The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging


Abstract
:1. Introduction
2. Test Subject and Methodology
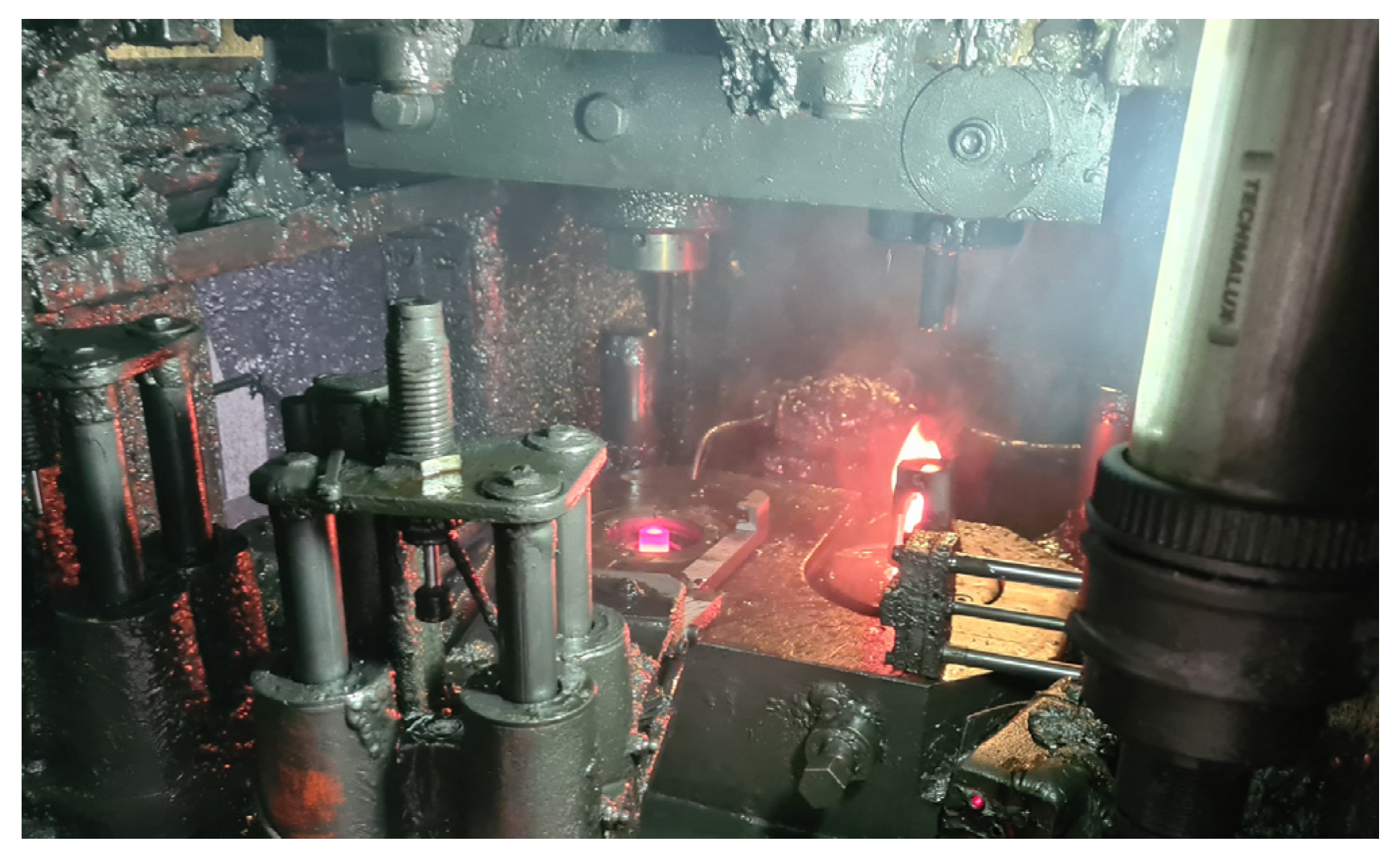
2.1. Research Problem Description
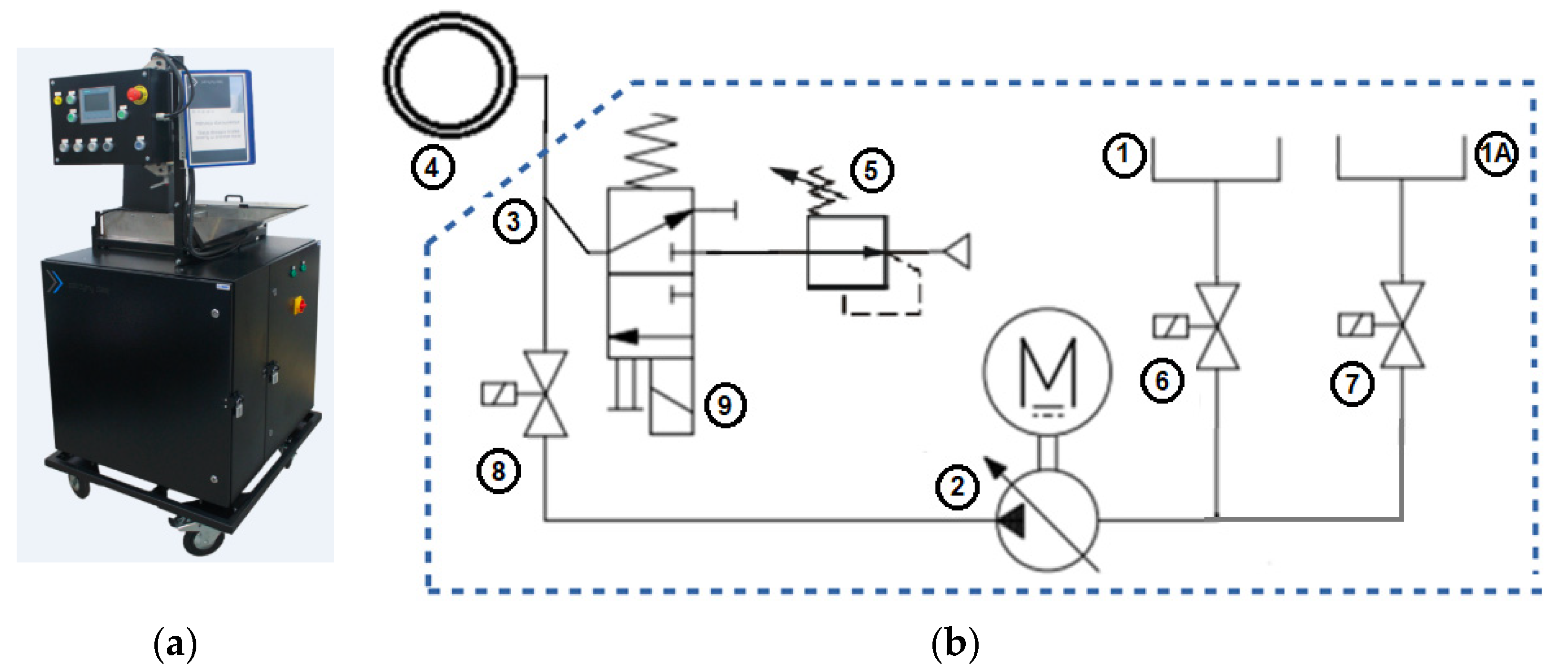
2.2. The Lubricant Dosing Station Shako
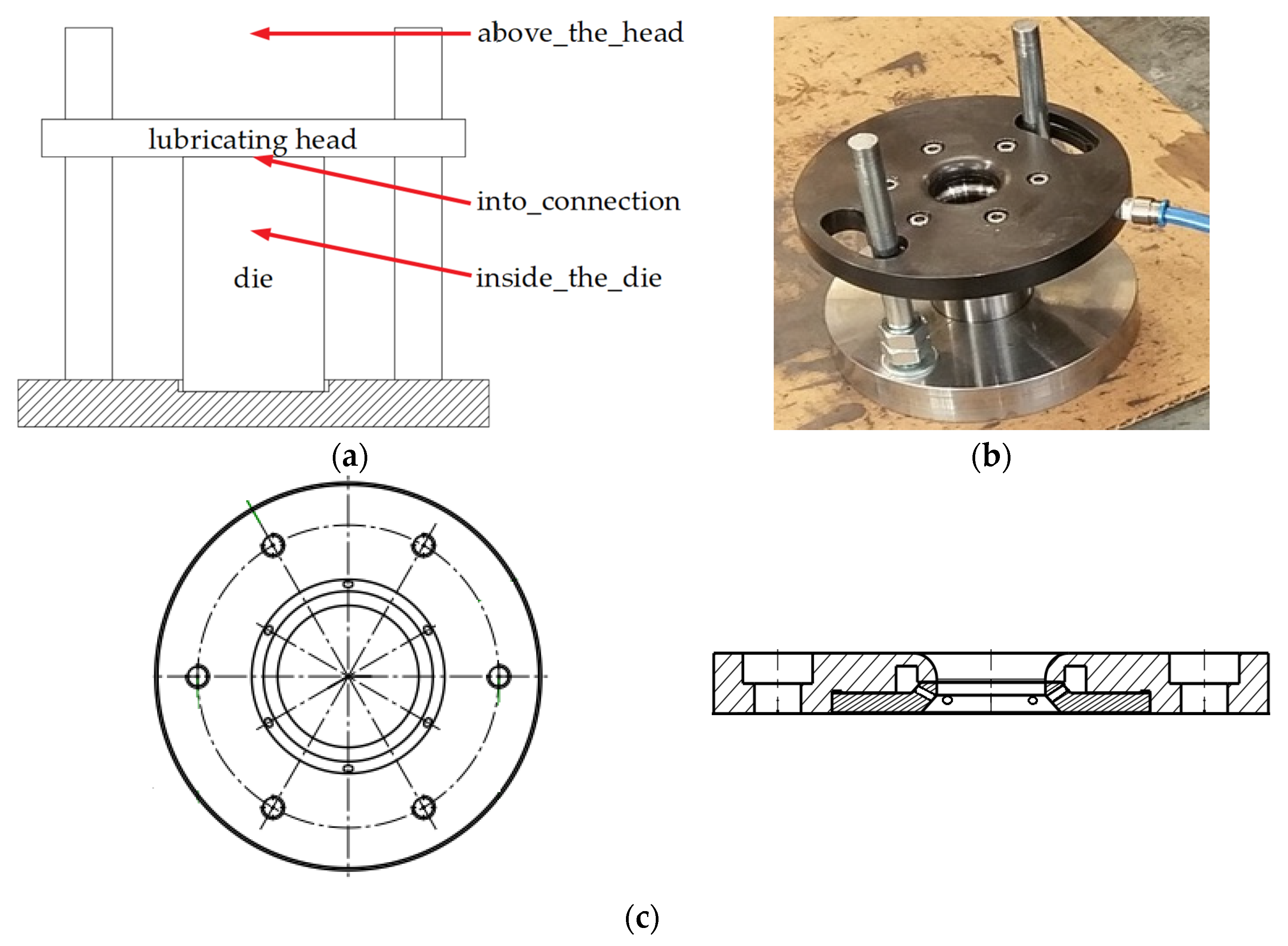
2.3. Test in Laboratory Conditions
