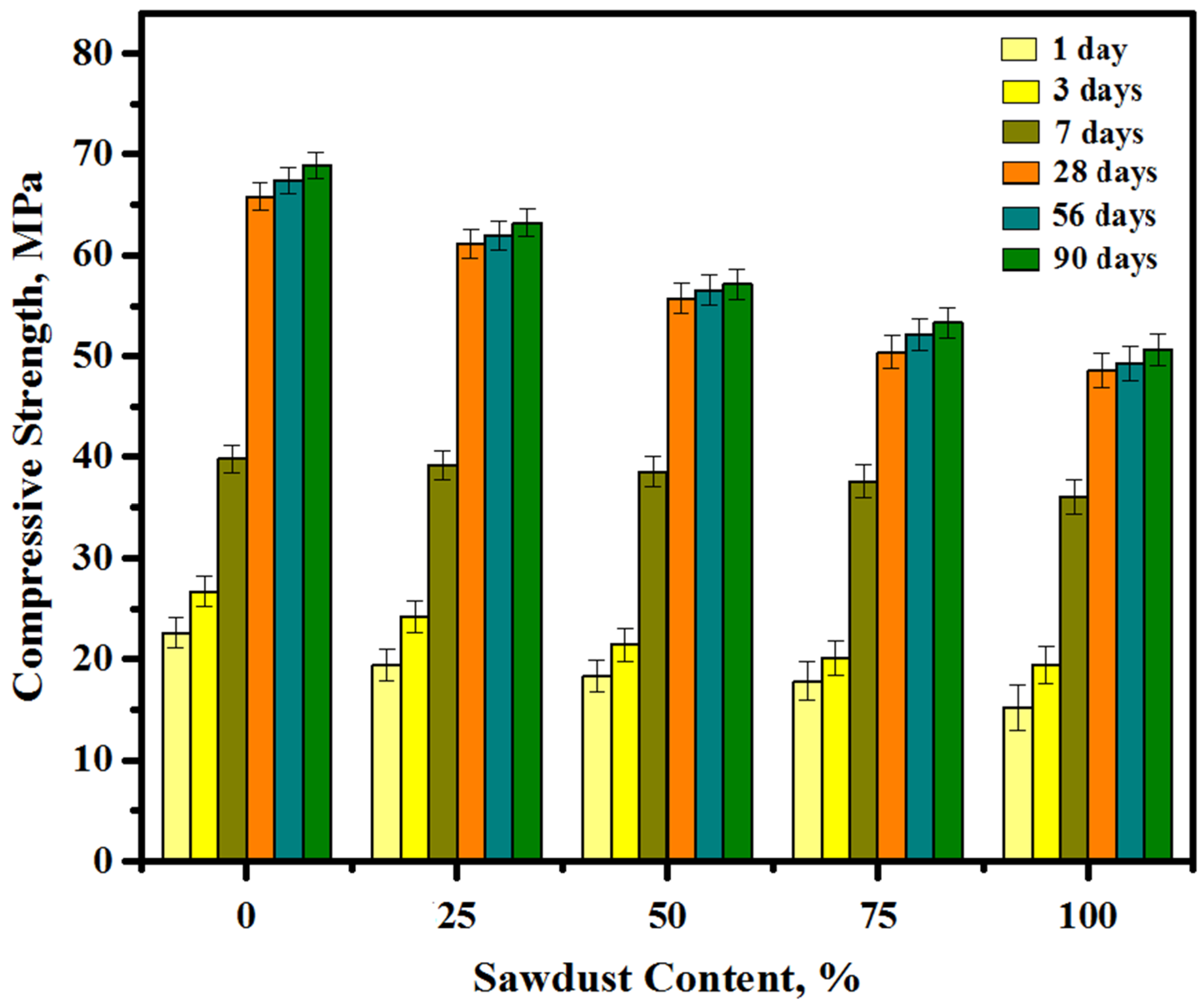
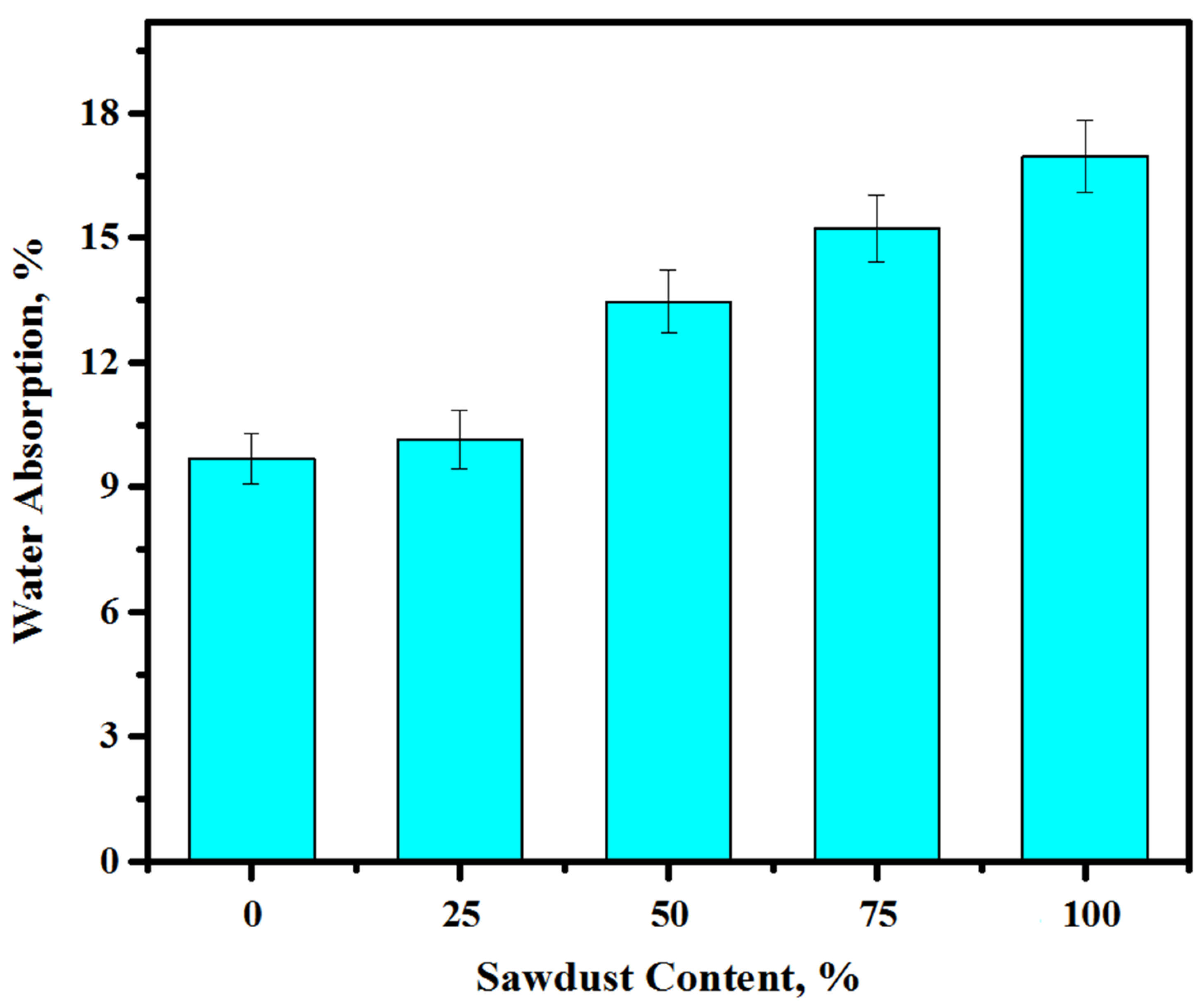
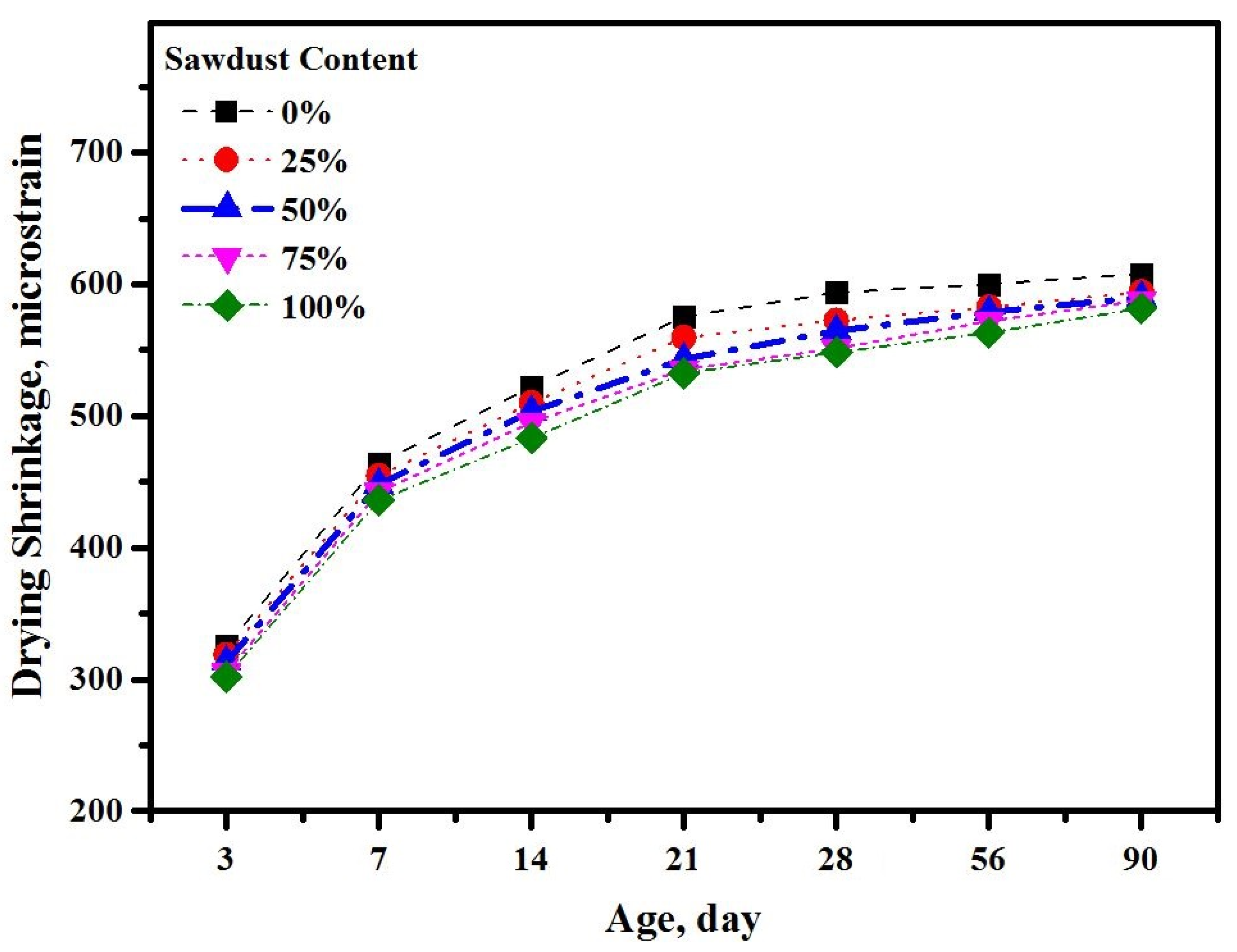
Following the ASTM C143 and C191 protocols, the slump and setting time values were measured, respectively. The CS measurements were conducted in cubic-shaped molds of size 100 × 100 × 100 mm which were adequately cured for 1, 3, 7, 28, 56, and 90 days following the ASTM C579 specification. These CS tests were performed following the ASTM C109-109M standard, where three sets of samples were analyzed at each curing age. A load at constant rate (2.5 kN/s) was subjected to test the failure of these specimens. Since the machine has inbuilt configurations, the density and CS were generated automatically depending on the imputed specimen weight and dimensions. A prism-shaped sample with the dimensions of 100 mm × 100 mm × 500 mm were cast for flexural strength (FS) and drying