Using Eco-Friendly Recycled Powder from CDW to Prepare Strain Hardening Cementitious Composites (SHCC) and Properties Determination

Abstract
:1. Introduction
2. Materials and Experimental Details
2.1. Preparation of the RBP Derived from the CDW
2.2. Mix Proportion and Specimens Preparation
2.3. Micro Properties and Mechanical Properties Determination
3. Results and Discussion
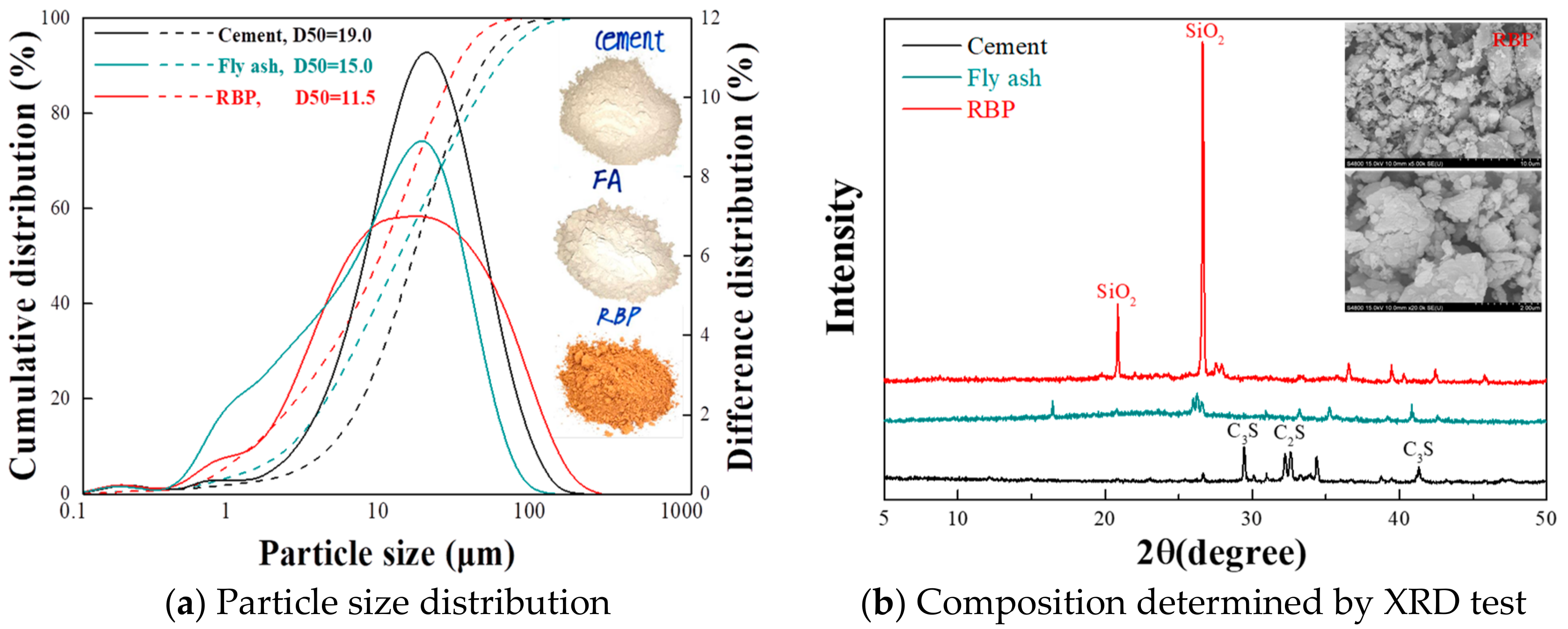
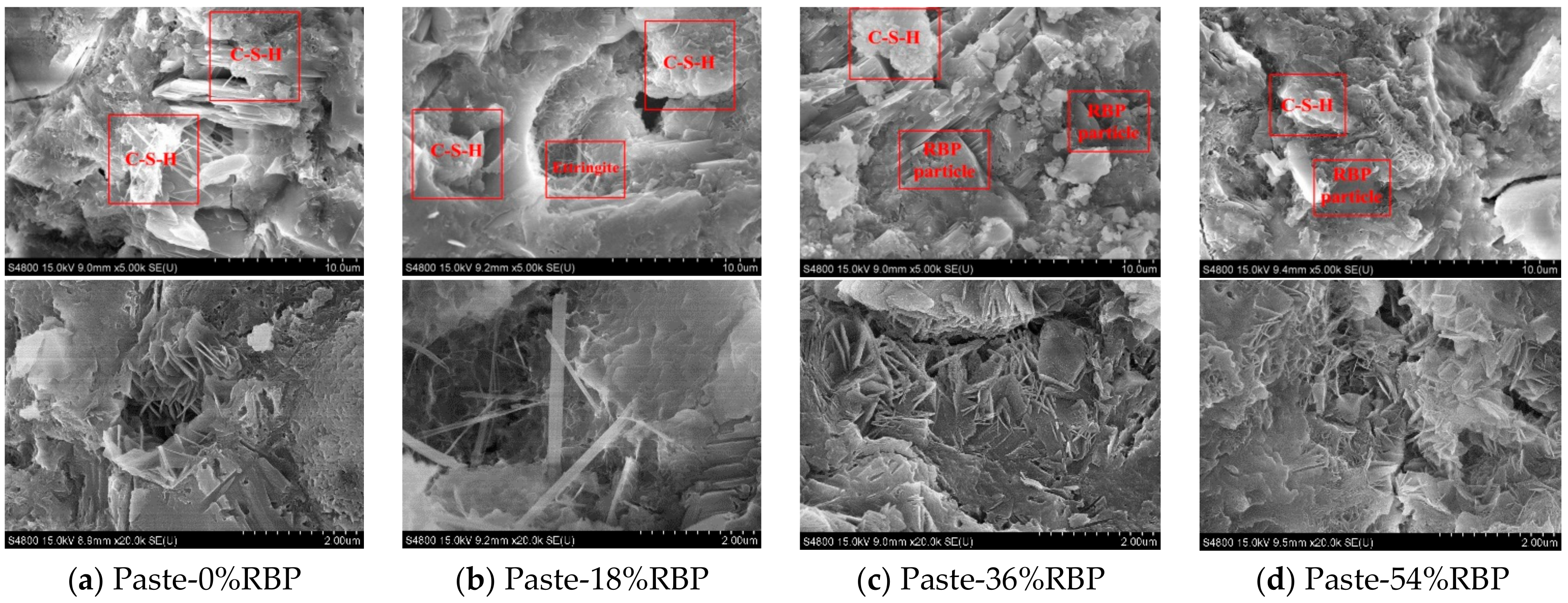
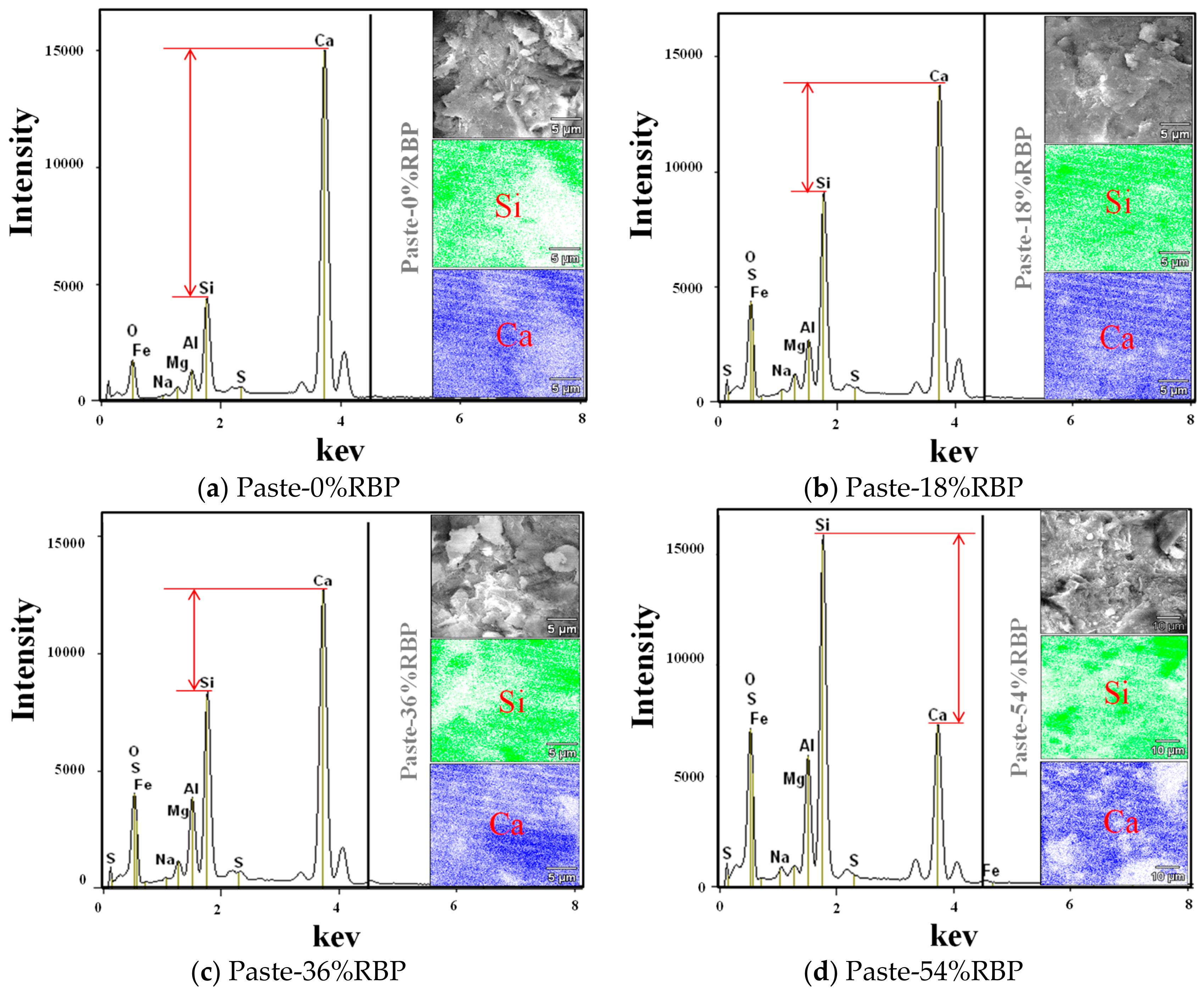