2.4. Verification Tests in Industrial Conditions
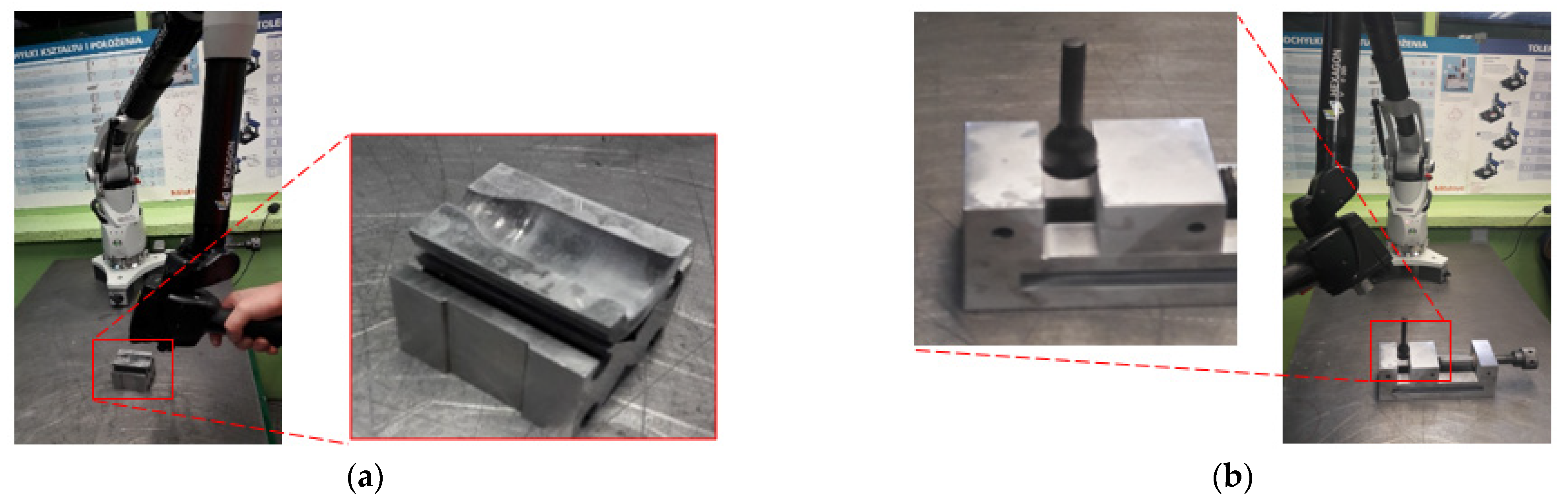
2.5. Measurement Methods Used
3. Discussion of Results
3.1. Laboratory Stage (I)
3.2. Tests in Industrial Conditions (II)
4. Results
4.1. Analysis of Laboratory Stage Results (I)
4.2. Results Analysis of Tests in Industrial Conditions (II)
