Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Forming Process
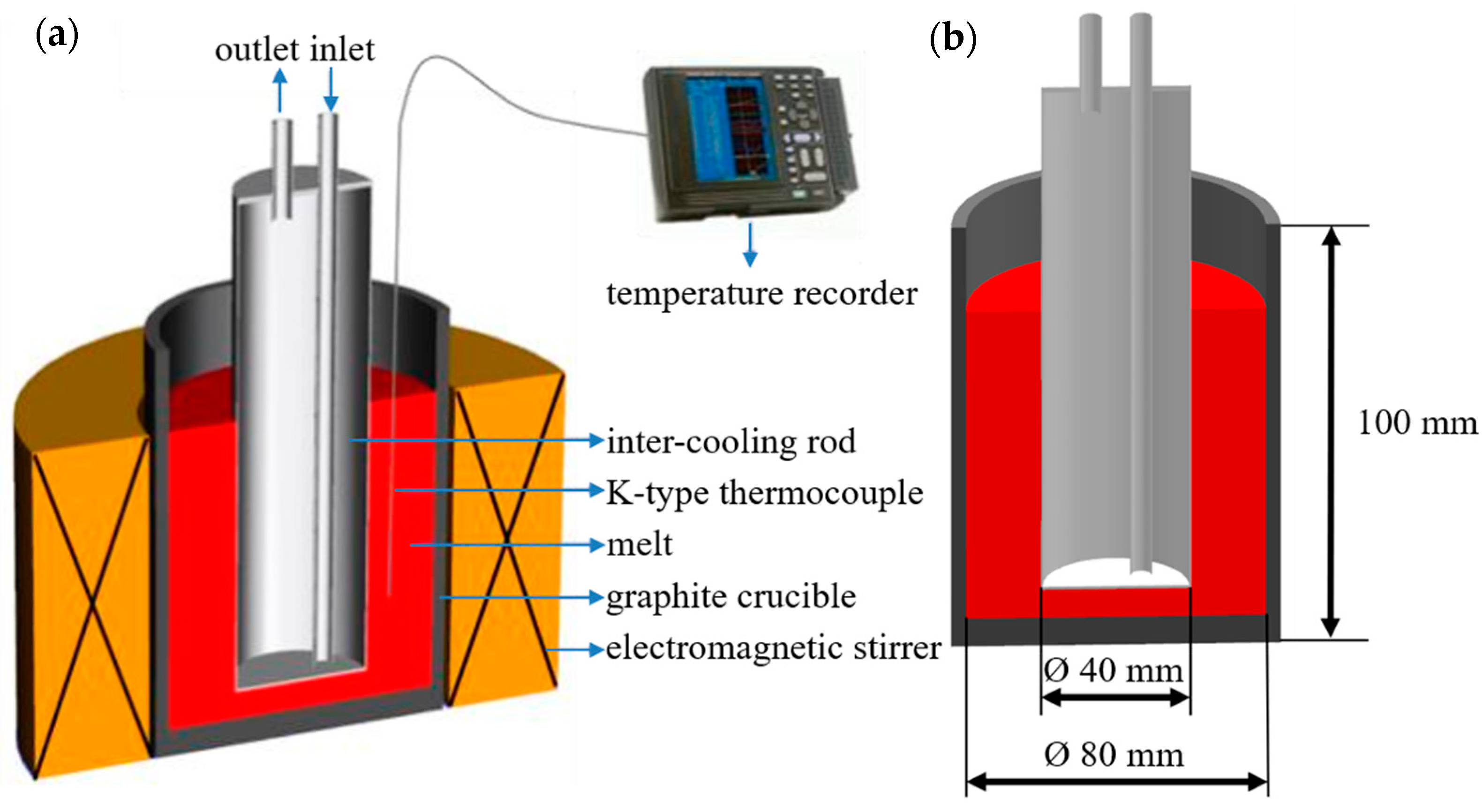
2.2.1. Melt Treatment
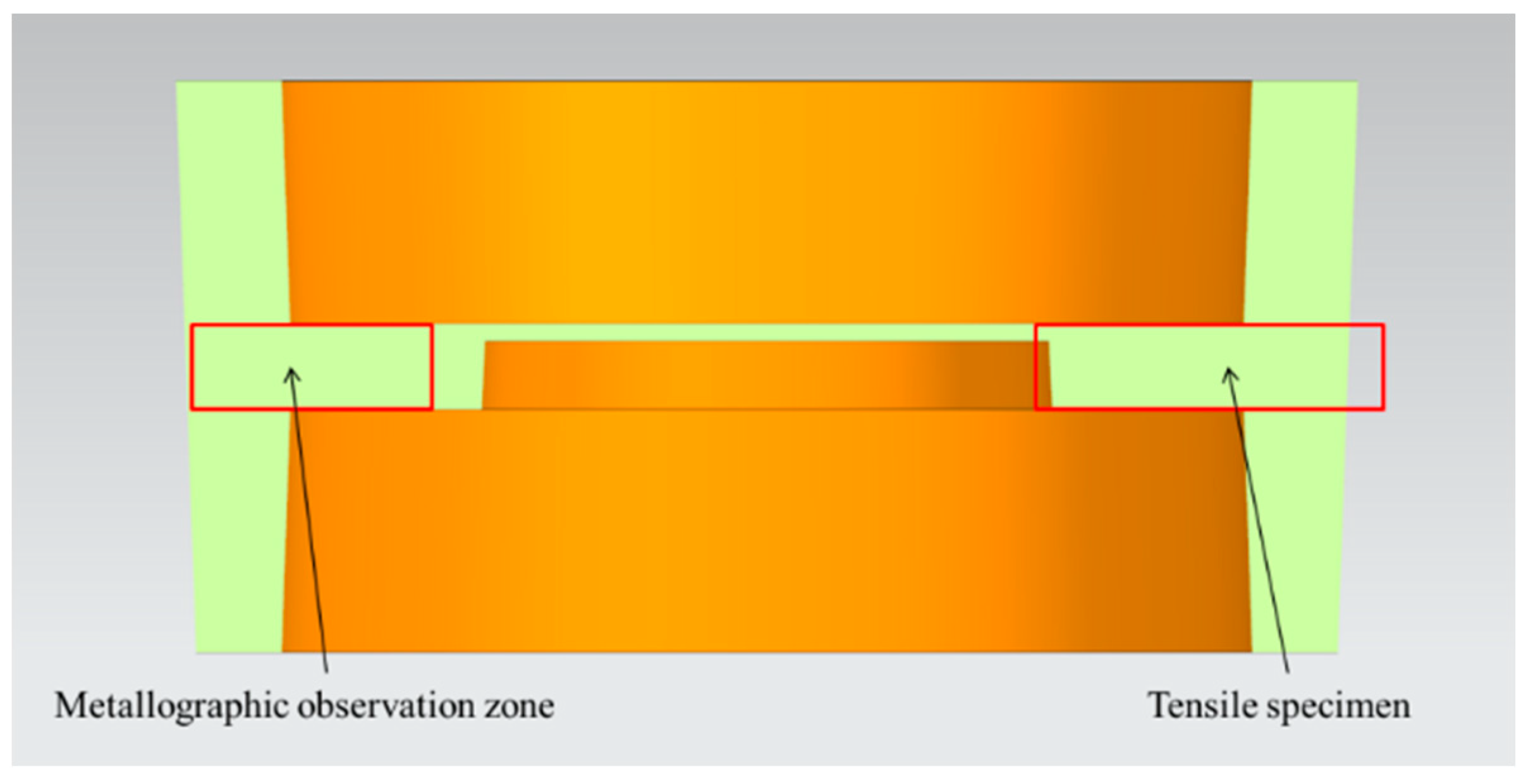
2.2.2. Rheological Die Forging
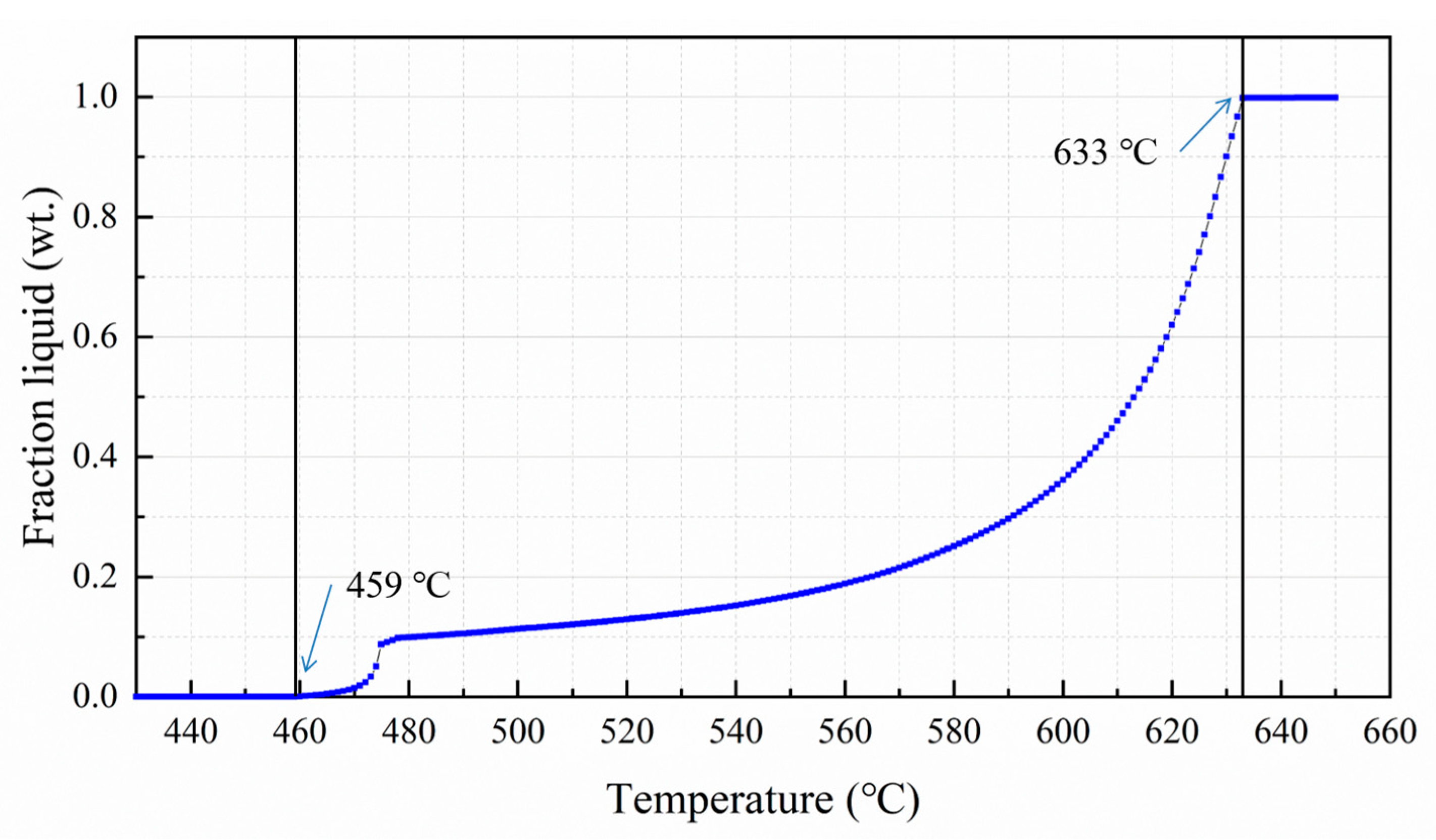
2.3. Heat Treatment
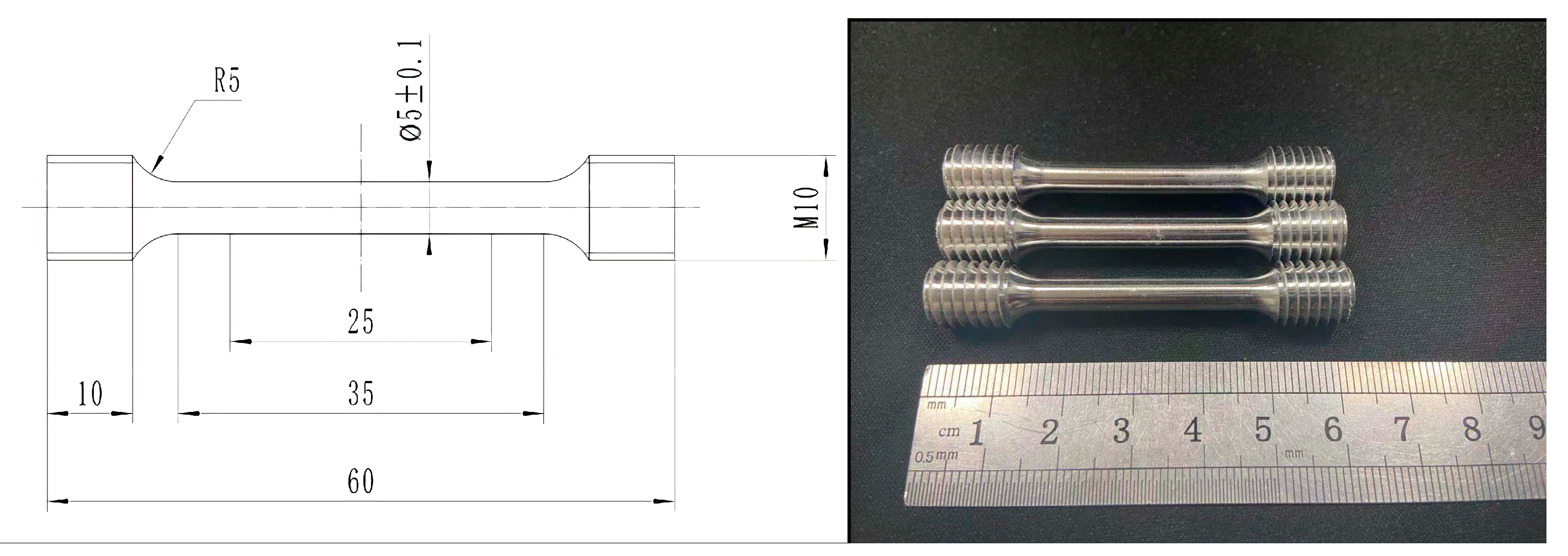
2.4. Microstructure and Mechanical Properties Analysis
3. Results
