
Some Aspects of the Thermochemical Route for the Valorization of Plastic Wastes, Part I: Reduction of Iron Oxides by Polyvinyl Chloride (PVC)

 ,
, 
 , and
, and
Abstract
:1. Introduction
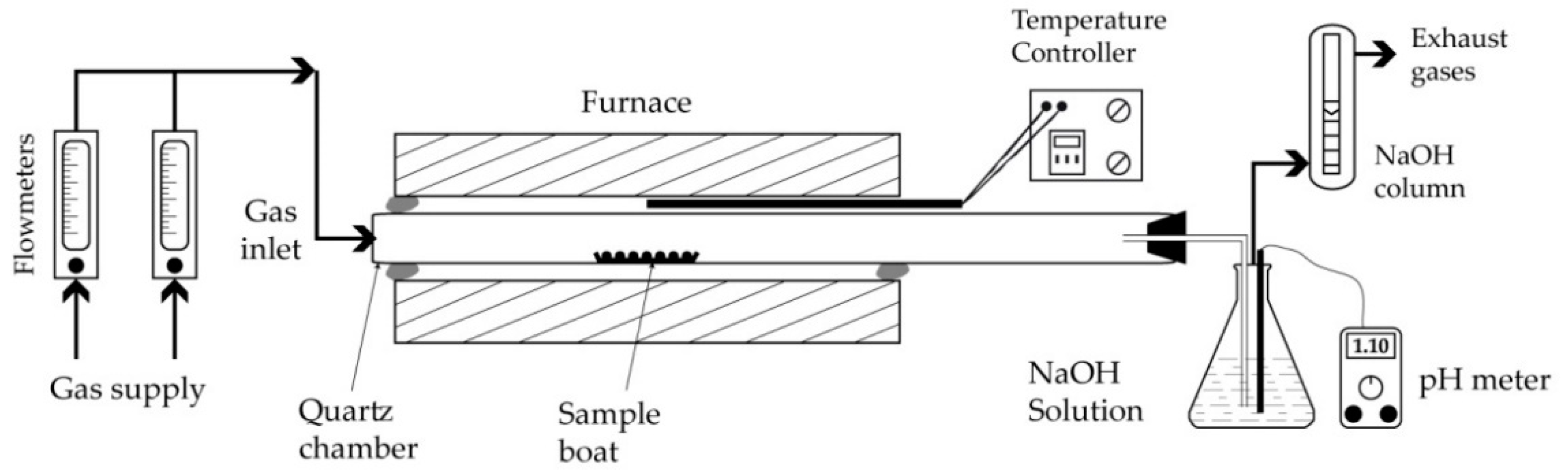