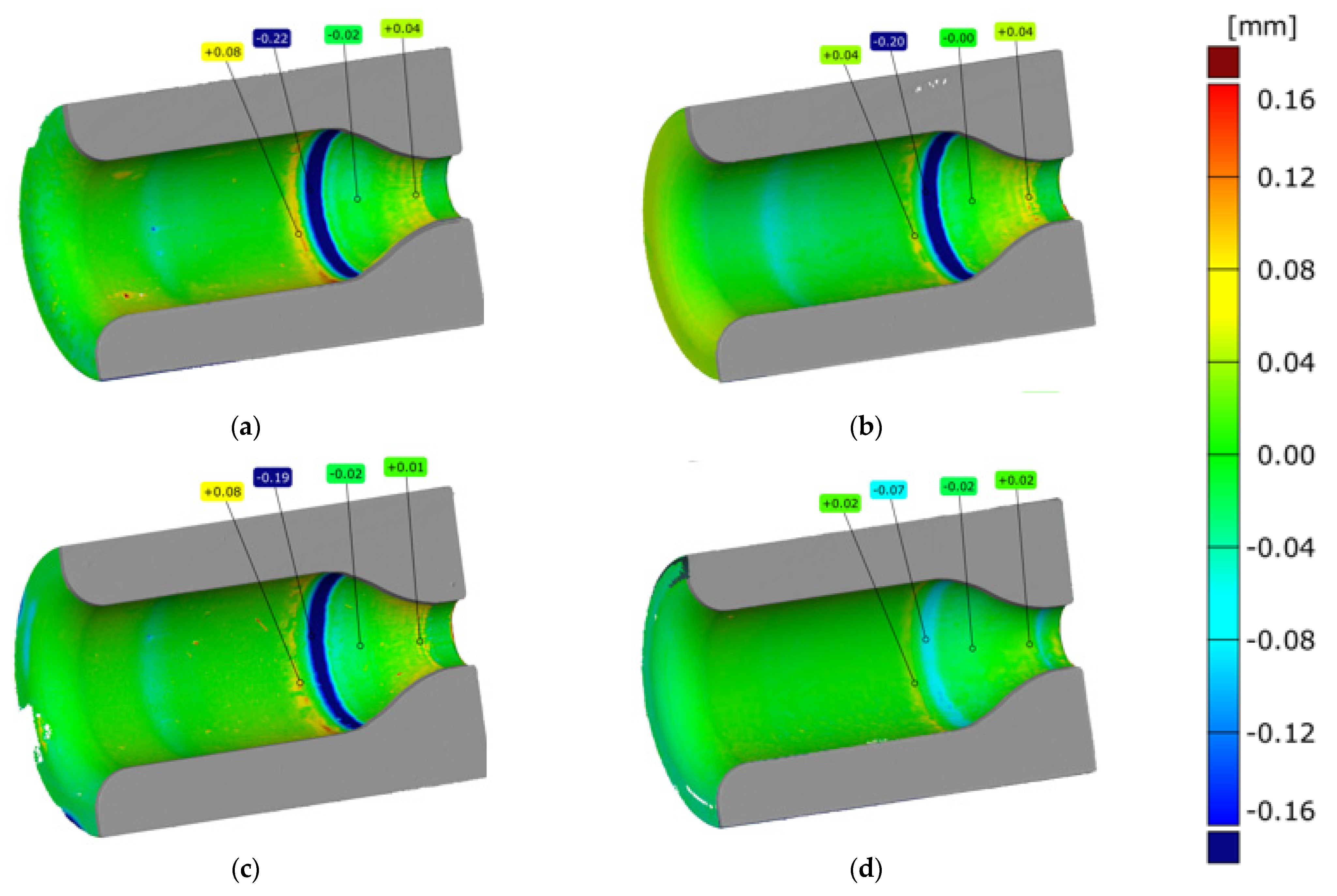
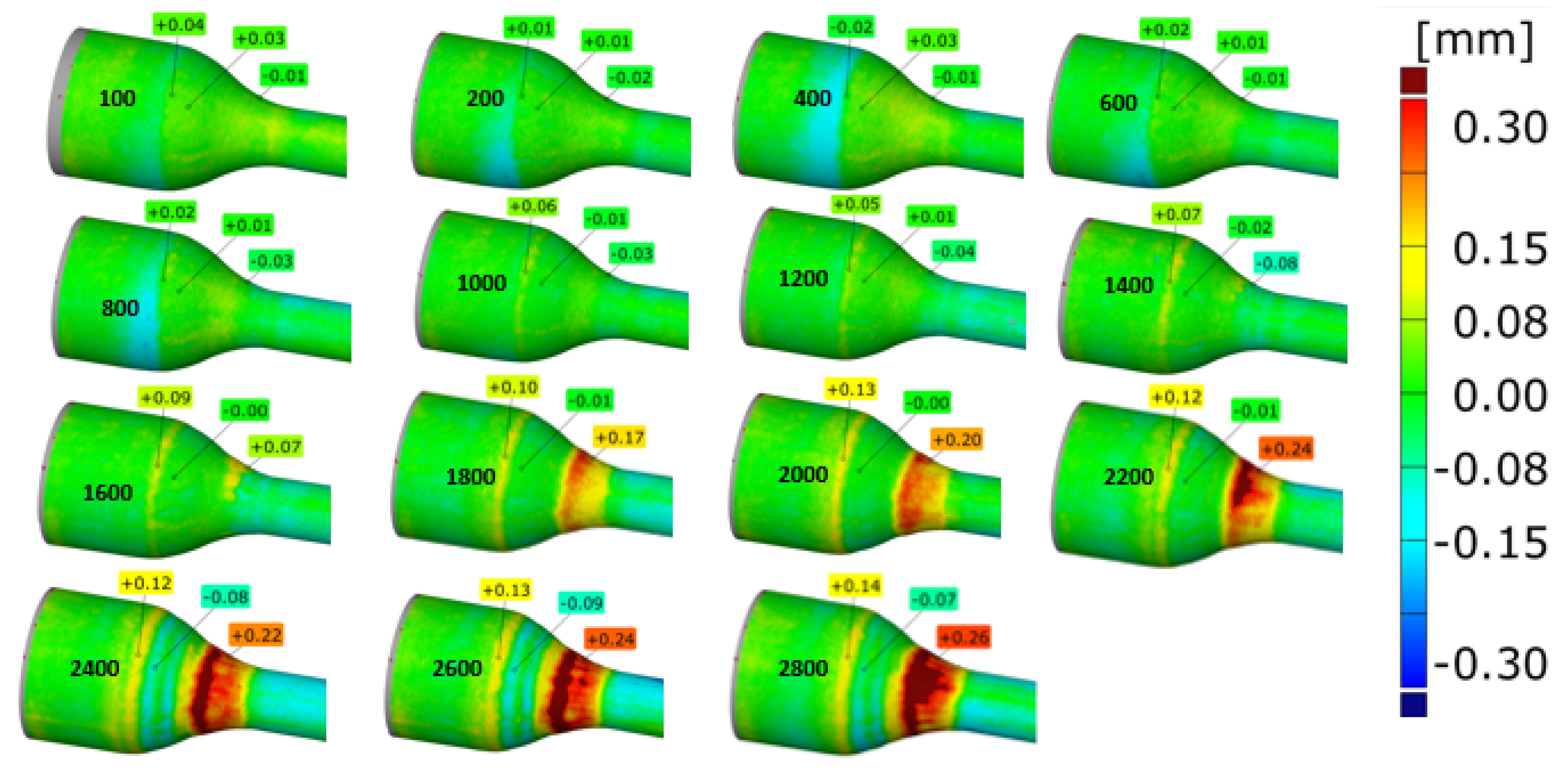
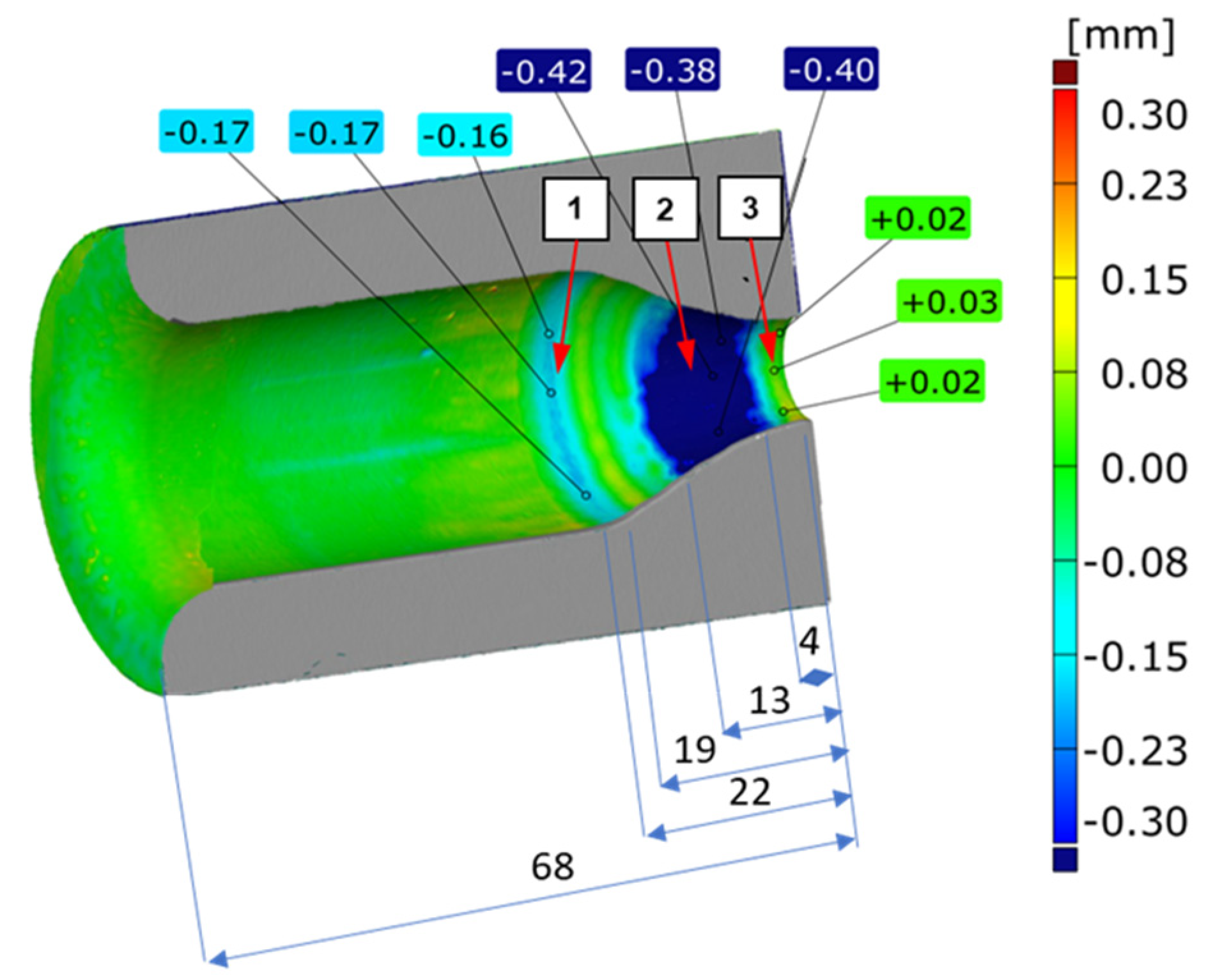
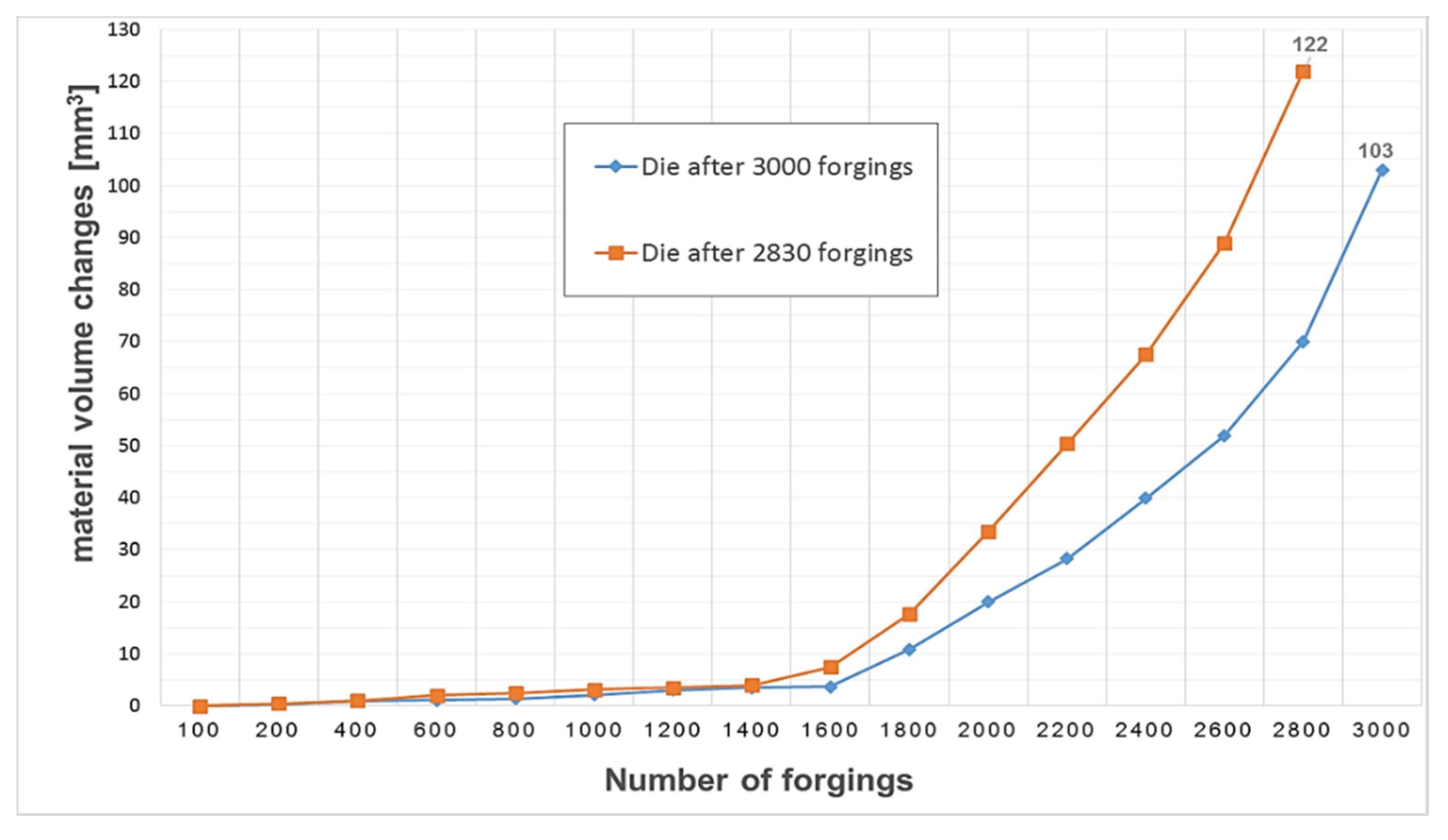
4.3. Results Analysis from the Measurement of Changes in the Geometry of Worn Dies Using 3D Scanning (II)
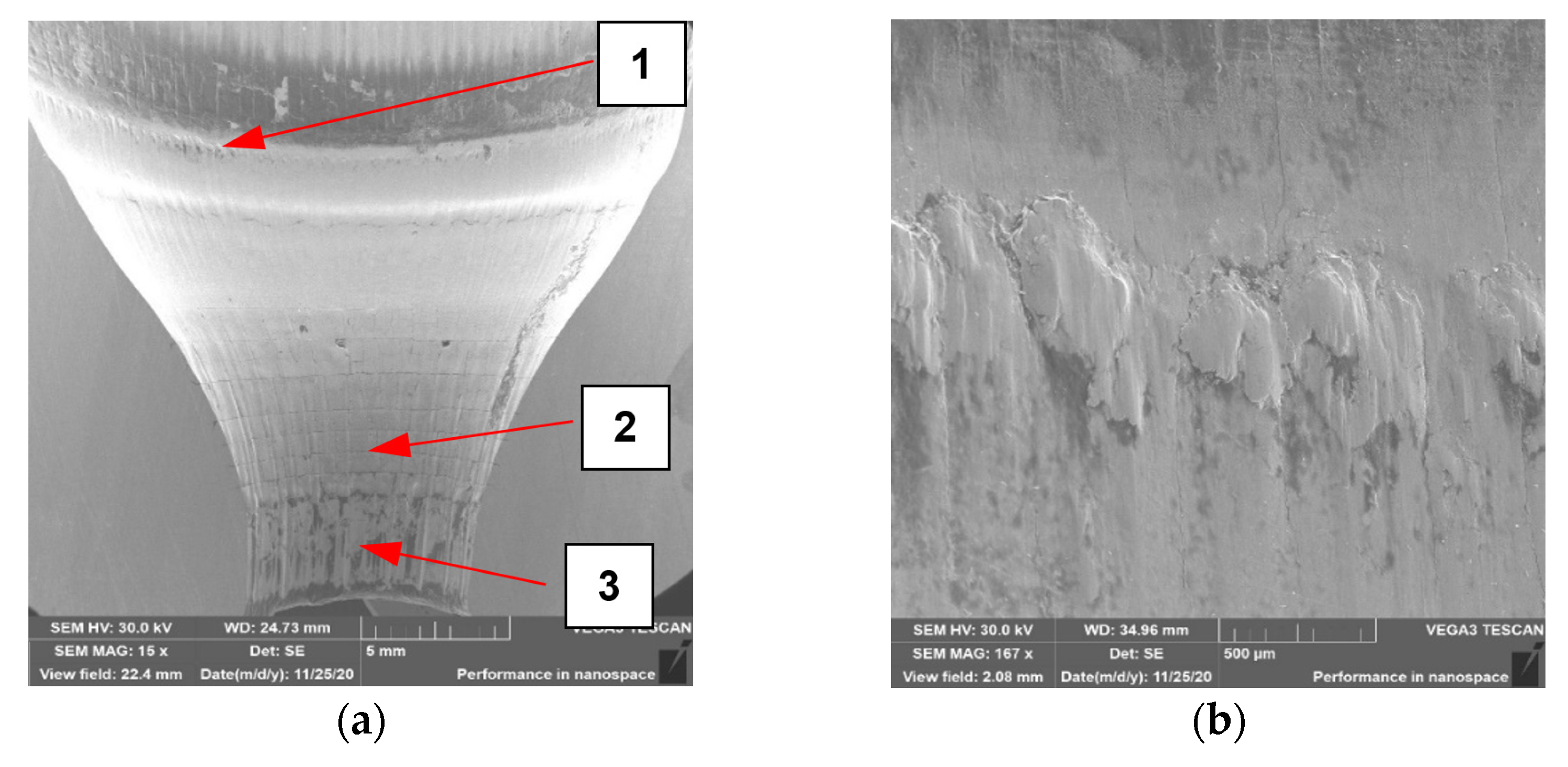
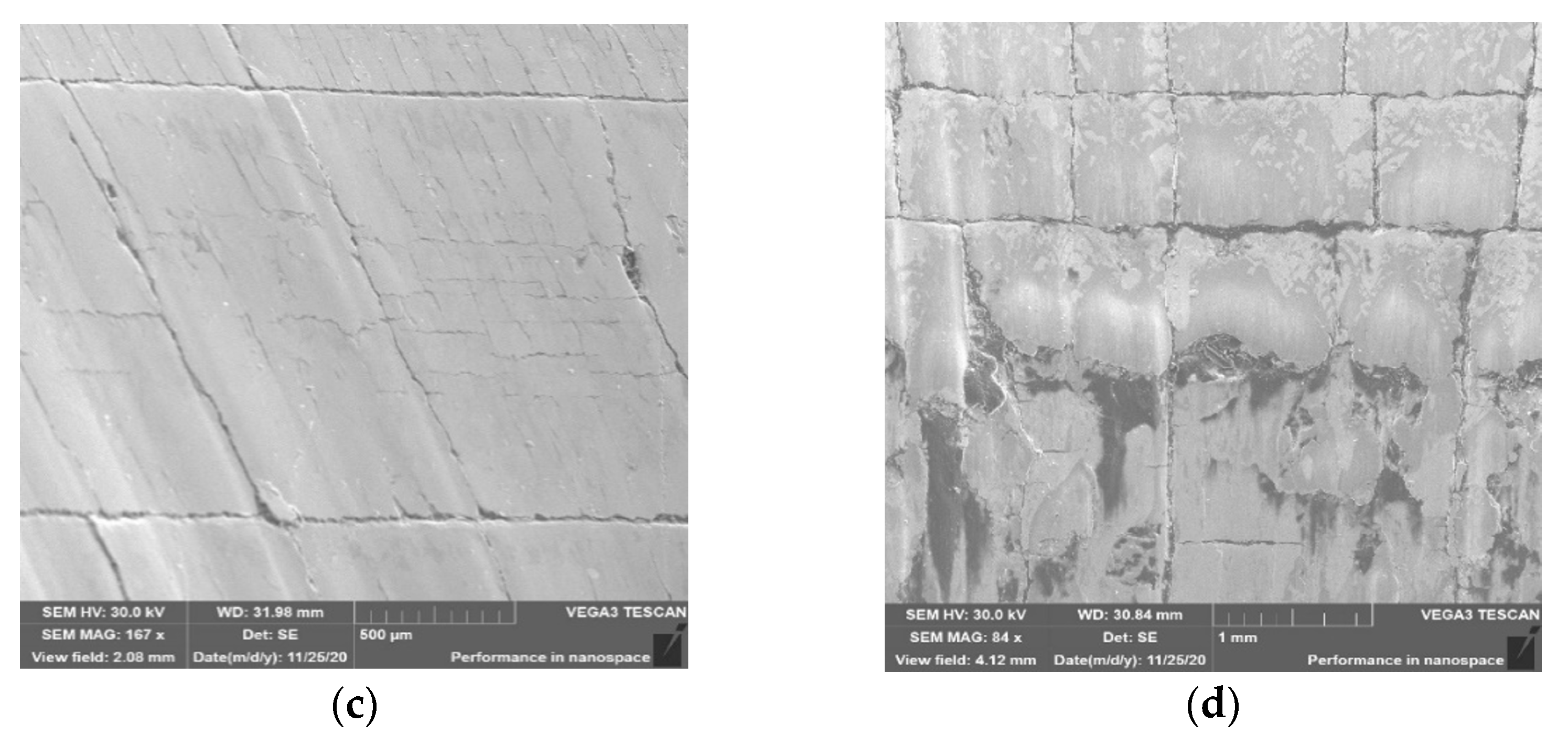