3.1. Evolution of Microstructure during Heat Treatment
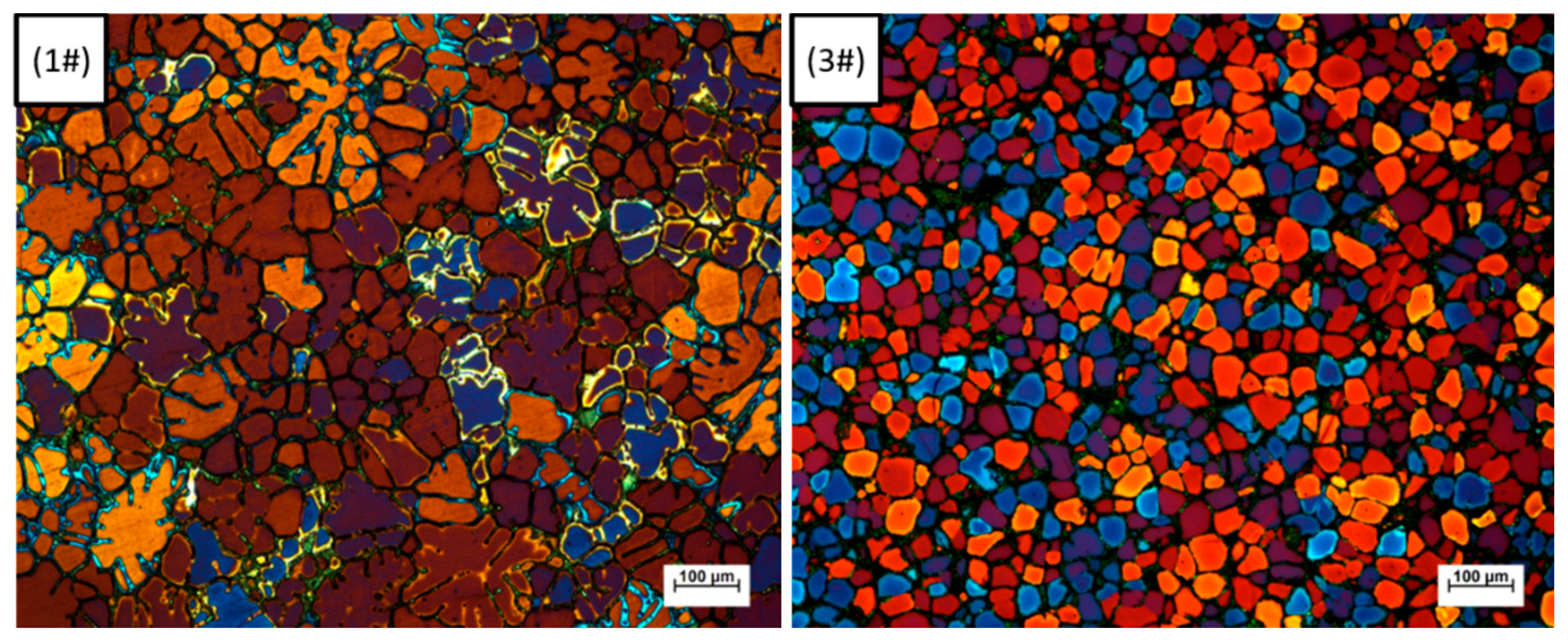
3.2. OM Observation
3.3. Mechanical Performance
4. Discussion
4.1. Effect of Sc on the Microstructure and Mechanical Properties
4.2. Effect of Electromagnetic Melt Treatment on the Microstructure and Mechanical Properties
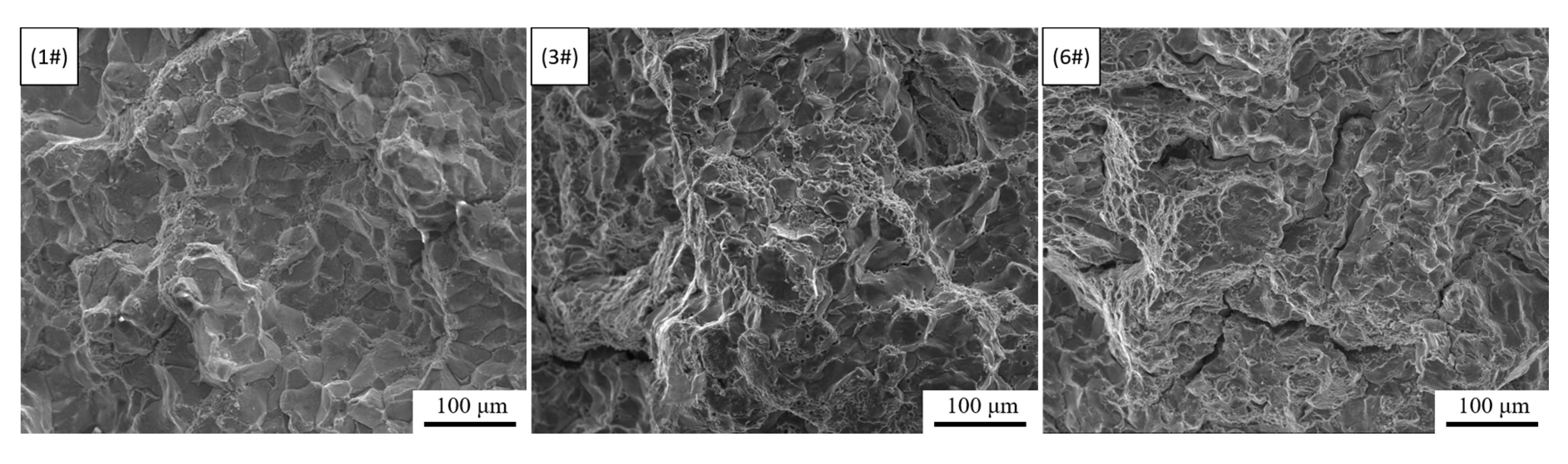
4.3. Fracture Analysis
5. Conclusions