2. Materials and Methods
3. Results
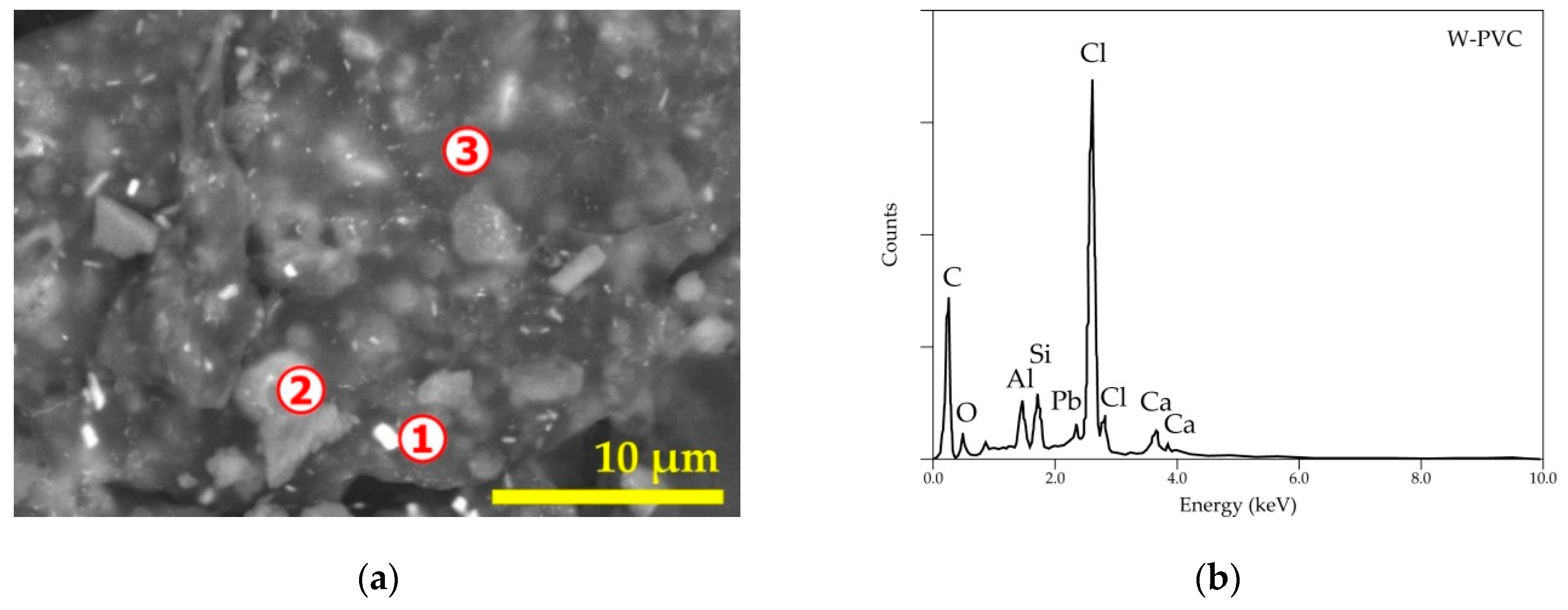
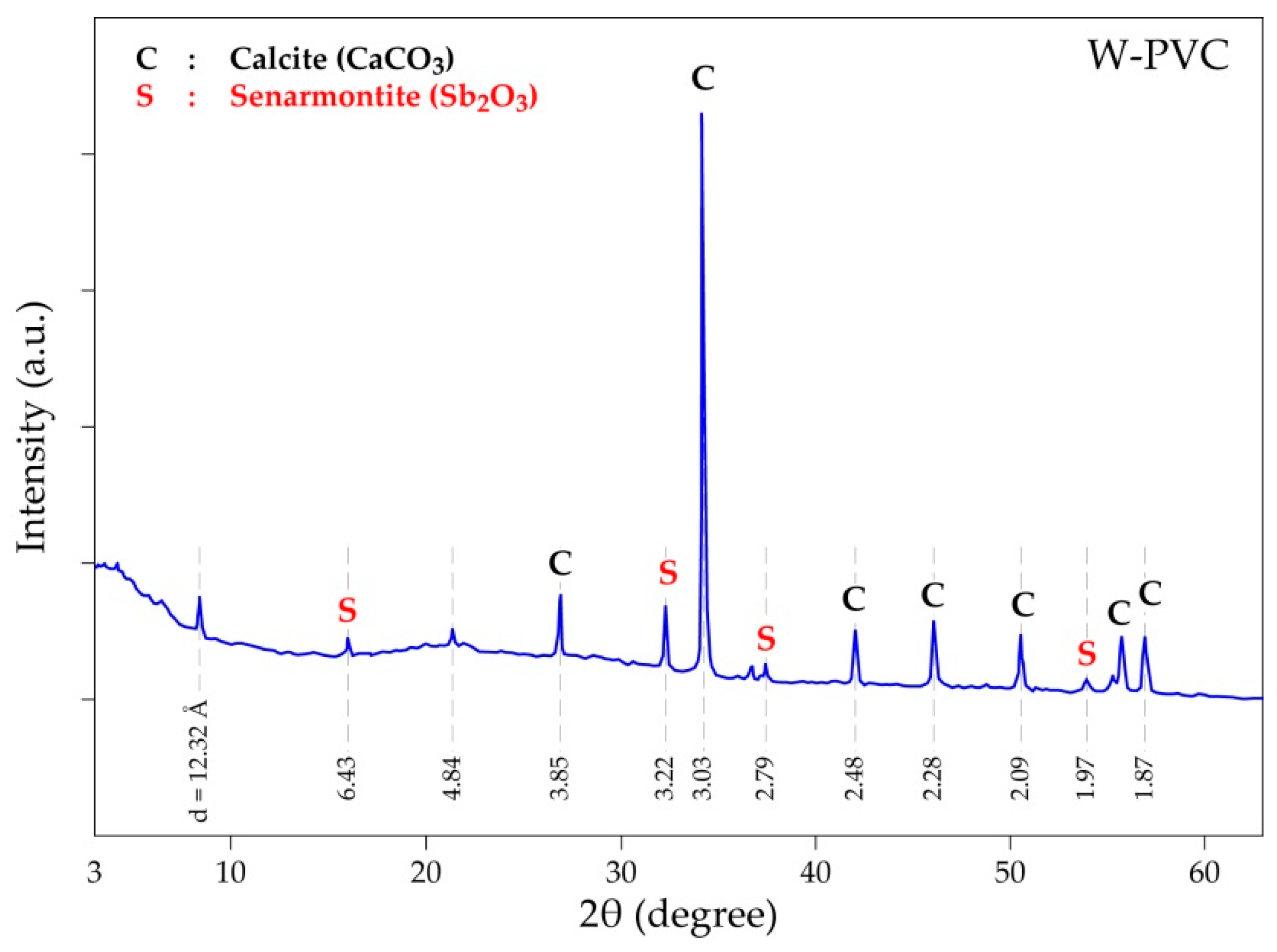
3.1. Physicochemical Characterization of the Experiment Specimens
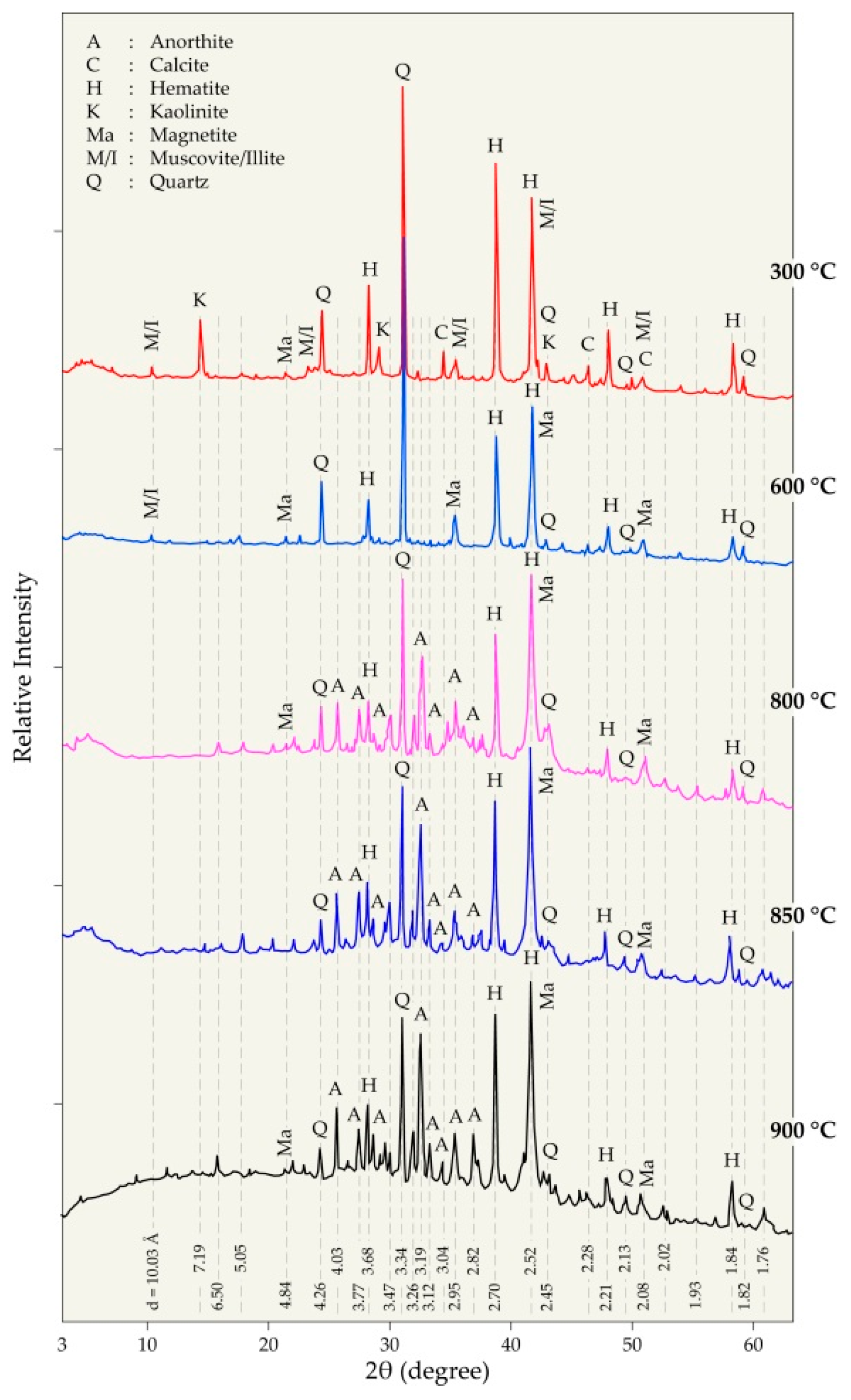
