3.1. Proof of Copolymerization
The optical properties of the two dye molecules show individual behavior in different environment. PL spectra have been gathered from both dye molecules solved in THF as well as in bulk PMMA, prepared as described in
Section 2.4. Results are shown in
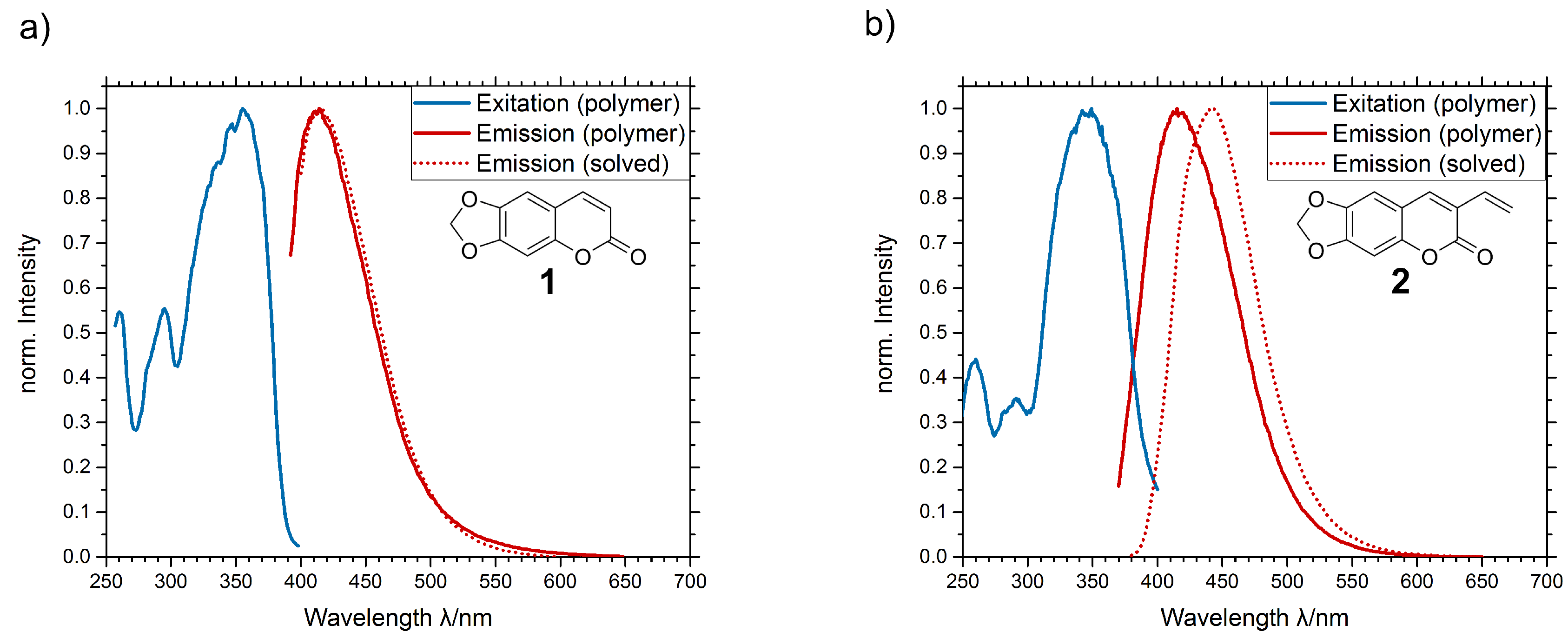
Figure 4. No significant spectral shift can be detected for in the unpolymerizable ayapin dye
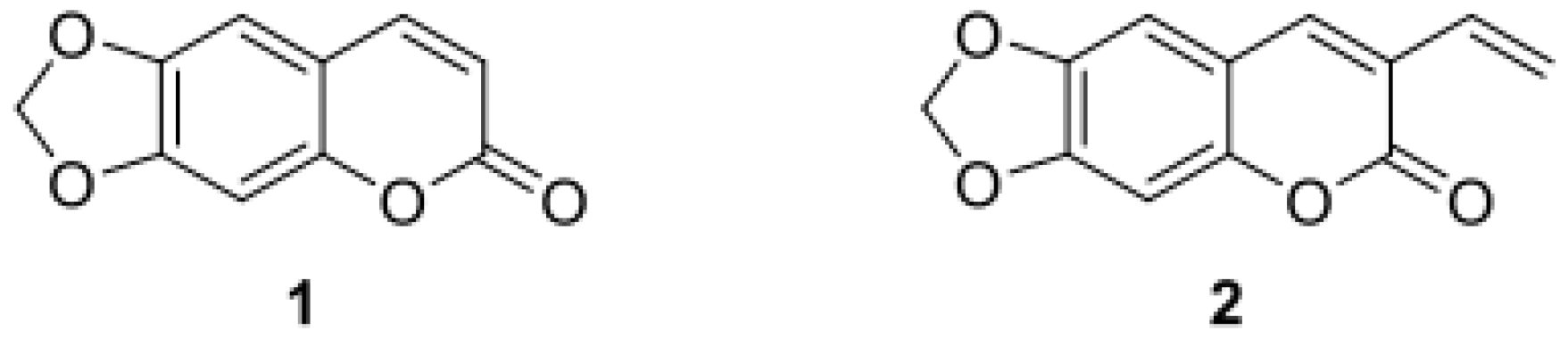
1 between the solved sample and the polymer sample. The peak emission wavelength is located at 412 nm for the solved dye and 414 nm for the dye in polymer. The small peak shift is caused by different polarity of the solvent. Compared to the unpolymerizable dye
1, the solved 3-vinylayapin
2 has a red-shifted emission peak of 442 nm due to the terminal vinyl group. It acts as an donor which pushes electrons into the chromophor causing the red shift. In the PMMA matrix, the 3-vinylayapin does not show this effect. The emission spectrum peak is located at 413 nm, which is the same as the emission peaks of the unpolymerizable dye
1. The vanishing shift of the vinyl dye
