A Study on Material Properties of Intermetallic Phases in a Multicomponent Hypereutectic Al-Si Alloy with the Use of Nanoindentation Testing

 ,
, 
 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the Test Material
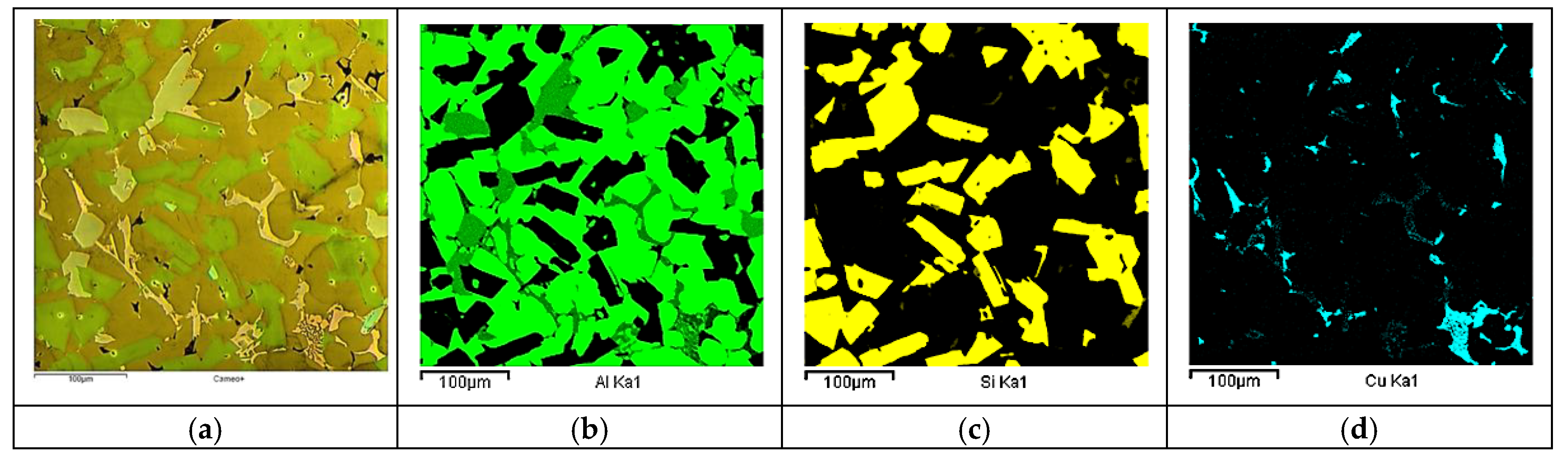
2.2. Chemical Composition Microanalysis
2.3. Examination of Material Properties of Microstructure Components by Nanoindentation Testing
2.4. X-ray Diffraction
3. Results and Discussion
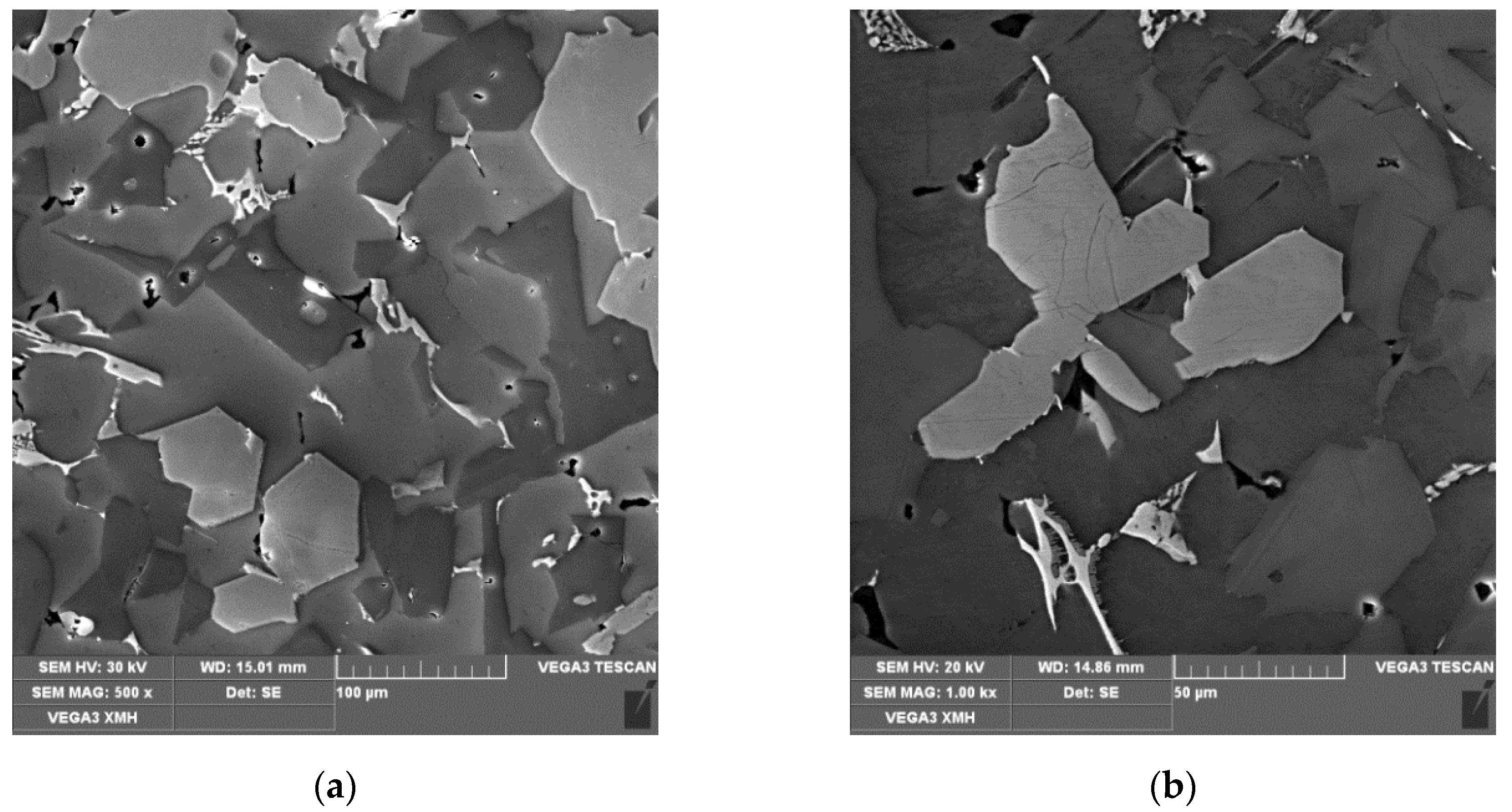
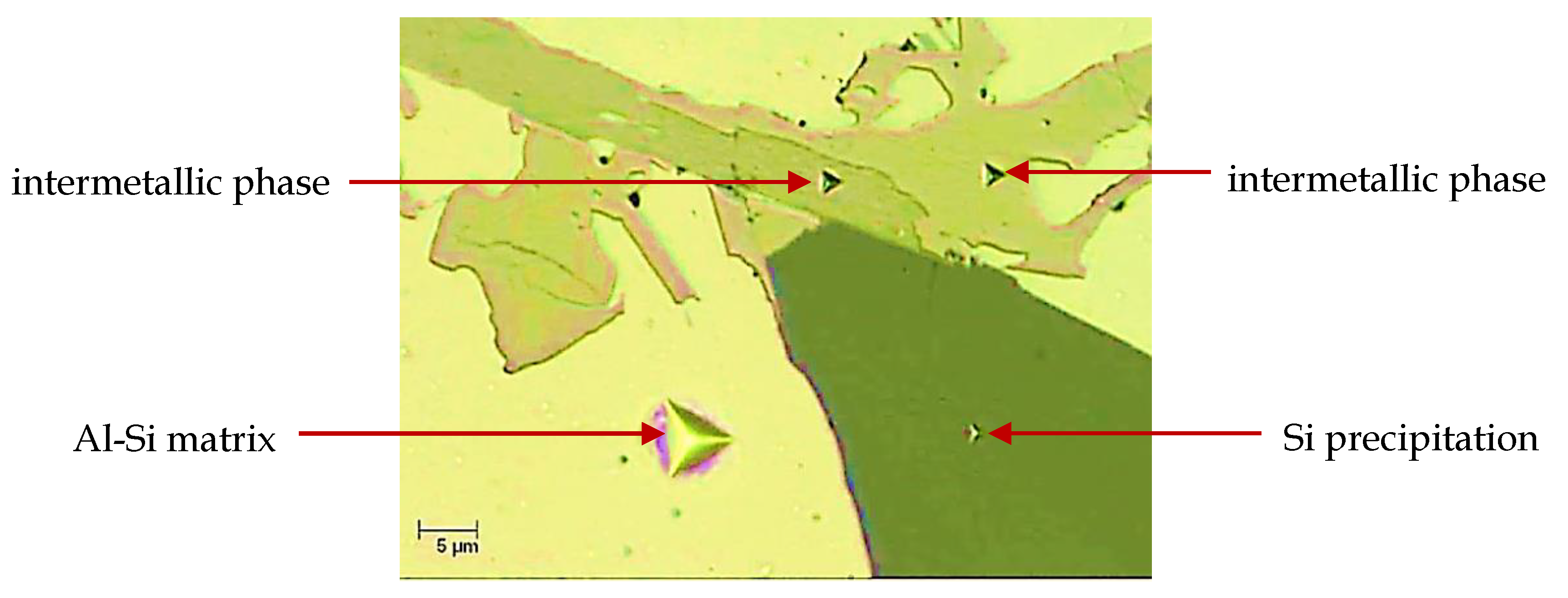