shrinkage (DS) tests following the ASTM C78 and C157 stipulations, respectively. The average readings of the three tested concrete mixes at the curing ages of 3, 7, 14, 21, 28, 56, and 90 days were considered to assess the DS value of each mix. According to the ASTM C496 standard, cylindrical-shaped specimens (diameter of 100 mm and depth of 200 mm) were prepared for a splitting tensile strength (STS) evaluation. A water absorption (WA) test was performed following the ASTM C642 specification, wherein mixes of size 100 mm × 100 mm × 100 mm were molded. The specimens were immersed in water at 27 °C for 24 h after they matured. Later, these specimens were suspended and completely submerged in water to measure their weight (Ms). Subsequent to the saturation, all the specimens were dried in a ventilated oven at 105 °C for over 24 h then weighed (Md). The WA of the proposed LWCs was calculated from the average value of the three samples via the relation:
3.4. Artificial Neural Network (ANN) Model
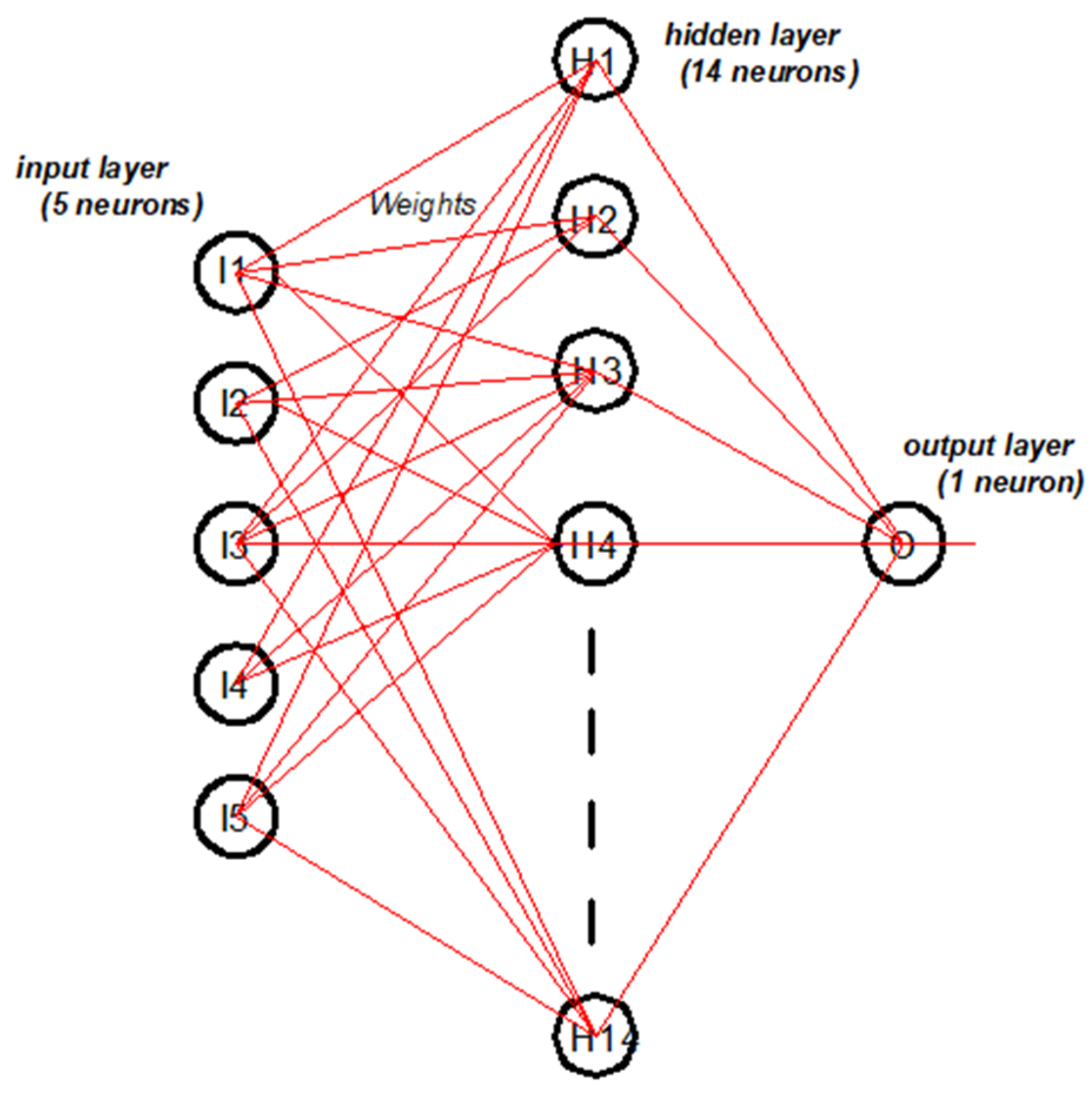
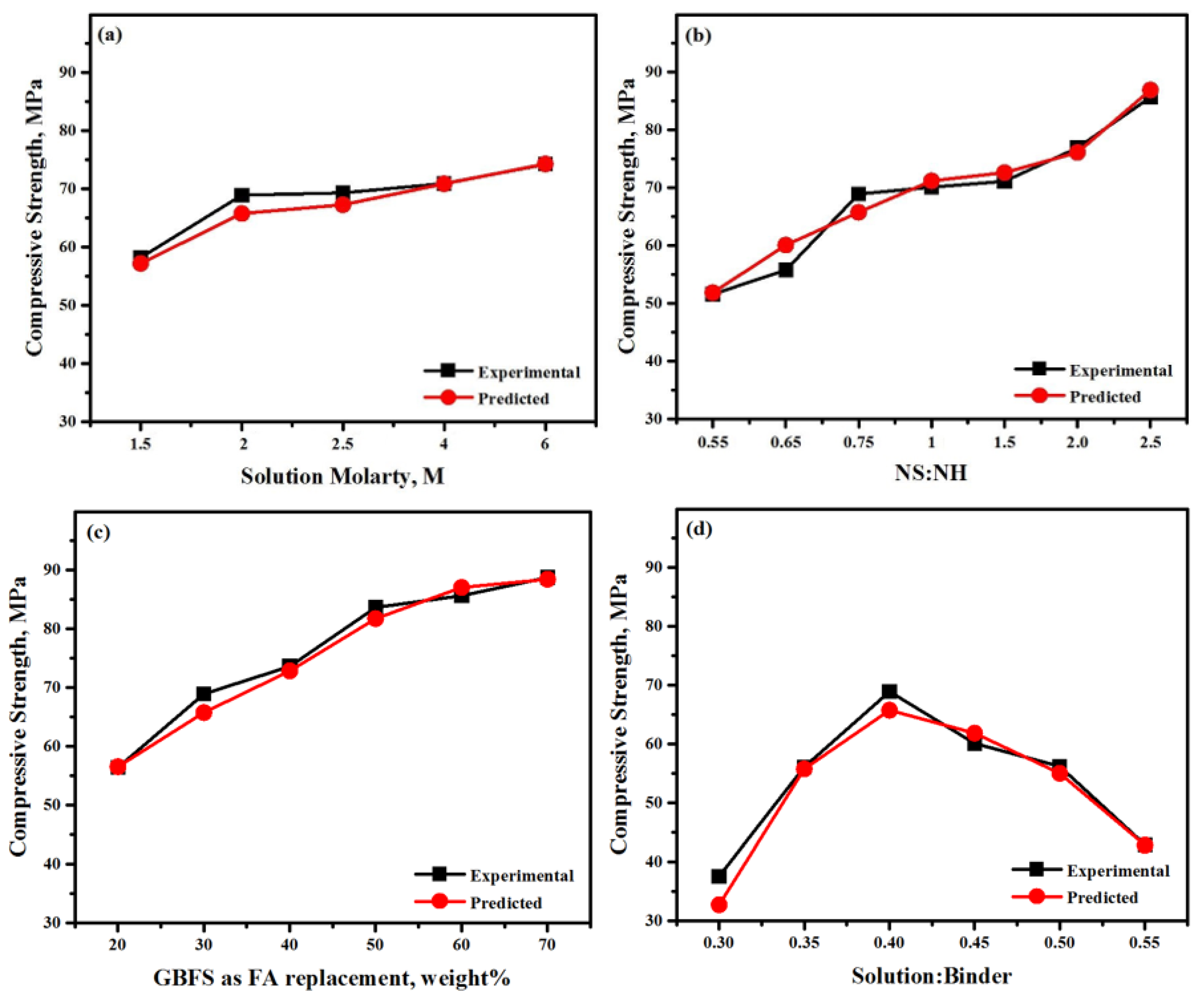
In this work, the ANN model was utilized to explain the CS of the alkali-activated concretes for obtaining the optimum values of the affecting parameters. In addition, it was intended to reduce both time and cost. The model was inspired by a natural human process. The developed model consists of three layers, as shown in
Figure 3. The first layer—namely, input layer (I)—contains five neurons (parameters), which are represented by molarity, NS/NH, yeast solution to binder, GBFS/FA, and time. Then, fourteen neurons of the hidden layer (H) were used to achieve the best performing model. Meanwhile, one neuron in the third layer was used to reflect the predicted compressive strength—namely, the output layer (O).