2 is caused by a reaction of the terminal vinyl group with the polymer matrix during polymerization.
Comparing the data from HPLC analysis, we get evidence that a reaction at the terminal vinyl group of dye
2 takes place. From solving and precipitating the polymer samples, we gain the polymer precipitate, on the one hand, and the solvent-optionally containing residuals on the other hand. Residuals may be dye molecules that are not connected to the polymer chains: pure ayapin
1 or oligomers of 3-vinylayapin
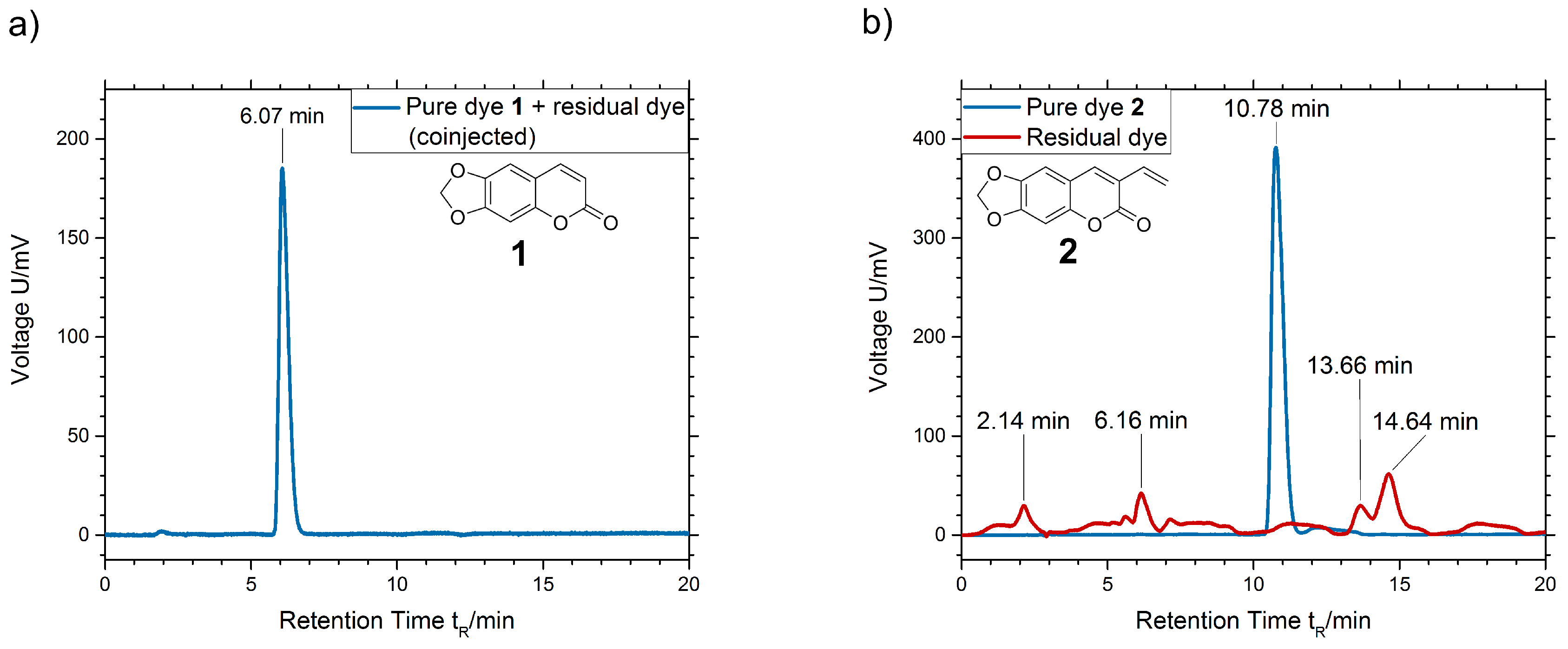
2. The polymerizable 3-vinylayapin molecules, which are supposed to be connected to the polymer chains, will stay in the precipitated polymer. Pure ayapin and residuals have been injected together (
Figure 5a). The coinjection shows a smooth baseline with a single peak at a retention time of 6.07 min. This indicates no reaction of ayapin
1 during the polymerization process.
In contrast, the chromatogram of 3-vinylayapin (
Figure 5b) shows multiple weak peaks for the residual dye (red line) at retention times of 2.14, 6.16, 13.66, and 14.64 min. For those peaks, several explanations are possible, especially if one takes the free radical polymerization mechanism into account. Due to the scope of our paper the formation of oligomers, formed by the 3-vinylayapin, seems reasonable. All peaks show absorption peaks between 340 and 360 nm, which is the characteristic of the basic coumarine structure. Further reactions between the dyes molecules, e.g., the formation of dimers, oxidation products, or bridged species, could likely have expired. At this point, real structural clarification goes beyond the scope of the presented work. Nevertheless, according to the experimental HPLC set-up, the unpolar species eluting at 13.66 and 14.64, and thus later than the reference sample, might belong to formed oligomers, whereas the peaks at 2.14 and 6.16 belong to unidentified dye species of higher polarity. Retention times are characteristic for the existence of a certain substance. It is significant that there is no peak at the retention time 10.78 min of the pure dye
2 (blue line). Thus, there is no pure 3-vinylayapin left in the residual, but traces can be found in the precipitated polymer fallout.
