
Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
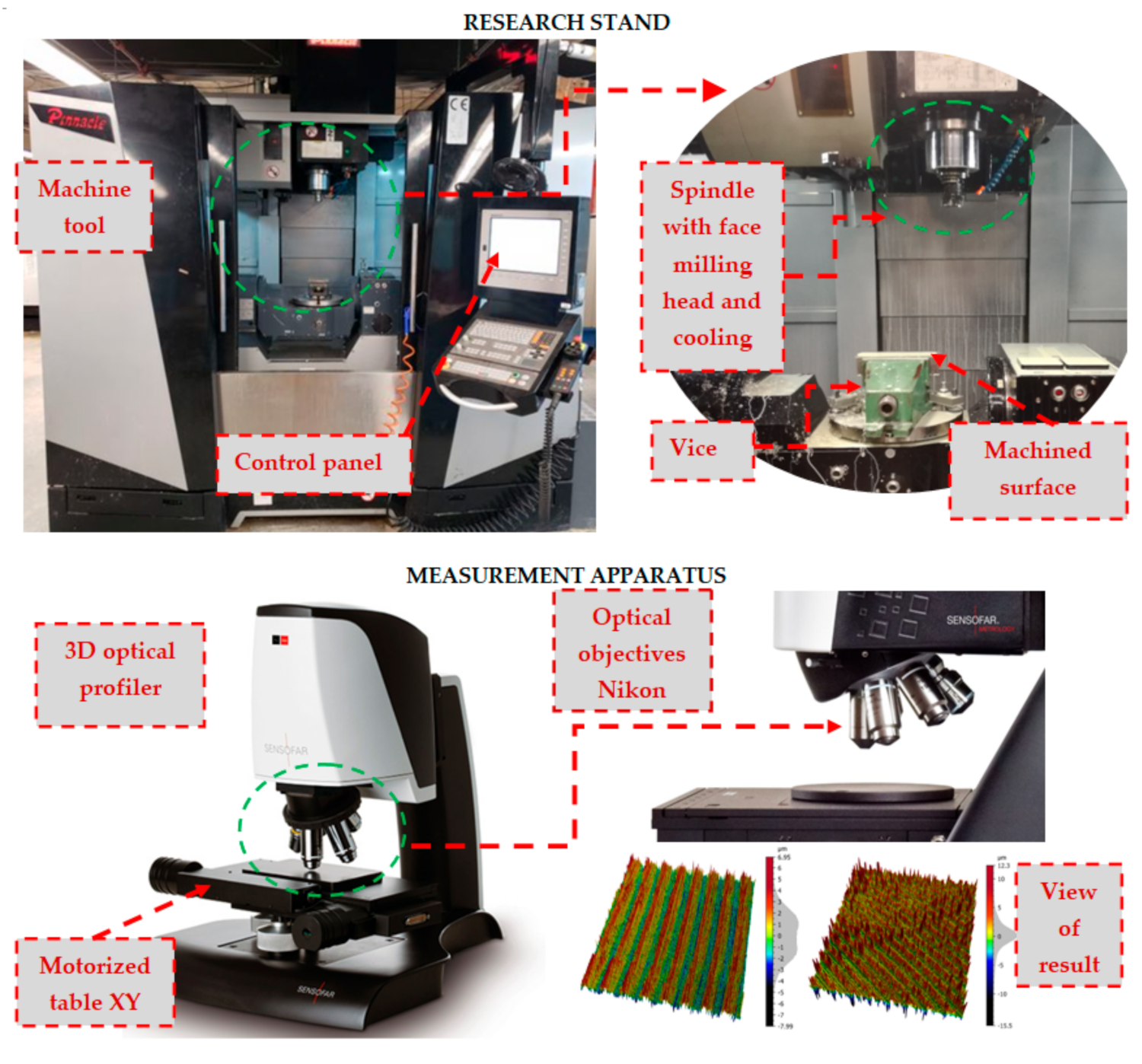
2.2. Machine Tool and Cutting Tool
2.3. Face Milling Strategies
2.4. Measurement Methodology of Surface Roughness of the Main Side of Plates
- Topography: 1353 × 23,632 pixels
- Pixel size: 2.6 µm/pixel
- Z-Scan step of 12 μm
- Threshold 3%
- Algorithm: Confocal Fusion
2.5. Mathematical Models for Prediction of the Surface Roughness
3. Results and Discussion
4. Comparison of Mathematical Models and Experimental Surface Roughness
5. Conclusions
- The cold rolling direction of tested thin aluminium alloy plates does not affect the roughness of face-milled surfaces. The lowest values of Ra = 0.34 µm were calculated from a mean profile for the S#3 strategy for an 8-mm-thick plate in the transverse rolling direction. For the longitudinal rolling direction, the same plate thickness and almost the same value of Ra = 0.35 µm were calculated from a mean profile.
- The thickness of the face-milled aluminium alloy plates did not significantly affect the 2D and 3D parameters of surface roughness. The highest values of surface roughness 2D parameters were measured for a 6-mm-thick plate milled with the S#2 strategy, Ra = 0.46 µm for the transverse rolling direction and Ra = 0.48 µm for the longitudinal rolling direction.