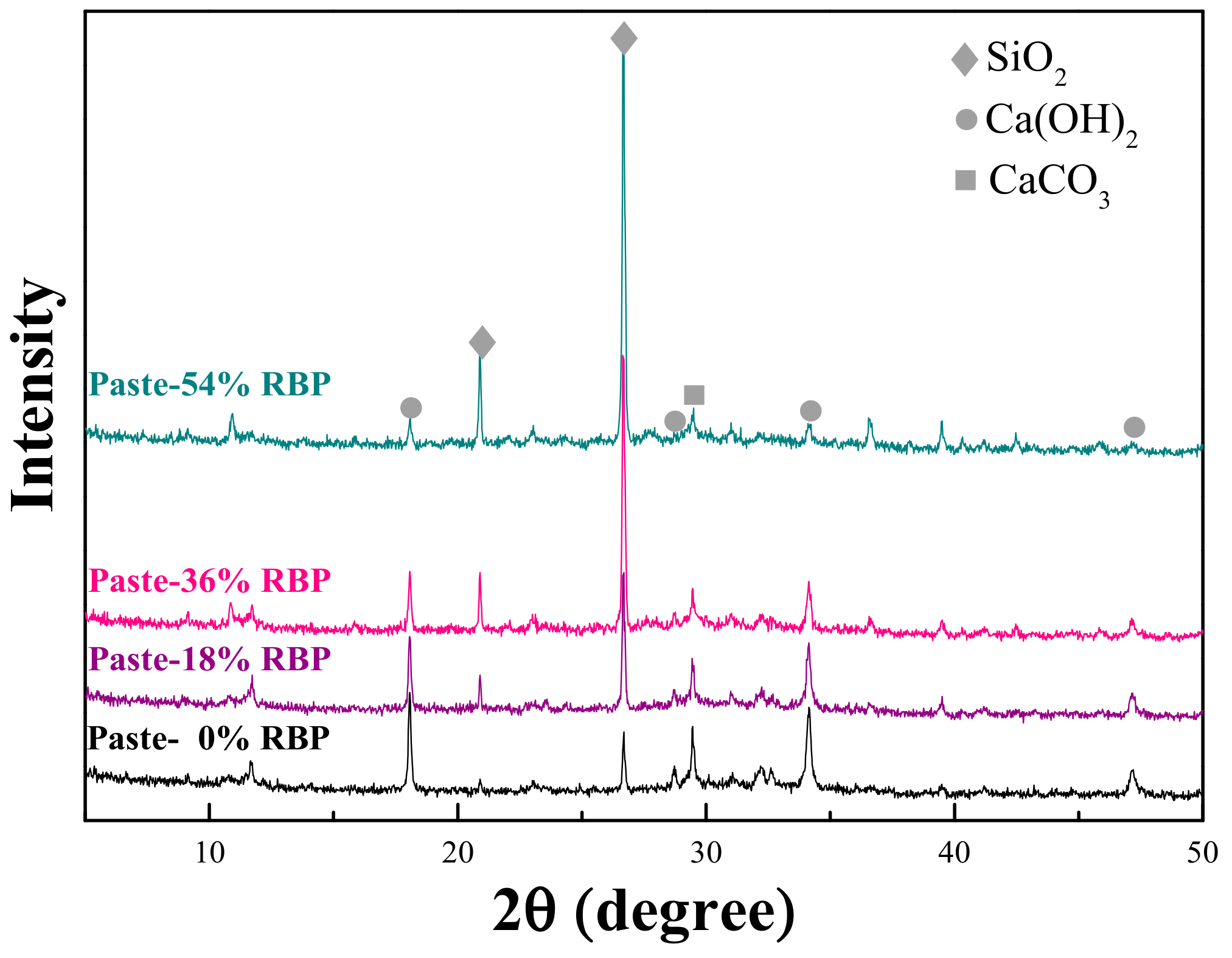
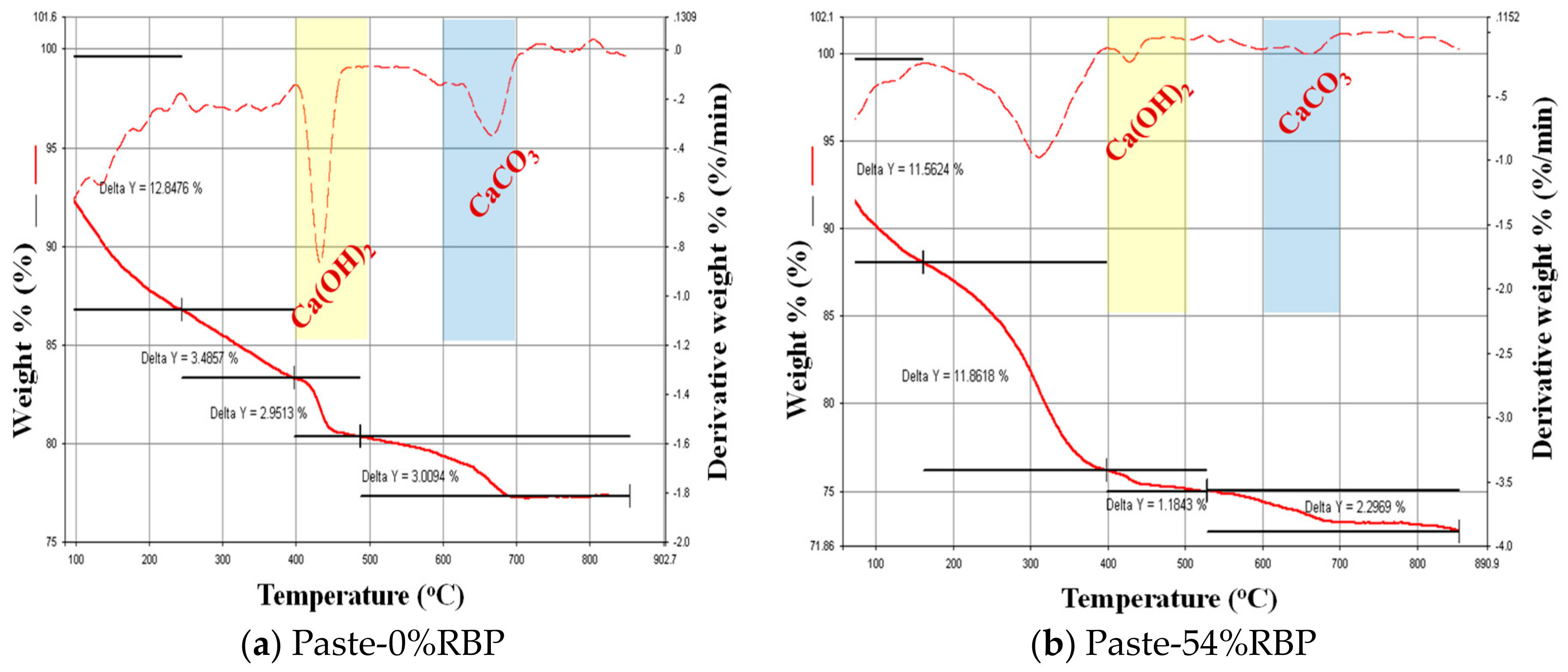
3.1. Micro-Properties of the Cementitious Materials Containing RBP
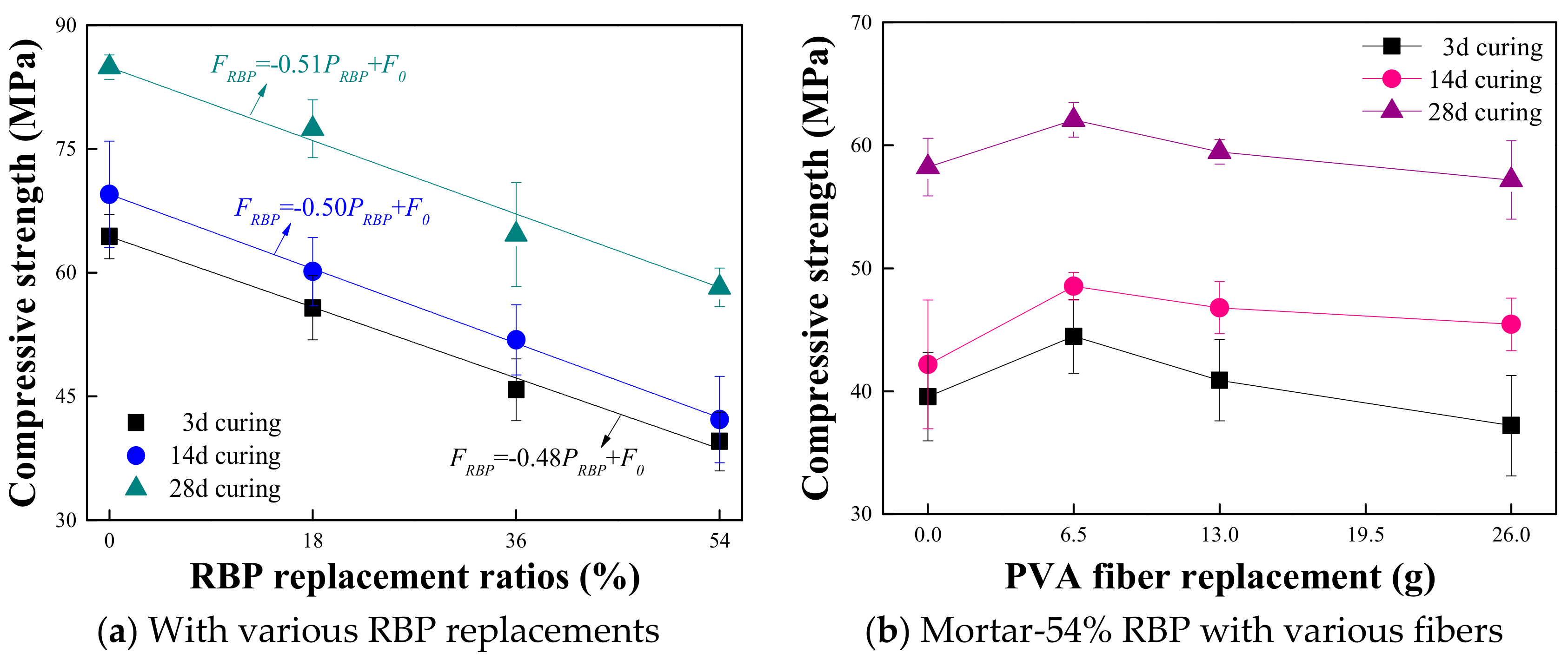
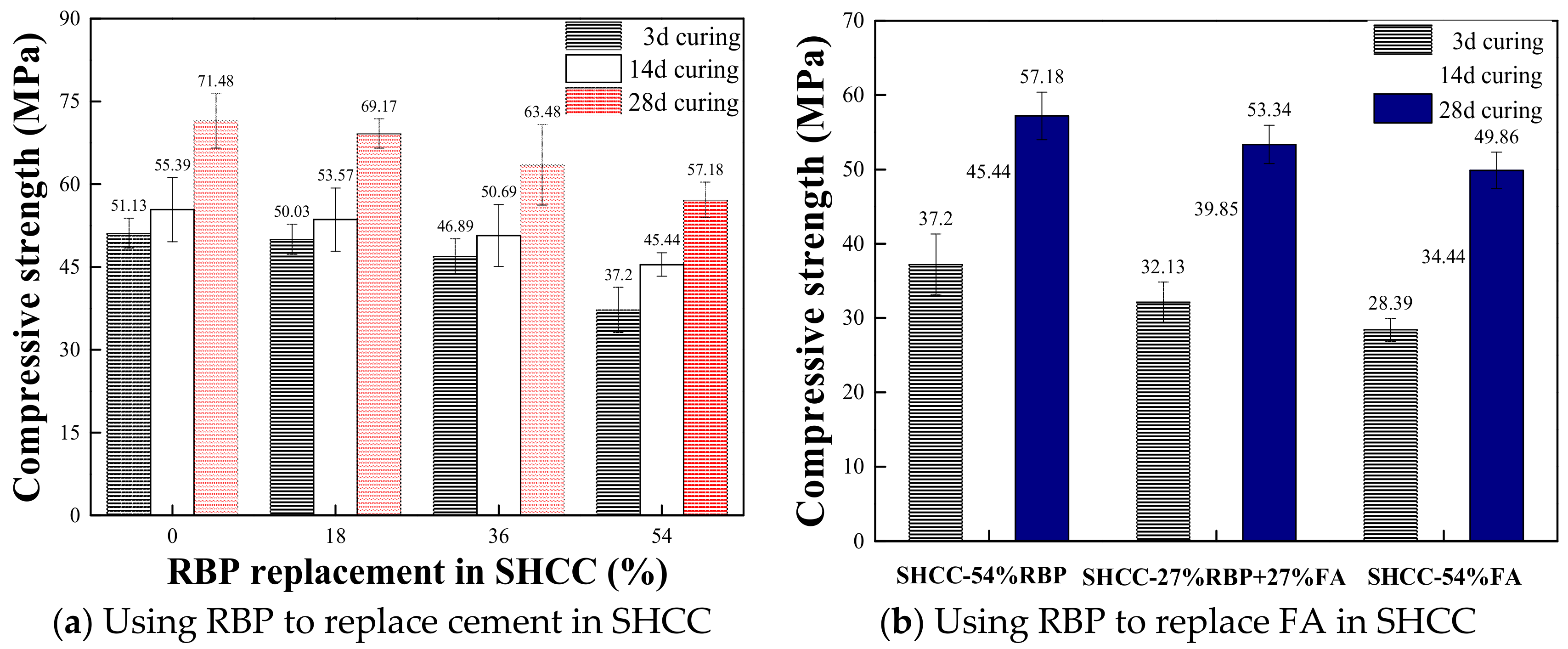
3.2. Compressive Strength of the Mortar and SHCC Containing RBP
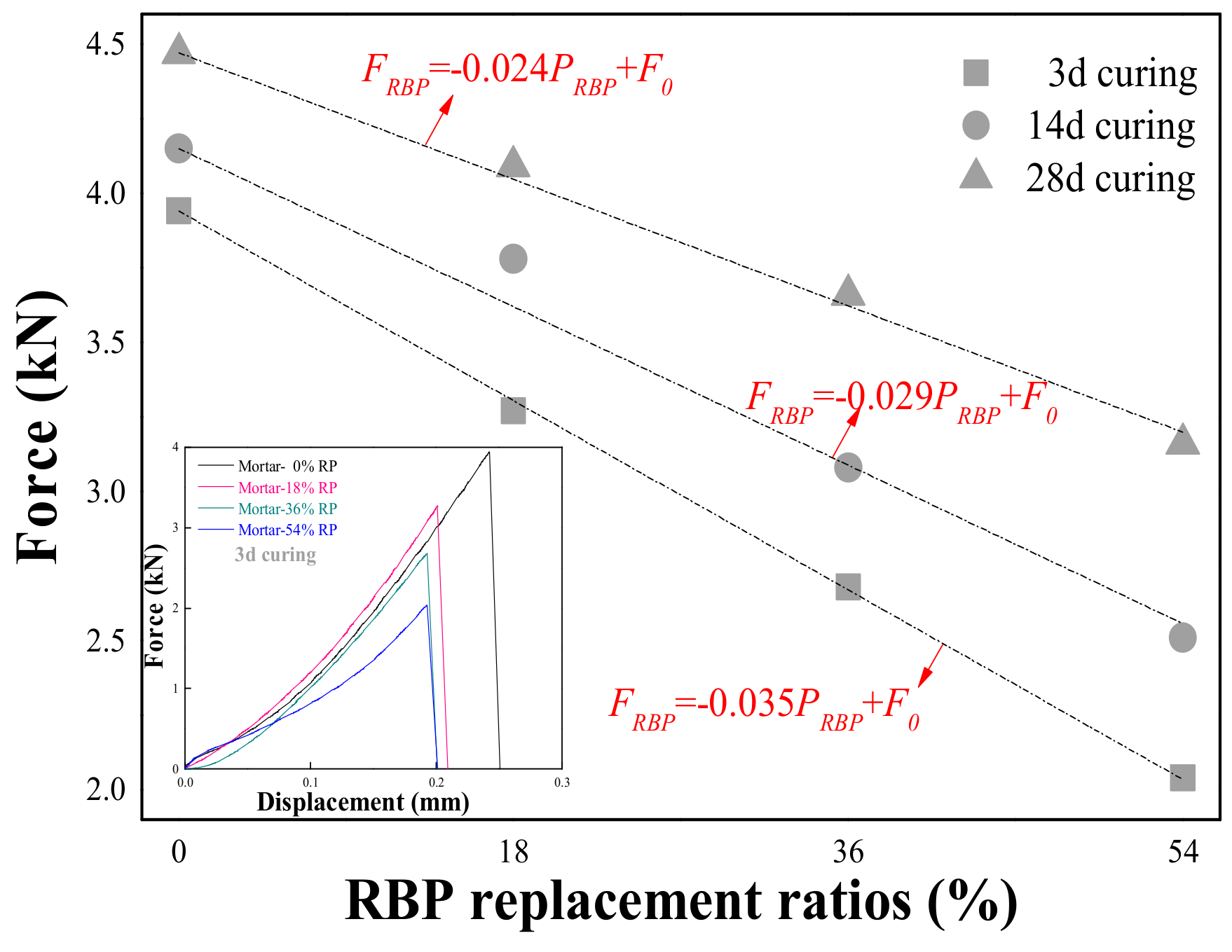
3.3. Flexural Strength of SHCC When Using RBP to Replace Cement by Weight
3.4. Flexural Strength of SHCC when Using RBP to Replace Fly Ash by Weight
