Study on Effect of Shapes of Serration of Joining Plane on Joining Characteristics for the Aluminum–Steel Multi-Materials Press Joining Process

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
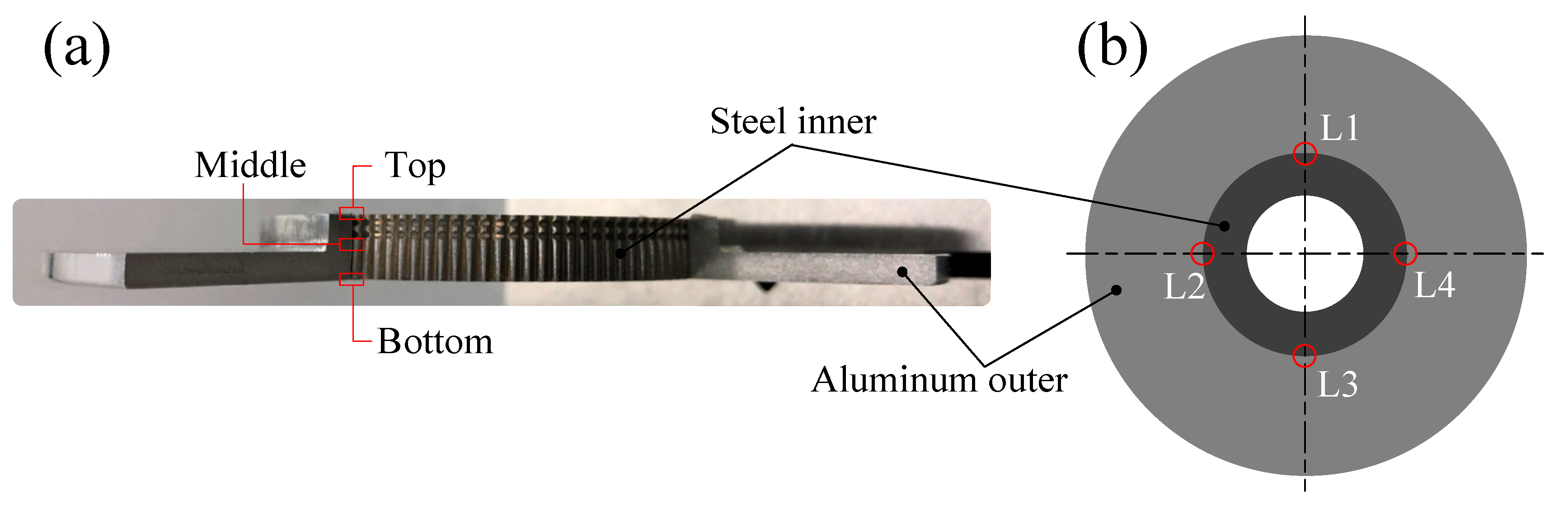
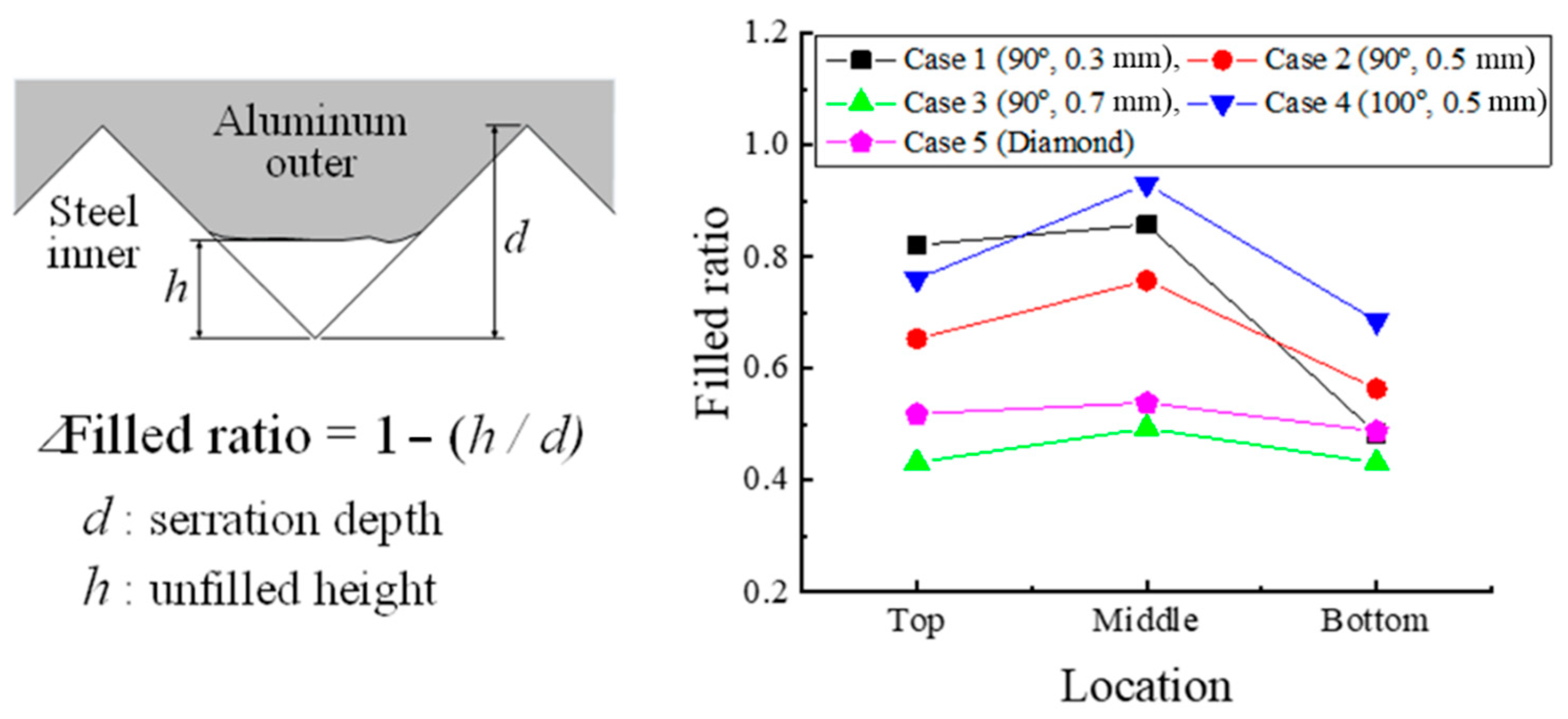
2.2. Effect of Shapes of Serration on Joining Plane
2.3. Elastoplastic FE Analysis of Joining Process
2.4. Evaluation of Joining Force
3. Results and Discussion
3.1. Knurling Process
3.2. Result of FE Analysis
3.3. Joining Experiment
3.4. Evaluation of Joining Force