- No effect of the strategy of removal of material layers from both sides of the plate, which may contain residual stresses after cold rolling, on the values of surface roughness parameters was observed. The lowest values of 2D surface roughness parameters were obtained for strategy S#3, Ra = 0.34 ± 0.07 µm, and the highest values for strategy S#2, Ra = 0.48 ± 0.44 µm.
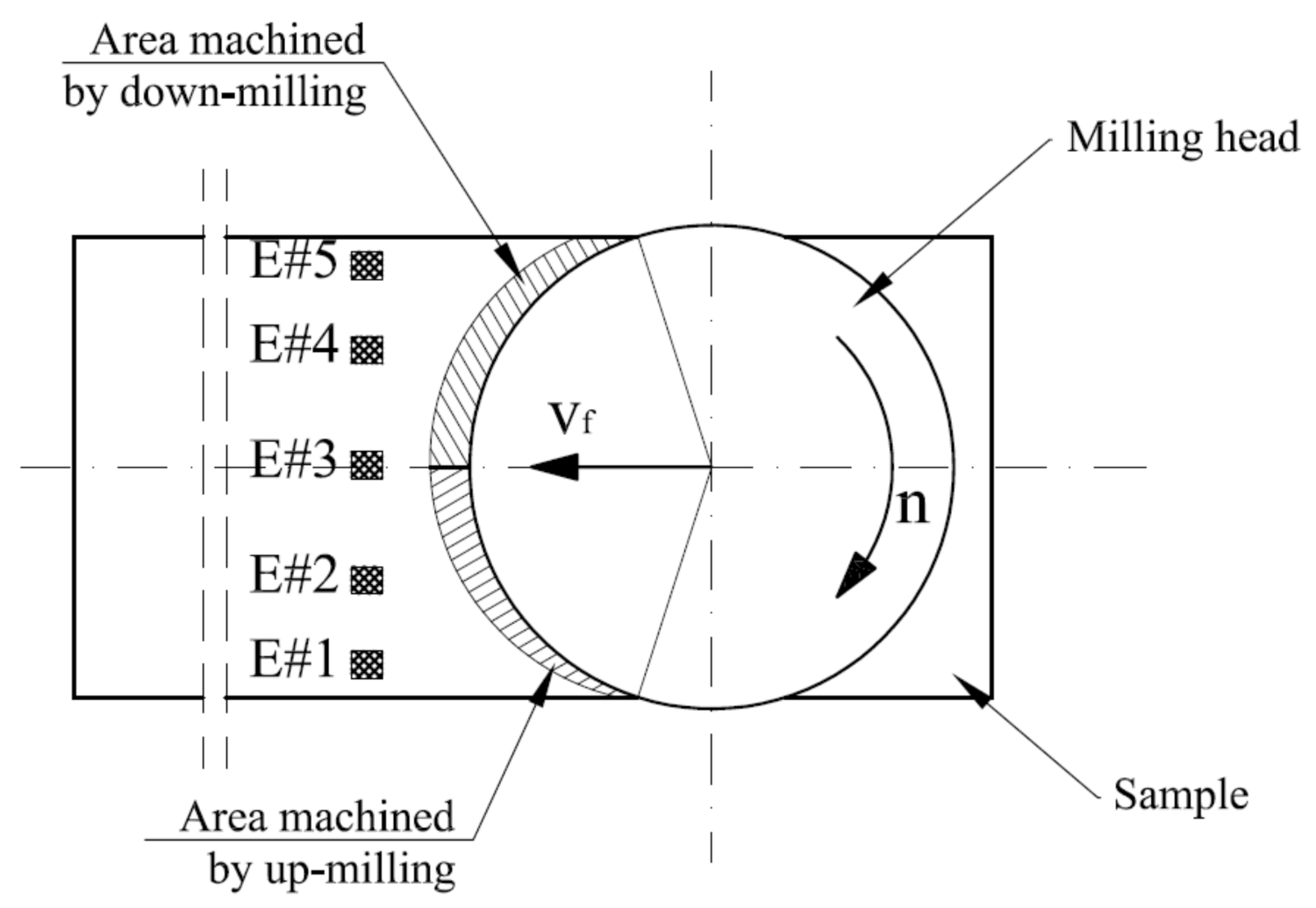
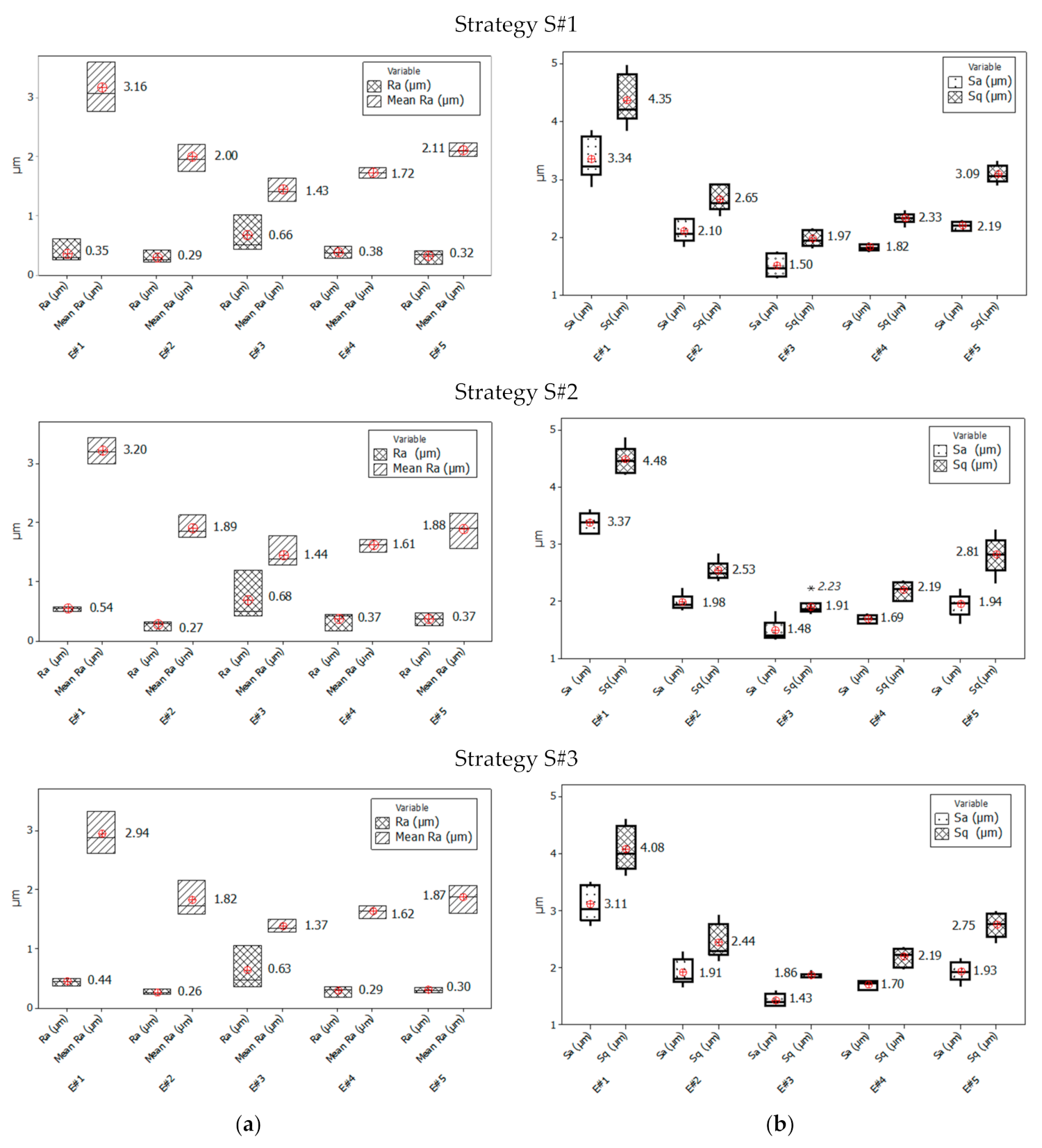
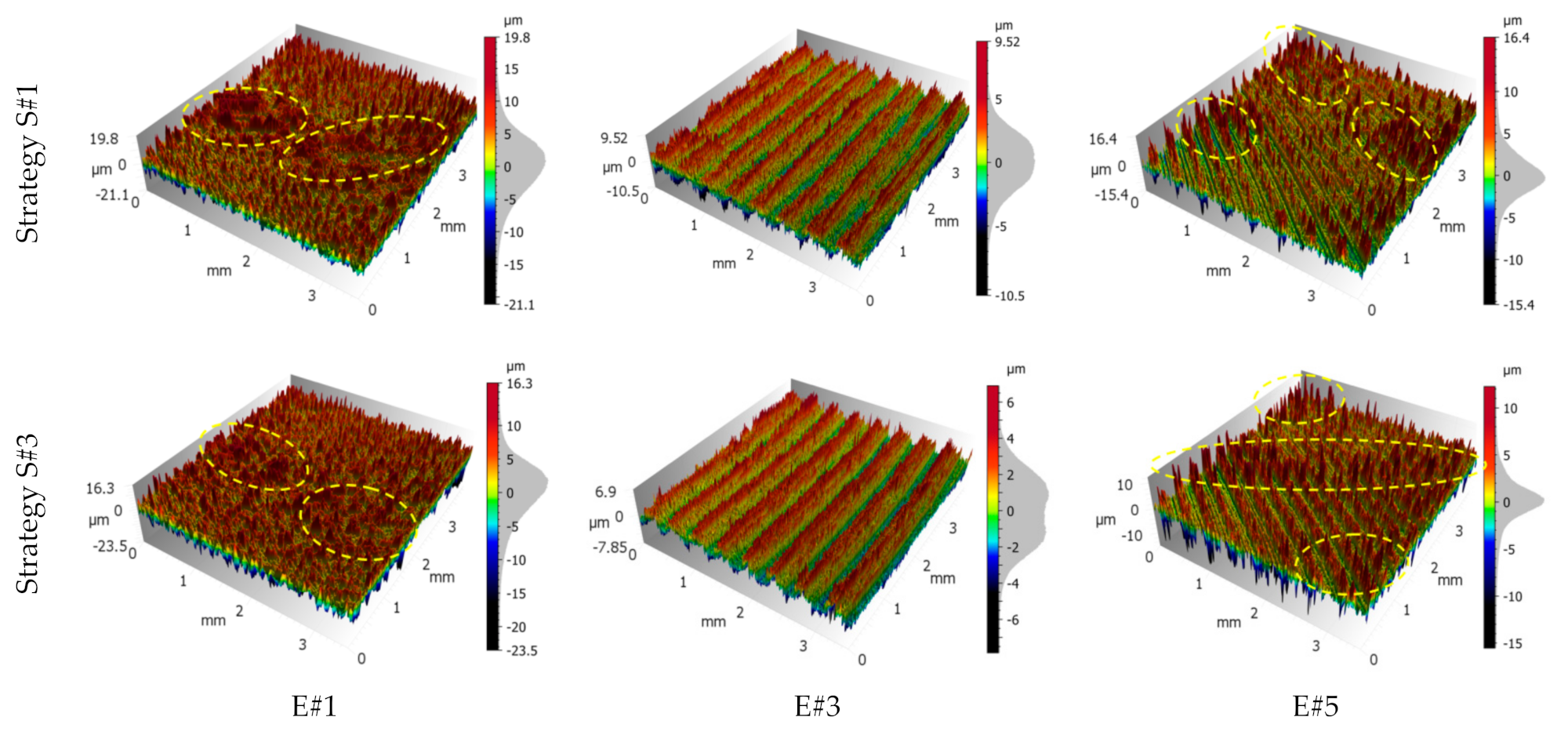
- The phenomenon of the face milling cutter axis position in relation to the machined area effect on surface roughness parameters was observed. The worst values of 2D surface roughness parameters were measured in the areas of the blade transition from the up-milling direction to the down-milling direction (tool axis path) for all analysed strategies (Ra = 0.63–0.68 µm). The best values were obtained for the up-milling direction but in the area of the smooth execution of the process (Ra = 0.26–0.29 µm). In the up-milling areas, which were the areas of the blade entry into the material (E#1), the mean values of the surface roughness parameters were twice as high in relation to centre zones (#E3) and were as follows: Ra = 2.62–3.60 µm, Sa = 3.04–3.38 µm, and Sq = 4.01–4.45 µm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A5 | elongation at break |
| D | diameter of milling head |
| E#1, E#2, E#3, E#4, E#5 | areas of surface roughness measurement |
| L | length of samples |
| L_R | longitudinal cold rolling direction |
| Ra | 2D surface roughness parameter |
| Rm | tensile strength |
| Rp0.2 | yield stress |
| S#1, S#2, S#3 | face milling strategies |
| Sa, Sp, Sq, Sv, Sz | 3D surface roughness parameters |
| T_R | transversal cold rolling direction |
| T | thickness of samples |
| Tbs | thickness of material removed from the back of the sample |
| Tms | thickness of material removed from the main side of the sample |
| Ttot | total thickness of material removed from both sides of the sample |
| W | width of samples |
| ae | width of cut |
| ap1_1, ap1_2, ap2_1, ap2_2, ap2_3, ap2_4, ap3_1, ap3_2, ap3_3 | depths of cut for given strategies |
| fz | feed per tooth |
| n | rotational speed |
| rε | corner radius |
| vc | cutting speed |
| vf | feed velocity |
| z | number of teeth |
| αo, αo′ | clearance angle and minor clearance angle |
| γo, γo′ | rake angle and minor rake angle |
| κr, κr′ | cutting edge angle and minor cutting edge angle |
| δ | angle determined by graphical methods [30] |
| θ | angle determined by graphical methods [30] |
References