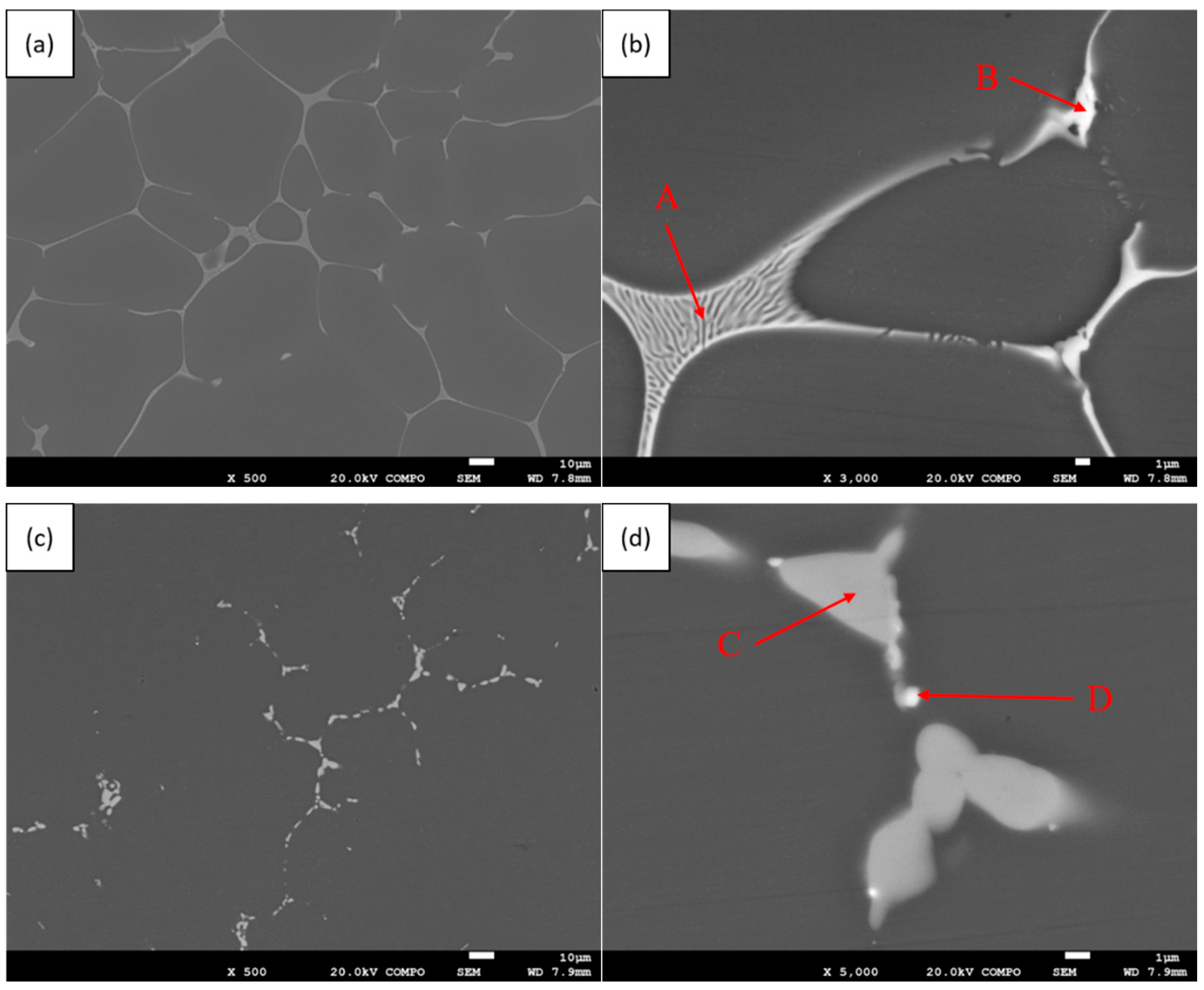
- Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr aluminum alloy as-cast structure mainly contains intergranular T phase, after the TST-T6 heat-treatment, part of the T phase transforms into the S phase and remains between grains;
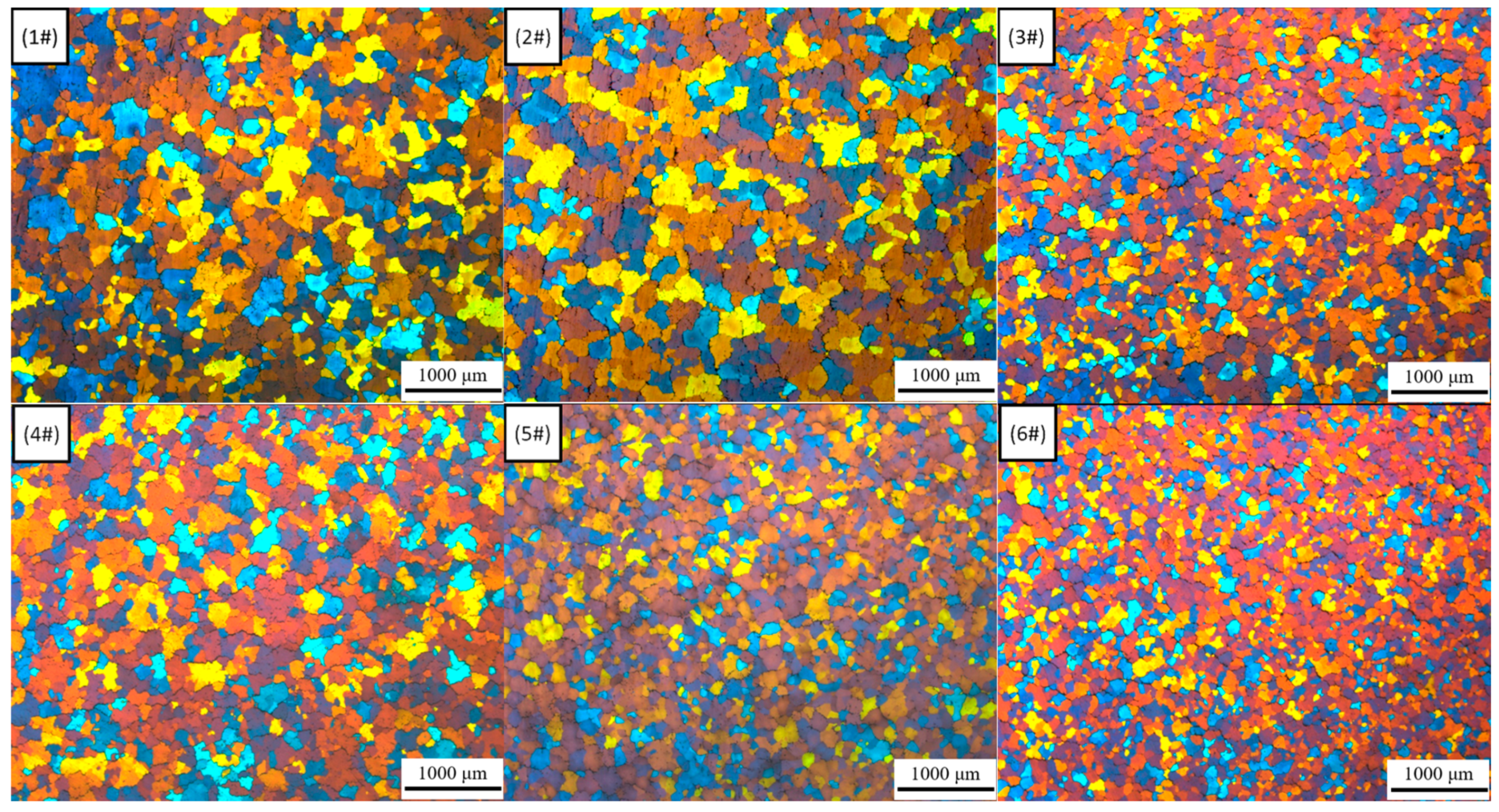
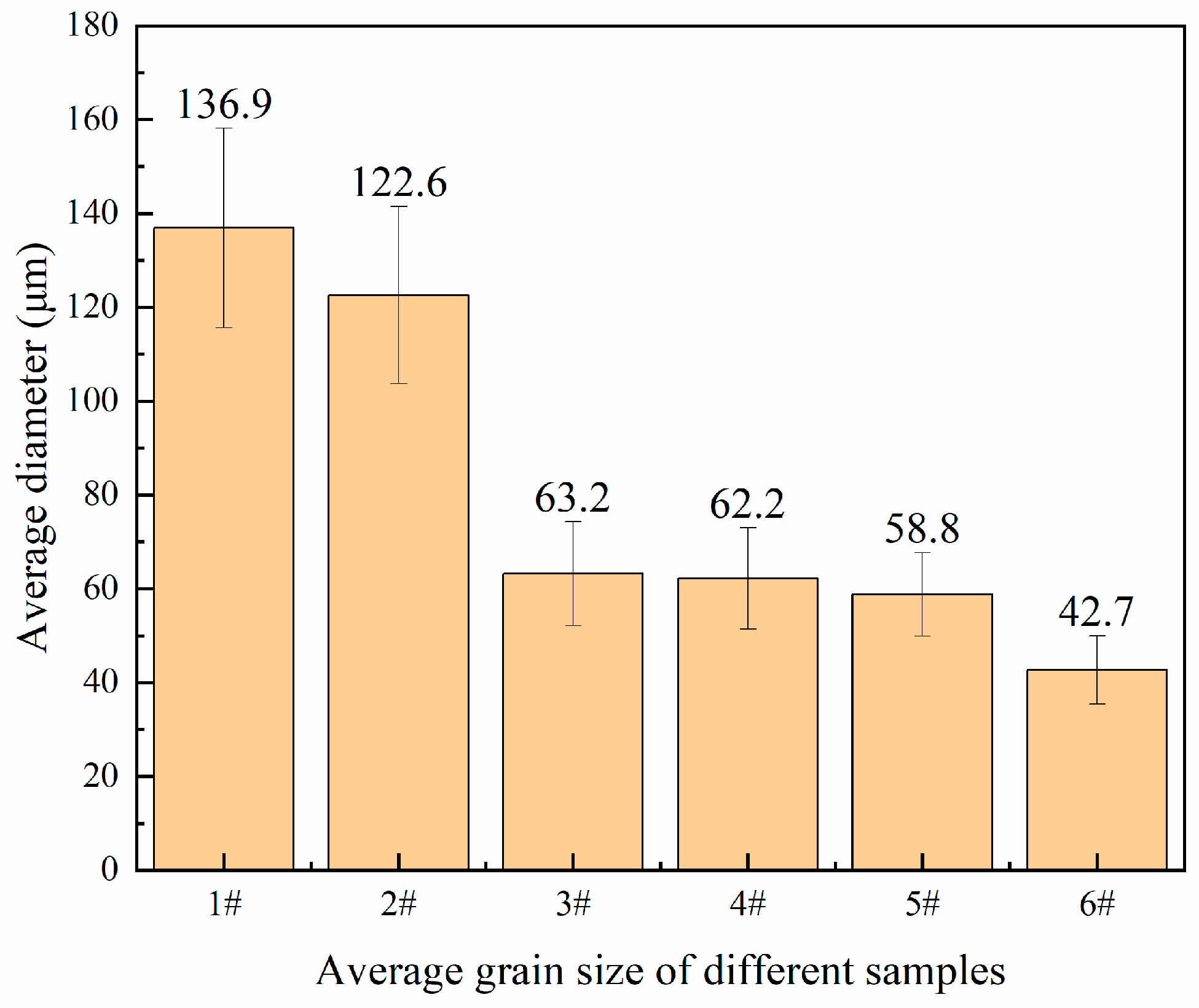
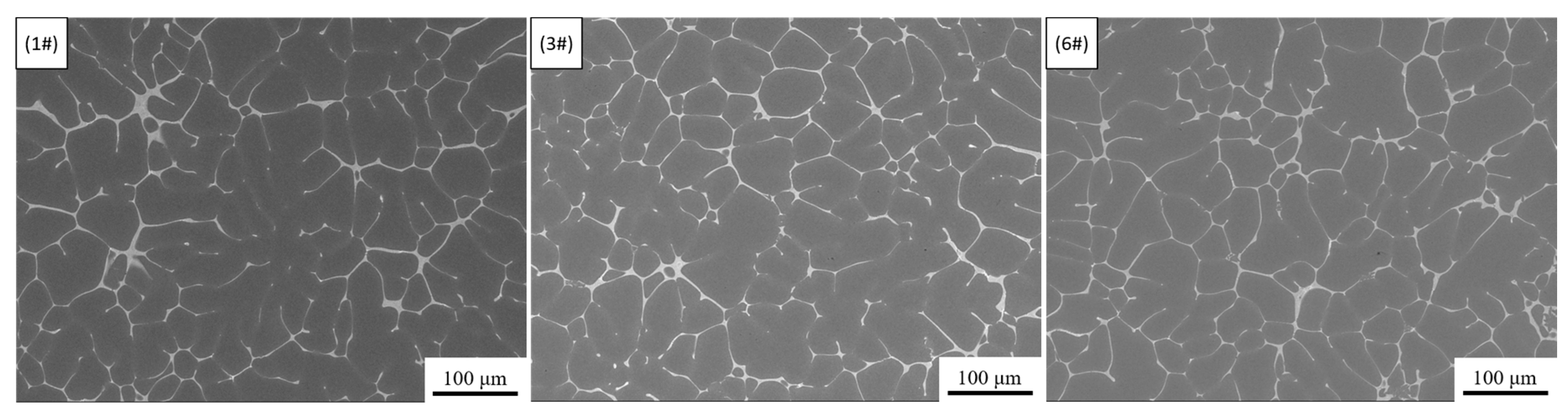