3.5. Evaluation of Joining Torque
4. Results and Discussion
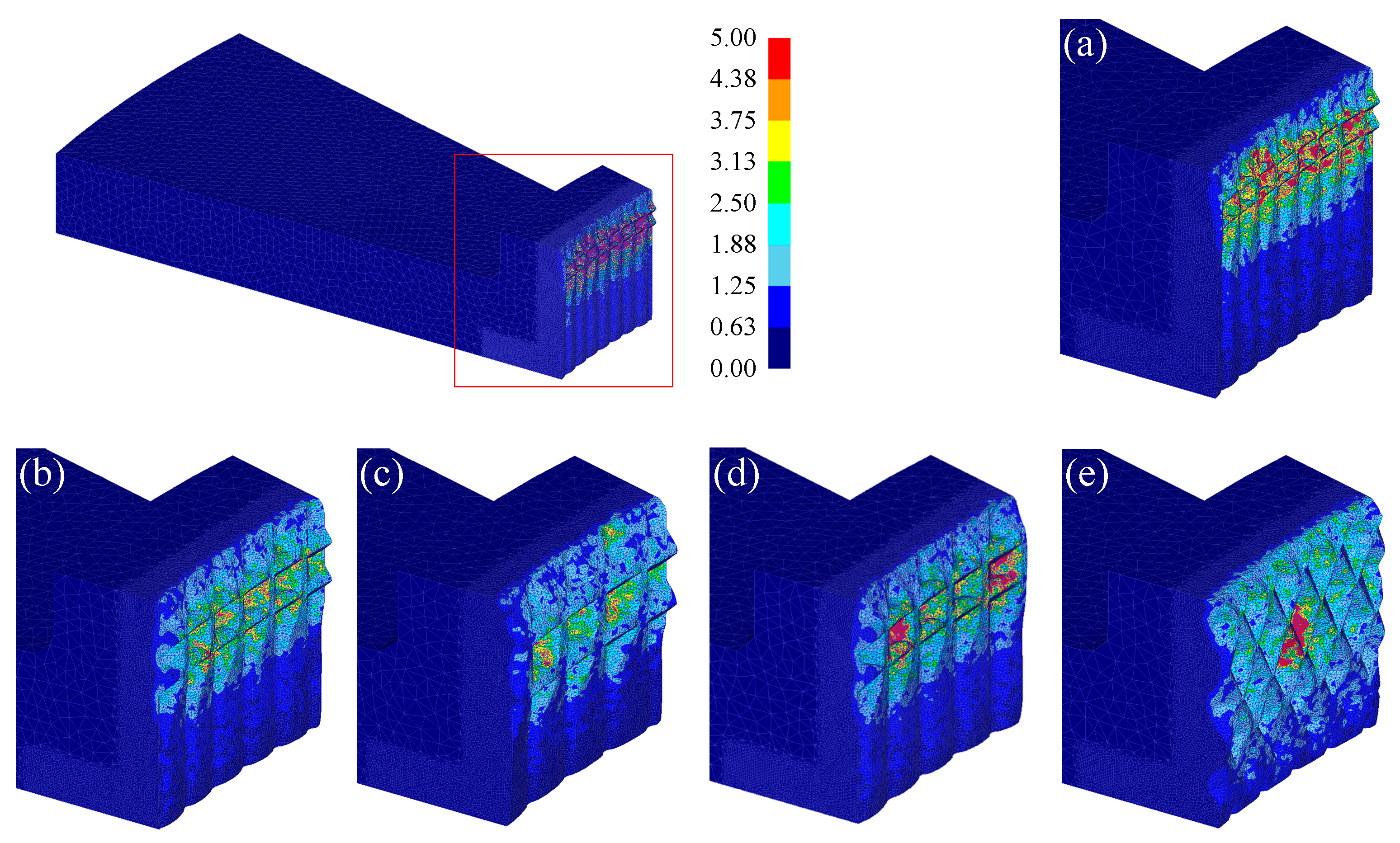
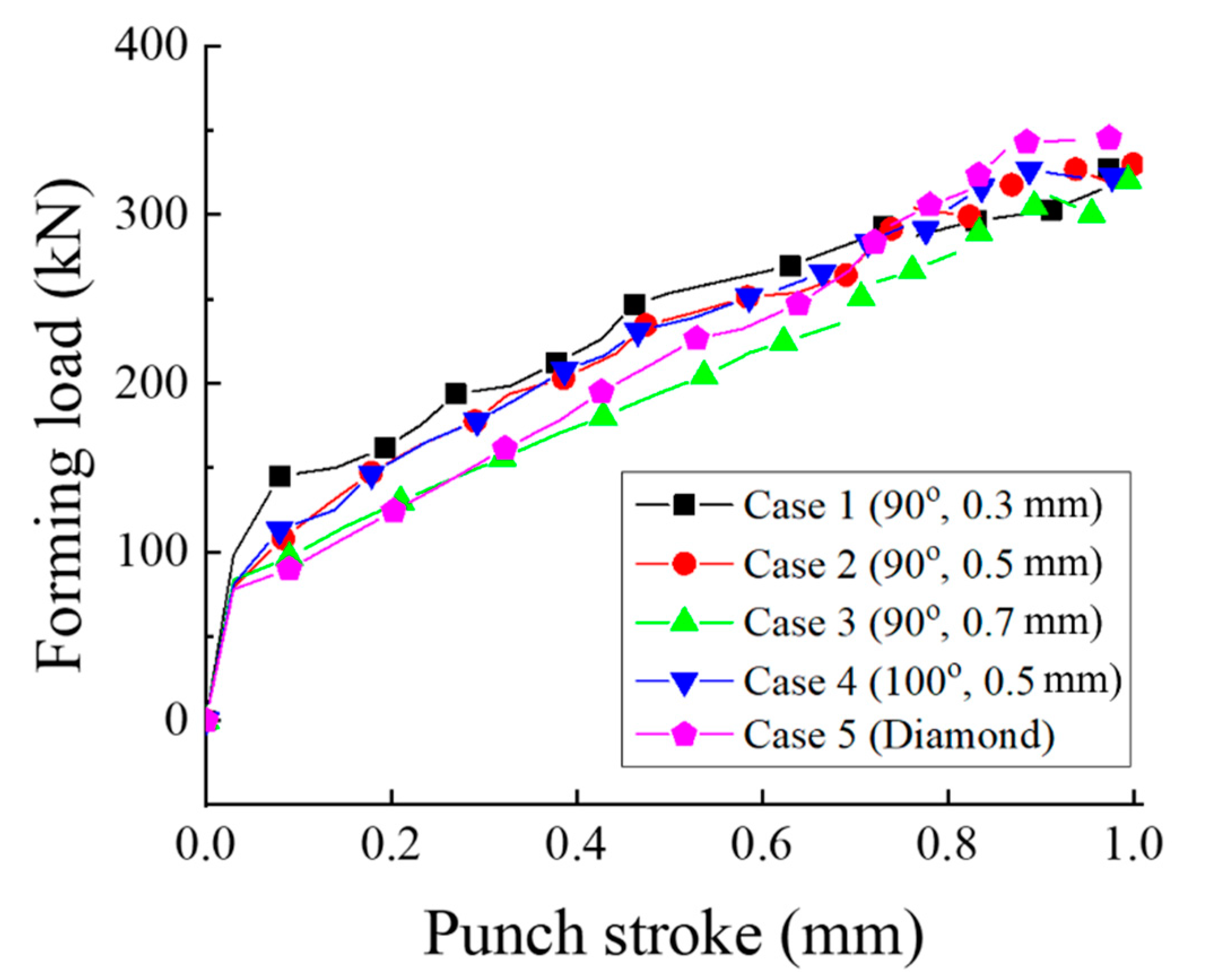
- From the results of FE analysis, at the early forming stage, the material velocity near the punch is higher than that near the fixed die. In addition, the material fills the cavity in grooves first because of the low material flow restriction caused by the wide cavity in the groove. Then the material fills serrations. The bottom of the serrations close to the die is filled last because the velocity near the die is always lower than in other regions. When the serration angle is the same, the forming load of the press joining process increases with the decrease in serration height because of the increased material flow restriction. Case 5 with diamond-shaped serration has the largest joining force of 80.0 kN because of the intersected serration.
- When the serration angle is the same, the joining force increases as the serration height decreases because of the better filling of material into the serration. Therefore, it is very important to improve the filled ratio to increase the joining force.
- In addition, the joining torque depends on the filled ratio. To increase the joining torque, the filled ratio should be maximized. In this study, Case 2 is the best condition because the joining torque is maximum due to the relatively high filled ratio. Under the same geometric condition (serration height, angle), we can expect that the higher the filled ratio, the higher the joining load or torque. However, under various geometric conditions, we must consider these conditions simultaneously, and further research must be carried out to do so.
