
Effect of Higher Silicon Content and Heat Treatment on Structure Evolution and High-Temperature Behaviour of Fe-28Al-15Si-2Mo Alloy

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
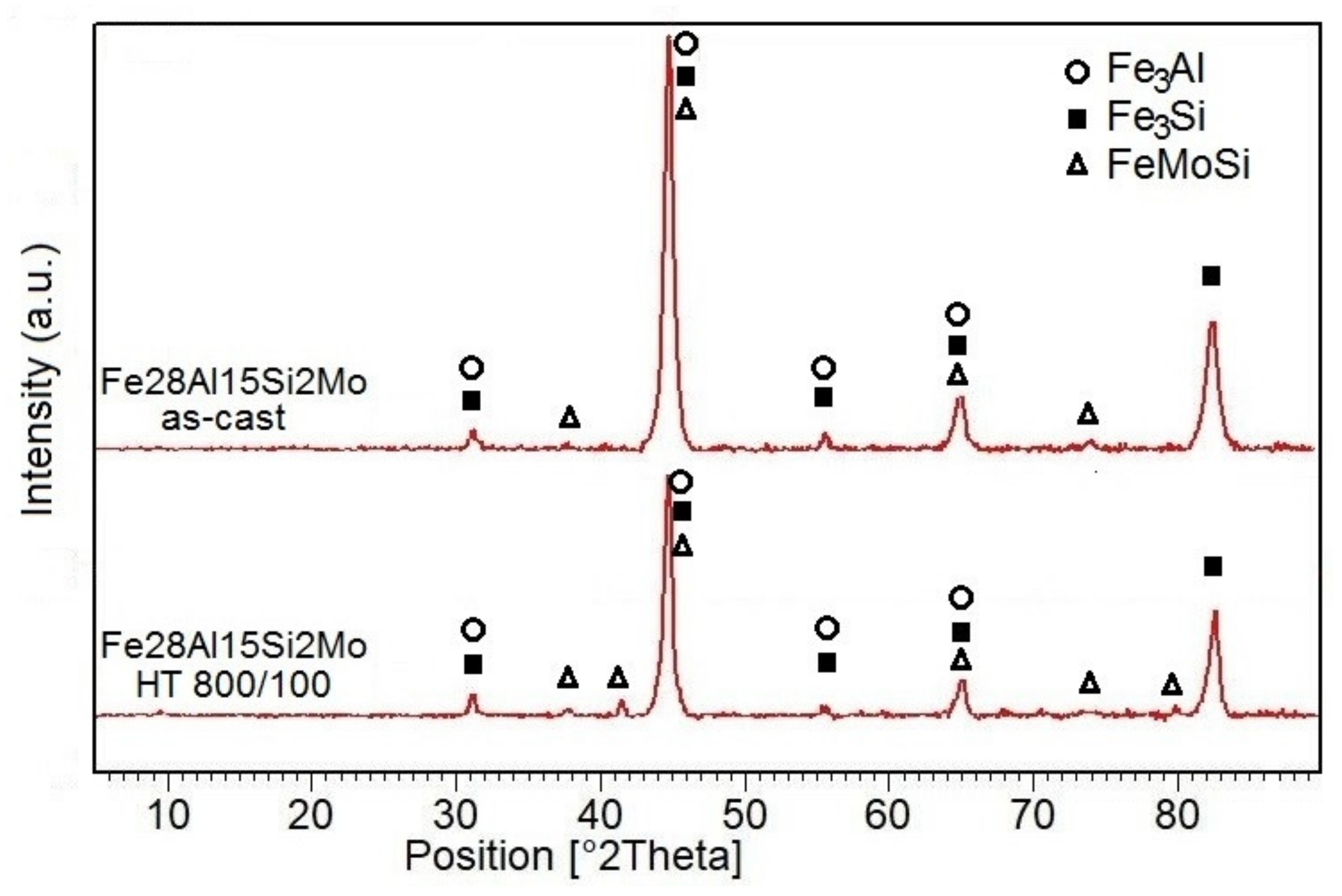
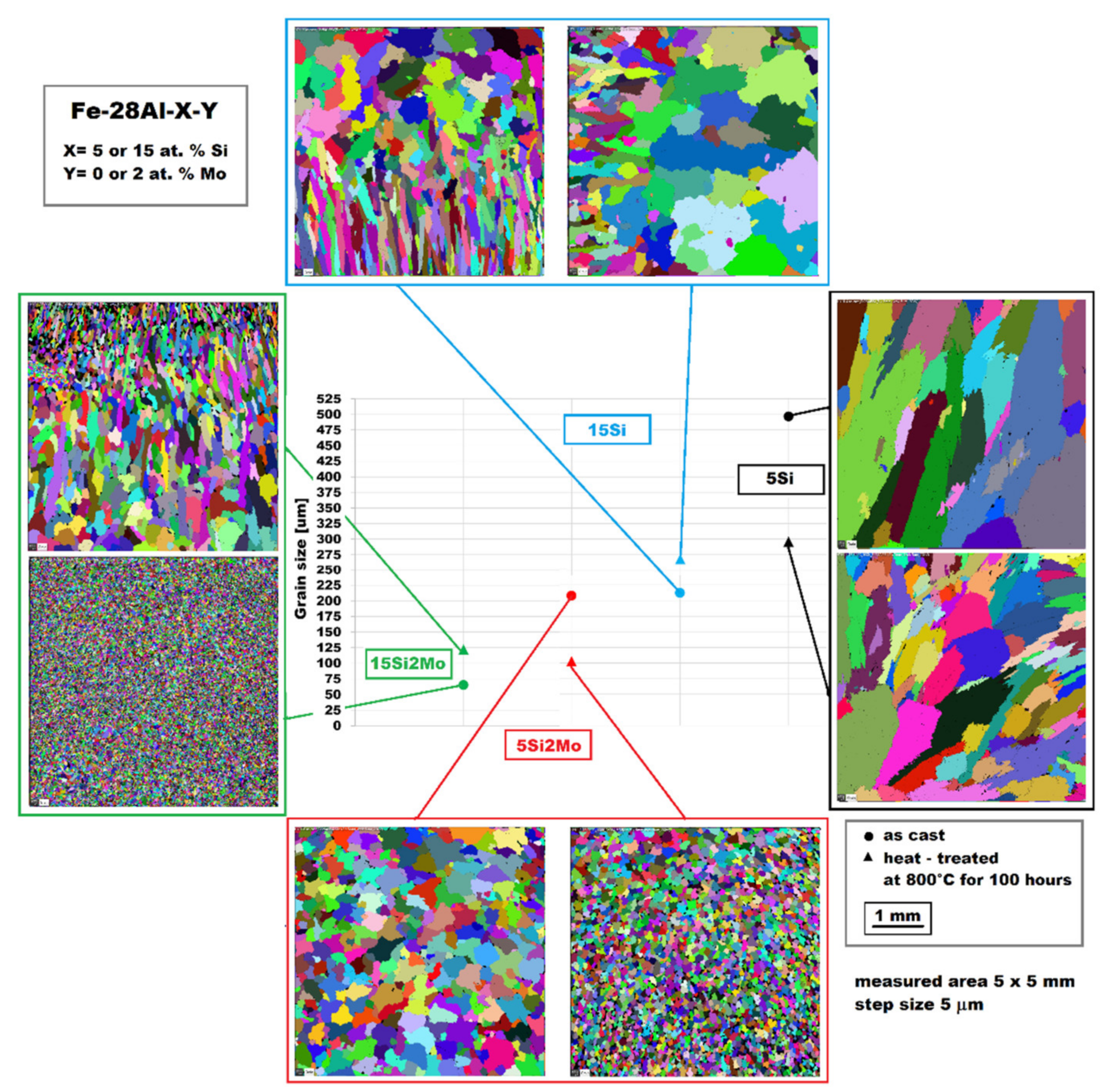
3.1. Structure of Investigated Alloys
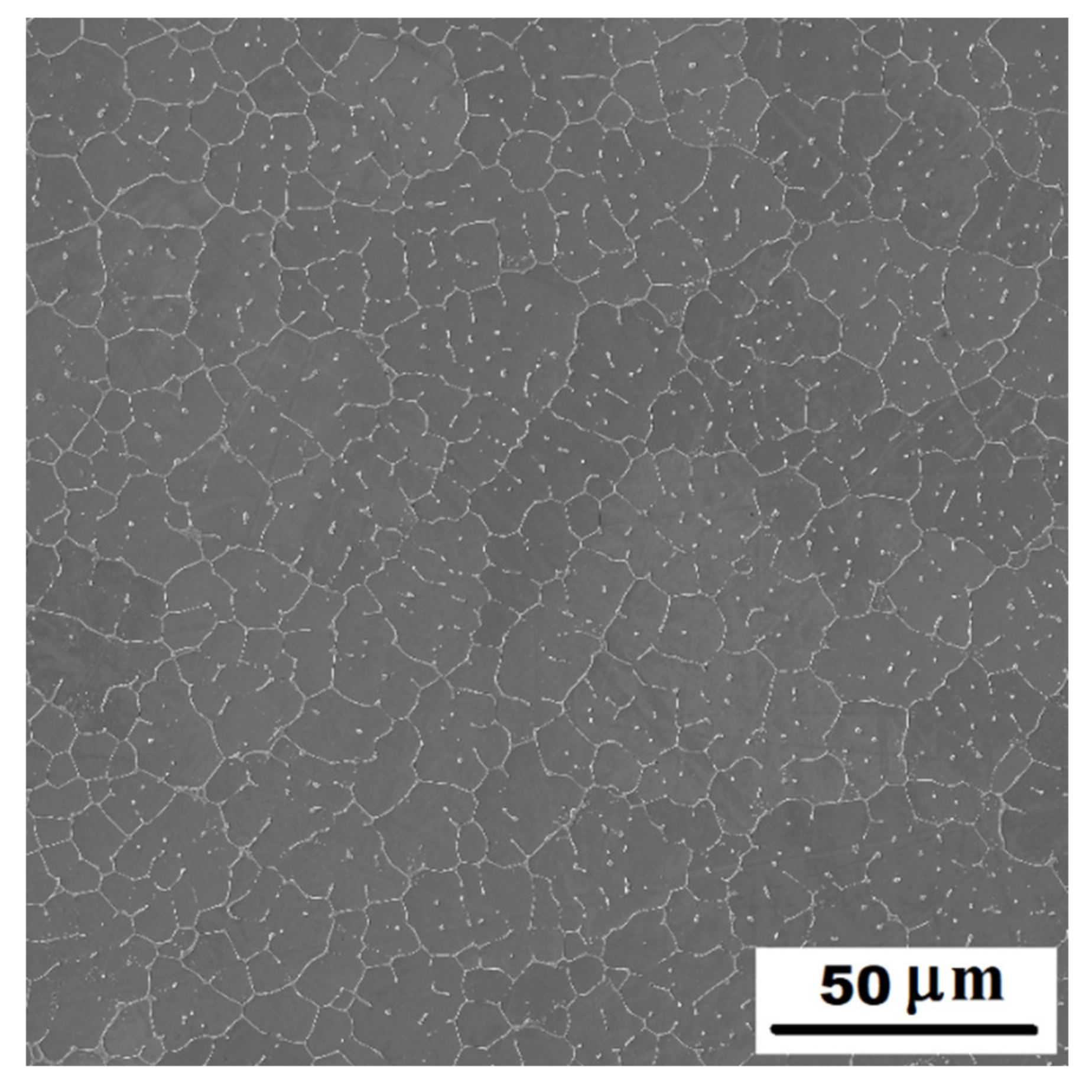
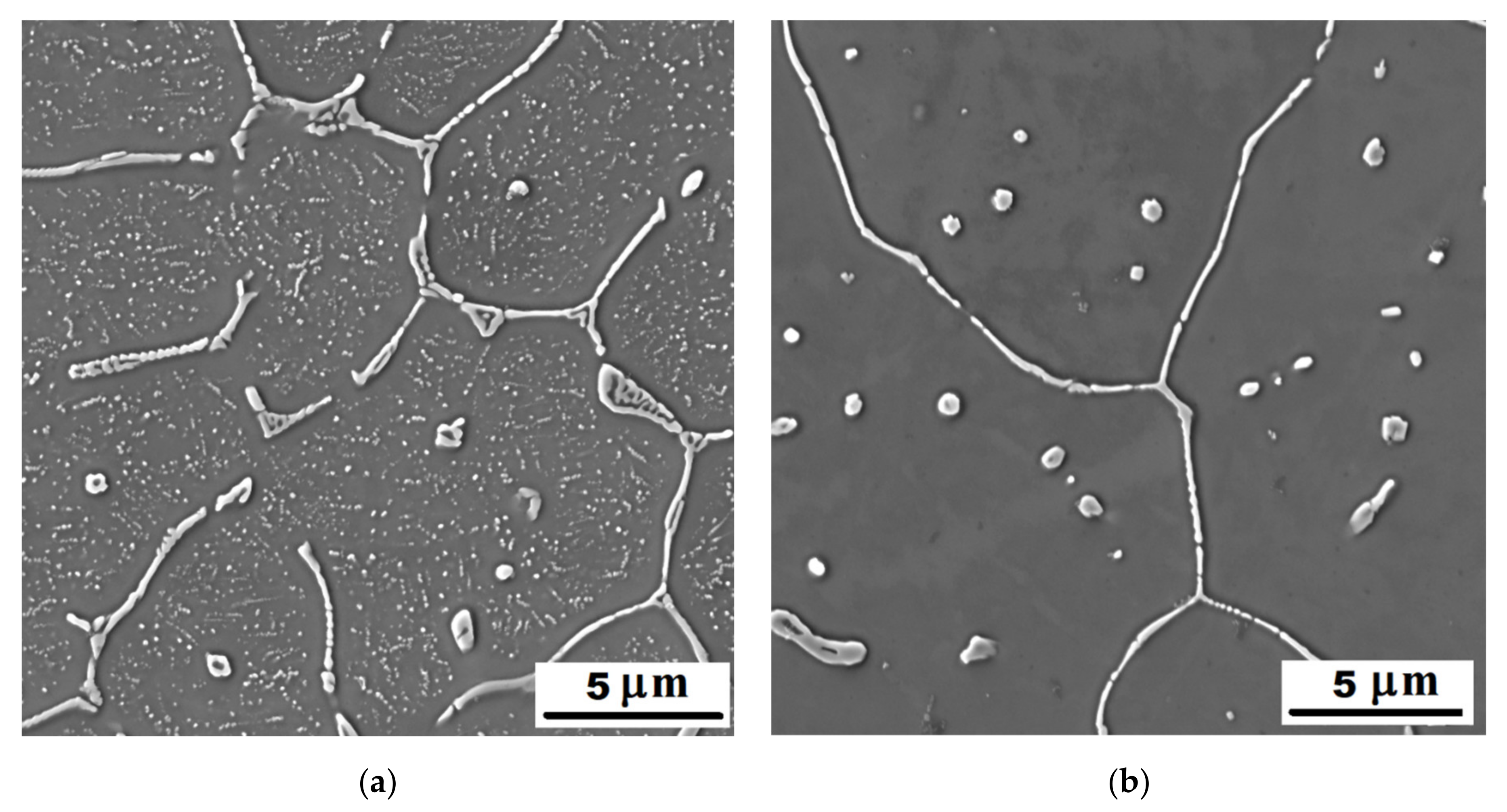
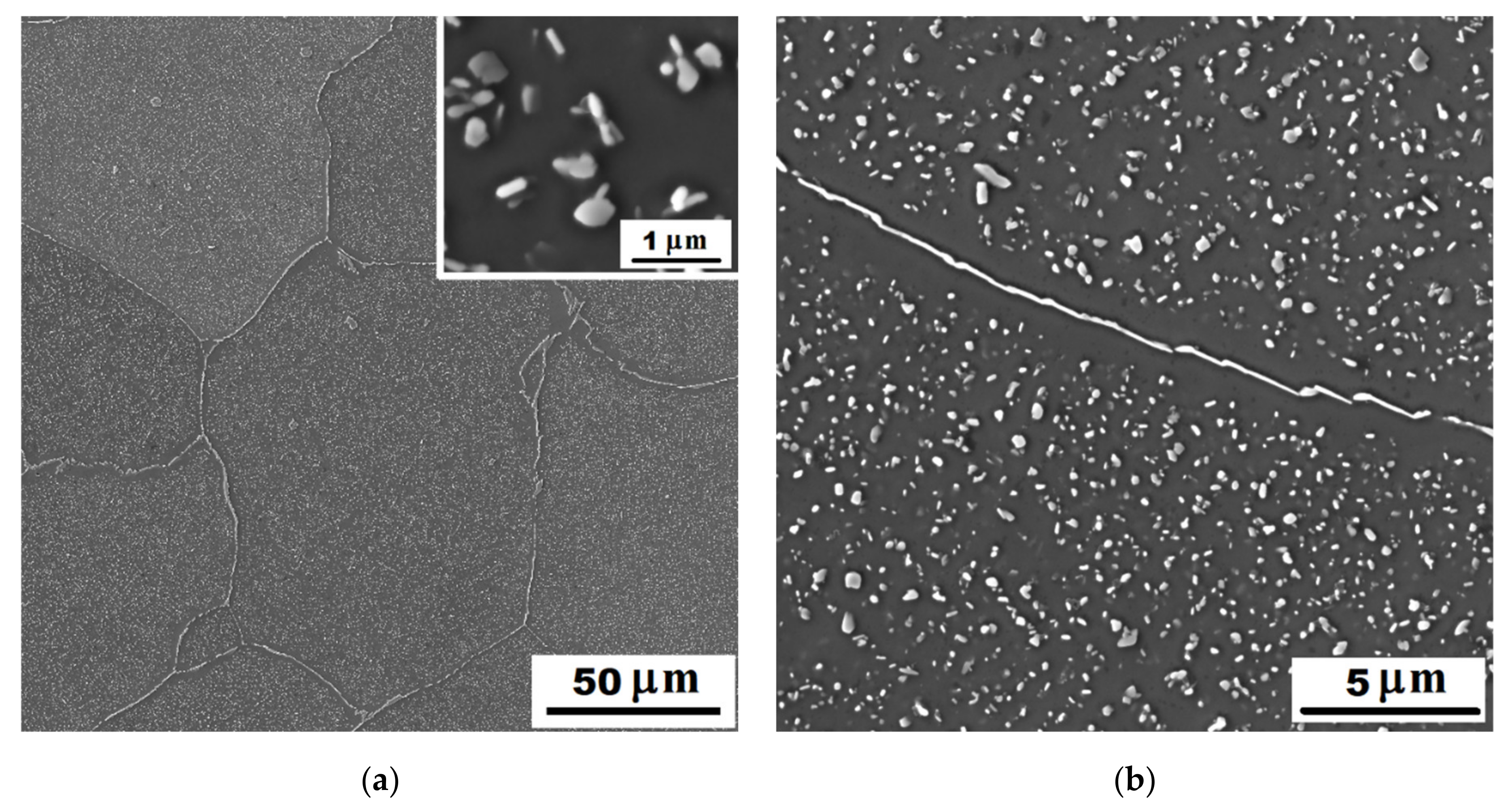
3.1.1. Structure of Alloys in the As-Cast State
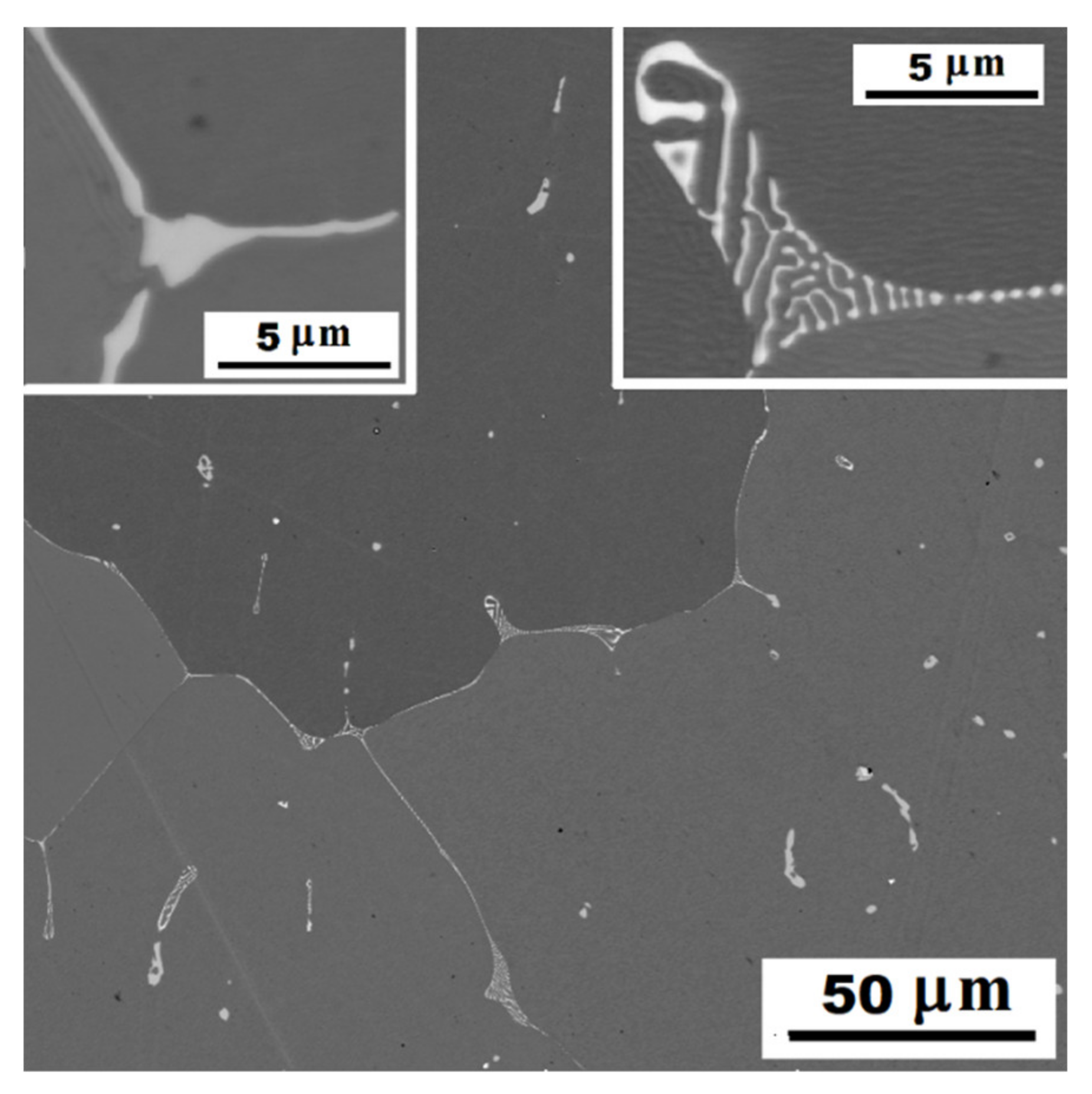
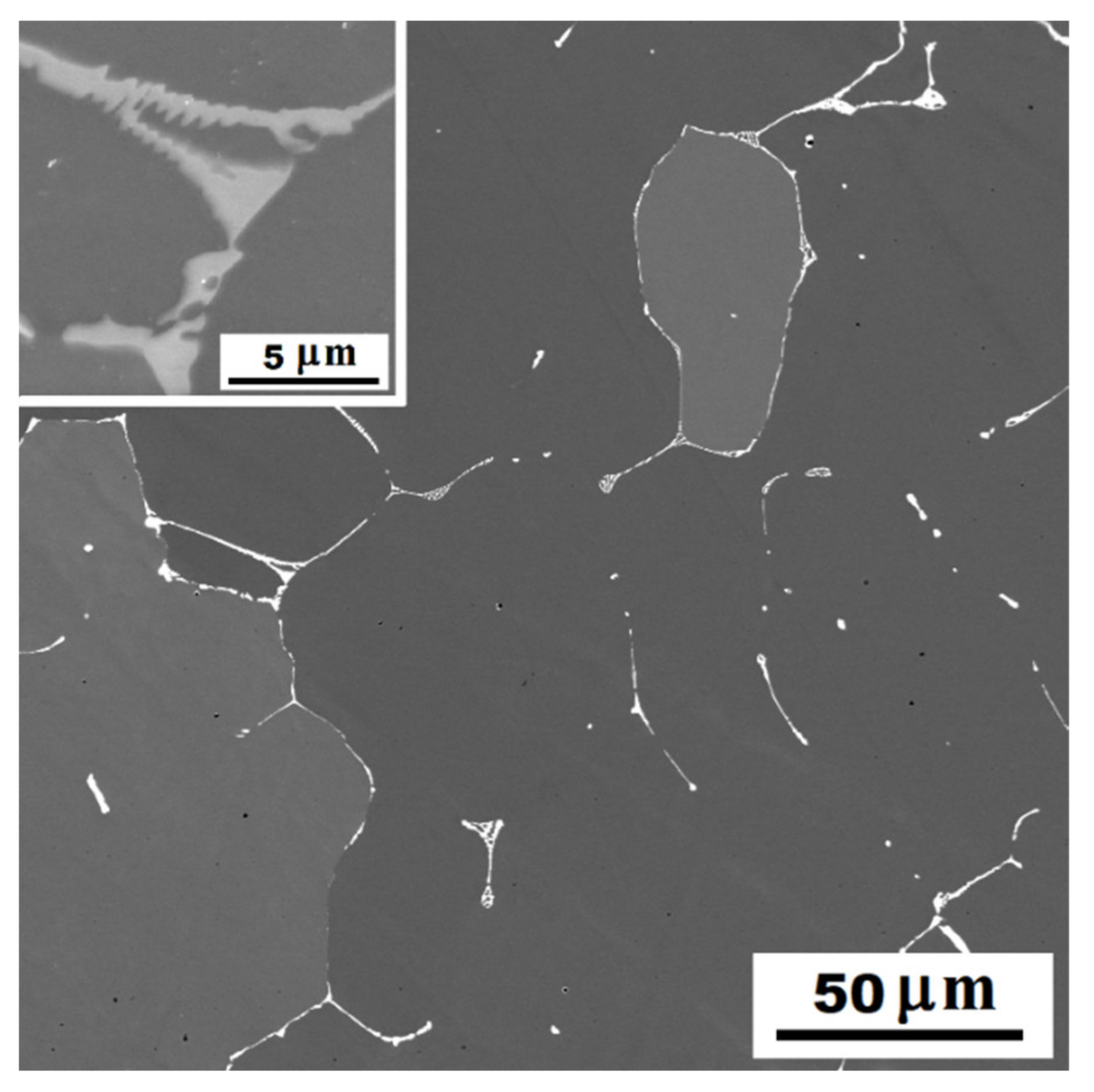
3.1.2. Structure of Alloys in the Annealed State
3.2. The High-Temperature Properties
3.2.1. The High-Temperature Yield Stress in Compression
3.2.2. The Dilatation Behaviour of Fe-28Al-15Si-2Mo and Fe-28Al-5Si-X Alloys
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vodičková, V.; Švec, M.; Hanus, P.; Novák, P.; Záděra, A.; Keller, V.; Prokopčáková, P.P. The Effect of Simultaneous Si and Ti/Mo Alloying on High-Temperature Strength of Fe3Al-Based Iron Aluminides. Molecules 2020, 25, 4268. [Google Scholar] [CrossRef] [PubMed]