- Coyle, E.D.; Simmons, R.A. Understanding the Global Energy Crisis; Purdue University Press: West Lafayette, IN, USA, 2014; p. 305. [Google Scholar]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Goni, J.; Egizabal, P.; Coleto, J.; Mitxelena, I.; Leunda, I.; Guridi, R.J. High performance automotive and railway components made from novel competitive aluminium composites. Mater. Sci. Technol. 2003, 19, 931–934. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Starke, E.A., Jr.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; El Rayes, M.M.; Soliman, M.S. Artificial intelligence monitoring of hardening methods and cutting conditions and their effects on surface roughness, performance, and finish turning costs of solid-state recycled aluminum alloy 6061 chips. Metals 2018, 8, 394. [Google Scholar] [CrossRef] [Green Version]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; Soliman, M.S.; El Rayes, M.M. ANN surface roughness optimization of AZ61 magnesium alloy finish turning: Minimum machining times at prime machining costs. Materials 2018, 11, 808. [Google Scholar] [CrossRef] [Green Version]
- The International Organization for Standardization. ISO 6361-4:2014. Wrought Aluminium and Aluminium Alloys—Sheets, Strips and Plates—Part 4: Sheets and Plates: Tolerances on Shape and Dimensions; The International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- Umamaheshwer Rao, A.C.; Vasu, V.; Govindaraju, M.; Sai Srinadh, K.V. Influence of cold rolling and annealing on the tensile properties of aluminium 7075 alloy. Proced. Mater. Sci. 2014, 5, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Chen, X.; Pan, F.; Mao, J.; Fang, Y. Effects of cold rolling and heat treatment on microstructure a mechanical properties of AA 5052 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2481–2489. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural evolution of cold-rolled AA7075 sheet during solution treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef]
- Najib, L.M.; Alisibramulisi, A.; Amin, N.M.; Bakar, I.A.A.; Hasim, S. The effect of rolling direction to the tensile properties of AA5083 specimen. In InCIEC 2014: Innovative Construction Materials and Structures; Hassan, R., Yusoff, M., Alisibramulisi, A., Mohd Amin, N., Ismail, Z., Eds.; Springer: Singapore, 2015. [Google Scholar]
- Robinson, J.S.; Pirling, T.; Truman, C.E.; Panzner, T. Residual stress relief in the aluminium alloy 7075. Mater. Sci. Technol. 2017, 33, 1765–1775. [Google Scholar] [CrossRef]
- Pan, R.; Zheng, J.; Zhang, Z.; Lin, J. Cold rolling influence on residual stresses evolution in heat-treated AA7xxx T-section panels. Mater. Manuf. Process. 2019, 34, 431–446. [Google Scholar] [CrossRef]
- Hattori, N.; Matsumoto, R.; Utsunomiya, H. Residual stress distribution through thickness in cold-rolled aluminum sheet. Key Eng. Mater. 2014, 622, 1000–1007. [Google Scholar] [CrossRef]
- Dobrzynski, M.; Chuchala, D.; Orlowski, K.A.; Kaczmarczyk, M. Experimental research of the effect of face milling strategy on the flatness deviations. Mater. Manuf. Process. 2021, 36, 235–244. [Google Scholar] [CrossRef]
- Ding, Z.H.; Cui, F.K.; Liu, Y.B.; Li, Y.; Xie, K.G.A. Model of surface residual stress distribution of cold rolling spline. Hindawi Math. Probl. Eng. 2017, 21. [Google Scholar] [CrossRef] [Green Version]