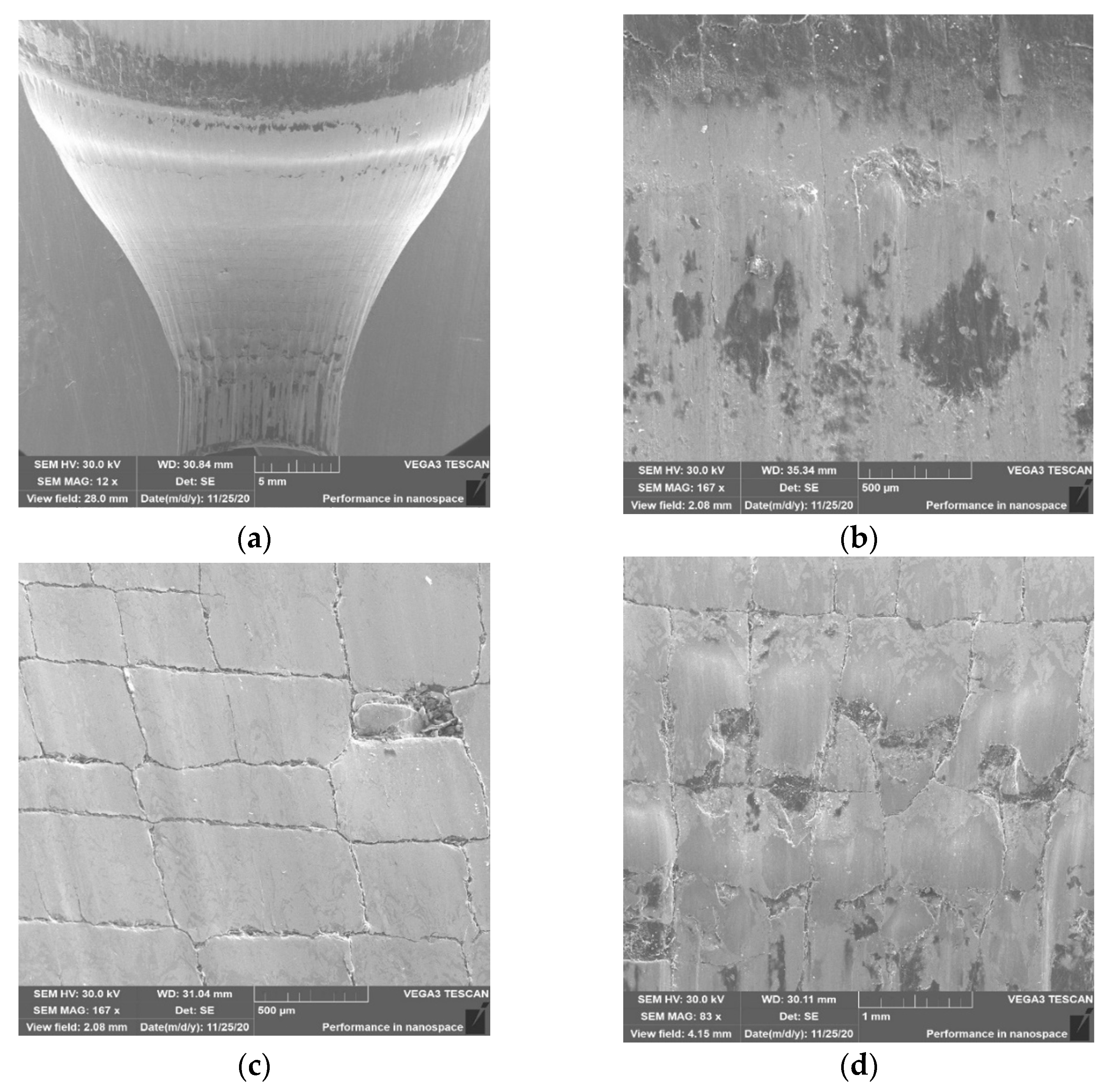
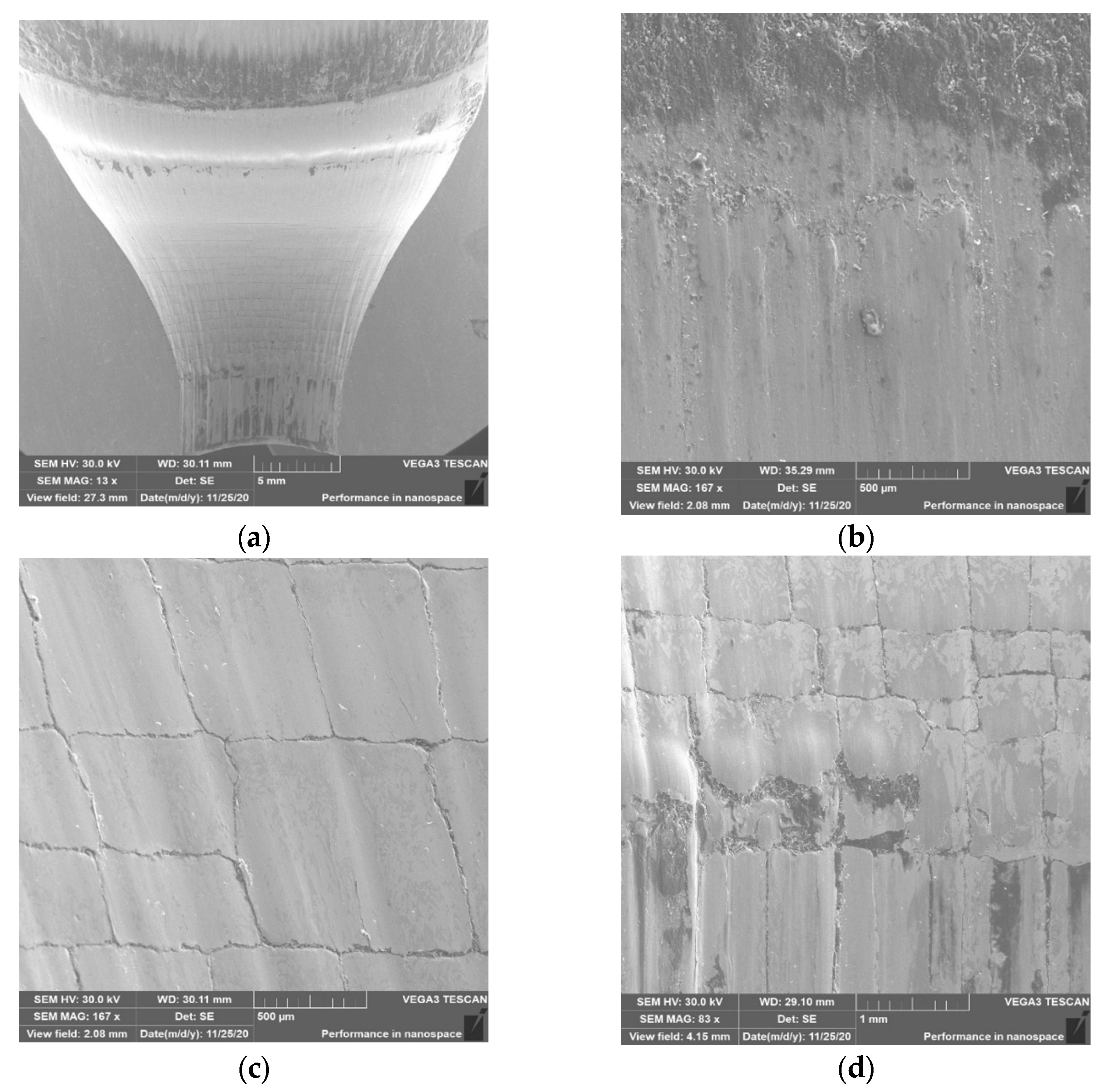
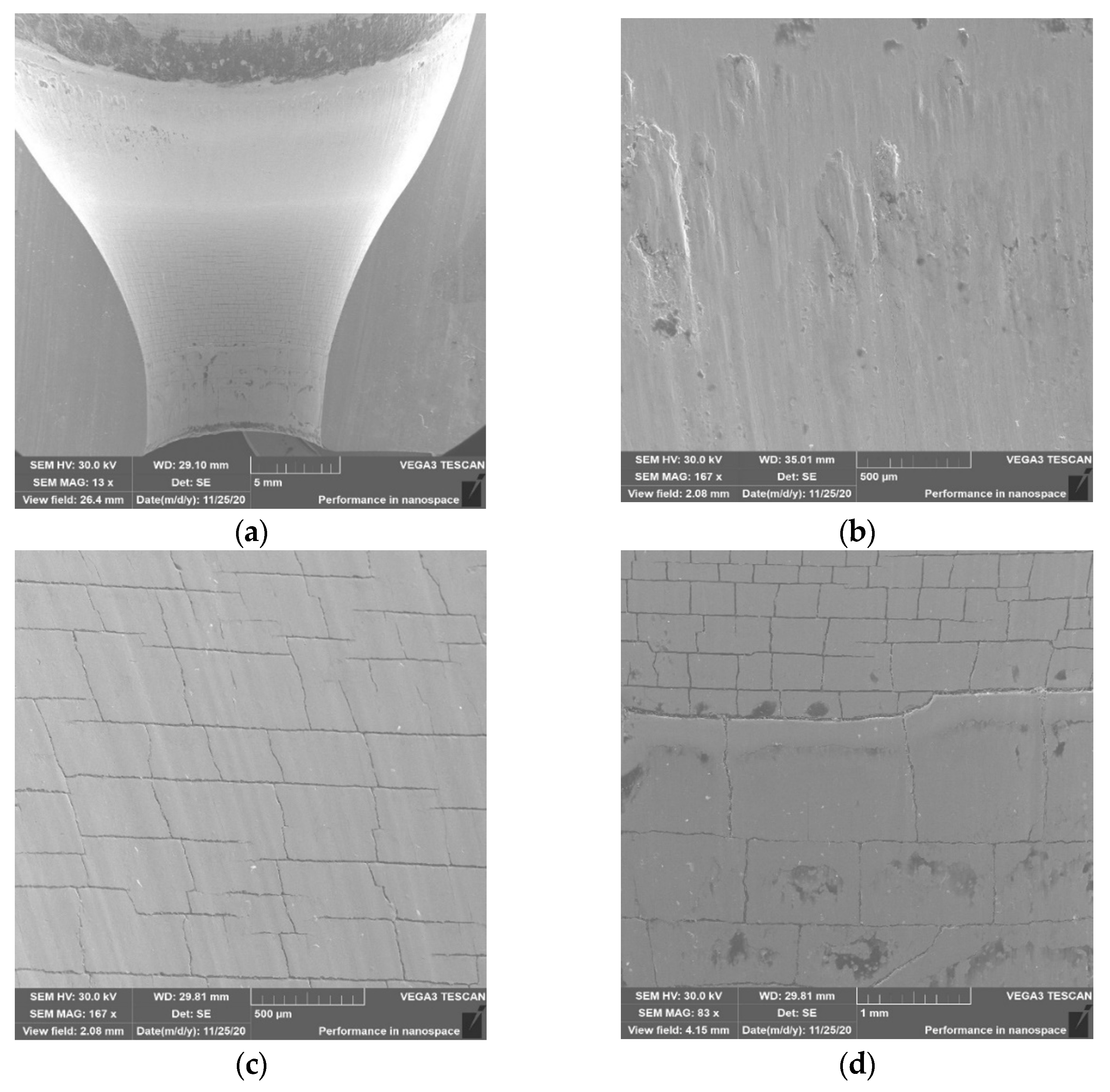
4.4. The SEM Analysis of the Surface Topography of the Working Cavities of the Dies
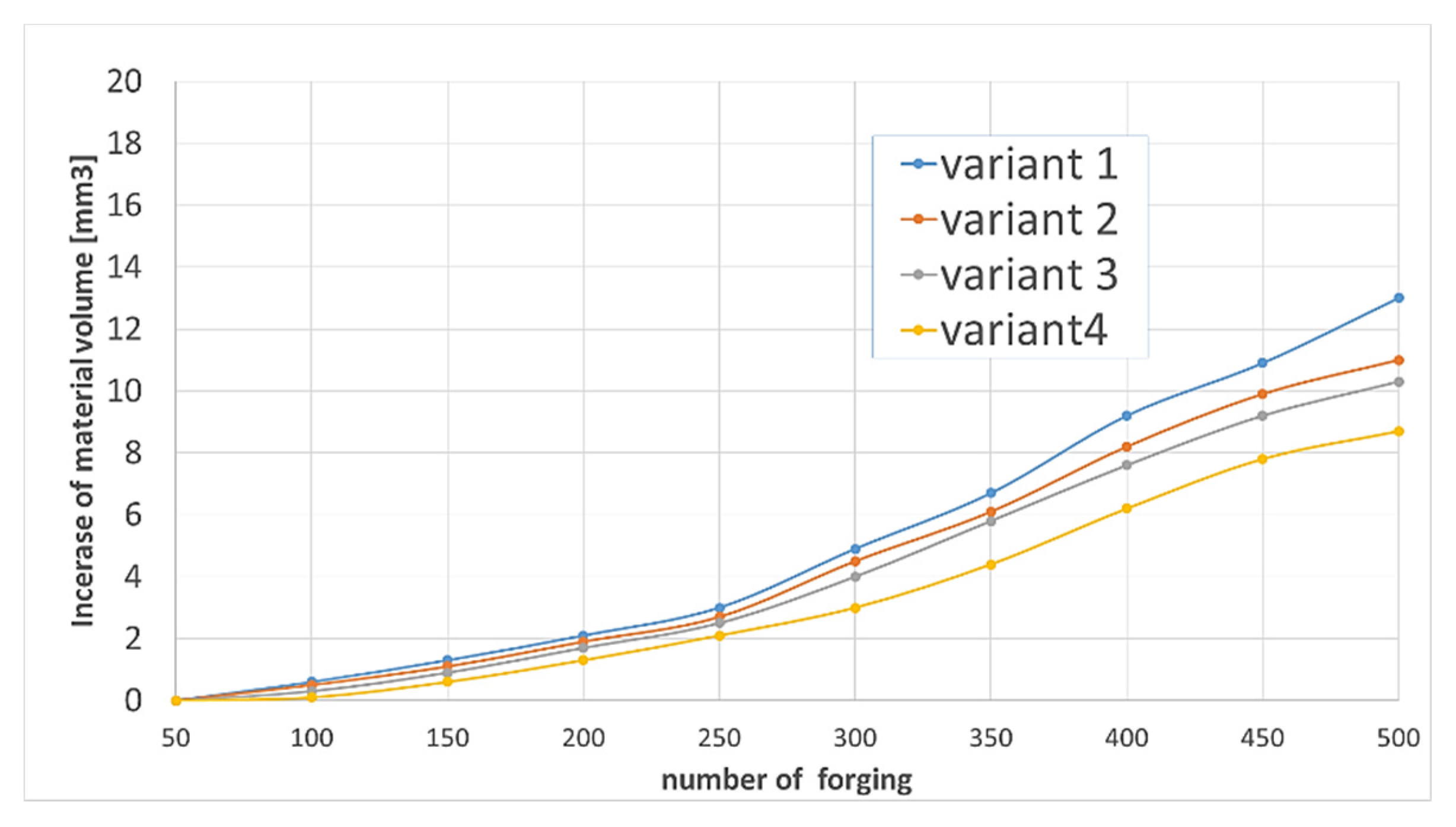
4.5. The Results Analysis of Forgings Change Geometry with 3D Reverse Scanning Method (II)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taylan, A.; Gracious, N.; Gangshu, S. Cold and hot forging fundamentals and application. In ASM Metals Handbook; ASM International: Novelty, OH, USA, 2005; pp. 337–338. [Google Scholar]
- Lange, K.; Cser, L.; Geiger, M.; Kals, J.A.G. Tool life and tool quality in bulk metal forming. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 1993, 207, 223–239. [Google Scholar] [CrossRef] [Green Version]
- Lavtar, L.; Muhic, T.; Kugler, G.; Tercelj, M. Analysis of the main types of damage on a pair of industrial dies for hot forging carsteering mechanisms. Eng. Fail. Anal. 2011, 18, 1143–1152. [Google Scholar] [CrossRef]
- Altan, T.; Ngaile, G.; Shen, G. Cold and Hot Forging: Fundamentals and Applications, 1st ed.; ASM International: Geauga, OH, USA, 2005; pp. 295–298. [Google Scholar]
- Altan, T.; Shirgaokar, M. Advanced die materials and lubrication systems to reduce die wear in hot and warm forging. Available online: https://www.forging.org/uploaded/content/media/AltansPres.pdf3 (accessed on 23 March 2018).