4. Conclusions
- (1)
- The RBP has higher silicon content and lower calcium content than the cement and FA. The addition of RBP increases the content of SiO2 in the cementitious materials, however, the hydrated compound and hydration products are decreased with the addition of RBP. The high fineness RBP has the typical characteristic of SCM, and it is feasible to use RBP as SCM in the preparation of cementitious composites.
- (2)
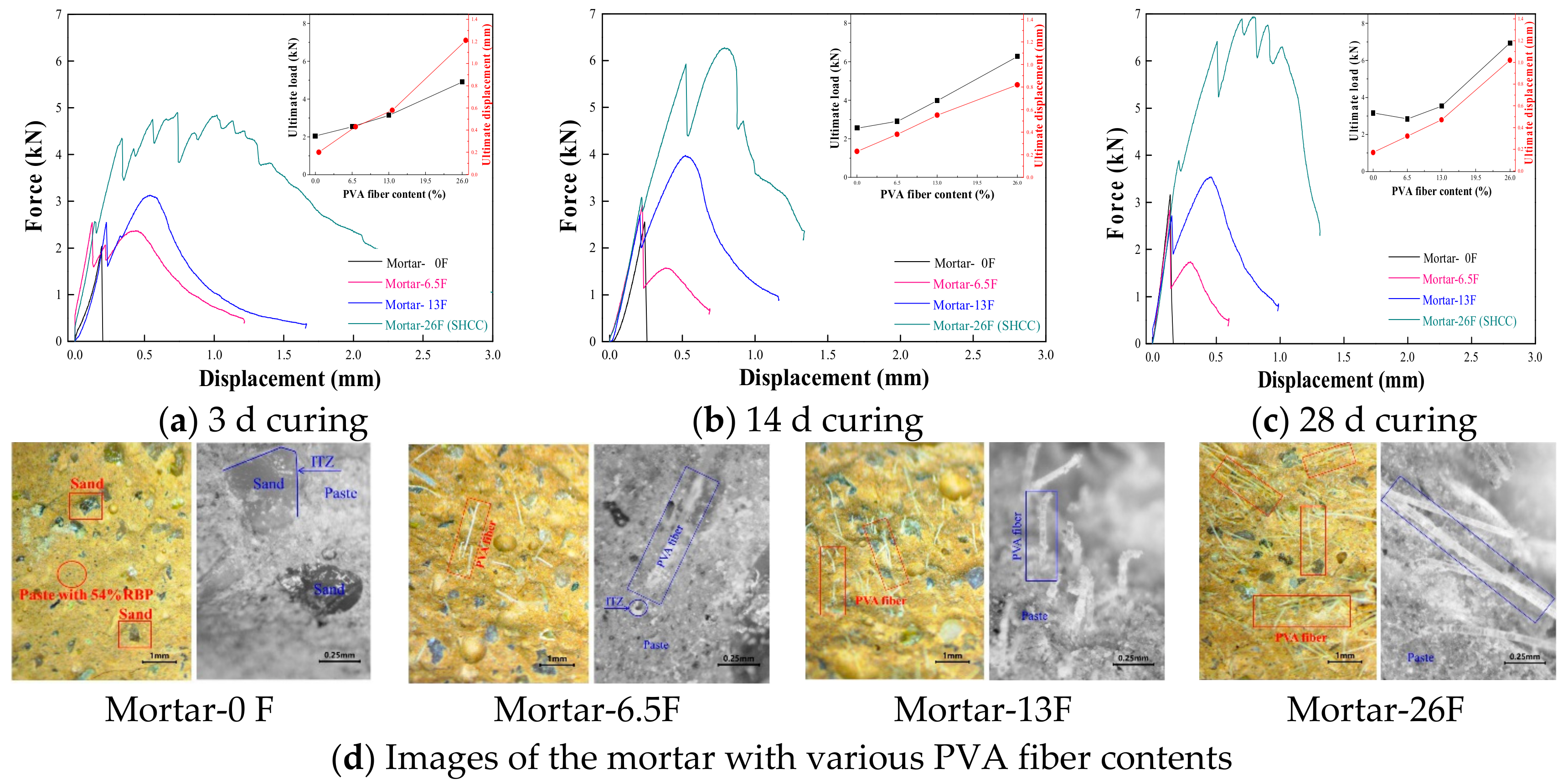
- The incorporation of RBP decreases the compressive strength and flexural strength of the prepared mortar, and a linear relationship can be observed between them. However, the adverse effect of RBP on the mechanical properties is decreased with increasing PVA fiber content; moreover, the ultimate load and displacement both increases with the increase of PVA fiber content, and an excellent strain hardening characteristic appears when the content of PVA fiber is 26 g.