3.1. Identification of Alloy Microstructure Components
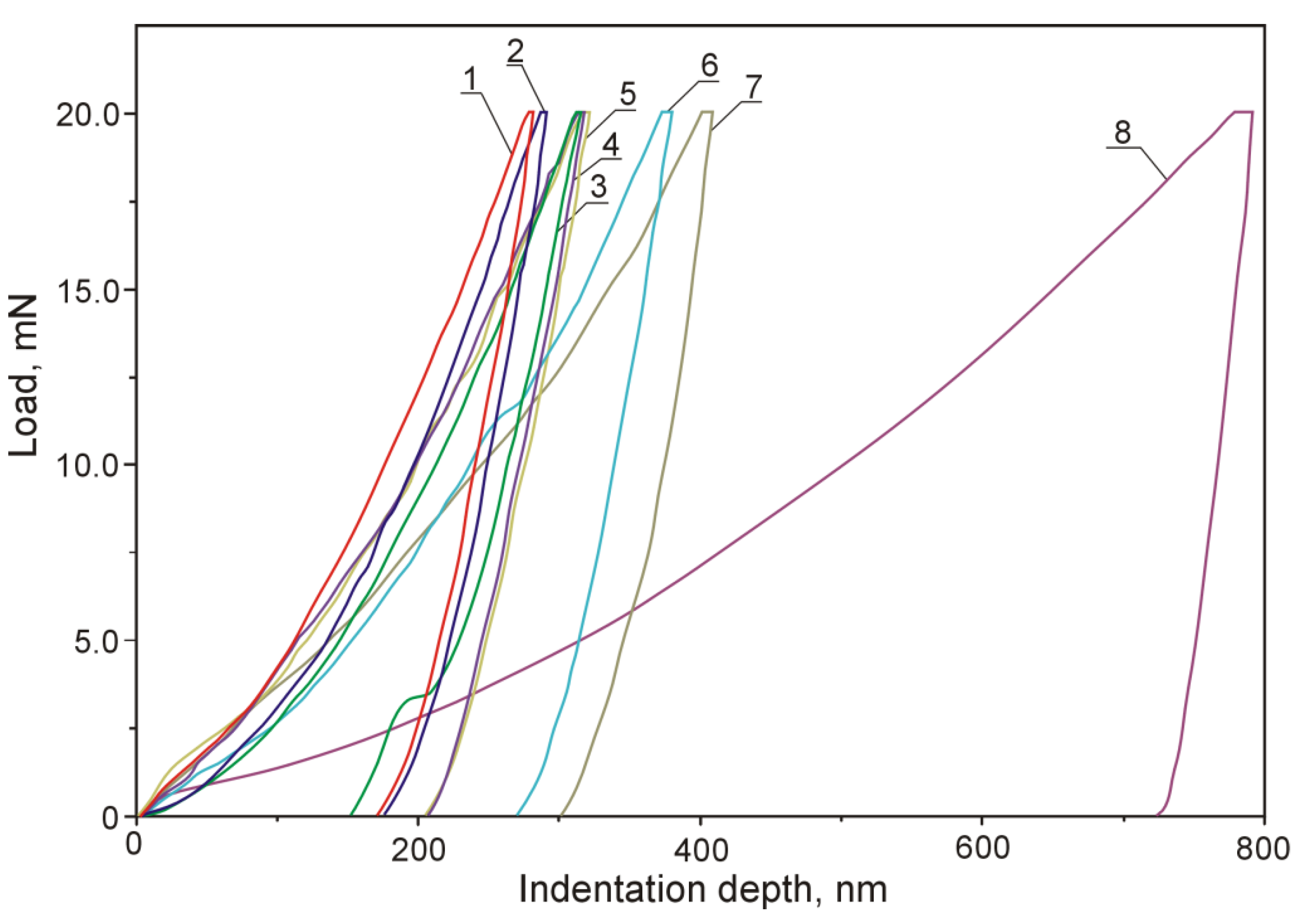
3.2. The Nanoindentation Test
4. Conclusions
- A new multicomponent hypereutectic silumin is developed for application in the process of manufacturing automobile cylinder cast-in liners.
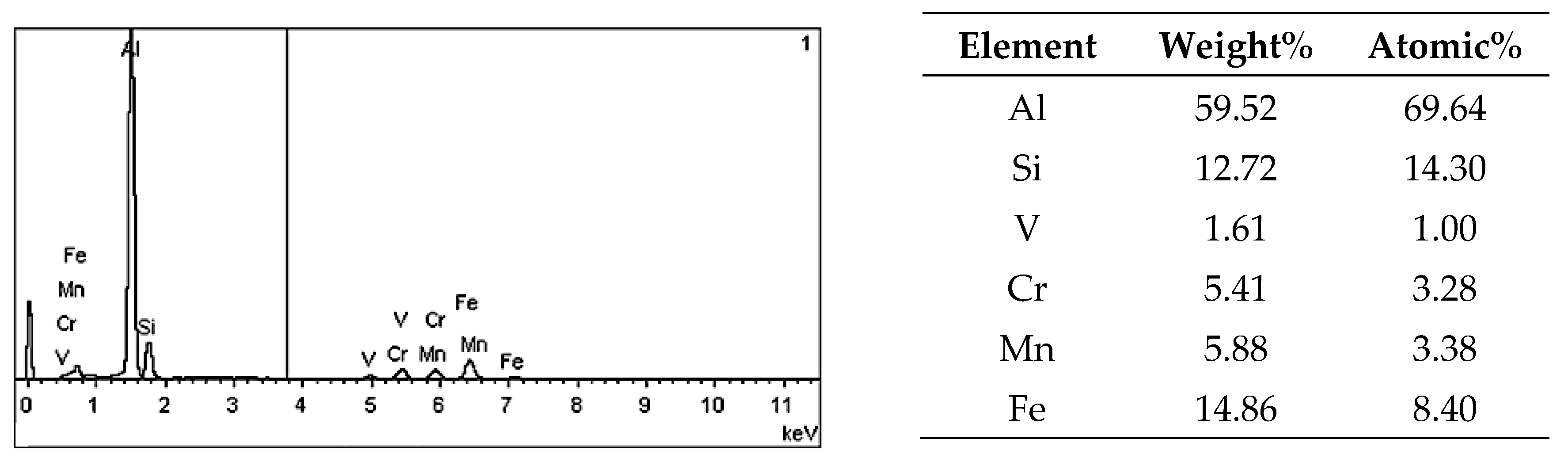
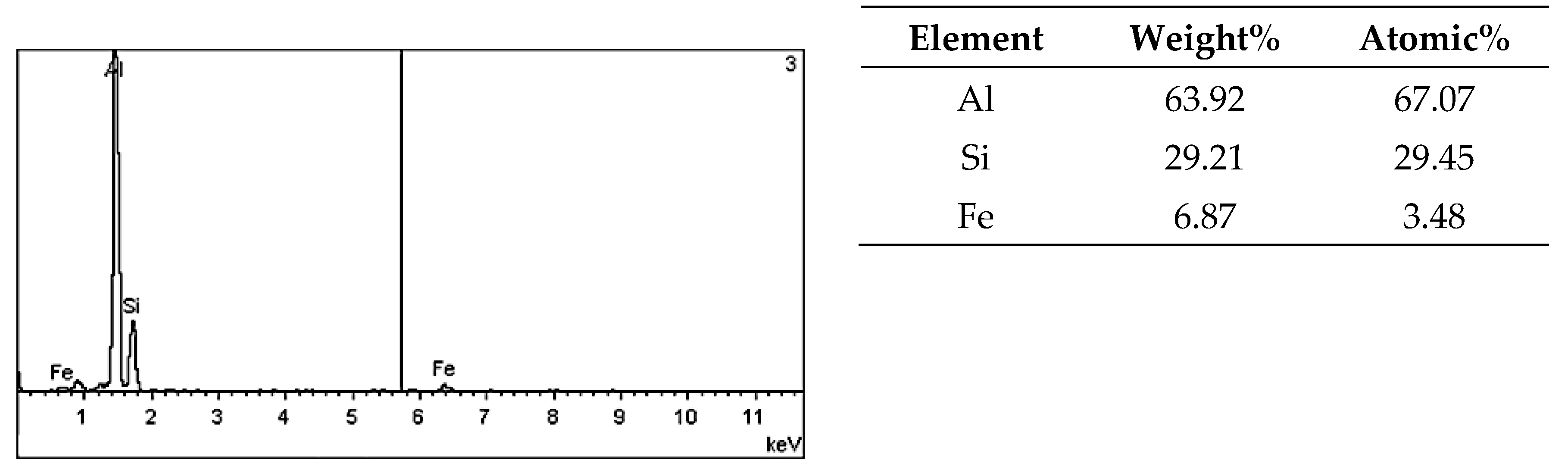
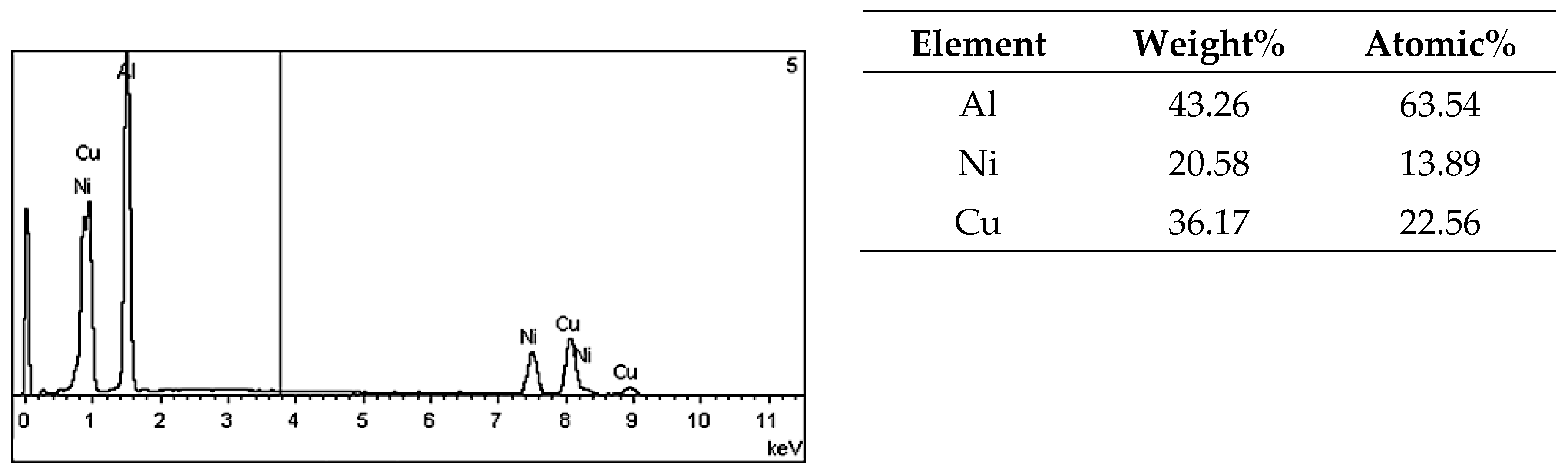
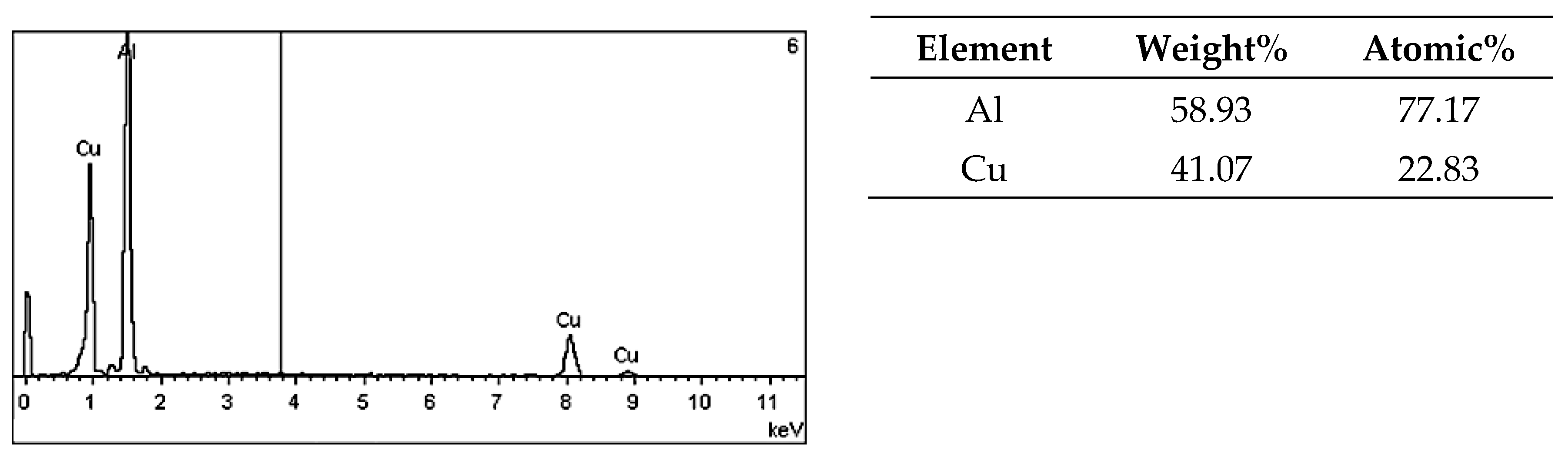
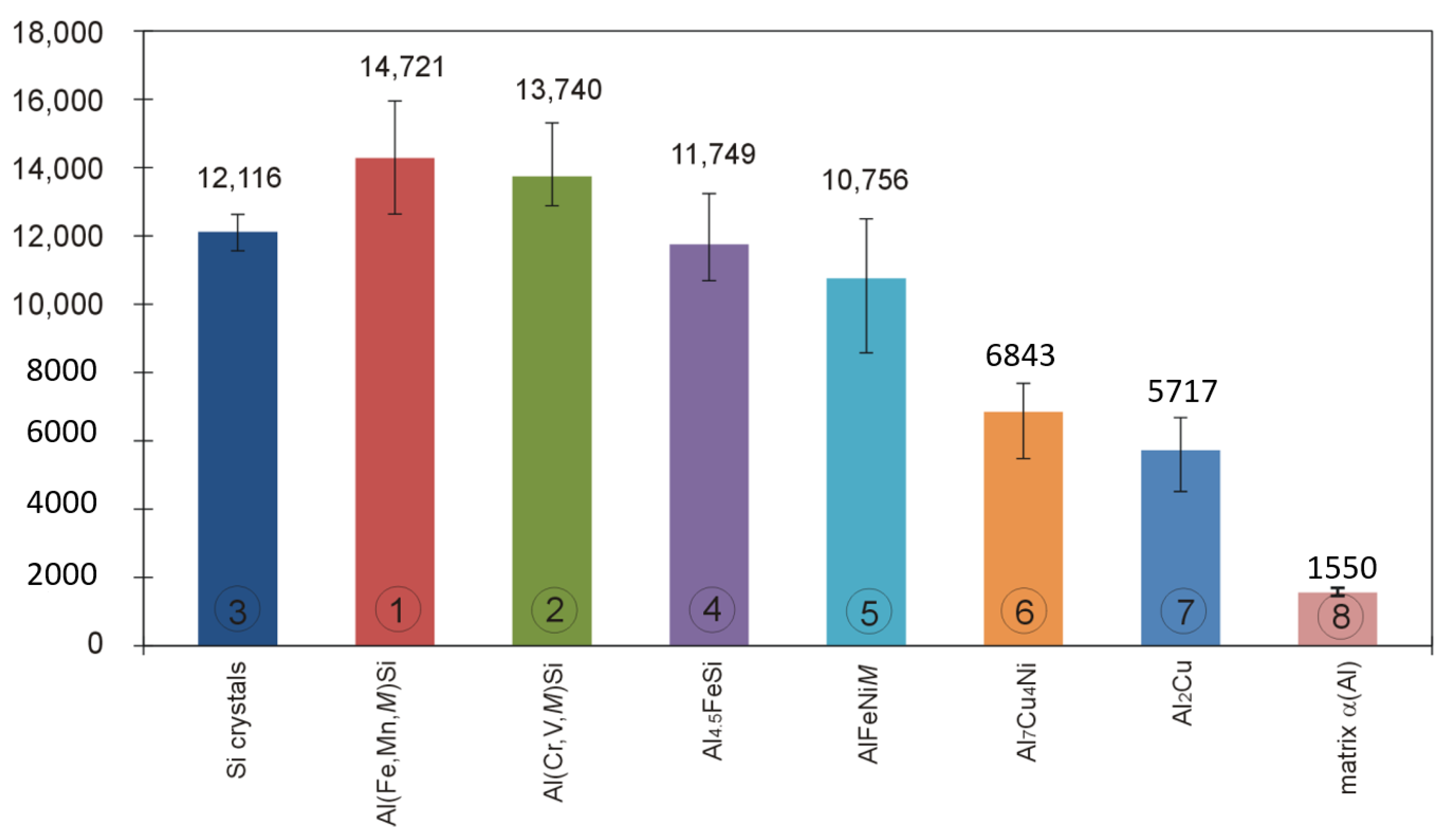