- Stoloff, N. Iron aluminides: Present status and future prospects. Mater. Sci. Eng. A 1998, 258, 1–14. [Google Scholar] [CrossRef]
- Deevi, S.; Sikka, V. Nickel and iron aluminides: An overview on properties, processing, and applications. Intermetallics 1996, 4, 357–375. [Google Scholar] [CrossRef]
- McKamey, C.G. Iron Aluminides. In Physical Metallurgy and Processing of Intermetallic Compounds; Stoloff, N.S., Sikka, V.K., Eds.; Springer: Boston, MA, USA, 1996; pp. 351–391. [Google Scholar]
- Palm, M. Concepts derived from phase diagram studies for the strengthening of Fe–Al-based alloys. Intermetallics 2005, 13, 1286–1295. [Google Scholar] [CrossRef]
- Schneibel, J.; Specht, E.; Simpson, W. Solid solution strengthening in ternary B2 iron aluminides containing 3d transition elements. Intermetallics 1996, 4, 581–583. [Google Scholar] [CrossRef]
- Falat, L.; Schneider, A.; Sauthoff, G.; Frommeyer, G. Mechanical properties of Fe–Al–M–C (M=Ti, V, Nb, Ta) alloys with strengthening carbides and Laves phase. Intermetallics 2005, 13, 1256–1262. [Google Scholar] [CrossRef]
- Stein, F.; Palm, M.; Sauthoff, G. Structure and stability of Laves phases part II—structure type variations in binary and ternary systems. Intermetallics 2005, 13, 1056–1074. [Google Scholar] [CrossRef]
- Kratochvíl, P.; Švec, M.; Vodičková, V. The Effect of Low Concentrations Nb and C on the Structure and High-Temperature Strength of Fe3Al Aluminide. Met. Mater. Trans. A 2017, 48, 4093–4096. [Google Scholar] [CrossRef]
- Kejzlar, P.; Kratochvíl, P.; Král, R.; Vodičková, V. Phase Structure and High-Temperature Mechanical Properties of Two-Phase Fe-25Al-xZr Alloys Compared to Three-Phase Fe-30Al-xZr Alloys. Met. Mater. Trans. A 2013, 45, 335–342. [Google Scholar] [CrossRef]
- Kratochvíl, P.; Schindler, I. Hot rolling of iron aluminide Fe28.4Al4.1Cr0.02Ce (at%). Intermetallics 2007, 15, 436–438. [Google Scholar] [CrossRef]