A total of 144 experimental works were utilized to construct the proposed ANN model in MATLB. In particular, the feed-forward back-propagation network architecture was created using a newff function. In addition, the sigmoid function was adopted to map the input with the target output, as shown in Equation (2).
As much as 75% of the experimental data was used for training using the Levenberg–Marquardt (LM) algorithm in order to minimize error. Meanwhile, 15% and 10% of the experimentally measured values were utilized to test and validate the proposed model, respectively. Equation (3) was used to convert the experimental data values to normalized ones. The normalized values were ranged between 0.1 and 0.9, aiming to avoid any scaling impact. Here,
Xi is the input or output value, while
Xmax and
Xmin are the corresponding highest and lowest values. Furthermore, the performance of the proposed model was evaluated based on both the coefficient of correlation (
R2) and error, with a performance goal of 0.01 and learning rate of 0.2.
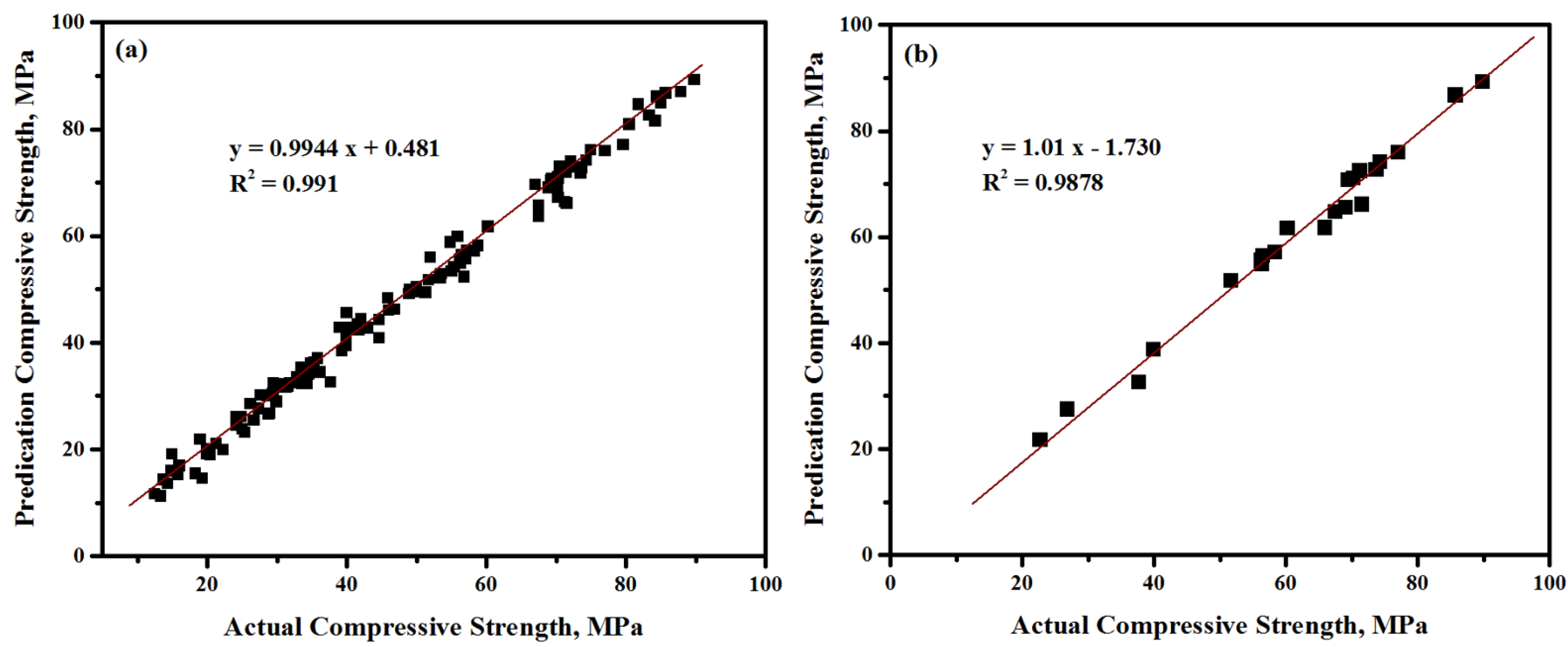
The correlation coefficient (
R2) was also taken into account as a statical estimator. In particular, it was utilized to evaluate the strength of the results. In addition,