- The addition of 0.15 wt.% Sc to the Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr aluminum alloy can significantly reduce the grain size and transform the grain morphology from dendrites to equiaxed cellular grains without producing an Al3(Sc, Zr) primary phase, improving the strength and plasticity of the material at the same time;
- IC-AEMS melt-treatment can further enhance the Sc refinement effect, and can reduce the micro-segregation of solute elements between the grains, which reduces the formation of intergranular eutectic phases;
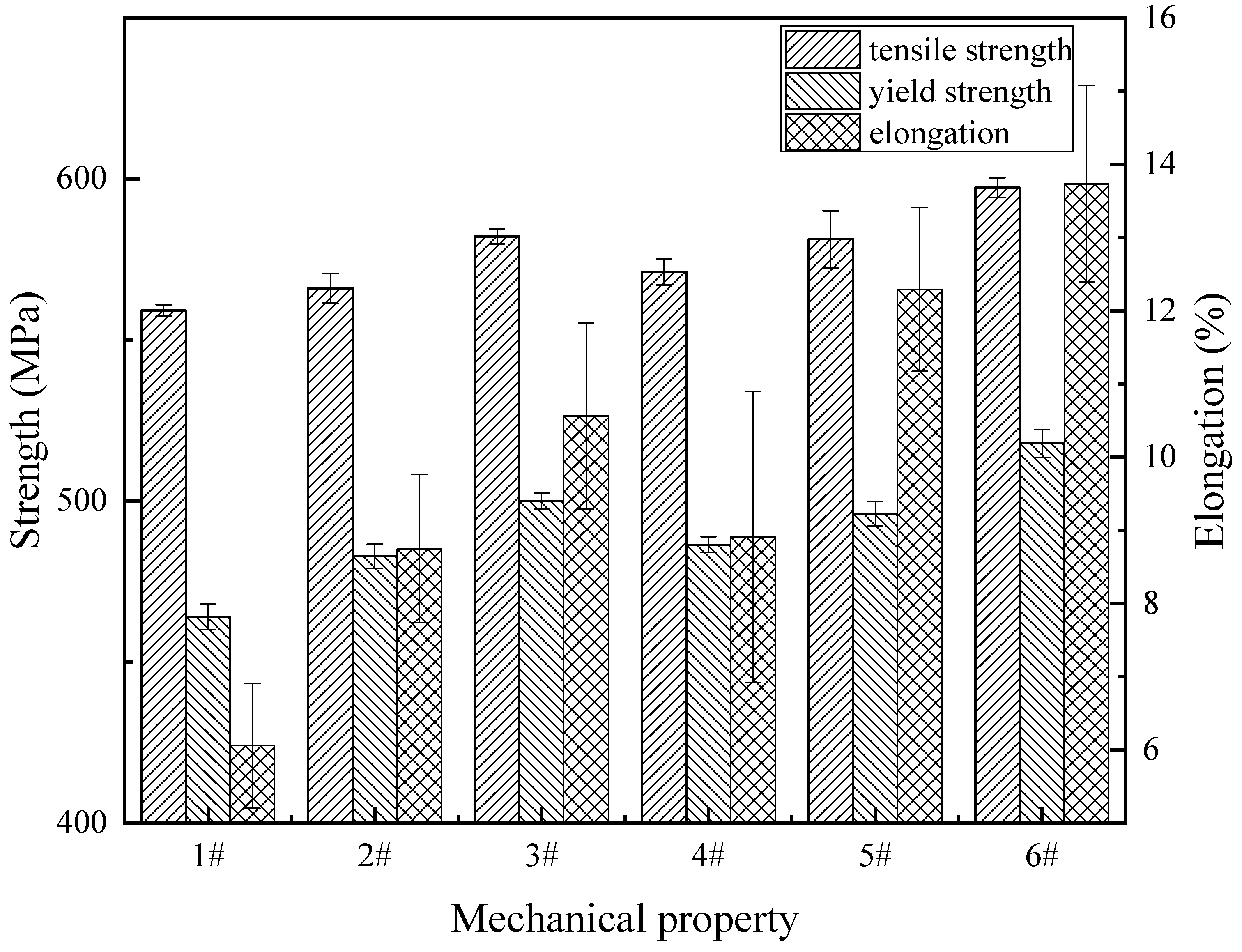
- Through rheological die forging technology, the Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) aluminum alloy scale-reduced parts of brake hub was successfully prepared, the structure is compact and defect-free, and well-formed. By adding 0.15 wt.% Sc and IC-AEMS melt processing, the ultimate tensile strength of the parts is 597.2 ± 3.1 MPa, the yield strength is 517.8 ± 4.3 MPa, and the elongation is 13.7 ± 1.3% after TST-T6 heat treatment, reaching the normal performance level of 7xxx aluminum alloy forgings, realizing the near-net shape forming of high-strength aluminum alloy.