3.2. Treatment of the PVC and Clay Samples at Different Temperatures
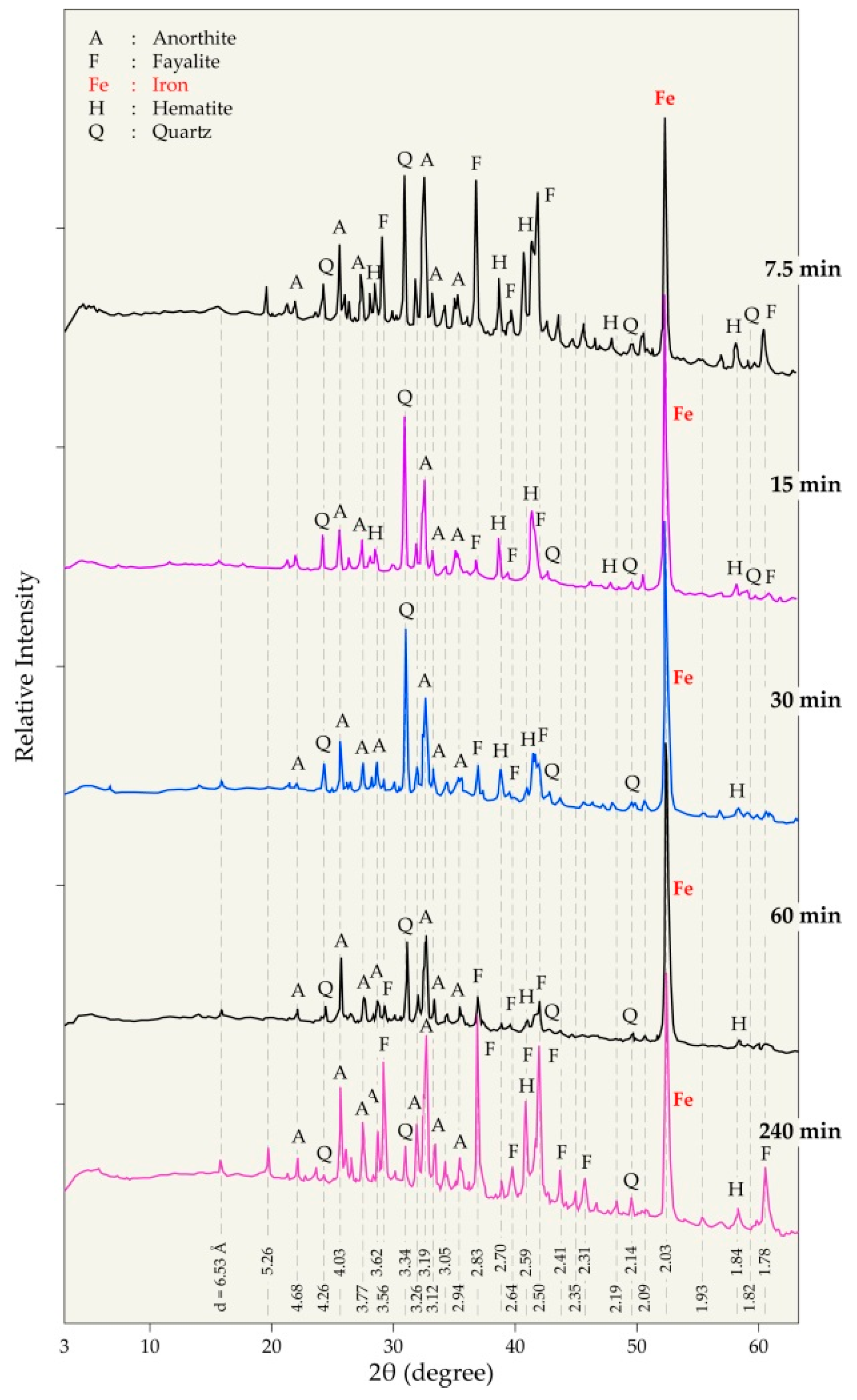
3.3. Treatment of (Hematite + PVC + Clay) Mixtures in Various Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Plastics—The Facts. 2019. Available online: https://www.plasticseurope.org/application/files/9715/7129/9584/FINAL_web_version_Plastics_the_facts2019_14102019.pdf (accessed on 15 October 2020).