R2 is able to provide insight into the degree of fitting between the network output and the collected experimental data, as expressed in Equation (4). Accordingly,
Yactual was the experimental result of the concrete strength and
Ymodel was the predicted concrete strength from the model. In addition, the average value of the predicted results was termed
Ymodel mean, whereas the number of experimental runs was represented by N. Moreover, the best fitting of the actual CS of the alkali-activated and the predicted results was accrued by increasing the value of the correlation coefficient, wherein the values usually ranged from 0–1.
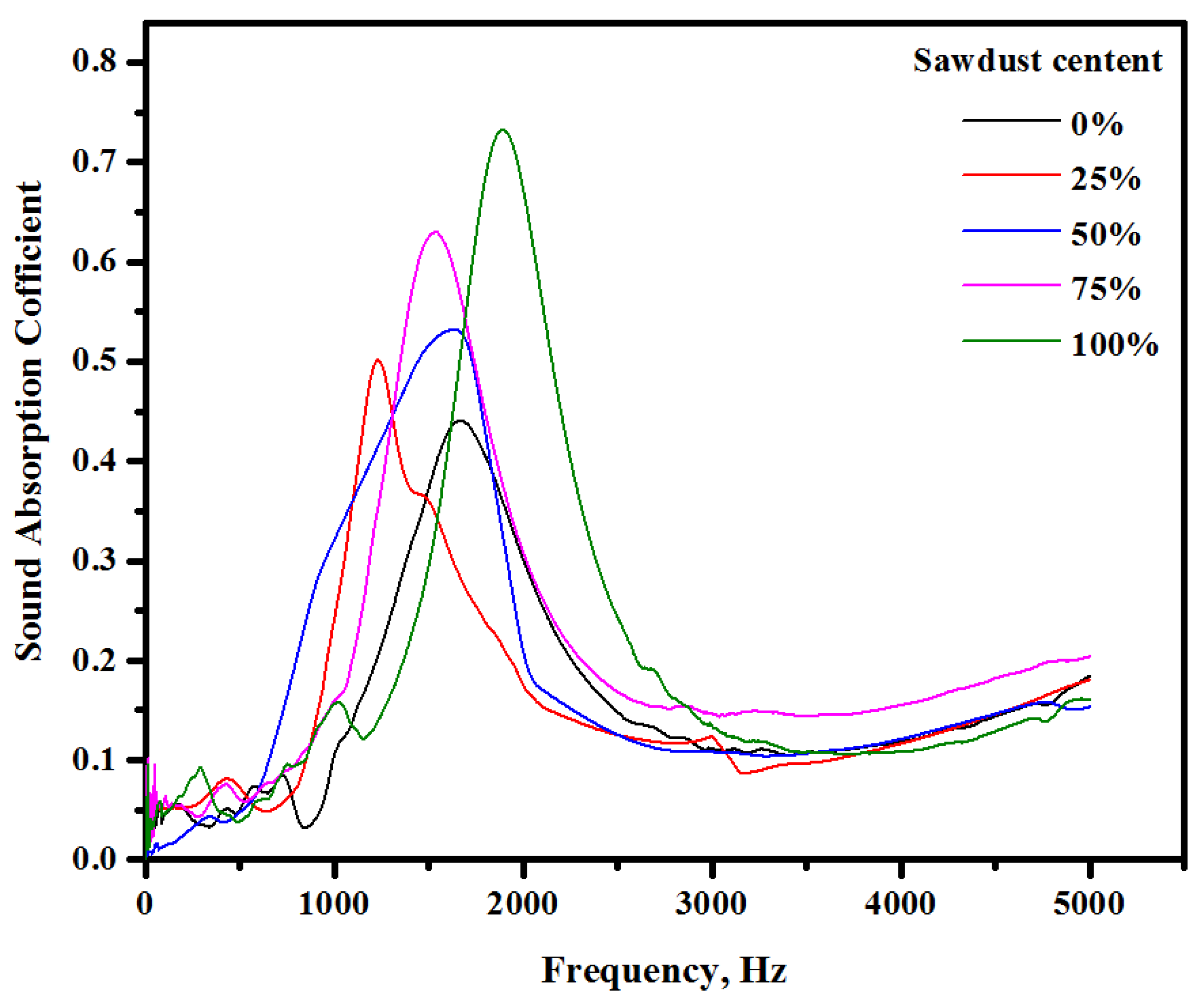
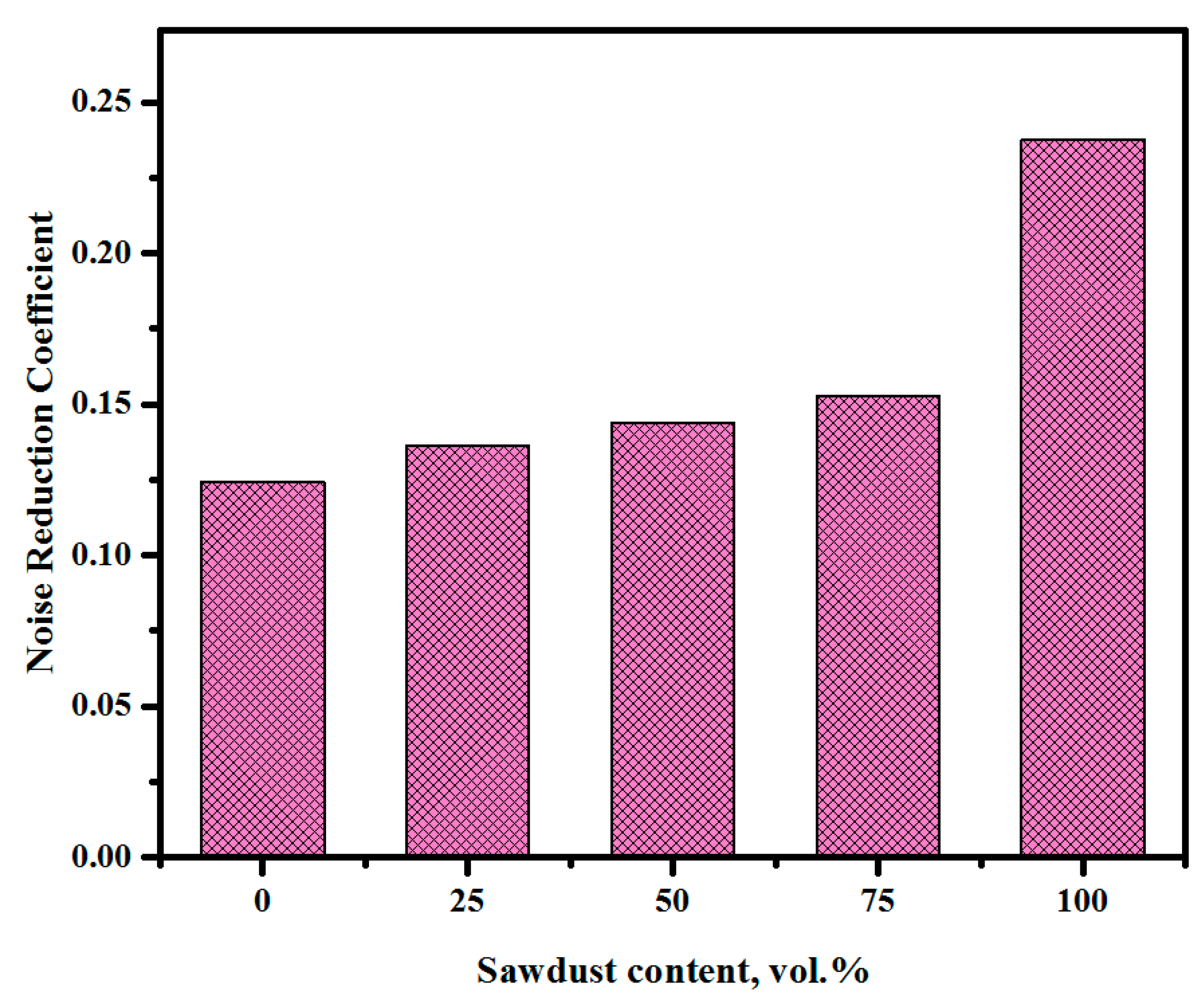
3.5. Sound Absorption
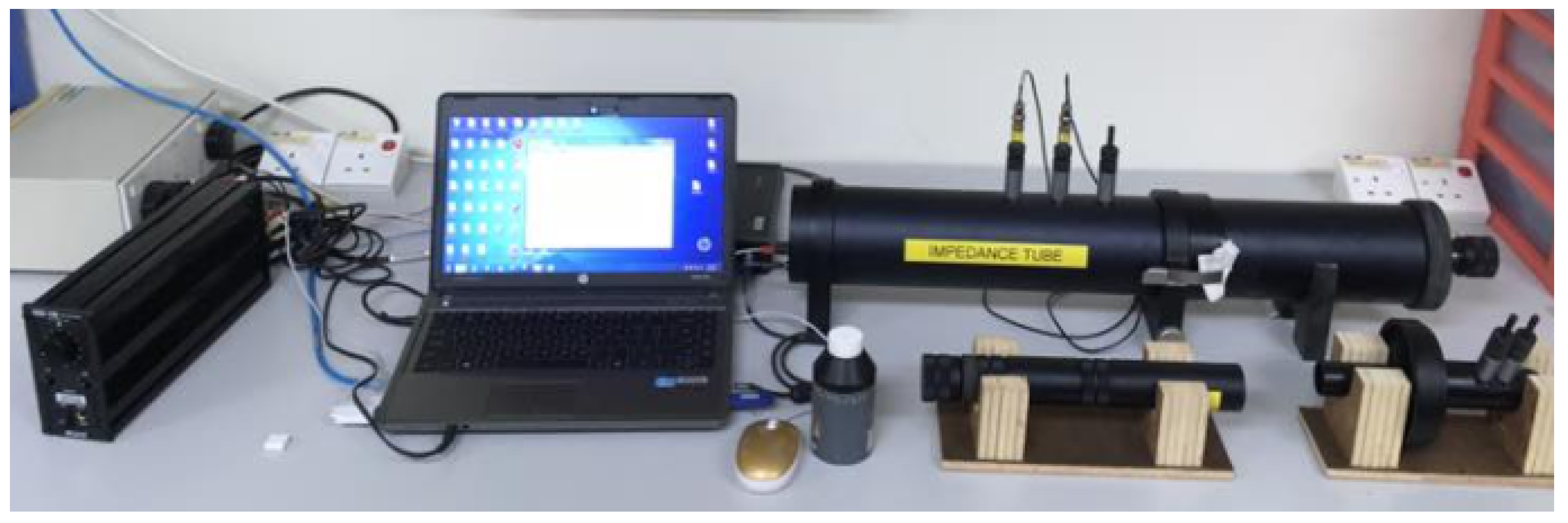
The acoustic energy absorption, reflection, and dissipation capacity of the material were obtained from the sound absorption measurements. In accordance to the ASTM E1050 stipulation, the two-microphone transfer-function (impedance tube) method was used to determine the impedance and absorption of the acoustic specimens. This method is intended for measuring the absorption coefficient and the particular acoustic impedance of sound-absorbing materials that are circular-cut in small samples, normally in the 100 to 6000 Hz frequency range (
Figure 4).