Author Contributions
Funding
Conflicts of Interest
References
- Imamura, T. Current status and trend of applicable material technology for aerospace structure. J. Jpn. Light Met. 1999, 49, 302–309. [Google Scholar] [CrossRef]
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminum alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, Z.M.; Huang, J.W. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature. Mater. Sci. Eng. A 2011, 528, 1780–1786. [Google Scholar] [CrossRef]
- Tang, L.; Peng, X.Y.; Huang, J.W.; Ma, A.B.; Deng, Y.; Xu, G.F. Microstructure and mechanical properties of severely deformed Al-Mg-Sc-Zr alloy and their evolution during annealing. Mater. Sci. Eng. A 2019, 754, 295–308. [Google Scholar] [CrossRef]
- Subroto, T.; Miroux, A.; Eskin, D.G.; Katgerman, L. Tensile mechanical properties, constitutive parameters and fracture characteristics of an as-cast AA7050 alloy in the near-solidus temperature regime. Mater. Sci. Eng. A 2017, 679, 28–35. [Google Scholar] [CrossRef] [Green Version]
- Yin, F.; Wang, G.X.; Hong, S.Z.; Zeng, Z.P. Technological study of liquid die forging for the aluminum alloy connecting rod of an air compressor. J. Mater. Process. Technol. 2003, 139, 462–464. [Google Scholar] [CrossRef]
- Kim, S.W.; Durrant, G.; Lee, J.H.; Cantor, B. Microstructure of direct squeeze cast and gravity die cast 7050 (Al-6.2Zn-2.3Cu-2.3Mg) wrought Al alloy. J. Mater. Synth. Process. 1998, 6, 75–87. [Google Scholar] [CrossRef]
- Rao, P.N.; Singh, D.; Jayaganthan, R. Mechanical properties and microstructural evolution of Al 6061 alloy processed by multidirectional forging at liquid nitrogen temperature. Mater. Des. 2014, 56, 97–104. [Google Scholar] [CrossRef]
- Li, H.B.; Su, X.J.; Li, C.J.; Li, T.S.; Xu, H. Influence of different modificatior on structure and mechanical properties of liquid forging aluminum alloy. Adv. Mater. Res. 2012, 549, 770–773. [Google Scholar] [CrossRef]
- Ghomashchi, M.R.; Vikhrov, A. Squeeze casting: An overview. J. Mater. Process. Technol. 2000, 101, 1–9. [Google Scholar] [CrossRef]
- Suzuki, S. Vertical squeeze casting of aluminum components. Mod. Cast. 1989, 79, 38–40. [Google Scholar]
- Kaneko, Y.; Murakami, H.; Kuroda, K.; Nakazaki, S. Squeeze casting of aluminum. Die. Cast. Eng. 1979, 23, 26–38. [Google Scholar]
- Wallace, J.F.; Chang, Q.M.; Schwam, D. Process Control in Squeeze Casting. Die. Cast. Eng. 2000, 44, 42–48. [Google Scholar]
- Meng, F.S.; Min, H.N.; Zhang, W.W.; Zhang, W.; Shao, M. Research of element segregation to large wheel hub hardness and mechanical properties. Adv. Mater. Res. 2013, 711, 262–266. [Google Scholar] [CrossRef]
- Wang, G. Study on Microstructure and Mechanical Properties of the Liquid Forging 7055 Aluminum Alloy. Master’s Thesis, Beijing Jiaotong University, Beijing, China, 2016. [Google Scholar]
- Luo, J.Y. The Study on Microstructure and Properties of Al-Zn-Mg-Cu Alloy Prepared by Squeeze Casting. Master’s Thesis, South China University of Technology, Guangzhou, China, 2011. [Google Scholar]
- Chen, G.; Yang, M.; Jin, Y.; Zhang, H.M.; Han, F.; Chen, Q.; Zhao, Z. Ultrasonic assisted squeeze casting of a wrought aluminum alloy. J. Mater. Process. Technol. 2019, 266, 19–25. [Google Scholar] [CrossRef]
- Li, C. Research on the Liquid Forging Process of 7075 Aluminum Alloy Cover. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2017. [Google Scholar]
- Wang, Z.G.; Xu, J.; Zhang, Z.F.; Li, B.; Li, D.Q. The study on microstructures and properties of the direct squeeze casting Al-Zn-Mg-Cu-Zr-Sc alloy. Adv. Mater. Res. 2013, 652–654, 2455–2459. [Google Scholar] [CrossRef]
- He, M.; Zhang, Z.F.; Mao, W.M.; Li, B.; Bai, Y.L.; Xu, J. Numerical and experimental study on melt treatment for large-volume 7075 alloy by a modified annular electromagnetic stirring. Materials 2019, 12, 820. [Google Scholar] [CrossRef] [Green Version]
- Guan, T.Y.; Zhang, Z.F.; Bai, Y.L.; He, M.; Zheng, H.S.; Zhao, H.D.; Li, X.P.; Wang, P. The influence of Inter-cooling and electromagnetic stirring above liquidus on the formation of primary Al3Zr and grain refinement in an Al-0.2%Zr alloy. Materials 2019, 12, 22. [Google Scholar] [CrossRef] [Green Version]
- Gao, F.H.; Li, N.K.; Cong, F.G.; Tian, N.; Zhao, G. Constituent and homogenizing treatment of semicontinuous casting ingot of 7050 aluminum alloy. Chin. J. Rare Metals 2008, 3, 274–278. [Google Scholar]