- The adopted chemical composition and conditions of solidification enabled crystallization of the intermetallic phase Al(Fe,Mn,M)Si, where M = Cr and V; the phase Al(Cr,V,M)Si where M = Mn, Fe, and Ti; the phase Al4.5FeSi; the phase AlFeNiM where M = Cu and Si; the phase Al7Cu4Ni; and phases Al2Cu and Mg2Si.
- The addition of chromium, vanadium, and manganese partially blocked the development of AlFeSi phase, replacing iron in its composition and developing phases Al(Fe,Mn,M)Si and Al(Cr,V,M)Si characterized with HIT and EIT values higher than those observed for silicon crystals, which will be a feature of special importance for the service properties of cylinder liners.
- It turned out that the intermetallic phase Al(Fe,Mn,M)Fe as well as the intermetallic Al(Cr,V,M)Si are characterized by lower susceptibility to the penetration of a diamond indenter compared to silicon crystals, and therefore better or comparable resistance to scratching with hard particles. This confirms usefulness of the newly developed silumin as a material suitable for automobile cylinder cast-in liners.
Author Contributions
Funding
Conflicts of Interest
References
- Evans, A.; San Marchi, C.; Mortensen, A. Metal Matrix Composites in Industry: An Introduction and a Survey; Kluwer Academic Pubs: Berlin, Germany, 2003. [Google Scholar]
- Köhler, E.; Niehues, J.; Sommer, B. Vollaluminium–Zylinderkurbelgehäuse–Aluminium-Zylinderlauflächen. Giess. Prax. 2005, 5, 167–176. [Google Scholar]
- Wilson, R. KS Aluminum Technologies AG is the master at making ALUSIL low pressure die casting engine blocks. Automotive Industries. Available online: https://www.ai-online.com/2003/10/supplier-technology-6/ (accessed on 28 November 2020).