- Mutafi, A.; Yidris, N.; Koloor, S.S.R.; Petrů, M. Numerical prediction of residual stresses distribution in thin-walled press-braked stainless steel sections. Materials 2020, 13, 5378. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, Y.; Tong, Z.; Tong, S. Residual stress distribution design for gear surfaces based on genetic algorithm optimization. Materials 2021, 14, 366. [Google Scholar] [CrossRef]
- Sedlak, J.; Osicka, P.; Chladil, J.; Jaros, A.; Polzer, A. Residual stress when face milling aluminium alloys. MM Sci. J. 2018, 11, 2530–2535. [Google Scholar] [CrossRef]
- Dobrzynski, M.; Chuchala, D.; Orlowski, K.A. The effect of alternative cutter paths on flatness deviations in the face milling of aluminum plate parts. J. Mach. Eng. 2018, 18, 80–87. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, D.Y.; Guzeev, V.I.; Krolczyk, G.; Mia, M.; Wojciechowski, S. Modeling flatness deviation in face milling considering angular movement of the machine tool system components and tool flank wear. Precis. Eng. 2018, 54, 327–337. [Google Scholar] [CrossRef]
- Bustillo, A.; Pimenov, D.Y.; Mia, M.; Kapłonek, W. Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J. Intell. Manuf. 2021, 32, 895–912. [Google Scholar] [CrossRef]
- Nowakowski, L.; Skrzyniarz, M.; Blasiak, S.; Bartoszuk, M. Influence of the cutting strategy on the temperature and surface flatness of the workpiece in face milling. Materials 2020, 13, 4542. [Google Scholar] [CrossRef] [PubMed]
- Blawucki, S.; Zaleski, K. The effect of the aluminium alloy surface roughness on the restitution coefficient. Adv. Sci. Technol. Res. J. 2015, 9, 66–71. [Google Scholar] [CrossRef] [Green Version]
- Gogolin, A.; Wasilewski, M.; Ligus, G.; Wojciechowski, S.; Gapinski, B.; Krolczyk, J.B.; Zajac, D.; Krolczyk, G.M. Influence of geometry and surface morphology of the U-tube on the fluid flow in the range of various velocities. Measurement 2020, 164. [Google Scholar] [CrossRef]
- Zagorski, I.; Warda, T. Effect of technological parameters on the surface roughness of aluminium alloys after turning. Adv. Sci. Technol. Res. J. 2018, 12, 144–149. [Google Scholar] [CrossRef]
- Boothroyd, G.; Knight, W.A. Fundamentals of Machining and Machine Tools, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2005; p. 168. [Google Scholar]
- Gu, J.; Barber, G.C.; Jiang, Q.; Tung, S. Surface roughness model for worn inserts of face milling: Part I—Factors that affect arithmetic surface roughness. Tribol. Trans. 2001, 44, 47–52. [Google Scholar] [CrossRef]
- Wang, R.; Wang, B.; Barber, G.C.; Gu, J.; Schall, J.D. Models for prediction of surface roughness in a face milling process using triangular inserts. Lubricants 2019, 7, 9. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, D.Y.; Hassui, A.; Wojciechowski, S.; Mia, M.; Magri, A.; Suyama, D.I.; Bustillo, A.; Krolczyk, G.; Gupta, M.K. Effect of the relative position of the face milling tool towards the workpiece on machined surface roughness and milling dynamics. Appl. Sci. 2019, 9, 842. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, D.Y. Experimental research of face mill wear effect to flat surface roughness. J. Frict. Wear 2014, 35, 250–254. [Google Scholar] [CrossRef]