- OECD. Improving Plastics Management: Trends, Policy Responses, and the Role of International Co-Operation and Trade; OECD Environment Policy Papers No. 12; OECD Publishing: Paris, France, 2018; Available online: https://www.oecd-ilibrary.org/environment/improving-plastics-management_c5f7c448-en (accessed on 14 July 2021).
- Khoo, K.S.; Ho, L.Y.; Lim, H.R.; Leong, H.Y.; Chew, K.W. Plastic waste associated with the COVID-19 pandemic: Crisis or opportunity? J. Hazard. Mater. 2021, 417, 126108. [Google Scholar] [CrossRef] [PubMed]
- Dąbrowska, J.; Sobota, M.; Świąder, M.; Borowski, P.; Moryl, A.; Stodolak, R.; Kucharczak, E.; Zięba, Z.; Kazak, J.K. Marine Waste—Sources, Fate, Risks, Challenges and Research Needs. Int. J. Environ. Res. Public Health 2021, 18, 433. [Google Scholar] [CrossRef] [PubMed]
- Miandad, R.; Barakat, M.; Aburiazaiza, A.S.; Rehan, M.; Ismail, I.; Nizami, A. Effect of plastic waste types on pyrolysis liquid oil. Int. Biodeterior. Biodegrad. 2017, 119, 239–252. [Google Scholar] [CrossRef]
- Kumar, A.; Samadder, S.; Kumar, N.; Singh, C. Estimation of the generation rate of different types of plastic wastes and possible revenue recovery from informal recycling. Waste Manag. 2018, 79, 781–790. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, W.; Hoffmann, G.; Schirmer, M.; Chen, G.; Rotter, V.S. Chlorine characterization and thermal behavior in MSW and RDF. J. Hazard. Mater. 2010, 178, 489–498. [Google Scholar] [CrossRef]
- Kanari, N.; Allain, E.; Shallari, S.; Diot, F.; DiLiberto, S.; Patisson, F.; Yvon, J. Thermochemical Route for Extraction and Recycling of Critical, Strategic and High-Value Elements from By-Products and End-of-Life Materials, Part II: Processing in Presence of Halogenated Atmosphere. Materials 2020, 13, 4203. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Wei, R.; Wang, X.; He, J.; Wang, J. Pyrolysis and Combustion of Polyvinyl Chloride (PVC) Sheath for New and Aged Cables via Thermogravimetric Analysis-Fourier Transform Infrared (TG-FTIR) and Calorimeter. Materials 2018, 11, 1997. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Niu, L.; Xu, J.; Yang, W.; Ma, J.; Zhao, J.; Kang, C.; Su, J. Study on the Synergetic Fire-Retardant Effect of Nano-Sb2O3 in PBT Matrix. Materials 2018, 11, 1060. [Google Scholar] [CrossRef] [Green Version]
- Rani, M.; Marchesi, C.; Federici, S.; Rovelli, G.; Alessandri, I.; Vassalini, I.; Ducoli, S.; Borgese, L.; Zacco, A.; Bilo, F.; et al. Miniaturized Near-Infrared (MicroNIR) Spectrometer in Plastic Waste Sorting. Materials 2019, 12, 2740. [Google Scholar] [CrossRef] [Green Version]