- Kainer, K.U. Metal Matrix Composites. Custom-Made Materials for Automotive and Aerospace Engineering; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2006. [Google Scholar]
- Stocker, P.; Rückert, F.; Hummert, K. Die neue Aluminium-Silizium-Zylinderlaufbahn-Technologie für Kurbelgehäuse aus Aluminiumdruckguss. MTZ Mot. Z. 1997, 58, 502–508. [Google Scholar]
- Krug, P.; Kennedy, M.; Foss, J. New aluminum alloys for cylinder liner applications. In Proceedings of the SAE World Congress Detroit, Detroit, MI, USA, 3–6 April 2006. [Google Scholar]
- Scarlett, M. Power trio: A pair of sixes and a 500 hp V-10 add up to a winning hand for BMW powertrain. Automot. Ind. 2004, 184, 28–31. [Google Scholar]
- Feikus, F.J.; Fischer, A. Laserlegieren von Al-Zylinderkurbelgehäusen. VDI Ber. 2001, 1612, 83–96. [Google Scholar]
- Schneider, W. Highly stressed automotive engines made of aluminium. A challenges for founding technology and material development. Cast. Plant Technol. 2006, 1, 30–37. [Google Scholar]
- Kleine, A.; Koch, H.; Pohl, J.; Lindow, H.; Brinkmann, R. Untersuchungen zu aluminiumbasierten Strukturverstärkungen für Zylinderkurbelgehäuse. Druckguss 2009, 4, 119–127. [Google Scholar]
- Yamagata, H.; Kasprzak, W.; Aniolek, M.; Kurita, H.; Sokolowski, J.H. The effect of average cooling rates on the microstructure of the Al-20% Si high pressure diecasting alloy used for monolithic cylinder blocks. J. Mater. Process. Technol. 2008, 203, 333–341. [Google Scholar] [CrossRef]
- Yamagata, H.; Kurita, H.; Aniolek, M.; Kasprzak, W.; Sokolowski, J.H. Thermal and metallographic characteristics of the Al-20% Si high-pressure die-casting alloy for monolithic cylinder blocks. J. Mater. Process. Technol. 2008, 199, 84–90. [Google Scholar] [CrossRef]
- Orłowicz, A.W.; Mróz, M.F.; Tupaj, M.; Trytek, A.; Betlej, J.; Płoszaj, F. A Silumin for Automobile Industry Castings and a Method for Shaping and Geometrical Surface Structure Increasing its Resistance to Abrasive Wear. Polish Patent No. PL 213,037, 31 December 2012. [Google Scholar]
- Horng, J.H.; Jiang, D.S.; Lui, T.S.; Chen, L.H. The fracture behaviour of A356 alloys with different iron contents under resonant vibration. Int. J. Cast Met. Res. 2000, 13, 215–222. [Google Scholar] [CrossRef]
- Warmuzek, M.; Sęk-Sas, G.; Lech, Z. Ewolucja mikrostruktury w obecności metali przejściowych (Fe, Mn i Cr) w stopach Al-Si. Biul. Inst. Odlew. 2002, 6, 4–11. (In Polish) [Google Scholar]
- Manasijevic, S.; Radisa, R.; Markovic, S.; Acimovic-Pavlovic, Z.; Raic, K. Thermal analysis and microscopic characterization of the piston alloy AlSi13Cu4Ni2Mg. Intermetallics 2011, 19, 486–492. [Google Scholar] [CrossRef]
- Abouei, V.; Saghafian, H.; Shabestari, S.G.; Zarghami, M. Effect of Fe-rich intermetallics on the wear behavior of eutectic Al–Si piston alloy (LM13). Mater. Des. 2010, 31, 3518–3524. [Google Scholar] [CrossRef]
- Saghafian, H.; Shabestari, S.G.; Ghadami, S.; Ghoncheh, M.H. Effects of Iron, Manganese, and Cooling Rate on Microstructure and Dry Sliding Wear Behavior of LM13 Aluminum Alloy. Tribol. Trans. 2017, 60, 888–901. [Google Scholar] [CrossRef]
- Bidmeshki, C.; Abouei, V.; Saghafianb, H.; Shabestari, S.G.; Noghani, M.T. Effect of Mn addition on Fe-rich intermetallics morphology and dry sliding wear investigation of hypereutectic Al-17.5%Si alloys. J. Mater. Res. Technol. 2016, 5, 250–258. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Zhong, S.Y.; Chen, Z.; Wang, M.; Ma, N.; Wang, H. Effect of Cr content and heat-treatment on the high temperature strength of eutectic Al–Si alloys. J. Alloys Compd. 2015, 647, 63–69. [Google Scholar] [CrossRef]
- Timelli, G.; Bonollo, F. The influence of Cr content on the microstructure and mechanical properties of AlSi9Cu3(Fe) die-casting alloys. Mater. Sci. Eng. A 2010, 528, 273–282. [Google Scholar] [CrossRef]
- Uzun, O.; Kilicaslan, M.F.; Yılmaz, F. Formation of novel flower-like silicon phases and evaluation of mechanical properties of hypereutectic melt-spun Al–20Si–5Fe alloys with addition of V. Mater. Sci. Eng. A 2014, 607, 268–375. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Jiang, F.; Fu, D. The intermetallic formation in the extruded AlSi20/8009 aluminum alloy during annealing treatment. Vacuum 2019, 168, 108800. [Google Scholar] [CrossRef]