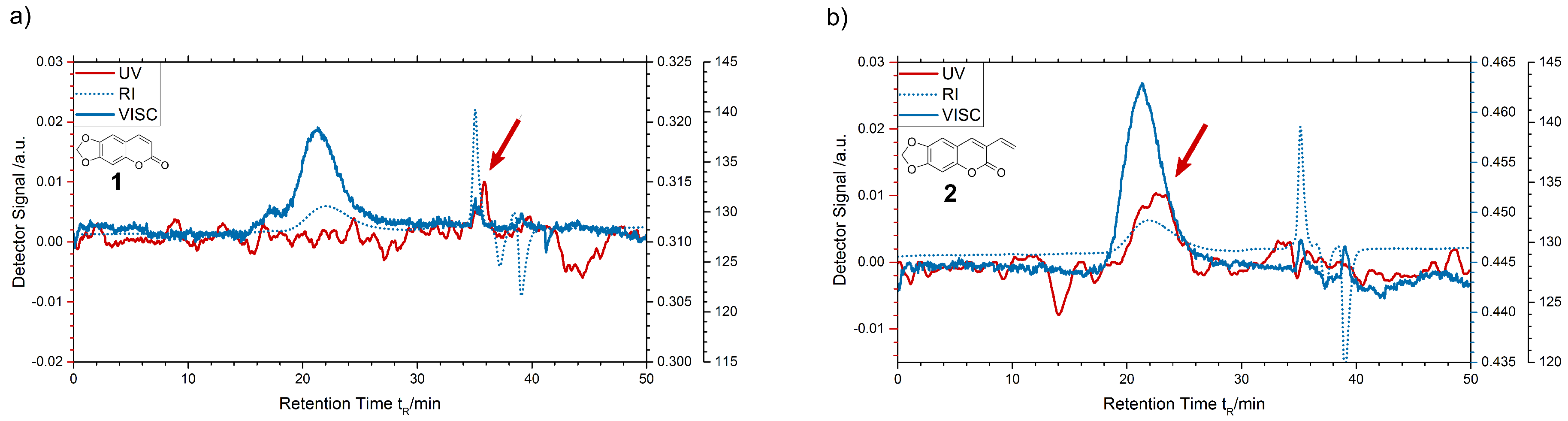
Similar results were achieved by size exclusion chromatography (SEC). In this method, the time that the samples need to travel through the columns depends on their size: smaller molecules stay longer in the column than bigger ones. In this work, SEC is used to analyze doped polymer samples. Small dye molecules will take longer to pass the column than the lager polymer chains. The method provides information on whether the dye molecules are connected to the polymer chains.
For the measurements, three different detectors were used: refractive index (RI), viscosity (VISC), and UV-absorption (UV) detectors. The RI and VISC detector are mainly used to gather information about molecular weight (
and
), molecular mass distribution, and dispersity (Ð) of the polymer. The UV detector is used at wavelength of 355 nm, which is the peak absorption wavelength of the dye molecules. Thus, the detector only responds to the dye molecules and not the the PMMA, which absorbs at wavelength below 300 nm. It should be noted that the the significance of the arrow-pointed peak is quite low, as the UV-detector is operating just slightly above the noise floor due to the small amounts of dye. Both polymer samples, unaffected by their dotation, show peaks of RI and VISC detectors at the same retention times. The results from polymer doped with ayapin
1 show that the small, unreacted dye molecules will take much longer than the polymer chains to reach the detector. They are flushed out with the waste at 35 to 40 min retention time (see
Figure 6a). A details analysis is not reasonable here as 44 min signal is detected at the edge of the separating capacity of the SEC column (which can be seen at the RI and VISC detector as well). The signals at 36 and 44 min retention time both belong to the dye and are not bonded to the matrix are dissolved to the THF with off-average molecular weight host polymer. In contrast, the polymer doped with 3-vinylayapin
2 shows an overlap of the polymer and the dye signal. The dye molecules reach the detector simultaneously to the polymer at 20 to 25 min retention time (
Figure 6b). This proves that the 3-vinylayapin molecules have successfully been integrated into the polymer chains. Furthermore, no significant change of the number averaged molecular weight (
= 1.05 ×
g·
) or dispersity (
= 1.81) in comparison to undoped (
= 1.08 ×
g·
,
= 1.67) or ayapin-doped PMMA (
= 1.03 ×
g·
,
= 1.87) is observed. This indicates no reaction of 3-vinylayapin with initiator molecules or chain transfer agents.
3.2. Dye Distribution within the Preform
A homogenous dye distribution in the preforms is a key factor in the processing of active polymer optical fibers. Depending on the solubility of the dye in the monomers and the preform production process, a dye concentration gradient may occur.