- Aslantas, K.; Danish, M.; Hasçelik, A.; Mia, M.; Gupta, M.; Ginta, T.; Ijaz, H. Investigations on surface roughness and tool wear characteristics in micro-turning of Ti-6Al-4V alloy. Materials 2020, 13, 2998. [Google Scholar] [CrossRef]
- Jebaraj, M.; Pradeep Kumar, M.; Yuvaraj, N.; Mujibar Rahman, G. Experimental study of the influence of the process parameters in the milling of Al6082-T6 alloy. Mater. Manuf. Process. 2019, 34, 1411–1427. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on facemill teeth. J. Intell. Manuf. 2018, 29, 1045–1061. [Google Scholar] [CrossRef] [Green Version]
- Ali, R.A.; Mia, M.; Khan, A.M.; Chen, W.; Gupta, M.K.; Pruncu, C.I. Multi-response optimization of face milling performance considering tool path strategies in machining of Al-2024. Materials 2019, 12, 1013. [Google Scholar] [CrossRef] [Green Version]
- Bagci, E.; Yüncüoğlu, E.U. The effects of milling strategies on forces, material removal rate, tool deflection, and surface errors for the rough machining of complex surfaces. Strojniški vestnik J. Mech. Eng. 2017, 63, 643–656. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.A.; Bhuiyan, M.S.; Sharma, S.; Kamal, M.S.; Imtiaz, M.M.M.; Alfaify, A.; Nguyen, T.-T.; Khanna, N.; Sharma, S.; Gupta, M.K.; et al. Influence of feed rate response (FRR) on chip formation in micro and macro machining of al alloy. Metals 2021, 11, 159. [Google Scholar] [CrossRef]
- Lukic, D.; Cep, R.; Vukman, J.; Antic, A.; Djurdjev, M.; Milosevic, M. Multi-criteria selection of the optimal parameters for high-speed machining of aluminum alloy Al7075 thin-walled parts. Metals 2020, 10, 1570. [Google Scholar] [CrossRef]
- Duplák, J.; Hatala, M.; Dupláková, D.; Steranka, J. Comprehensive analysis and study of the machinability of a high strength aluminum alloy (EN AW-AlZn5.5MgCu) in the high-feed milling. Adv. Prod. Eng. Manag. 2018, 13, 455–465. [Google Scholar] [CrossRef]
- Duplák, J.; Hatala, M.D.; Steranka, J. Evaluation of time efficiency of high feed milling. TEM J. 2018, 7, 13–18. [Google Scholar] [CrossRef]
- Pawanra, S.; Garga, G.K.; Routroya, S. Multi-objective optimization of machining parameters to minimize surface roughness and power consumption using TOPSIS. Proced. CIRP 2019, 86, 116–120. [Google Scholar] [CrossRef]
- Abbas, A.T.; Anwar, S.; Abdelnasser, E.; Luqman, M.; Qudeiri, J.E.A.; Elkaseer, A. Effect of different cooling strategies on surface quality and power consumption in finishing end milling of stainless steel 316. Materials 2021, 14, 903. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2021, 62, 179–201. [Google Scholar] [CrossRef]
- Maruda, R.W.; Wojciechowski, S.; Szczotkarz, N.; Legutko, S.; Mia, M.; Gupta, M.K.; Nieslony, P.; Krolczyk, G.M. Metrological analysis of surface quality aspects in minimum quantity cooling lubrication. Measurement 2021, 171. [Google Scholar] [CrossRef]