- (3)
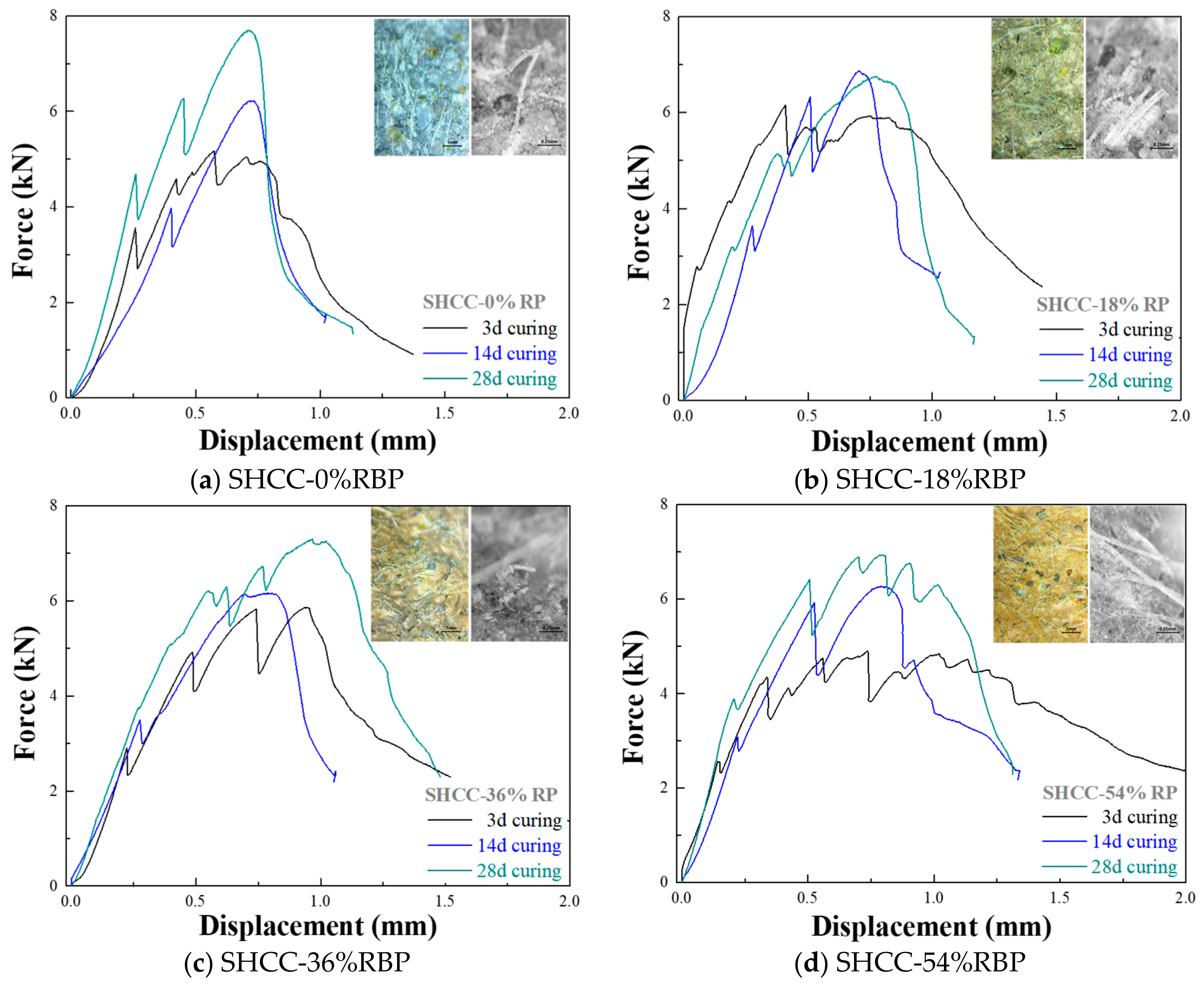
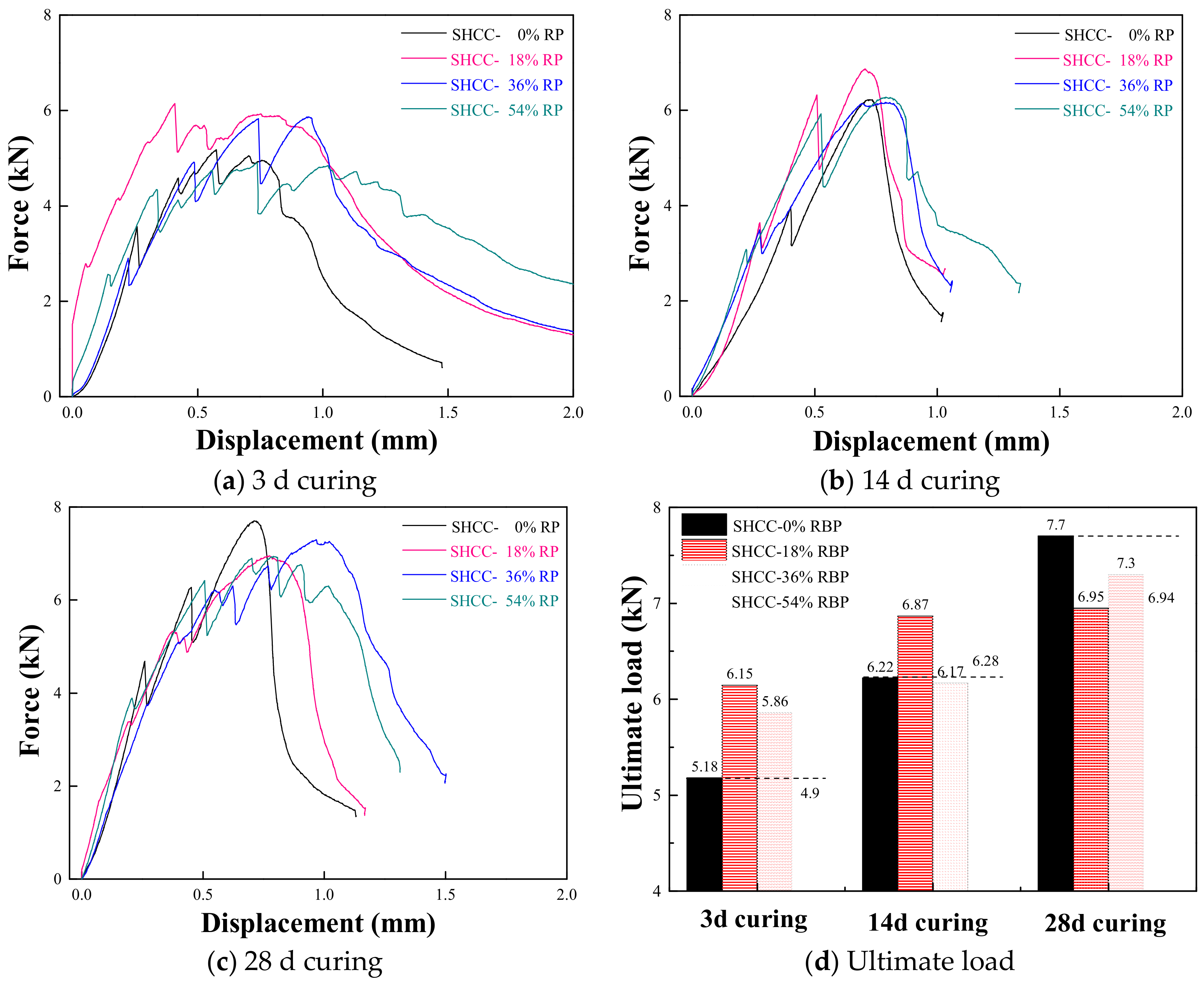
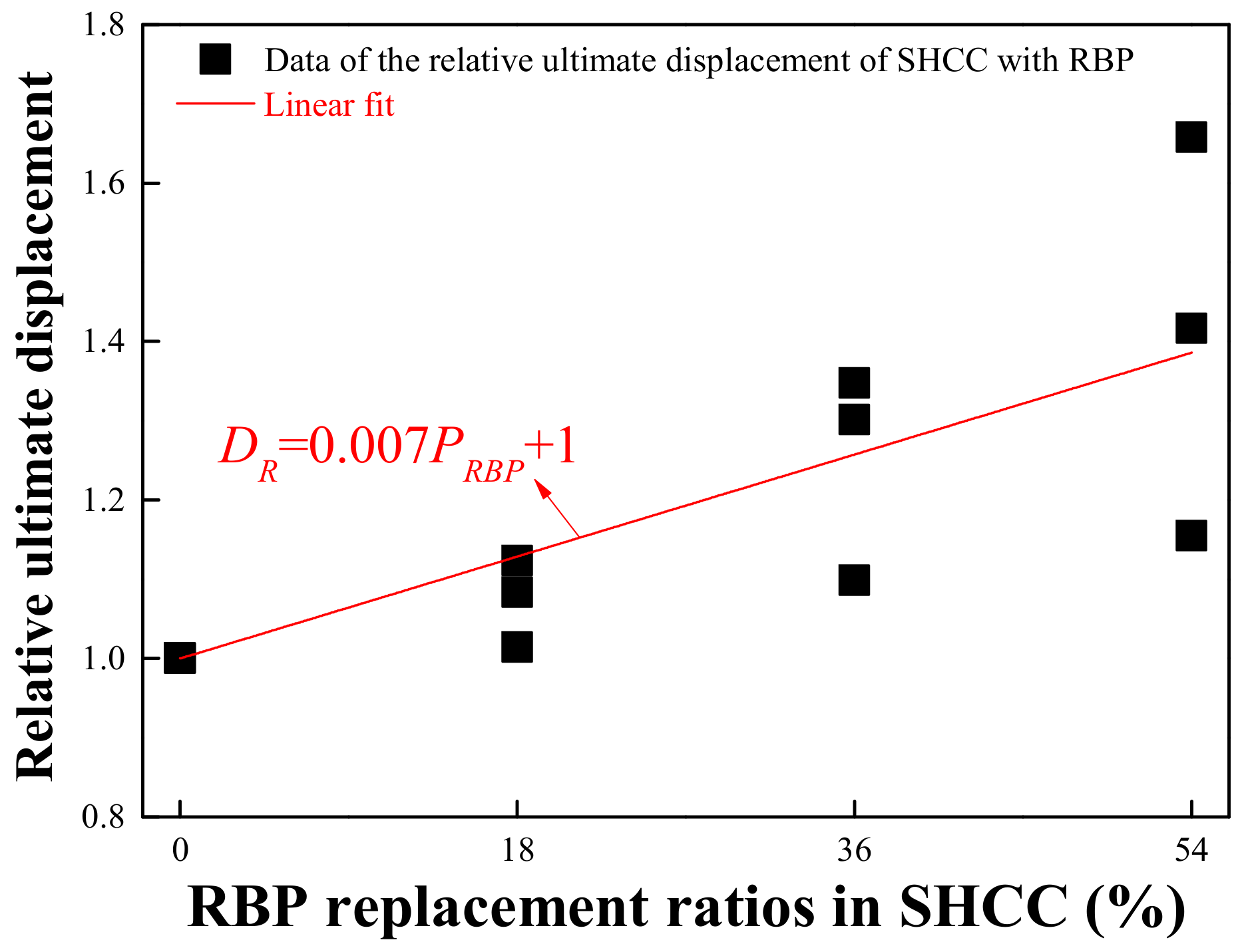
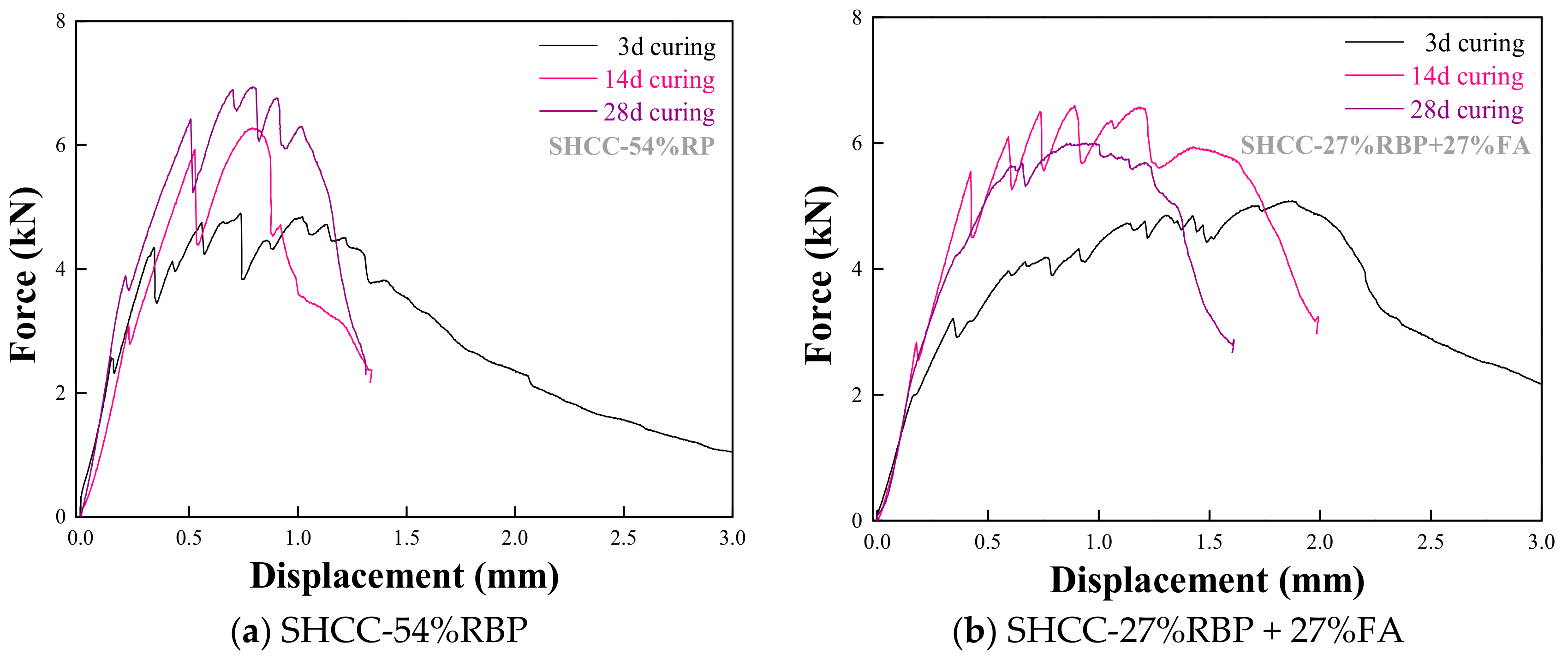
- Using RBP as SCM to partially replace the cement in SHCC: The ultimate load increases and the ultimate displacement decreases with increasing curing days. There is no obvious reduction in the ultimate load of SHCC with the addition of RBP. The ultimate displacement of SHCC increases with increasing RBP replacements, which indicates that the incorporation of RBP improves the ductility of SHCC. The ultimate