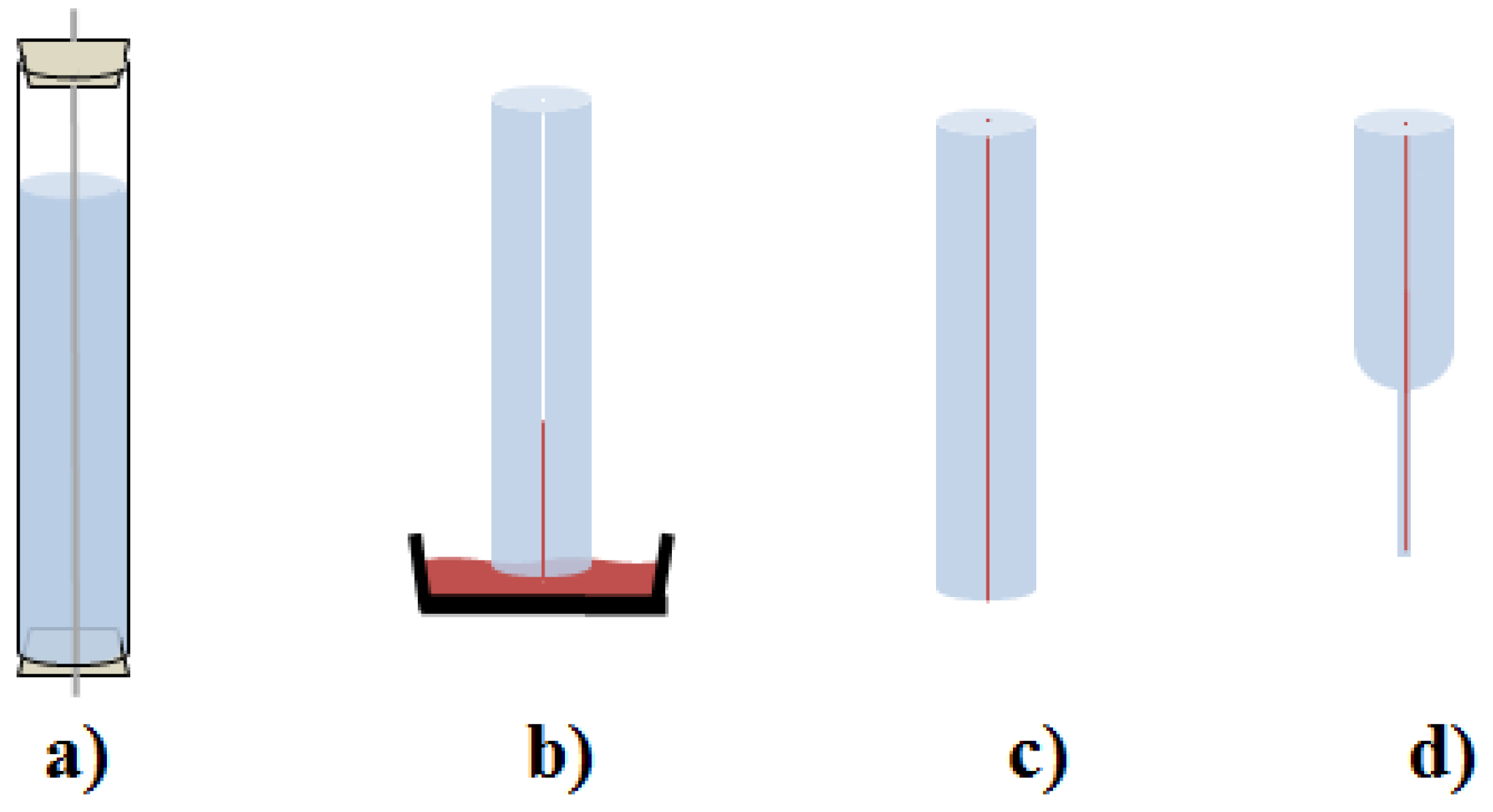
The polymerization in upright standing glass tubes does not run off uniformly in the whole preform at the same time.