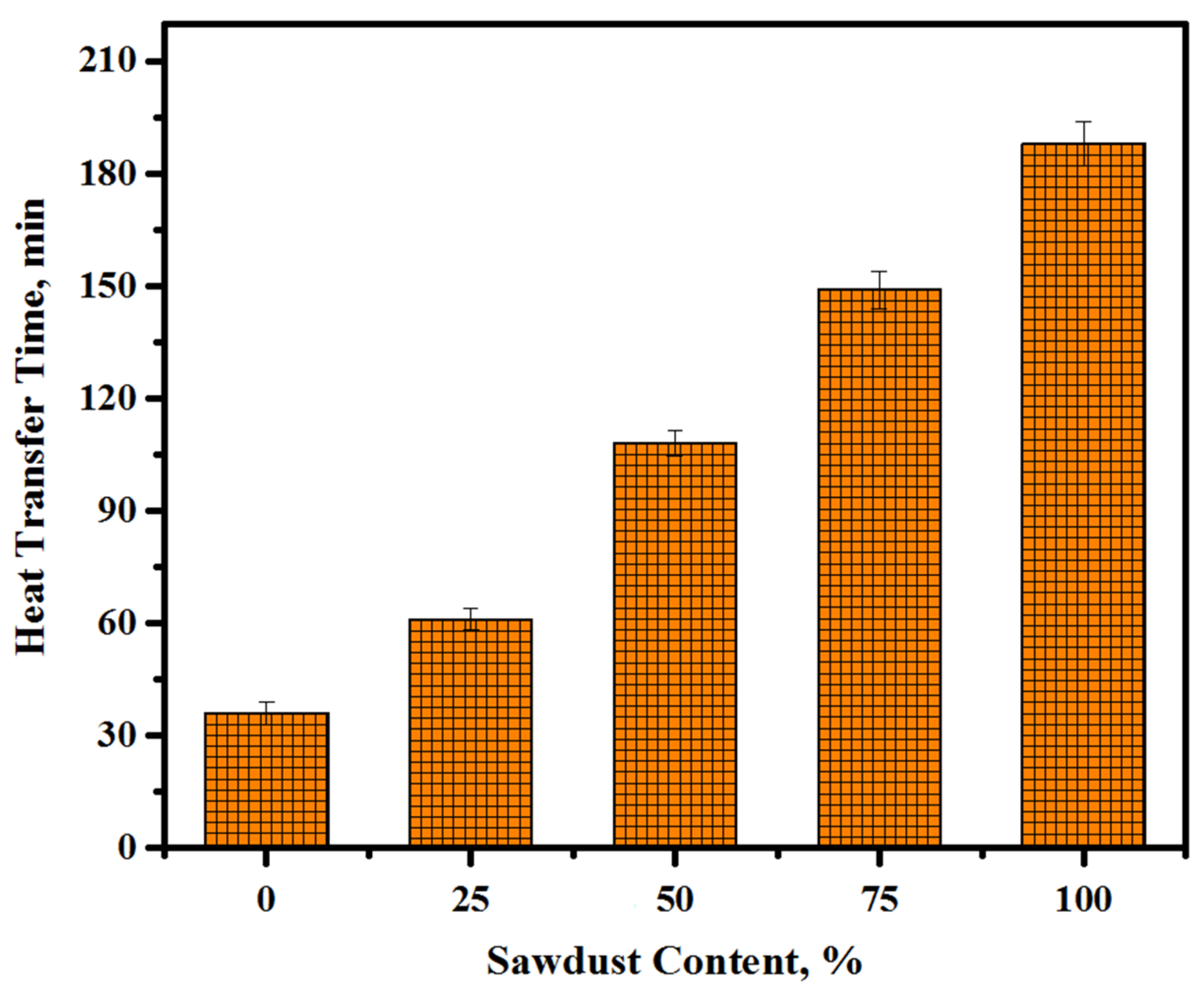
3.6. Heat Transfer Measurement
In developed countries, buildings are large consumers of energy and saving energy is the main concern. The energy consumed in buildings can be saved effectively by increasing their thermal insulation, which is vital for countries with hot and cold climates and a high energy demand. Thermal insulation is required to decrease the total energy usage in buildings and add to unusual regenerative energy resources for sustainability. The heat transfer was measured for the cylindrical specimen of diameter 150 mm and height 300 mm. After 28 days of casting, the dried surface of the specimen was covered by a plastic sheet to prevent the excess entry of water. A PVC pipe (20 mm of diameter) was used to protect the thermocouple from unexpected impacts. All the samples were put in a water container at 34 °C. Then, the temperature of the water was slowly increased up to 100 °C, wherein the first measurement was conducted. Next the heater was turned on to record the interior temperature of the specimen using a K thermocouple, data loggers, and computers. During the immersion of the sawdust concretes in water, the temperature of the heater was increased, thereby increasing the water volume. Such a rising temperature of water was recorded at close intervals in the first 24 h up to 100 °C. However, the transferred heat was measured later and rather frequently until the water temperature came down to boiling point.