- Wu, C.; Lee, S.; Hsieh, M.; Lin, J. Effects of Mg content on microstructure and mechanical properties of Al-14.5Si-4.5Cu Alloy. Metall. Mater. Trans. A 2010, 41, 751–757. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, L.; Wang, Z.; Gao, A. Achievement of High Strength and Ductility in Al–Si–Cu–Mg Alloys by Intermediate Phase Optimization in As-Cast and Heat Treatment Conditions. Materials 2020, 13, 647. [Google Scholar] [CrossRef] [Green Version]
- Simensen, C.J.; Rolfsen, T.-L. Production of π-AlMgSiFe crystals. Z. Met. 1997, 88, 142–146. [Google Scholar]
- Bolibruchova, D.; Macko, J.; Bruna, M. Elimination of negative effect of Fe in secondary alloys AlSi6Cu4 (EN AC 45 000, A 319) by nickel. Arch. Metall. Mater. 2014, 59, 717–721. [Google Scholar] [CrossRef]
- Meng, F.; Wu, Y.; Hu, K.; Li, Y.; Sun, Q.; Liu, X. Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios. Materials 2019, 12, 2506. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Murali, S.; Raman, K.S.; Murthy, K.S.S. The formation of β-FeSiAl5 and Be-Fe phases in Al-7Si-0.3Mg alloy containing Be. Mater. Sci. Eng. A 1995, 190, 165–172. [Google Scholar] [CrossRef]
- Stolarz, J.; Madelaine-Dupuich, O.; Magnin, T. Microstructural factors of low cycle fatigue damage in two phase Al-Si alloys. Mater. Sci. Eng. 2001, 299, 275–286. [Google Scholar] [CrossRef]
- Abdulwahab, M.; Madugu, I.A.; Yaro, S.A.; Hassan, S.B.; Popoola, A.P.I. Effects of multiple-step thermal ageing treatment on the hardness characteristics of A356.0-type Al-Si-Mg alloy. Mater. Des. 2011, 32, 1159–1166. [Google Scholar] [CrossRef]
- Hernandez-Sandoval, J.; Garza-Elizondo, G.H.; Samuel, A.M.; Valtiierra, S.; Samuel, F.H. The ambient and high temperature deformation behavior of Al-Si-Cu-Mg alloy with minor Ti, Zr, Ni additions. Mater. Des. 2014, 58, 89–101. [Google Scholar] [CrossRef]
- Yanga, Y.; Yu, K.; Li, Y.; Zhao, D.; Liu, X. Evolution of nickel-rich phases in Al-Si-Cu-Ni-Mg piston alloys with different Cu additions. Mater. Des. 2012, 33, 220–225. [Google Scholar] [CrossRef]
- Yanga, Y.; Li, Y.; Wua, W.; Zhao, D.; Liu, X. Effect of existing form of alloying elements on the microhardness of Al-Si-Cu-Ni-Mg piston alloy. Mater. Sci. Eng. A 2011, 528, 5723–5728. [Google Scholar] [CrossRef]
- Li, Y.; Yanga, Y.; Wua, Y.; Wang, L.; Liu, X. Quantitative comparison of three Ni-containing phases to the elevated-temperature properties of Al–Si piston alloys. Mater. Sci. Eng. A 2010, 527, 7132–7137. [Google Scholar] [CrossRef]
- Li, Y.; Yanga, Y.; Wua, Y.; Wei, Z.; Liua, X. Supportive strengthening role of Cr-rich phase on Al-Si multicomponent piston alloy at elevated temperature. Mater. Sci. Eng. A 2011, 528, 4427–4430. [Google Scholar] [CrossRef]
- Tupaj, M.; Orłowicz, A.W.; Mróz, M.; Trytek, A. Materials Properties of Iron-rich Intermetallic Phase in a Multicomponent Aluminium-Silicon Alloy. Arch. Foundry Eng. 2015, 15, 111–114. [Google Scholar]
- Tupaj, M.; Orłowicz, A.W.; Mróz, M.; Trytek, A.; Markowska, O. The Effect of Cooling Rate on Properties of Intermetallic Phase in a Complex Al-Si Alloy. Arch. Foundry Eng. 2016, 16, 125–128. [Google Scholar] [CrossRef] [Green Version]
- PN-EN ISO 14577-1: 2015. Metallic Materials–Instrumented Indentation Test for Hardness and Materials Parameters–Part 1: Test Method; Polish Committee for Standarization: Warsow, Poland, 2013. [Google Scholar]
- CSM Instruments. Indentation Software Manual. Ver. R0.1.3; CSM Instruments: Needham Heights, MA, USA, 2010. [Google Scholar]
- Rajabia, M.; Vahidia, M.; Simchia, A.; Davamia, P. Effect of rapid solidification on the microstructure and mechanical properties of hot-pressed Al–20Si–5Fe alloys. Mater. Charact. 2009, 60, 1370–1381. [Google Scholar] [CrossRef]
- Ünlü, N.; Genç, A.; Öveçoğlu, M.L.; Eruslu, N.; Froes, F.H. Characterization investigations of melt-spun ternary Al–xSi–3.3Fe (x=10, 20 wt.%) alloys. J. Alloys Compd. 2001, 322, 249–256. [Google Scholar] [CrossRef]
- Li, G.; Liao, H.; Suo, X.; Tang, Y.; Dixit, U.S.; Pavel Petrov, P. Cr-induced morphology change of primary Mn-rich phase in Al-Si-Cu-Mn heat resistant aluminum alloys and its contribution to high temperature strength. Mater. Sci. Eng. A 2018, 709, 90–96. [Google Scholar] [CrossRef]
- Regulski, K.; Wilk-Kołodziejczyk, D.; Szymczak, T.; Gumienny, G.; Pirowski, Z.; Jaśkowiec, K.; Kluska-Nawarecka, S. Data Mining Methods for Prediction of Multi-Component Al-Si Alloy Properties Based on Cooling Curves. J. Mater. Eng. Perform. 2019, 28, 7431–7444. [Google Scholar] [CrossRef] [Green Version]
- Shabestari, S.G. The effect of iron and manganese on the formation of intermetallic compounds in aluminum–silicon alloys. Mater. Sci. Eng. A 2004, 383, 289–298. [Google Scholar] [CrossRef]