In this study, the dye concentration gradient of preforms could be reduced significantly by the use of polymerizable dyes in combination with an improved prefrom fabrication technique. To qualify the amount of dye in the preform, the doped polymer is solved in dichloromethane (DCM) at a defined ratio. Samples are analysed with UV–Vis spectroscopy. This defined ratio allows a comparison of the different absorption measurements in order to compare the amount of dye molecules directly. As there is no calibrated reference with an certain amount of dye, no absolute numbers for the dye concentrations can be given.
Dye-doped preforms have been fabricated with both processes described in
Section 2.4. Process B, which uses an orbital shaker, is also able to reduce the TROMMSDORFF–NORRISH effect [
12] by improved mixing, and therefore creating a balanced viscosity to avoid high viscosity hotspots (It should be noted that no TROMMSDORFF–NORRISH effect was observed when using the oven process (A). The temperature slope in that process has been in optimized in order to avoid gel effect. In contrast, we observed gel effect issues when using discrete temperature steps as in process B without the use of an orbital shaker or other stirring mechanism). Preforms doped with ayapin
1 and 3-vinylayapin
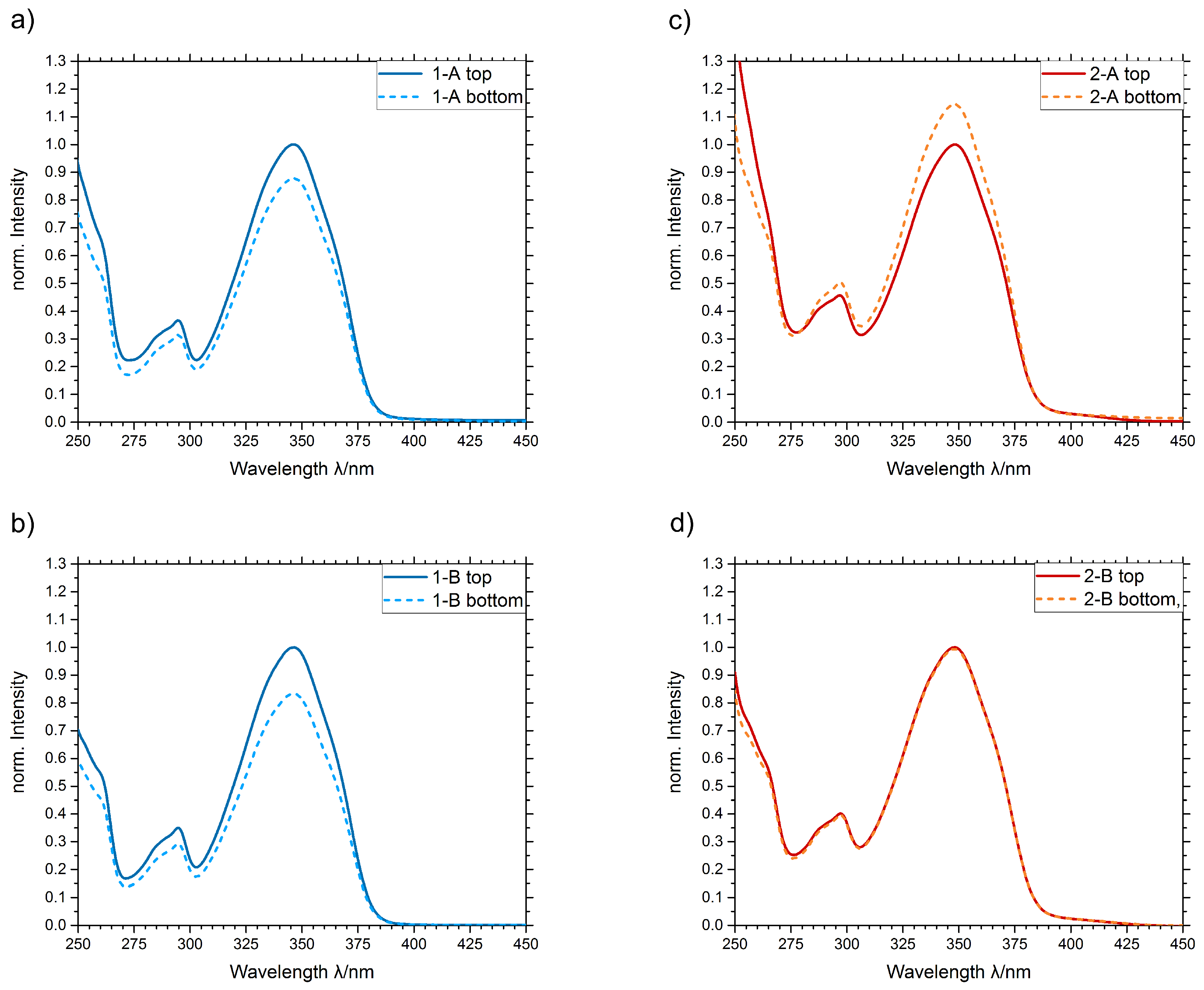
2 have been produced with process A and B. From all four preforms, samples from top and bottom have been solved and analyzed. The gap between the absorption peaks of the top and bottom sample is the value for the dye concentration gradient.
Table 1 gives an overview over the samples.
The absorption spectra in
Figure 7 show differences in the top and bottom dye concentrations for samples 1-A, 2-A, and 1-B. The polymerization starts at the outside and at the bottom of the preform. The polymer is growing from outside to inside and from bottom to top. Due to the increasing viscosity of the monomer mixture, the solubility of the unpolymerizable vinylayapin dyes
1 in the mixture decreases. The dye molecules that cannot be solved anymore tend do gather in upper area of the preforms where the viscosity is still lower, and therefore the solubility is higher. As the viscosity rises with ongoing polymerization, the dye molecules get immobilized at the top area thus the dye concentration is higher. In contrast, the polymerizable 3-vinylayapin dye