3.7. Environmental and Economic Benefits
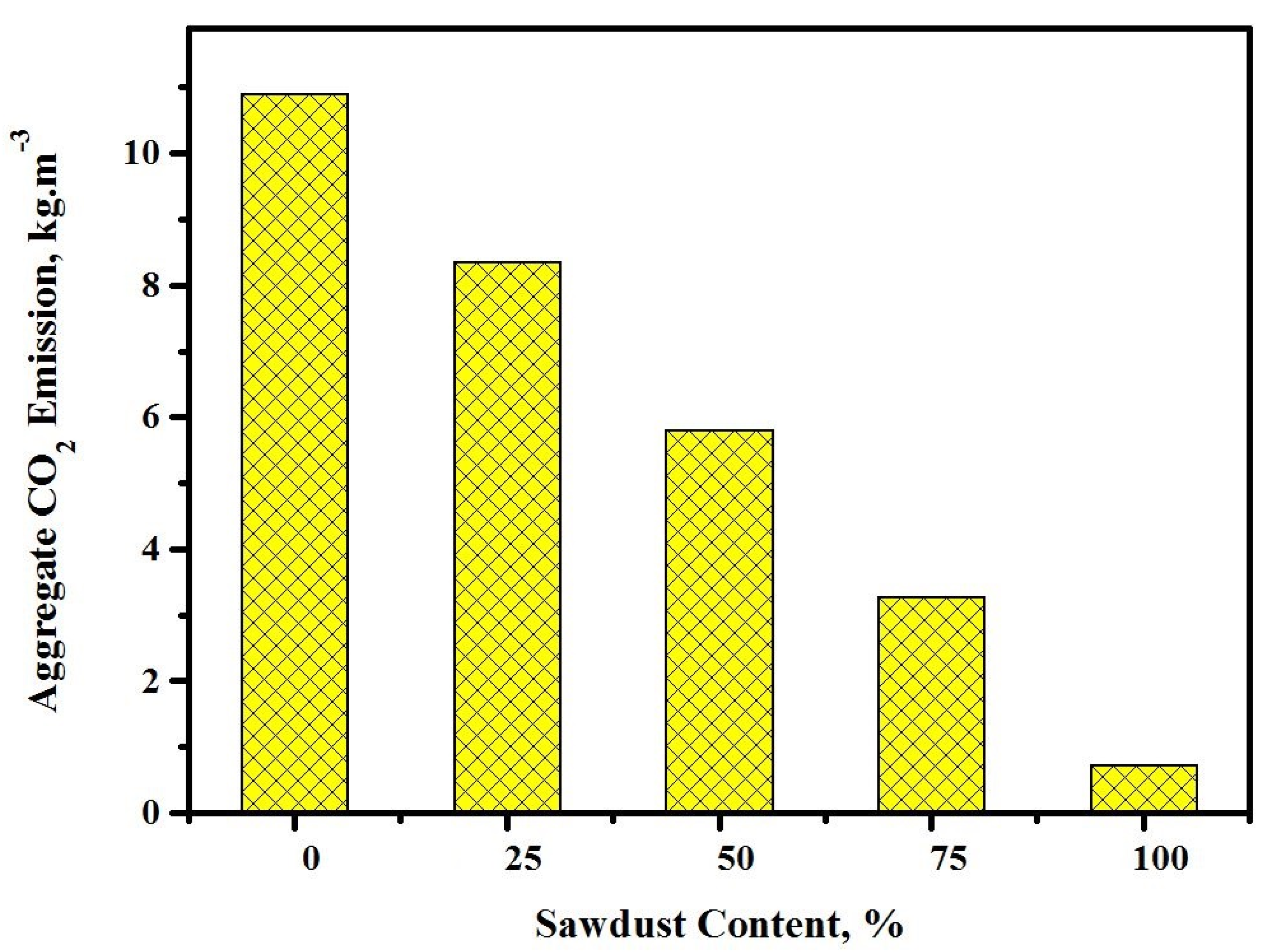
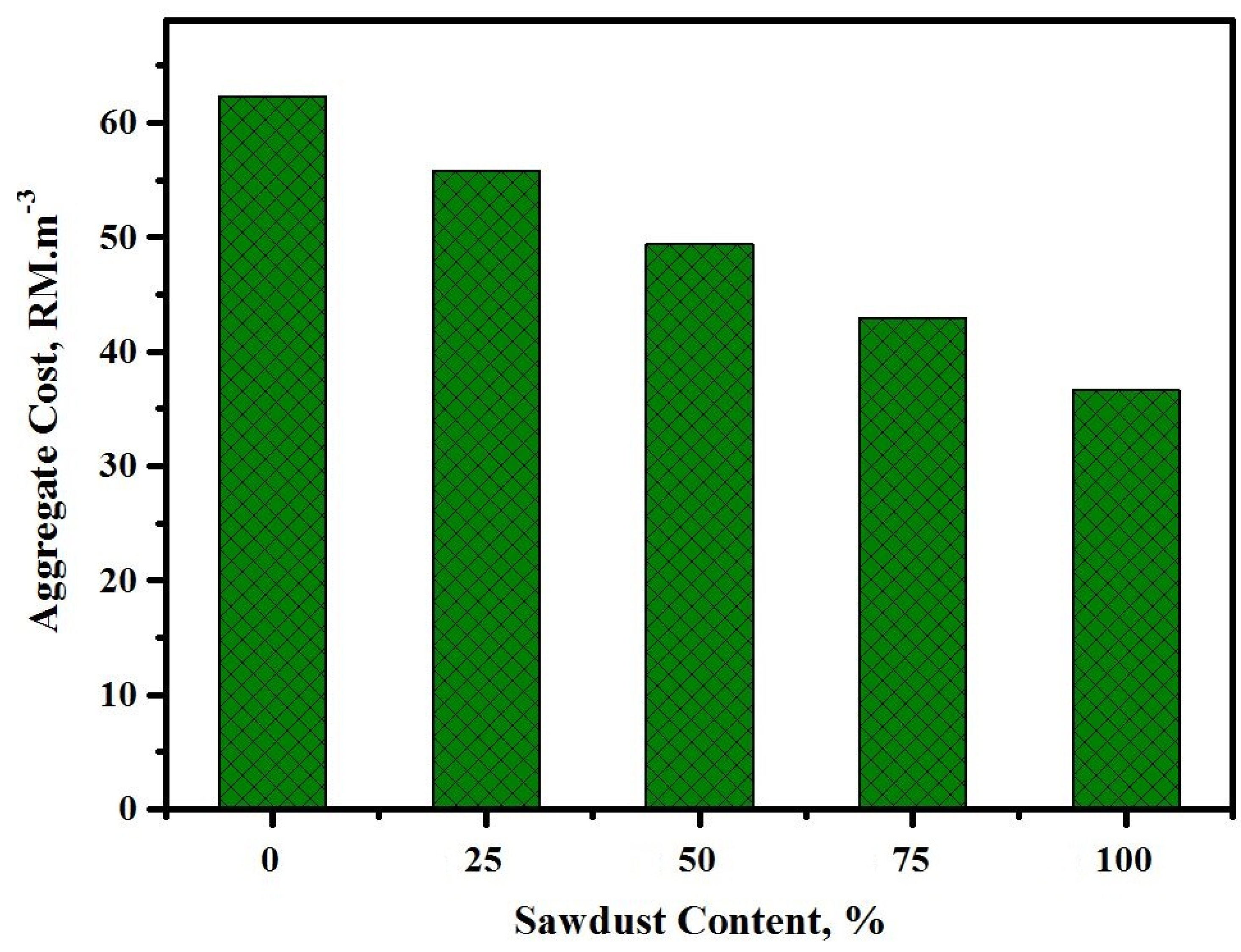
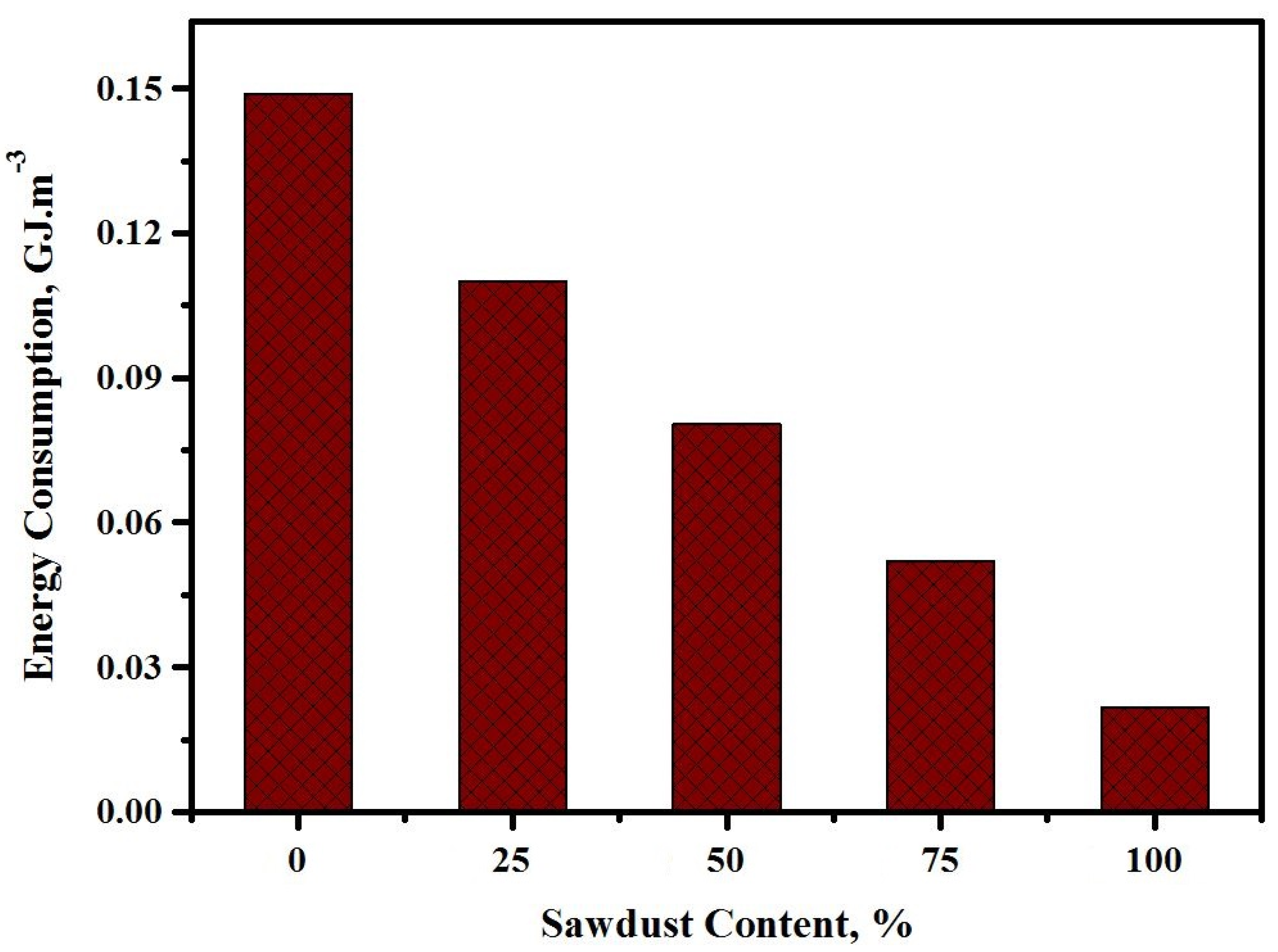
For lightweight concretes to be a practicable product like the traditional one, they must have a lower or comparable cost for the user, considerably improved function or ease of manufacture, or other sustainability benefits. To compare the sawdust-based concretes with the conventional one in terms of sustainability, three headline metrics were selected, such as the carbon dioxide emissions, the usage of energy (direct fuel consumption), and the total production cost. These matrices were used to argue in favor or against the usage of sawdust-based lightweight concretes. However, other key factors that have considerable roles are technical presentation, leaching, water consumption, contents of harmful materials, release of other greenhouse gases, and waste volume amount. These metrics can be avoided using sawdust in an activated alkaline solution or sand and gravel-based concretes. Actually, the chosen 3 metrics are used to quantify the development of alkaline solution-activated lightweight concretes in the industry at early stages.
The CO2 emission, energy usage, and cost were derived via the life cycle approach. This evaluation implied the requirement of feed stocks for manufacturing the aggregates and the related transport cost. It allowed a valid comparison among sawdust, sand, and gravel, wherein the production impact was unable to provide a complete depiction of the energy demand and the CO2 emission from the feedstock. These do not include factors such as the mixing, laying, and curing of the alkaline solution-activated concrete and the operation life span emission, assuming them to be alike for every product. This strategy is comparable in terms of the life cycle impacts rather than the absolute impacts. As an effective method for comparable products, it lowers the required evaluation time.