- Krein, R.; Schneider, A.; Sauthoff, G.; Frommeyer, G. Microstructure and mechanical properties of Fe3Al-based alloys with strengthening boride precipitates. Intermetallics 2007, 15, 1172–1182. [Google Scholar] [CrossRef]
- Kratochvíl, P.; Vodičková, V.; Hakl, J.; Vlasák, T.; Hanus, P.; Pešička, J. High temperature mechanical properties of Fe28Al4Cr alloy with additives TiB2 and Zr. Intermetallics 2010, 18, 1365–1368. [Google Scholar] [CrossRef]
- Šíma, V.; Kratochvíl, P.; Kozelský, P.; Schindler, I.; Hána, P. FeAl-based alloys cast in an ultrasound field. Int. J. Mater. Res. 2009, 100, 382–385. [Google Scholar] [CrossRef]
- Marker, M.C.; Skolyszewska-Kühberger, B.; Effenberger, H.S.; Schmetterer, C.; Richter, K.W. Phase equilibria and structural investigations in the system Al–Fe–Si. Intermetallics 2011, 19, 1919–1929. [Google Scholar] [CrossRef]
- Li, H.; Zhang, J.; Young, D.J. Oxidation of Fe–Si, Fe–Al and Fe–Si–Al alloys in CO2–H2O gas at 800 °C. Corros. Sci. 2012, 54, 127–138. [Google Scholar] [CrossRef]
- Novák, P.; Zelinková, M.; Šerák, J.; Michalcová, A.; Novák, M.; Vojtěch, D. Oxidation resistance of SHS Fe–Al–Si alloys at 800 °C in air. Intermetallics 2011, 19, 1306–1312. [Google Scholar] [CrossRef]
- Novak, P.; Šerák, J.; Vojtěch, D.; Zelinková, M.; Mejzlíková, L.; Michalcová, A. Effect of Alloying Elements on Microstructure and Properties of Fe-Al and Fe-Al-Si Alloys Produced by Reactive Sintering. Key Eng. Mater. 2011, 465, 407–410. [Google Scholar] [CrossRef]
- Nová, K.; Novák, P.; Průša, F.; Kopeček, J.; Čech, J. Synthesis of Intermetallics in Fe-Al-Si System by Mechanical Alloying. Metals 2018, 9, 20. [Google Scholar] [CrossRef] [Green Version]
- Novák, P.; Vanka, T.; Nová, K.; Stoulil, J.; Průša, F.; Kopeček, J.; Haušild, P.; Laufek, F. Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying. Materials 2019, 12, 2463. [Google Scholar] [CrossRef] [Green Version]