2 shows an opposite effect. The dye concentration is higher at the bottom part. Due to the nonuniform polymerization, the dye molecules get integrated in the growing polymer chains at the bottom of the preforms. As the overall dye concentration lowers, the molecules are not affected as strong by the viscosity-dependent solutability drop as the unpolymerizable dye molecules. Therefor, the vice versa effect can be observed for the polymerizable dye molecules.
The combination of polymerizable dyes and the orbital shaker process is able to reduce the concentration gradient within the preform to zero (
Figure 7c). The growing polymer chains with the integrated dye molecules are distributed homogeneously in the preform by the motions of the shaker. This allows to produce homogeneous doped preforms by bulk polymerization.
3.3. Active Few-Mode Fibers
To achieve waveguiding, materials with two different reflective indices
n are required. In a basic step index optical fiber, the guiding fiber core with higher
n is surrounded by an cladding with lower
n. For producing this structure, different options are available, such as coextrusion or a two-step process in which a core fiber is drawn and cladded afterwards. Single or few mode fibers requires core diameters
in the range of a few micrometers, depending on the refractive index difference (expressed as the numerical aperture
) between core and cladding and the wavelength
of the guided light. The
V number (Equation (1) is used in this context. For
V numbers below 2.405, only one mode (per polarization direction) can propagate in the fiber.
For
, the quantity
N of the propagating modes can be approximated for step index fibers by Equation (2).
From this equation, the core diameter for single-mode fibers can be derived to
m for
m (which is the peak wavelength of the 3-vinylayapin dye and
(numerical aperture for
poly(CHMA-
co-MMA) with a ratio of 23.3 mol% CHMA and 76.7 mol% MMA, which is used a core material). Core diameters in this range are hard to achieve, even with drawing the whole fiber down to small diameters of 100
m [
13,
14], which are untypically for polymer fibers. Most of the papers that describe the fabrication of “single-mode polymer optical fibers” do not reach these diameters but stay in the range of 30
m [
10], or use other techniques as injection molding [
15], microstructuring [
16], or two-step processes [
17]. Single-mode polymer optical fibers also used to be available commercially by Paradigm Optics Inc. (Vancouver, WA, USA).