- Hermosillo-Nevárez, J.J.; Bustos-Terrones, V.; Bustos-Terrones, Y.A.; Uriarte-Aceves, P.M.; Rangel-Peraza, J.G. Feasibility Study on the Use of Recycled Polymers for Malathion Adsorption: Isotherms and Kinetic Modeling. Materials 2020, 13, 1824. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mun, S.-Y.; Hwang, C.-H. Experimental and Numerical Studies on Major Pyrolysis Properties of Flame Retardant PVC Cables Composed of Multiple Materials. Materials 2020, 13, 1712. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaczorek-Chrobak, K.; Fangrat, J. PVC-Based Copper Electric Wires under Various Fire Conditions: Toxicity of Fire Effluents. Materials 2020, 13, 1111. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sekine, Y.; Fukuda, K.; Kato, K.; Adachi, Y.; Matsuno, Y. CO2 reduction potentials by utilizing waste plastics in steel works. Int. J. Life Cycle Assess. 2009, 14, 122–136. [Google Scholar] [CrossRef]
- Trinkel, V.; Kieberger, N.; Bürgler, T.; Rechberger, H.; Fellner, J. Influence of waste plastic utilisation in blast furnace on heavy metal emissions. J. Clean. Prod. 2015, 94, 312–320. [Google Scholar] [CrossRef]
- Bürgler, T.; Kieberger, N. Erfahrungen mit der Altkunststoff-Verwertung im Hochofenprozess. Available online: https://www.vivis.de/wp-content/uploads/EaA9/2012_EaA_99_108_Buergler.pdf (accessed on 15 July 2021).
- Ahmed, H. New Trends in the Application of Carbon-Bearing Materials in Blast Furnace Iron-Making. Minerals 2018, 8, 561. [Google Scholar] [CrossRef] [Green Version]
- Sahajwalla, V.; Zaharia, M.; Rahman, M.F.; Khanna, R.; Saha-Chaudhury, N.; O’Kane, P.; Dicker, J.; Skidmore, C.; Knights, D. Recycling Rubber Tyres and Waste Plastics in EAF Steelmaking. Steel Res. Int. 2011, 82, 566–572. [Google Scholar] [CrossRef]
- Dankwah, J.R.; Koshy, P.; Saha-Chaudhury, N.M.; O’Kane, P.; Skidmore, C.; Knights, D.; Sahajwalla, V. Reduction of FeO in EAF Steelmaking Slag by Metallurgical Coke and Waste Plastics Blends. ISIJ Int. 2011, 51, 498–507. [Google Scholar] [CrossRef] [Green Version]
- Fick, G.; Mirgaux, O.; Neau, P.; Patisson, F. Using Biomass for Pig Iron Production: A Technical, Environmental and Economical Assessment. Waste Biomass Valorization 2014, 5, 43–55. [Google Scholar] [CrossRef] [Green Version]
- Echterhof, T. Review on The Use of Alternative Carbon Sources in EAF Steelmaking. Metals 2021, 11, 222. [Google Scholar] [CrossRef]
- Patisson, F.; Mirgaux, O. Hydrogen Ironmaking: How it Works. Metals 2020, 10, 922. [Google Scholar] [CrossRef]
- Lv, B.; Zhao, G.; Li, N.; Liang, C. Dechlorination and oxidation for waste poly(vinylidene chloride) by hydrothermal catalytic oxidation on Pd/AC catalyst. Polym. Degrad. Stab. 2009, 94, 1047–1052. [Google Scholar] [CrossRef]
- Yoshioka, T.; Kameda, T.; Ieshige, M.; Okuwaki, A. Dechlorination behaviour of flexible poly(vinyl chloride) in NaOH/EG solution. Polym. Degrad. Stab. 2008, 93, 1822–1825. [Google Scholar] [CrossRef]
- Li, T.; Zhao, P.; Lei, M.; Li, Z. Understanding Hydrothermal Dechlorination of PVC by Focusing on the Operating Conditions and Hydrochar Characteristics. Appl. Sci. 2017, 7, 256. [Google Scholar] [CrossRef] [Green Version]
- Castro, A.; Soares, D.; Vilarinho, C.; Castro, F. Kinetics of thermal de-chlorination of PVC under pyrolytic conditions. Waste Manag. 2012, 32, 847–851. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, Q.; Yuan, G.; Yin, L.; Chen, D.; He, P.; Wang, H. Morphological characteristics of polyvinyl chloride (PVC) dechlorination during pyrolysis process: Influence of PVC content and heating rate. Waste Manag. 2016, 58, 241–249. [Google Scholar] [CrossRef] [PubMed]