- Novák, P.; Nová, K. Oxidation Behavior of Fe–Al, Fe–Si and Fe–Al–Si Intermetallics. Materials 2019, 12, 1748. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rubacha, K.; Godlewska, E.; Mars, K. Behaviour of a silicon-rich coating on Ti-46Al-8Ta (at.%) in hot-corrosion environments. Corros. Sci. 2017, 118, 158–167. [Google Scholar] [CrossRef]
- Kratochvíl, P.; Dobeš, F.; Vodičková, V. The effect of silicon on the structure of Fe-40 at.% Al type alloys with high contents of carbon (1.9–3.8at.%). Intermetallics 2009, 17, 39–45. [Google Scholar] [CrossRef]
- Dobeš, F.; Kratochvíl, P.; Vodičková, V. The effect of carbon and silicon additions on the creep properties of Fe-40 at. % Al type alloys at elevated temperatures. Intermetallics 2011, 19, 1526–1532. [Google Scholar] [CrossRef]
- Hidnert, P.; Krider, H. Thermal expansion of aluminum and some aluminum alloys. J. Res. Natl. Inst. Stand. Technol. 1952, 48, 209. [Google Scholar] [CrossRef]
- Hull, F.C.; Hwang, S.K.; Wells, J.M.; Jaffee, R.I. Effect of composition on thermal expansion of alloys used in power generation. J. Mater. Eng. 1987, 9, 81–92. [Google Scholar] [CrossRef]
- Porter, W.; Maziasz, P. Thermal expansion data on several iron- and nickel-aluminide alloys. Scr. Met. Mater. 1993, 29, 1043–1048. [Google Scholar] [CrossRef]
- Svec, M.; Kejzlar, P. The influence of ternary alloying element in iron aluminides on coefficient of thermal expansion. Met. Mater. 2016, 54, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Siemers, C.; Zahra, B.; Ksiezyk, D.; Rokicki, P.; Spotz, Z.; Fusova, L.; Rösler, J.; Saksl, K. Chip Formation and Machinability of Nickel-Base Superalloys. Adv. Mater. Res. 2011, 278, 460–465. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Švec, M.; Vodičková, V.; Hanus, P.; Pazourková Prokopčáková, P.; Čamek, L.; Moravec, J. Effect of Higher Silicon Content and Heat Treatment on Structure Evolution and High-Temperature Behaviour of Fe-28Al-15Si-2Mo Alloy. Materials 2021, 14, 3031. https://doi.org/10.3390/ma14113031
Švec M, Vodičková V, Hanus P, Pazourková Prokopčáková P, Čamek L, Moravec J. Effect of Higher Silicon Content and Heat Treatment on Structure Evolution and High-Temperature Behaviour of Fe-28Al-15Si-2Mo Alloy. Materials. 2021; 14(11):3031. https://doi.org/10.3390/ma14113031
Chicago/Turabian StyleŠvec, Martin, Věra Vodičková, Pavel Hanus, Petra Pazourková Prokopčáková, Libor Čamek, and Jaromír Moravec. 2021. "Effect of Higher Silicon Content and Heat Treatment on Structure Evolution and High-Temperature Behaviour of Fe-28Al-15Si-2Mo Alloy" Materials 14, no. 11: 3031. https://doi.org/10.3390/ma14113031
APA StyleŠvec, M., Vodičková, V., Hanus, P., Pazourková Prokopčáková, P., Čamek, L., & Moravec, J. (2021). Effect of Higher Silicon Content and Heat Treatment on Structure Evolution and High-Temperature Behaviour of Fe-28Al-15Si-2Mo Alloy. Materials, 14(11), 3031. https://doi.org/10.3390/ma14113031