- Jebaraj, M.; Pradeep Kumar, M. Effect of cryogenic CO2 and LN2 coolants in milling of aluminum alloy. Mater. Manuf. Process. 2019, 34, 511–520. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Singh, G.R.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 55–69. [Google Scholar] [CrossRef]
- Zhenyu, S.; Luning, L.; Zhanqiang, L. Influence of dynamic effects on surface roughness for face milling process. Int. J. Adv. Manuf. Technol. 2015, 80, 1823–1831. [Google Scholar] [CrossRef]
- The European Committee for Standardization. EN-485:2016. Aluminium and Aluminium Alloys—Sheet, Strip and Plate; The European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- Karkalos, N.E.; Efkolidis, N.; Kyratsis, P.; Markopoulos, A.P. A comparative study between regression and neural networks for modeling Al6082-T6 alloy drilling. Machines 2019, 7, 13. [Google Scholar] [CrossRef] [Green Version]
- The International Organization for Standardization. ISO 513:2012. Classification and Application of Hard Cutting Materials for Metal Removal with Defined Cutting Edges—Designation of the Main Groups and Groups of Application; The International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Bhushan, R.K.; Kumar, S.; Das, S. Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int. J. Adv. Manuf. Technol. 2010, 50, 459–469. [Google Scholar] [CrossRef]
- Leach, R. Characterisation of Areal Surface Texture, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2013; p. 353. [Google Scholar]
- Leach, R. Optical Measurement of Surface Topography, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2011; p. 323. [Google Scholar]
- The International Organization for Standardization. ISO 25178-2:2012. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; The International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- The International Organization for Standardization. ISO 16610-61:2015. Geometrical Product Specification (GPS)—Filtration—Part 61: Linear Areal Filters—Gaussian Filters; The International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- The International Organization for Standardization. SO 4287:1997. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; The International Organization for Standardization: Geneva, Switzerland, 1997. [Google Scholar]
- Nowakowski, L.; Miko, E. Models for prediction of Ra roughness parameters of milled surfaces. Mechanik 2015, 8–9, 82–90. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Component Elements | Value | Content |
|---|---|---|
| Aluminium, Al | 95.2–98.3 | % |
| Chromium, Cr | ≤0.25 | % |
| Copper, Cu | ≤0.10 | % |
| Iron, Fe | ≤0.50 | % |
| Magnesium, Mg | 0.6–1.2 | % |
| Manganese, Mn | 0.4–1.0 | % |
| Silicon, Si | 0.7–1.3 | % |
| Titanium, Ti | ≤0.10 | % |
| Zinc, Zn | ≤0.20 | % |
| Other, total | ≤0.15 | % |
| Name of Dimension | Value | Unit |
|---|---|---|
| Diameter of milling head, D | 63 | mm |
| Number of teeth, z | 5 | - |