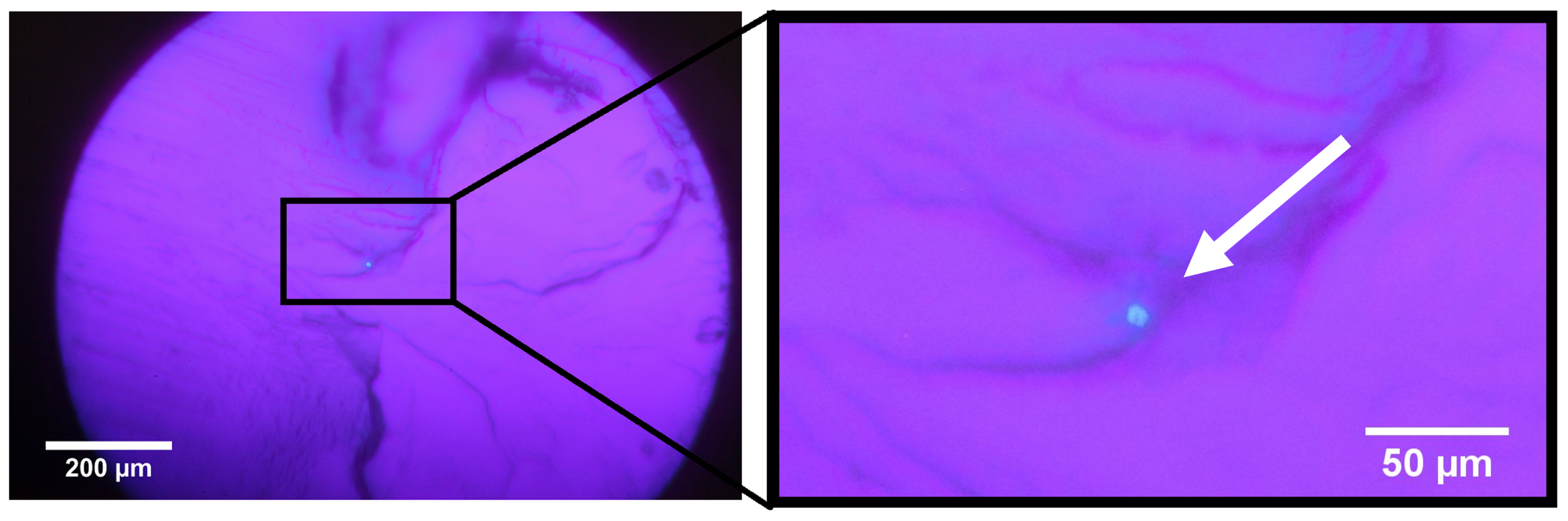
Unlike the fibers named above, the fibers fabricated in this study have large outer diameters as 800
m and small core diameters down to 8.8
m (
Figure 8). Using Equation (2), the propagating modes can be calculated to
.
Nevertheless, the fabrication process of the few-mode fiber is still under development. As in other papers that use the string technique, a big issue is that the core monomer mixture is solving the cladding material. The solving effect is kept relatively small by the small core cavity diameters and therefore the smaller interaction area. On the other hand, the small core cavities do not allow a strong prepolymerization of the core material since it becomes harder to fill the higher viscosity gets. Additionally, the small cavity diameters cause strong capillary effects. There is almost no possibility to remove air bubbles that might get stuck in the cavity during the filling process. This also causes a problem as the volume of the monomers shrink up to 15% during the polymerization, which also causes voids inside the fiber core which collapse during the fiber drawing process. In addition, forces occur due to the shrinking process. These forces can be strong enough to bend the strings if they are not tighten thoroughly. Although the preforms were made by hand under lab conditions, the fiber core in the presented fiber is centered relatively well. Nevertheless, the production parameters still get enhanced to increase the reproducibility of that cladding core diameter ratio few mode fibers and the alignment of the core.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}