- Sahoo, K.L.; Pathak, B.N. Solidification behaviour, microstructure and mechanical properties of high Fe-containing Al–Si–V alloys. J. Mater. Process. Technol. 2009, 209, 798–804. [Google Scholar] [CrossRef]
- Becker, H.; Leineweber, A. Approximate icosahedral symmetry of α-Al(Fe,Mn,Cr)Si in electron backscatter diffraction analysis of a secondary Al-Si casting alloy. Mater. Charact. 2018, 141, 406–411. [Google Scholar] [CrossRef]
- Schneider, W. Highly stressed automotive engines of aluminium. Challenges for the casting technology and material development. In Proceedings of the 66th World Foundry Congress, Istanbul, Turkey, 6–9 September 2004; pp. 1165–1176. [Google Scholar]
- Heusler, L.; Feikus, F.J.; Otte, M.O. Alloy and casting process optimization for engine block application. AFS Trans. 2001, 109, 443–451. [Google Scholar]
- Jang, J.; Lance, M.J.; Wen, S.; Tsui, T.Y.; Pharr, G.M. Indentation-induced phase transformations in silicon: Influences of load, rate and indenter angle on the transformation behavior. Acta Mater. 2005, 53, 1759–1770. [Google Scholar] [CrossRef]
- Gogotsi, Y.C.; Domnich, V.; Dub, S.N.; Kailer, A.; Nickel, K.G. Cyclic nanoindentation and Raman microspectroscopy study of phase transformations in semiconductors. J. Mater. Res. 2000, 15, 871–879. [Google Scholar] [CrossRef]
- Hu, J.Z.; Merkle, L.D.; Menoni, C.S.; Spain, I.L. Crystal data for high-pressure phases of silicon. Phys. Rev. B Condens. Matter. 1986, 34, 4679–4684. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Domnich, V.; Gogotsi, Y. Phase transformations in silicon under contact loading. Rev. Adv. Mater. Sci. 2002, 3, 1–36. [Google Scholar]
- Bhattacharya, S.; Riahi, A.R.; Alpas, A.T. Indentation-inducted subsurface damage in silicon particle of Al-Si alloys. Mater. Sci. Eng. A 2009, 527, 387–396. [Google Scholar] [CrossRef]
- Chen, C.-L.; Richter, A.; Thomson, R.C. Mechanical properties of intermetallic phases in multi-component Al–Si alloys using nanoindentation. Intermetallics 2009, 17, 634–641. [Google Scholar] [CrossRef]
- Pietrowski, S.; Szymczak, T. Crystallization, microstructure and mechanical properties of silumins with micro-addition of Cr, Mo, W and V. Arch. Foundry Eng. 2010, 10, 123–136. [Google Scholar]
- Bolibruchova, D.; Zihalov, M. Vanadium influence on iron based intermetallic phases in AlSi6Cu4 alloy. Arch. Metall. Mater. 2014, 59, 1029–1032. [Google Scholar] [CrossRef]
- Lin, B.; Li, H.; Xu, R.; Xiao, H.; Zhang, W.; Li, S. Effects of Vanadium on Modification of Iron-Rich Intermetallics and Mechanical Properties in A356 Cast Alloys with 1.5 wt.% Fe. J. Mater. Eng. Perform. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Zhan, H.; Hu, B. Analyzing the microstructural evolution and hardening response of an Al-SiMg casting alloy with Cr addition. Mater. Charact. 2018, 142, 602–612. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Gubicza, J.; Kovacs, Z.; Lendvai, J. Depth-sensing indentation tests in studying plastic instabilities. J. Mater. Res. 2004, 19, 31–45. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content (wt.%) * | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Si | Mn | Cu | Cr | Ni | V | Fe | Mg | Ti | B | P | Al |
| 31.32 | 0.53 | 1.44 | 0.58 | 1.15 | 0.45 | 0.54 | 1.33 | 0.041 | 0.0027 | 0.05 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tupaj, M.; Orłowicz, A.W.; Mróz, M.; Trytek, A.; Dolata, A.J.; Dziedzic, A. A Study on Material Properties of Intermetallic Phases in a Multicomponent Hypereutectic Al-Si Alloy with the Use of Nanoindentation Testing. Materials 2020, 13, 5612. https://doi.org/10.3390/ma13245612
Tupaj M, Orłowicz AW, Mróz M, Trytek A, Dolata AJ, Dziedzic A. A Study on Material Properties of Intermetallic Phases in a Multicomponent Hypereutectic Al-Si Alloy with the Use of Nanoindentation Testing. Materials. 2020; 13(24):5612. https://doi.org/10.3390/ma13245612
Chicago/Turabian StyleTupaj, Mirosław, Antoni Władysław Orłowicz, Marek Mróz, Andrzej Trytek, Anna Janina Dolata, and Andrzej Dziedzic. 2020. "A Study on Material Properties of Intermetallic Phases in a Multicomponent Hypereutectic Al-Si Alloy with the Use of Nanoindentation Testing" Materials 13, no. 24: 5612. https://doi.org/10.3390/ma13245612
APA StyleTupaj, M., Orłowicz, A. W., Mróz, M., Trytek, A., Dolata, A. J., & Dziedzic, A. (2020). A Study on Material Properties of Intermetallic Phases in a Multicomponent Hypereutectic Al-Si Alloy with the Use of Nanoindentation Testing. Materials, 13(24), 5612. https://doi.org/10.3390/ma13245612