| Corner radius, rε | 0.8 | mm |
| Tool rake angle, γo | 10° | degrees |
| Tool minor rake angle, γo′ | 10° | degrees |
| Tool clearance angle, αo | 11° | degrees |
| Tool minor clearance angle, αo′ | 15° | degrees |
| Tool cutting edge angle, κr | 90° | degrees |
| Tool minor cutting edge angle, κr′ | 5° | degrees |
| Name of Dimension | Value | Unit |
|---|---|---|
| Rotational speed, n | 1400 | min−1 |
| Cutting speed, vc | 264 | m·min−1 |
| Feed velocity, vf | 600 | m·min−1 |
| Feed per tooth, fz | 0.086 | mm |
| Name of Strategy | Machining Side of Plates | Value of Layer Thickness (mm) | Depth-of-Cut Symbol | Depth-of-Cut Value (mm) |
|---|---|---|---|---|
| Strategy S#1 | Main side, Tms | 1.00 | ap1_1 | 0.75 |
| ap1_2 | 0.25 | |||
| Strategy S#2 | Back side, Tbs | 0.50 | ap2_1 | 0.25 |
| ap2_2 | 0.25 | |||
| Main side, Tms | 0.50 | ap2_3 | 0.25 | |
| ap2_4 | 0.25 | |||
| Strategy S#3 | Back side, Tbs | 0.25 | ap3_1 | 0.25 |
| Main side, Tms | 0.75 | ap3_2 | 0.50 | |
| ap3_3 | 0.25 |
| Sample Thickness | 6 | 6 | 8 | 8 | 12 | 12 | Max. | Min. | |
|---|---|---|---|---|---|---|---|---|---|
| Rolling Strategy | T_R | L_R | T_R | L_R | T_R | L_R | |||
| Strategy S#1 | |||||||||
| E#1 | Isotropy | 9.25 | 9.41 | 14.1 | 15.4 | 18.7 | 13.2 | 18.7 | 9.25 |
| First direction | 29.8° | 31.5° | 29.5° | 29.8° | 31.5° | 31.7° | 31.7° | 29.5° | |
| Second direction | 38.2° | 38.2° | 39.2° | 41.3° | 39.5° | 44.5° | 44.5° | 38.2° | |
| E#2 | Isotropy | 3.32 | 6.64 | 25.7 | 9.68 | 27.6 | 4.67 | 27.6 | 3.32 |
| First direction | 59.5° | 58.3° | 58.7° | 59.5° | 60.5° | 60.3° | 60.5° | 58.3° | |
| Second direction | 121° | 119° | 120° | 120° | 121° | 121° | 121° | 119° | |
| E#3 | Isotropy | 2.94 | 3.18 | 3.82 | 3.76 | 3.82 | 3.32 | 3.82 | 2.94 |
| First direction | 89.5° | 88.5° | 89° | 89° | 91° | 90.7° | 91° | 88.5° | |
| E#4 | Isotropy | 9.59 | 10.1 | 33.7 | 44.2 | 28.2 | 24.4 | 44.2 | 9.59 |
| First direction | 118° | 118° | 60.5° | 61.7° | 61.5° | 61.3° | 118° | 60.5° | |
| Second direction | 61.5° | 61.2° | 118° | 118° | 120° | 119° | 120° | 61.2° | |
| E#5 | Isotropy | 23.7 | 27.9 | 29.6 | 44.6 | 23 | 24.4 | 44.6 | 23 |
| First direction | 146° | 145° | 33° | 145° | 33.8° | 33° | 146° | 33° | |
| Second direction | 33.5° | 33° | 145° | 34° | 148° | 148° | 148° | 33° | |
| Strategy S#2 | |||||||||
| E#1 | Isotropy | 17.1 | 19 | 7.82 | 15.1 | 17.3 | 7.13 | 19 | 7.13 |
| First direction | 29.8° | 30.7° | 30° | 29.8° | 31.8° | 31.5° | 31.8° | 29.8° | |
| Second direction | 21.5° | 38.7° | 22.3° | 38.7° | 38.2° | 38° | 38.7° | 21.5° | |
| E#2 | Isotropy | 4.74 | 6.17 | 6.47 | 6.79 | 4.69 | 4.8 | 6.79 | 4.69 |
| First direction | 59.3° | 60° | 60° | 59.3° | 60.5° | 60° | 60.5° | 59.3° | |
| Second direction | 133° | 121° | 120° | 119° | 120° | 121° | 133° | 119° | |
| E#3 | Isotropy | 2.93 | 3.33 | 3.32 | 3.99 | 3.47 | 3.35 | 3.99 | 2.93 |
| First direction | 89° | 90.2° | 91.2° | 90.7° | 90.8° | 91° | 91.2° | 89° | |