- In this study, the unfilling occurs in all cases. From the result of FE analysis and experiment, the joining characteristics depend mainly on the filled ratio. If the filled ratio is maximized, we can expect excellent joining characteristics. Therefore, further research is needed to maximize the filled ratio through the process optimization of the press joining process.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mori, K.; Bay, N.; Fraini, L.; Micari, F.; Tekkeya, A.E. Joining by plastic deformation. CIRP Ann. Manuf. Technol. 2013, 62, 673–694. [Google Scholar] [CrossRef]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing Limited: Cambridge, UK, 2010. [Google Scholar]
- Cole, G.S.; Sherman, A.M. Light weight materials for automotive applications. Mater. Charater. 1995, 35, 3–9. [Google Scholar] [CrossRef]
- Yoshimura, H.; Tanaka, K. Precision forging of aluminum and steel. J. Mater. Process. Technol. 2000, 98, 198–204. [Google Scholar] [CrossRef]
- Li, G.; Deng, H.; Mao, Y.; Zhang, X.; Cui, J. Study on AA5182 aluminum sheet formability using combined quasi-static-dynamic tensile processes. J. Mater. Process. Technol. 2018, 255, 373–386. [Google Scholar] [CrossRef]
- Kumar, D.S.; Sasanka, C.T.; Ravindra, K.; Suman, K.N.S. Magnesium and its alloys in automotive applications—A review. Am. J. Mater. Sci. Technol. 2015, 4, 12–30. [Google Scholar] [CrossRef]
- Lee, J.M.; Min, B.J.; Park, J.H.; Kim, D.H.; Kim, B.M.; Ko, D.C. Design of lightweight CFRP automotive part as an alternative for steel part by thickness and lay-up optimization. Material 2019, 12, 2309. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meschut, G.; Hahn, O.; Janzen, V.; Olfermann, T. Innovative joining technologies for multi-material structures. Weld. World 2014, 58, 65–75. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Buiron, N.; Rachik, M.; Haye, D.; Franz, G.; Habak, M. Study of the elaboration of a practical weldability window in magnetic pulse welding. J. Mater. Process. Technol. 2013, 213, 1348–1354. [Google Scholar] [CrossRef]
- Chastel, Y.; Passemard, L. Joining Technologies for Future Automobile Multi-material Modules. Procedia Eng. 2014, 81, 2104–2110. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.J.; Kim, J.Y.; Lee, S.K.; Ko, D.C.; Kim, B.M. Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J. Mech. Sci. Technol. 2010, 24, 123–126. [Google Scholar] [CrossRef]
- Busse, S.; Merklein, M.; Roll, K.; Ruther, M.; Zürn, M. Development of a mechanical joining process for automotive body-in-white production. Int. J. Mater. Form. 2010, 3, 1059–1062. [Google Scholar] [CrossRef]
- Higgins, A. Adhesive bonding of aircraft structures. Int. J. Adhes. Adhes. 2000, 20, 367–376. [Google Scholar] [CrossRef]
- Wagener, H.W.; Haats, J. Pressure welding of corrosion resistant metals by cold extrusion. J. Mater. Process. Technol. 1994, 45, 275–280. [Google Scholar] [CrossRef]
- Groche, P.; Tibari, K. Fundamentals of Angular Joining by Means of Hydroforming. CIRP Ann. 2006, 55, 259–262. [Google Scholar] [CrossRef]
- Luis, M.A.; Eduardo, J.D.; Martins, P.A.F. Joining sheet panels to thin-walled tubular profiles by tube end forming. J. Clean. Prod. 2011, 19, 712–719. [Google Scholar]
- Jäger, A.; Hänisch, S.; Bröckerhoff, S.; Tekkaya, A.E. Process for the Manufacturing of Composite Metal Structures by Combined Deep Drawing and Cold Forging. International Patent Application No. PCT/DE2011/001053, 7 May 2011. [Google Scholar]
- Kitamura, K.; Inishi1, H.; Hirota, K.; Ukai, Y.; Matsunaga, K. Combination of plastic upsetting joining and plastic serration joining of Disk and Shaft. Adv. Mater. Res. 2014, 966–967, 21–28. [Google Scholar] [CrossRef]