- Fan, X.G.; Jiang, D.M.; Meng, Q.C.; Li, Z. The microstructural evolution of an Al–Zn–Mg–Cu alloy during homogenization. Mater. Lett. 2006, 60, 1475–1479. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and trengthening mechanisms in ul-trafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Wang, Y.; Xiong, B.Q.; Li, Z.H.; Huang, S.H.; Wen, K.; Li, X.W.; Zhang, Y.A. As-Cast microstructure of Al–Zn–Mg–Cu–Zr alloy containing trace amount of Sc. Rare Metals 2019, 38, 343–349. [Google Scholar] [CrossRef]
- Sun, Y.Y.; Song, M.; He, Y.H. Effects of Sc content on the mechanical properties of Al-Sc alloys. Rare Metals 2010, 29, 451–455. [Google Scholar] [CrossRef]
- Li, G.; Zhao, N.Q.; Liu, T.; Li, J.J.; He, C.N.; Shi, C.S.; Liu, E.Z.; Sha, J.W. Effect of Sc/Zr ratio on the microstructure and mechanical properties of new type of Al–Zn–Mg–Sc–Zr alloys. Mater. Sci. Eng. A 2014, 617, 219–227. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in aluminum alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Fan, Z.; Liu, G.; Hitchcock, M. Solidification behavior under intensive forced convection. Mater. Sci. Eng. A 2005, 413, 229–235. [Google Scholar] [CrossRef]
- Kwak, H.S.; Kuwahara, K.; Hynn, J.M. Resonant enhancement of natural convection heat transfer in a square enclosure. Int. J. Heat Mass Transf. 1998, 41, 2837–2846. [Google Scholar] [CrossRef]
- Guan, T.Y.; Zhang, Z.F.; Bai, Y.L.; Li, B.; Wang, P. Enhanced refinement of Al-Zn-Mg-Cu-Zr alloy via internal cooling with annular electromagnetic stirring above the liquidus temperature. Materials 2019, 12, 2337. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | Mg | Cu | Zr | Fe | Si | Al |
|---|---|---|---|---|---|---|---|
| wt.% | 6.54 ± 0.05 | 2.35 ± 0.02 | 2.40 ± 0.04 | 0.103 ± 0.001 | <0.001 | <0.003 | Bal. |
| No. | Die Temperature/°C | Casting Temperature/°C | Compress Time/s | Working Speed /mm·s−1 | Specific Pressure /MPa | Melt Treatment | wt.% (Sc) |
|---|---|---|---|---|---|---|---|
| 1# | 200 | 660 | 5 | 20 | 100 | None | 0 |
| 2# | 200 | 660 | 5 | 20 | 100 | None | 0.1 |
| 3# | 200 | 660 | 5 | 20 | 100 | None | 0.15 |
| 4# | 200 | 660 | 5 | 20 | 100 | IC-AEMS | 0 |
| 5# | 200 | 660 | 5 | 20 | 100 | IC-AEMS | 0.1 |
| 6# | 200 | 660 | 5 | 20 | 100 | IC-AEMS | 0.15 |
| Solution Process | Solution Temperature and Time |
|---|---|
| Two-stage solution treatment (TST) | 460 °C × 3 h + 475 °C × 3 h |
| Destination | Al | Zn | Mg | Cu | Zr | Fe | Si | Possible Phase |
|---|---|---|---|---|---|---|---|---|
| A | 70.35 | 8.14 | 14.4 | 6.95 | 0.15 | - | - | T (Al6CuMg4 + Al2Mg3Zn3) |
| B | 68.73 | 4.63 | 8.42 | 16.70 | 0.97 | - | 0.54 | T (Al6CuMg4 + Al2Mg3Zn3) + θ (Al2Cu) |
| C | 65.51 | 1.46 | 18.23 | 14.66 | 0.13 | - | - | S (Al2CuMg) |
| D | 80.11 | 1.87 | 5.81 | 10.22 | 1.35 | 0.25 | 0.39 | S (Al2CuMg) + θ (Al2Cu) + Al3Zr |
| No. | Ultimate Tensile Strength/MPa | Yield Strength/MPa | Elongation/% |
|---|---|---|---|
| 1# | 559.1 ± 1.8 | 464.0 ± 4.0 | 6.1 ± 0.9 |
| 2# | 566.0 ± 4.6 | 482.8 ± 3.8 | 8.7 ± 1.0 |
| 3# | 582.1 ± 2.3 | 499.9 ± 2.5 | 10.6± 1.3 |
| 4# | 571.1 ± 4.0 | 486.4 ± 2.5 | 8.9 ± 2.0 |
| 5# | 581.2 ± 8.9 | 496.0 ± 3.8 | 12.3 ± 1.1 |
| 6# | 597.2 ± 3.1 | 517.8 ± 4.3 | 13.7 ± 1.3 |
| Sc Content/wt.% | Ultimate Tensile Strength | Yield Strength | Elongation |
|---|---|---|---|
| 0.1 | 1.23 | 4.05 | 42.62 |
| 0.15 | 4.11 | 7.74 | 73.77 |
| Mechanical Property | 0Sc | 0.1 wt.% Sc | 0.15 wt.% Sc | Average |
|---|---|---|---|---|
| Ultimate tensile strength | 2.15 | 2.69 | 2.59 | 2.48 ± 0.29 |
| Yield strength | 4.83 | 2.73 | 3.58 | 3.71 ± 1.06 |
| Elongation | 45.90 | 41.38 | 29.25 | 38.84 ± 8.61 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Zhang, Z.; Bai, Y.; Xu, Y. Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials 2020, 13, 5591. https://doi.org/10.3390/ma13245591
Zheng H, Zhang Z, Bai Y, Xu Y. Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials. 2020; 13(24):5591. https://doi.org/10.3390/ma13245591
Chicago/Turabian StyleZheng, Hansen, Zhifeng Zhang, Yuelong Bai, and Yongtao Xu. 2020. "Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy" Materials 13, no. 24: 5591. https://doi.org/10.3390/ma13245591
APA StyleZheng, H., Zhang, Z., Bai, Y., & Xu, Y. (2020). Research on Microstructure and Mechanical Properties of Rheological Die Forging Parts of Al-6.54Zn-2.40Cu-2.35Mg-0.10Zr(-Sc) Alloy. Materials, 13(24), 5591. https://doi.org/10.3390/ma13245591