Following the life cycle of every material, the outlay, the amount of CO
2 release, and the energy requirements were estimated. The life cycle of fine and coarse sawdust includes the collection and transport stages. The collection cost of sawdust wastes from the factory was negligible. The distance for the transportation of each substance was added in the life cycle estimate. The distance for the gravel transportation was longer (60 km) compared to that of sand (49 km) and sawdust (5 km). The fuel cost of transports, including the kinds of trucks, volume, speed, and cost for 1 tone/km, were same for every type of material.
Table 3 lists the machineries and materials needed for life cycle calculation. The total CO
2 emission and cost of the fine/coarse aggregates were calculated relative to each material, where the total diesel consumption depended on the transportation distance (
Table 3). Likewise, the total energy required for each mix was estimated depending on the diesel cost of every type of material, including crushing and transportation. Equations (5)–(7) were adopted to calculate the total CO
2 emissions, cost, and energy consumption for each meter cubic of material. The total amounts of CO
2 emission, outlay, and energy utilization for every material are listed in
Table 4.
Total CO
2 emission
where
mi is the mass of component
i (ton/m
3),
di is the transport distance (km),
Di is the diesel consumption (L/km),
k1i denotes the CO
2 emission for 1 Liter diesel in tonnes,
Ei represents the total electricity consumption (kWh), and
k2i is the CO
2 emission for 1 kwh electricity in tonnes.
Total energy consumption:
where
k3
i is the energy consumption for 1 L diesel in GJ,
Ei is the total electricity consumption (kWh) and
k4
i is the energy consumption for 1 kwh electricity in GJ.
Total cost:
where
DPi is the diesel cost (RM/L), Ti is the transport charge of 1 m
3 (RM/km), and
EPi is the electricity cost (RM/kWh).


 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}