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Polak, S.; Zwierzchowski, M.; Niechajowicz, A.; Hawryluk, M. The failure mechanisms of hot forging dies. Mater. Sci. Eng. A 2016, 657, 147–160. [Google Scholar] [CrossRef]
- Daouben, E.; Dubois, A.; Dubar, M.; Dubar, L.; Deltombe, R.; Truong Dinh, N.G.; Lazzarotto, L. Effects of lubricant and lubrication parameters on friction during hot steel forging. Int. J. Mater. Form. 2008, 1, 1223–1226. [Google Scholar] [CrossRef]
- Deacon, R.F.; Goodman, J.K. Spreading Behavior of water based graphite Lubricants on Hot Die Surfaces. CIRP 2006, 55, 299–302. [Google Scholar]
- Isogawa, S.; Kimura, A.; Tozawa, Y. Proposal of an evaluating method on lubrication. CIRP Ann. Manuf. Technol. 1992, 41, 263–266. [Google Scholar] [CrossRef]
- Kumar, U. Hot forging lubricants. Int. J. Mech. Eng. Robot. Res. 2014, 3, 155–163. [Google Scholar]
- Sheljaskow, S. Current level of development of warm forging technology. J. Mater. Process. Technol. 1994, 46, 3–18. [Google Scholar] [CrossRef]
- Aed Automation. Solutions forging. Available online: https://www.aed-automation.com/en/products/solutions-forging.html. (accessed on 2 November 2017).
- Iwama, T.; Morimoto, Y. Die life and lubrication in warm forging. J. Mater. Process. Technol. 1997, 71, 43–48. [Google Scholar] [CrossRef]
- Huskonen, W.D. Trends in Die Lubrication. Available online: https://www.forgingmagazine.com/issues-and-ideas/article/21922624/trends-in-die-lubrication (accessed on 23 March 2018).
- Bay, N. New lubricant systems for cold and warm forging–advantages and limitations. In Proceedings of the 12th International Cold Forging Congress, Stuttgart, Germany, 1 January 2011. [Google Scholar]
- Hirscvogel, M.; Dommelen, H.V. Some applications of cold and warm forging. J. Mater. Process. Technol. 1992, 35, 343–356. [Google Scholar] [CrossRef]
- Colin, S.H. A review of automation in manufacturing illustrated by a case study on mixed-mode hot forging. Manuf. Rev. 2014, 15. [Google Scholar] [CrossRef] [Green Version]
- Jerko. Available online: https://www.jerko-kempen.de (accessed on 2 November 2017).
- Ngaile, G.; Saiki, H.; Ruan, L.; Marumo, Y.A. Tribo-testing method for high performance cold forging lubricants. Wear 2007, 262, 684–692. [Google Scholar] [CrossRef]
- Bay, N. New tribo-system for cold forging of steel, stainless steel and aluminum alloys. In Proceedings of the 46th ICFG Plenary Meeting, Paris, France, 15 September 2013; pp. 171–178. [Google Scholar]
- Sheljaskow, S. Tool lubricating systems in warm forging. J. Mater. Process. Technol. 2001, 113, 16–21. [Google Scholar] [CrossRef]
- Sagisaka, Y.; Ishibashi, I.; Nakamura, T.; Sasaoka, E.; Hayakawa, K. Evaluation of Environmentally Friendly Lubricant for Aluminium Alloy Cold Forging, special ed.; Wiley-VHC Verlag: Weinheim, Germany, 2011; pp. 245–248. [Google Scholar]
- Shivpuri, R.; Satish, K. Lubricants and Their Applications in Forging. In Metalworking: Bulk Forming; ASM International: Novelty, OH, USA, 2005; Volume 14A. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metalworking: Lubrication. Friction, and Wear. J. Tribol. 1984, 106, 174. [Google Scholar] [CrossRef]
- Nagahama, T.; Enomae, S. Cold-and warm-forging press developments and applications. J. Mater. Process. Technol. 1992, 35, 415–427. [Google Scholar] [CrossRef]
- Persson, A.; Hogmarkb, S.; Bergstroma, J. Thermal fatigue cracking of surface engineered hot work tool steels. Surf. Coat. Technol. 2005, 191, 216–227. [Google Scholar] [CrossRef]
- Soltani, M.; Pola, A.; La Vecchia, G.M.; Modigell, M. Numerical method for modelling spray quenching of cylindrical forgings. Metall. Ital. 2015, 8, 33–40. [Google Scholar]
- Hawryluk, M.; Ziemba, J. Lubrication in hot die forging processes. J. Eng. Tribol. 2019, 233, 663–675. [Google Scholar] [CrossRef]
- Hawryluk, M.; Kaszuba, M.D.; Gronostajski, Z.; Sadowski, P. Systems of supervision and analysis of industrial forging processes. Eksploat. i Niezawodn. 2016, 18, 315–324. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J.; Dworzak, Ł.J.; Kaczyński, P.; Kasprzak, M. Wear analysis of forging tools used in the hot forging processes using 3D reverse scanning techniques and cooling-lubricating system. Int. J. Adv. Manuf. Technol. 2018, 97, 2009–2018. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Ziemba, J.; Dworzak, Ł.J.; Jabłoński, P.; Rychlik, M. Analysis of the influence of lubrication conditions on tool wear used in hot die forging processes. Eksploat. i Niezawodn. 2018, 20, 169–176. [Google Scholar]
- Dworzak, Ł.J.; Hawryluk, M.; Ziemba, J. Wear analysis of die inserts in the hot forging process of a forked type forging using reverse scanning techniques. ASTRJ 2017, 11, 225–238. [Google Scholar] [CrossRef] [Green Version]
- Hawryluk, M.; Gronostajski, Z.; Ziemba, J.; Janik, M.; Górski, P.; Lisowski, M. Support possibilities for 3D scanning of forging tools with deep and slim impressions for an evaluation of wear by means of replication methods. Materials 2020, 13, 1881. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.D.; Krawczyk, J.J.; Widomski, P.; Ziemba, J.; Zwierzchowski, M.; Janik, M. Wear mechanisms analysis of dies used in the process of hot forging a valve made of high nickel steel. Arch. Metall. Mater. 2018, 63, 1963–1974. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material/Elements | C | Si | Mn | P | Ti | Ni | Mo | Al | Cr | Nb | Cu | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NCF 3015 | 0–0.08 | 0–0.50 | 0–0.50 | 0–0.015 | 2.30-2.90 | 30–33.50 | 0.4–1.00 | 1.6–2.20 | 13.5–15.5 | 0.40–0.90 | max. 0.5 | - |
| QRO 90 | 0.38 | 0.30 | 0.75 | - | - | - | 2,25 | - | 2.6 | - | - | 0.9 |
| Valve Opening Time | Air Pressure | |
|---|---|---|
| 3 (bars) | 4 (bars) | |
| 0.5 s | (1) | (3) |
| 0.7 s | (2) | (4) |
| Zone of Measurements | Valve Opening Time (s) | Air Pressure | |
|---|---|---|---|
| 3 (bar) | 4 (bar) | ||
| Above the Head | 0.5 | 0.014 | 0.029 |
| 0.7 | 0.028 | 0.013 | |
| On the Connection | 0.5 | 0.120 | 0.146 |
| 0.7 | 0.110 | 0.116 | |
| Inside the Die | 0.5 | 0.555 | 0.513 |
| 0.7 | 0.551 | 0.560 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dworzak, Ł.; Hawryluk, M.; Janik, M. The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging. Materials 2021, 14, 212. https://doi.org/10.3390/ma14010212
Dworzak Ł, Hawryluk M, Janik M. The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging. Materials. 2021; 14(1):212. https://doi.org/10.3390/ma14010212
Chicago/Turabian StyleDworzak, Łukasz, Marek Hawryluk, and Marta Janik. 2021. "The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging" Materials 14, no. 1: 212. https://doi.org/10.3390/ma14010212
APA StyleDworzak, Ł., Hawryluk, M., & Janik, M. (2021). The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging. Materials, 14(1), 212. https://doi.org/10.3390/ma14010212