displacement of SHCC-54%RBP is 41.7–65.8% higher than that of SHCC-0% after various curing days.
- (4)
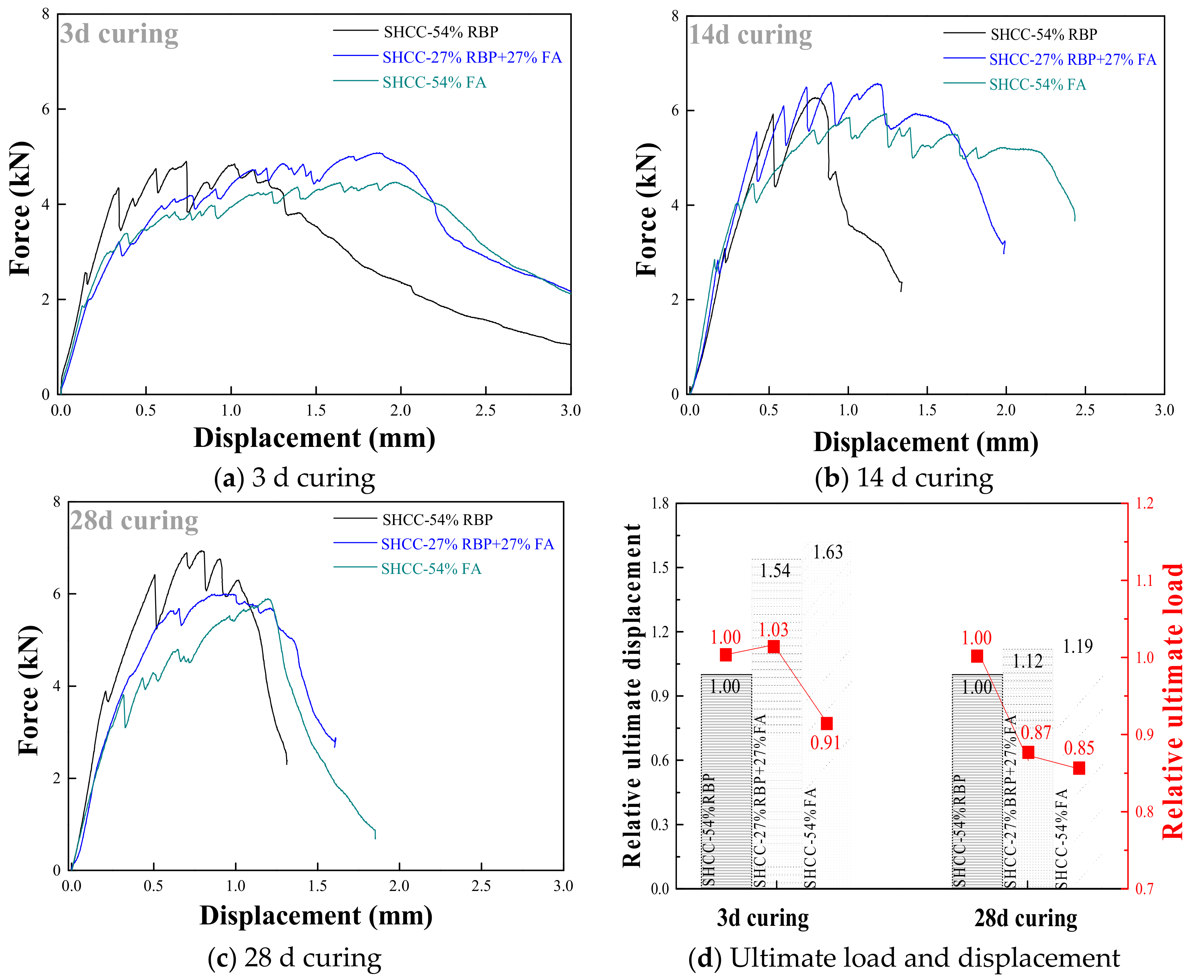
- When using RBP to replace FA in SHCC: Although replacing FA by the same weight of RBP decreases the ultimate displacement of SHCC, the ultimate load is increased. The ultimate load and displacement of SHCC-54%RBP are 17.6% higher and 16.4% lower than that of SHCC-54%FA. Under some specific conditions (such as those with a requirement of high strength), the SHCC with RBP is more suitable applied in the construction than the SHCC with FA.