- Kitamura, K.; Hirota, K.; Ukai, Y.; Matsunaga, K.; Osakada, K. Cold joining of rotor shaft with flange by using plastic deformation. CIRP Ann. 2012, 61, 275–278. [Google Scholar] [CrossRef]
- Hirota, K.; Kitamurab, K.; Ukaic, Y.; Matsunaga, K. Strength of spline joints assembled by forming. J. Mater. Process. Technol. 2014, 214, 2095–2101. [Google Scholar] [CrossRef]
- Hirota, K.; Kitamurab, K.; Ukaic, Y.; Matsunaga, K. Mechanical joining of shaft and holed disc in rotational and axial directions. Procedia Eng. 2017, 207, 980–985. [Google Scholar] [CrossRef]
- Afonso, R.M.; Alves, L.M.; Martins, P.A.F. Joining by boss forming of rods and tubes to sheets. J. Adv. Join. Process. 2020, 1, 100001. [Google Scholar] [CrossRef]
- Kleditzsch, S.; Awiszus, B.; Lätzer, M.; Leidich, E. Numerical and analytical investigation of steel–aluminum knurledinterference fits: Joining process and load characteristics. J. Mater. Process. Technol. 2015, 219, 286–294. [Google Scholar] [CrossRef]
- Dou, S.; Xia, J. Analysis of sheet metal forming (Stamping process): A study of the variable friction coefficient on 5052 aluminum alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Young’s modulus (GPa) | 70.3 |
| Poisson’s ratio | 0.33 |
| Yield strength (MPa) | 120.5 |
| Tensile strength (MPa) | 206.0 |
| Flow stress (MPa) |
| Case | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Shape |  |  |  |  |  |
| Angle (°) | 90 | 90 | 90 | 100 | 100 |
| Height (mm) | 0.3 | 0.5 | 0.7 | 0.5 | 0.5 |
| Conditions | Value |
|---|---|
| Punch velocity (mm/s) | 5.0 |
| No. of elements of blank | 144,114 |
| No. of nodes of blank | 31,828 |
| Friction coefficient (μ) | 0.35 |
| Case | Shape | Cross Section | Dimension |
|---|---|---|---|
| 1 |  |  | ① 0.24 mm ② 0.82 mm ③ 0.19 mm ④ 90° |
| 2 |  |  | ① 0.45 mm ② 1.23 mm ③ 0.19 mm ④ 90° |
| 3 |  |  | ① 0.64 mm ② 1.62 mm ③ 0.21 mm ④ 90° |
| 4 |  |  | ① 0.45 mm ② 1.43 mm ③ 0.27 mm ④ 100° |
| 5 |  |  | ① 0.24 mm ② 0.613 mm ③ 100° |
| Location | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 |
|---|---|---|---|---|---|
| Top | 0.043 | 0.156 | 0.344 | 0.108 | 0.116 |
| Middle | 0.034 | 0.109 | 0.325 | 0.032 | 0.111 |
| Bottom | 0.137 | 0.197 | 0.364 | 0.142 | 0.123 |
| Case | Case 1 | Case 2 | Case 3 | Case 4 | Case 5 |
|---|---|---|---|---|---|
| Torque | 1025.0 | 1192.0 | 1033.0 | 1142.0 | 1008.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, I.-K.; Lee, S.-Y.; Lee, S.-K.; Jeong, M.-S.; Kim, B.-J.; Joo, W.-G. Study on Effect of Shapes of Serration of Joining Plane on Joining Characteristics for the Aluminum–Steel Multi-Materials Press Joining Process. Materials 2020, 13, 5611. https://doi.org/10.3390/ma13245611
Lee I-K, Lee S-Y, Lee S-K, Jeong M-S, Kim B-J, Joo W-G. Study on Effect of Shapes of Serration of Joining Plane on Joining Characteristics for the Aluminum–Steel Multi-Materials Press Joining Process. Materials. 2020; 13(24):5611. https://doi.org/10.3390/ma13245611
Chicago/Turabian StyleLee, In-Kyu, Sung-Yun Lee, Sang-Kon Lee, Myeong-Sik Jeong, Bong-Joon Kim, and Won-Gwang Joo. 2020. "Study on Effect of Shapes of Serration of Joining Plane on Joining Characteristics for the Aluminum–Steel Multi-Materials Press Joining Process" Materials 13, no. 24: 5611. https://doi.org/10.3390/ma13245611
APA StyleLee, I. -K., Lee, S. -Y., Lee, S. -K., Jeong, M. -S., Kim, B. -J., & Joo, W. -G. (2020). Study on Effect of Shapes of Serration of Joining Plane on Joining Characteristics for the Aluminum–Steel Multi-Materials Press Joining Process. Materials, 13(24), 5611. https://doi.org/10.3390/ma13245611