| E#4 | Isotropy | 2.55 | 25.9 | 15.5 | 18.1 | 15.5 | 13.7 | 25.9 | 2.55 |
| First direction | 119° | 119° | 62° | 61.5° | 61.2° | 61.3° | 119° | 61.2° | |
| Second direction | 62° | 61.7° | 119° | 119° | 120° | 118° | 120° | 61.7° | |
| E#5 | Isotropy | 25.5 | 38.4 | 38.9 | 36.5 | 43.5 | 38.5 | 43.5 | 25.5 |
| First direction | 146° | 34° | 34.5° | 34° | 33° | 33.3° | 146° | 33° | |
| Second direction | 34° | 146° | 146° | 146° | 147° | 147° | 147° | 34° | |
| Strategy S#3 | |||||||||
| E#1 | Isotropy | 12.8 | 12.7 | 26.3 | 18.7 | 20.9 | 20 | 26.3 | 12.7 |
| First direction | 32° | 31.5° | 28.8° | 30° | 31.5° | 31.5° | 32° | 28.8° | |
| Second direction | 37.7° | 41° | 38° | 22.5° | 44.2° | 38° | 44.2° | 22.5° | |
| E#2 | Isotropy | 2.72 | 3.02 | 4.53 | 9.48 | 13.1 | 8.96 | 13.1 | 2.72 |
| First direction | 60.5° | 60.2° | 58.5° | 60.2° | 60.7° | 60.3° | 60.7° | 58.5° | |
| Second direction | 121° | 118° | 119° | 122° | 120° | 119° | 122° | 118° | |
| E#3 | Isotropy | 3.22 | 3.32 | 3.67 | 3.76 | 3.59 | 3.6 | 3.76 | 3.22 |
| First direction | 90.5° | 90.3° | 91.5° | 91.5° | 91° | 91° | 91.5° | 90.3° | |
| E#4 | Isotropy | 3.11 | 10.2 | 11 | 13.5 | 14.1 | 12.1 | 14.1 | 3.11 |
| First direction | 119° | 118° | 61.8° | 62.2° | 61° | 61.5° | 119° | 61° | |
| Second direction | 61.5° | 61° | 118° | 120° | 120° | 120° | 120° | 61° | |
| E#5 | Isotropy | 36.2 | 44.2 | 34.1 | 40.8 | 42.5 | 37.3 | 44.2 | 34.1 |
| First direction | 147° | 33.5° | 34.7° | 34.7° | 32.7° | 33.5° | 147° | 32.7° | |
| Second direction | 34.3° | 147° | 144° | 147° | 148° | 147° | 148° | 34.3° | |
| Face Milling Strategy | Sample Thickness (mm) | Rolling Strategy | Model #1 | Model #2 | |
|---|---|---|---|---|---|
| T_R | L_R | ||||
| Ra (µm) | |||||
| S#1 | 6 | 0.44 ± 0.33 | 0.40 ± 0.32 | 0.30 | 0.30 |
| 8 | 0.36 ± 0.10 | 0.39 ± 0.10 | |||
| 12 | 0.37 ± 0.10 | 0.46 ± 0.11 | |||
| S#2 | 6 | 0.46 ± 0.44 | 0.48 ± 0.31 | ||
| 8 | 0.46 ± 0.09 | 0.43 ± 0.10 | |||
| 12 | 0.41 ± 0.10 | 0.44 ± 0.09 | |||
| S#3 | 6 | 0.43 ± 0.36 | 0.45 ± 0.33 | ||
| 8 | 0.34 ± 0.07 | 0.35 ± 0.10 | |||
| 12 | 0.37 ± 0.10 | 0.36 ± 0.33 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuchala, D.; Dobrzynski, M.; Pimenov, D.Y.; Orlowski, K.A.; Krolczyk, G.; Giasin, K. Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials 2021, 14, 3036. https://doi.org/10.3390/ma14113036
Chuchala D, Dobrzynski M, Pimenov DY, Orlowski KA, Krolczyk G, Giasin K. Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials. 2021; 14(11):3036. https://doi.org/10.3390/ma14113036
Chicago/Turabian StyleChuchala, Daniel, Michal Dobrzynski, Danil Yurievich Pimenov, Kazimierz A. Orlowski, Grzegorz Krolczyk, and Khaled Giasin. 2021. "Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies" Materials 14, no. 11: 3036. https://doi.org/10.3390/ma14113036
APA StyleChuchala, D., Dobrzynski, M., Pimenov, D. Y., Orlowski, K. A., Krolczyk, G., & Giasin, K. (2021). Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials, 14(11), 3036. https://doi.org/10.3390/ma14113036