- (5)
- Although this paper proved the feasibility of using RBP to prepare SHCC, there still exist some shortcomings which should be studied in the future. For example, the particle size and types of recycled powder, derived from CDW, may significantly impact the micro and mechanical properties of prepared SHCC. Moreover, the uniaxial tensile test should be employed in the determination of properties.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, T.J.; Wang, Z.Z.; Zou, D.J.; Zhou, A.; Du, J. Strength enhancement of recycled aggregate pervious concrete using a cement paste redistribution method. Cem. Concr. Res. 2019, 122, 72–82. [Google Scholar] [CrossRef]
- Liang, C.; Ma, H.; Pan, Y.; Ma, Z.; Duan, Z.; He, Z. Chloride permeability and the caused steel corrosion in the concrete with carbonated recycled aggregate. Constr. Build. Mater. 2019, 218, 506–518. [Google Scholar] [CrossRef]
- Yu, D.; Duan, H.; Song, Q.; Li, X.; Zhang, H.; Zhang, H.; Wang, J. Characterizing the environmental impact of metals in construction and demolition waste. Environ. Sci. Pollut. R. 2018, 25, 13823–13832. [Google Scholar] [CrossRef] [PubMed]
- Bao, J.; Li, S.; Zhang, P.; Ding, X.; Xue, S.; Cui, Y.; Zhao, T. Influence of the incorporation of recycled coarse aggregate on water absorption and chloride penetration into concrete. Constr. Build. Mater. 2020, 239, 117845. [Google Scholar] [CrossRef]
- Guo, H.; Shi, C.; Guan, X.; Zhu, J.; Ding, Y.; Ling, T.C.; Wang, Y. Durability of recycled aggregate concrete—A review. Cem. Concr. Compos. 2018, 89, 251–259. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.S.; Xie, Z. Influence of carbonated recycled concrete aggregate on properties of cement mortar. Constr. Build. Mater. 2015, 98, 1–7. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, M.; Tang, Q.; Liang, C.; Duan, Z. Chloride permeability of recycled aggregate concrete under the coupling effect of freezing-thawing, elevated temperature or mechanical damage. Constr. Build. Mater. 2020, 237, 117648. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Pedro, D.; DeBrito, J.; Evangelista, L. Durability performance of high-performance concrete made with recycled aggregates, fly ash and densified silica fume. Cem. Concr. Compos. 2018, 93, 63–74. [Google Scholar] [CrossRef]
- González-Taboada, I.; González-Fonteboa, B.; Martínez-Abella, F.; Seara-Paz, S. Thixotropy and interlayer bond strength of self-compacting recycled concrete. Constr. Build. Mater. 2018, 161, 479–488. [Google Scholar] [CrossRef]
- Wang, C.; Xiao, J.; Wang, C.; Zhang, C. Nonlinear damping and nonlinear responses of recycled aggregate concrete frames under earthquake loading. Eng. Struct. 2019, 201, 109575. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Ma, Z.; Tang, Q.; Yang, D.; Ba, G. Durability Studies on the Recycled Aggregate Concrete in China over the Past Decade: A Review. Adv. Civ. Eng. 2019, 2019, 4073130. [Google Scholar] [CrossRef] [Green Version]
- Shao, J.; Gao, J.; Zhao, Y.; Chen, X. Study on the pozzolanic reaction of clay brick powder in blended cement pastes. Constr. Build. Mater. 2019, 213, 209–215. [Google Scholar] [CrossRef]
- Lin, K.L.; Chen, B.Y.; Chiou, C.S.; Cheng, A. Waste brick’s potential for use as a pozzolan in blended portland cement. Waste Manag. Res. 2010, 28, 647–652. [Google Scholar] [CrossRef]
- Hwang, C.L.; Damtie, Y.M.; Vo, D.H.; Huynh, T.P. Development of high-strength alkali-activated pastes containing high volumes of waste brick and ceramic powders. Constr. Build. Mater. 2019, 218, 519–529. [Google Scholar] [CrossRef]
- Navrátilová, E.; Rovnaníková, P. Pozzolanic properties of brick powders and their effect on the properties of modified lime mortars. Constr. Build. Mater. 2016, 120, 53–539. [Google Scholar] [CrossRef]
- Letelier, V.; Ortega, J.; Muñoz, P.; Tarela, E.; Moriconi, G. Influence of waste brick powder in the mechanical properties of recycled aggregate concrete. Sustainability 2018, 10, 1037. [Google Scholar] [CrossRef] [Green Version]
- Olofinnade, O.M.; Ede, A.N.; Booth, C.A. Sustainability of waste glass powder and clay brick powder as cement substitute in green concrete. In Handbook of Environmental Materials Management; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–22. [Google Scholar]
- Ma, Z.; Liu, M.; Duan, Z.; Liang, C.; Wu, H. Effects of active waste powder obtained from C&D waste on the microproperties and water permeability of concrete. J. Clean. Prod. 2020, 257, 120518. [Google Scholar]
- Ge, Z.; Wang, Y.; Sun, R.; Wu, X.; Guan, Y. Influence of ground waste clay brick on properties of fresh and hardened concrete. Constr. Build. Mater. 2015, 98, 128–136. [Google Scholar] [CrossRef]
- Ge, Z.; Meng, F.B.; Yue, H.Y.; Hu, Y.Z. Durability study of PET-brick powder mortar. J. Shandong Univ. 2014, 44, 76–79. [Google Scholar]
- Lu, C.; Yu, J.; Leung, C.K. Tensile performance and impact resistance of Strain Hardening Cementitious Composites (SHCC) with recycled fibers. Constr. Build. Mater. 2018, 171, 566–576. [Google Scholar] [CrossRef]
- Jun, P.; Mechtcherine, V. Behaviour of strain-hardening cement-based composites (SHCC) under monotonic and cyclic tensile loading: Part 2—Modelling. Cem. Concr. Compos. 2010, 32, 810–818. [Google Scholar] [CrossRef]
- Paul, S.C.; Babafemi, A.J. A review of the mechanical and durability properties of strain hardening cement-based composite (SHCC). J. Sustain. Cement-Based Mater. 2018, 7, 57–78. [Google Scholar] [CrossRef]
- Choi, W.C.; Jang, S.J.; Yun, H.D. Bond and cracking behavior of lap-spliced reinforcing bars embedded in hybrid fiber reinforced strain-hardening cementitious composite (SHCC). Compos. Part B Eng. 2017, 108, 35–44. [Google Scholar] [CrossRef]
- Gao, S.; Jin, J.; Hu, G.; Qi, L. Experimental investigation of the interface bond properties between SHCC and concrete under sulfate attack. Constr. Build. Mater. 2019, 217, 651–663. [Google Scholar] [CrossRef]
- Ma, Z.; Zhu, F.; Ba, G. Effects of freeze-thaw damage on the bond behavior of concrete and enhancing measures. Constr. Build. Mater. 2019, 196, 375–385. [Google Scholar] [CrossRef]
- Arain, M.F.; Wang, M.; Chen, J.; Zhang, H. Experimental and numerical study on tensile behavior of surface modified PVA fiber reinforced strain-hardening cementitious composites (PVA-SHCC). Constr. Build. Mater. 2019, 217, 403–415. [Google Scholar] [CrossRef]
- Van Zijl, G.P.; Wittmann, F.H.; Oh, B.H.; Kabele, P.; Filho, R.D.T.; Fairbairn, E.M.; Altmann, F. Durability of strain-hardening cement-based composites (SHCC). Mater. Struct. 2012, 45, 1447–1463. [Google Scholar] [CrossRef]
- Van Zijl, G.P.; Slowik, V.; Filho, R.D.T.; Wittmann, F.H.; Mihashi, H. Comparative testing of crack formation in strain-hardening cement-based composites (SHCC). Mater. Struct. 2016, 49, 1175–1189. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Dai, Y.Q.; Ding, X.Y.; Zhou, C.S.; Xue, X.; Zhao, T. Self-healing behaviour of multiple microcracks of strain hardening cementitious composites (SHCC). Constr. Build Mater. 2018, 169, 705–715. [Google Scholar] [CrossRef]
- Ma, Z.M.; Zhao, T.J.; Xiao, J.Z.; Wang, P.G. Effect of applied loads on water and chloride penetrations of strain hardening cement-based composites. J. Mater. Civil Eng. 2016, 28, 04016069. [Google Scholar] [CrossRef]
- Arain, M.F.; Wang, M.; Chen, J.; Zhang, H. Study on PVA fiber surface modification for strain-hardening cementitious composites (PVA-SHCC). Constr. Build. Mater. 2019, 197, 107–116. [Google Scholar] [CrossRef]
- Tosun, K.; Felekoğlu, B.; Baradan, B. Multiple cracking response of plasma treated polyethylene fiber reinforced cementitious composites under flexural loading. Cem. Concr. Compos. 2012, 34, 508–520. [Google Scholar] [CrossRef]
- Mei, J.; Tan, H.; Li, H.; Ma, B.; Liu, X.; Jiang, W.; Li, X. Effect of sodium sulfate and nano-SiO2 on hydration and microstructure of cementitious materials containing high volume fly ash under steam curing. Constr. Build. Mater. 2018, 163, 812–825. [Google Scholar] [CrossRef]
- Kim, H.; Lee, C.H.; Ann, K.Y. Feasibility of ferronickel slag powder for cementitious binder in concrete mix. Constr. Build. Mater. 2019, 207, 693–705. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Li, S.; Li, Q.; Zhao, X.; Luo, J.; Gao, S.; Yue, G.; Su, D. Experimental Study on the Preparation of Recycled Admixtures by Using Construction and Demolition Waste. Materials 2019, 12, 1678. [Google Scholar] [CrossRef] [Green Version]
- Ma, Z.; Duan, Z.; Ba, G. Effects of an Applied Load on the Chloride Penetration of Concrete with Recycled Aggregates and Recycled Powder. Adv. Civ. Eng. 2019, 2019, 1340803. [Google Scholar] [CrossRef]
- Yu, K.Q.; Zhu, W.J.; Ding, Y.; Lu, Z.D.; Yu, J.T.; Xiao, J.Z. Micro-structural and mechanical properties of ultra-high performance engineered cementitious composites (UHP-ECC) incorporation of recycled fine powder (RFP). Cem. Concr. Res. 2019, 124, 105813. [Google Scholar] [CrossRef]
- L’Hôpital, E.; Lothenbach, B.; Kulik, D.A.; Scrivener, K. Influence of calcium to silica ratio on aluminium uptake in calcium silicate hydrate. Cem. Concr. Res. 2016, 85, 111–121. [Google Scholar] [CrossRef]
- Kunther, W.; Ferreiro, S.; Skibsted, J. Influence of the Ca/Si ratio on the compressive strength of cementitious calcium–silicate–hydrate binders. J. Mater. Chem. A 2017, 5, 17401–17412. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Zhang, Y.; Zhao, H.; Chen, H.; He, R. Structure characteristics and composition of hydration products of coal gasification slag mixed cement and lime. Constr. Build. Mater. 2019, 213, 265–274. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Awal, A.S.M.A.; Yatim, J.B.M. The impact resistance and mechanical properties of concrete reinforced with waste polypropylene carpet fibres. Constr. Build. Mater. 2017, 143, 147–157. [Google Scholar] [CrossRef]
- Ranjbarian, M.; Mechtcherine, V. Influence of loading parameters in cyclic tension-compression regime on crack-bridging behaviour of PVA microfibres embedded in cement-based matrix. Constr. Build. Mater. 2019, 228, 116760. [Google Scholar] [CrossRef]
- Müller, S.; Mechtcherine, V. Fatigue behaviour of strain-hardening cement-based composites (SHCC). Cem. Concr. Res. 2017, 92, 75–83. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, P.; Hou, D.; Liu, Z.; Haist, M.; Zhao, T. Application of neutron radiography in observing and quantifying the time-dependent moisture distributions in multi-cracked cement-based composites. Cem. Concr. Compos. 2017, 78, 13–20. [Google Scholar] [CrossRef]
- Yu, J.; Chen, Y.; Leung, C.K. Mechanical performance of Strain-Hardening Cementitious Composites (SHCC) with hybrid polyvinyl alcohol and steel fibers. Compos. Struct. 2019, 226, 111198. [Google Scholar] [CrossRef]
- Paul, S.C.; van Zijl, G.P. Mechanically induced cracking behaviour in fine and coarse sand strain hardening cement based composites (SHCC) at different load levels. J. Adv. Concr. Technol. 2013, 11, 301–311. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.C.; Yuan, Y.Z.; Yuan, H. Mechanical properties of pva-ecc with high volume fly ash and mechanism analysis of fly ash. Bull. Chin. Ceram. Soc. 2017, 36, 3739–3744. [Google Scholar]
- Yu, J.; Leung, C.K. Strength improvement of strain-hardening cementitious composites with ultrahigh-volume fly ash. J. Mater. Civ. Eng. 2017, 29, 05017003. [Google Scholar] [CrossRef]
- He, X.Y.; Zheng, Z.Q.; Yang, J.; Su, Y.; Wang, T.W.; Strnadel, B. Feasibility of incorporating autoclaved aerated concrete waste for cement replacement in sustainable building materials. J. Clean. Prod. 2019, 250, 119455. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Cement | RBP | FA (Class I) | Water | Sand | PVA Fiber |
|---|---|---|---|---|---|---|
| Mortar-0%RBP | 1200 | 0 | 0 | 395 | 550 | 0 |
| Mortar-18%RBP | 984 | 216 | ||||
| Mortar-36%RBP | 768 | 432 | ||||
| Mortar-54%RBP | 550 | 650 | ||||
| Mortar-0 F | 550 | 650 | 0 | 395 | 550 | 0 |
| Mortar-6.5 F | 6.5 | |||||
| Mortar-13 F | 13 | |||||
| Mortar-26 F | 26 | |||||
| SHCC-0%RBP | 1200 | 0 | 0 | 395 | 550 | 26 |
| SHCC-18%RBP | 984 | 216 | ||||
| SHCC-36%RBP | 768 | 432 | ||||
| SHCC-54%RBP | 550 | 650 | ||||
| SHCC-27%RBP + 27%FA | 550 | 325 | 325 | 395 | 550 | 26 |
| SHCC-54%FA | 550 | 0 | 650 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Wu, H.; Ma, Z.; Wu, R. Using Eco-Friendly Recycled Powder from CDW to Prepare Strain Hardening Cementitious Composites (SHCC) and Properties Determination. Materials 2020, 13, 1143. https://doi.org/10.3390/ma13051143
Wang W, Wu H, Ma Z, Wu R. Using Eco-Friendly Recycled Powder from CDW to Prepare Strain Hardening Cementitious Composites (SHCC) and Properties Determination. Materials. 2020; 13(5):1143. https://doi.org/10.3390/ma13051143
Chicago/Turabian StyleWang, Wan, Huixia Wu, Zhiming Ma, and Ruixue Wu. 2020. "Using Eco-Friendly Recycled Powder from CDW to Prepare Strain Hardening Cementitious Composites (SHCC) and Properties Determination" Materials 13, no. 5: 1143. https://doi.org/10.3390/ma13051143
APA StyleWang, W., Wu, H., Ma, Z., & Wu, R. (2020). Using Eco-Friendly Recycled Powder from CDW to Prepare Strain Hardening Cementitious Composites (SHCC) and Properties Determination. Materials, 13(5), 1143. https://doi.org/10.3390/ma13051143