- Tang, Y.; Huang, Q.; Sun, K.; Chi, Y.; Yan, J. Co-pyrolysis characteristics and kinetic analysis of organic food waste and plastic. Bioresour. Technol. 2018, 249, 16–23. [Google Scholar] [CrossRef] [PubMed]
- Xu, Z.; Albrecht, J.W.; Kolapkar, S.S.; Zinchik, S.; Bar-Ziv, E. Chlorine Removal from U.S. Solid Waste Blends through Torrefaction. Appl. Sci. 2020, 10, 3337. [Google Scholar] [CrossRef]
- Kanari, N.; Allain, E.; Shallari, S.; Diot, F.; DiLiberto, S.; Patisson, F.; Yvon, J. Thermochemical Route for Extraction and Recycling of Critical, Strategic and High Value Elements from By-Products and End-of-Life Materials, Part I: Treatment of a Copper By-Product in Air Atmosphere. Materials 2019, 12, 1625. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Menad, N.; Wavrer, P.; Seron, A.; Save, M.; Silvente, E.; Russo, P.; Quatravaux, T.; Kanari, N.; Diot, F.; Yvon, J. Recyclage de la Fraction Organique Issue des Résidus de Broyage Automobiles; Rapport Final du Projet “REFORBA”—n° ANR-10-ECOT-013-01: Orléans, France, 2012; 30p. [Google Scholar]
- Gasparini, E.; Tarantino, S.; Ghigna, P.; Riccardi, M.P.; Cedillo-González, E.I.; Siligardi, C.; Zema, M. Thermal dehydroxylation of kaolinite under isothermal conditions. Appl. Clay Sci. 2013, 80–81, 417–425. [Google Scholar] [CrossRef]
- Kanari, N.; Diot, F.; Gauthier, C.; Yvon, J. Use of residual materials for synthesis of lightweight granulates by thermal treatment process. Appl. Clay Sci. 2016, 123, 259–271. [Google Scholar] [CrossRef] [Green Version]
- Roine, A. Outokumpu HSC Chemistry for Windows; Version 3.0; Outokumpu Research: Pori, Finland, 1997. [Google Scholar]
- Kanari, N.; Allain, E.; Gaballah, I. Reactions of wüstite and hematite with different chlorinating agents. Thermochim. Acta 1999, 335, 79–86. [Google Scholar] [CrossRef] [Green Version]
- Kanari, N.; Mishra, D.; Filippov, L.; Diot, F.; Mochón, J.; Allain, E. Kinetics of hematite chlorination with Cl2 and Cl2+O2: Part I. Chlorination with Cl2. Thermochim. Acta 2010, 497, 52–59. [Google Scholar] [CrossRef] [Green Version]
- Kanari, N.; Mishra, D.; Filippov, L.; Diot, F.; Mochón, J.; Allain, E. Kinetics of hematite chlorination with Cl2 and Cl2+O2. Part II. Chlorination with Cl2+O2. Thermochim. Acta 2010, 506, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Kanari, N.; Menad, N.-E.; Ostrosi, E.; Shallari, S.; Diot, F.; Allain, E.; Yvon, J. Thermal Behavior of Hydrated Iron Sulfate in Various Atmospheres. Metals 2018, 8, 1084. [Google Scholar] [CrossRef] [Green Version]
- Kanari, N.; Allain, E.; Filippov, L.; Shallari, S.; Diot, F.; Patisson, F. Reactivity of Low-Grade Chromite Concentrates towards Chlorinating Atmospheres. Materials 2020, 13, 4470. [Google Scholar] [CrossRef] [PubMed]
- Marques, V.; Tulyaganov, D.; Agathopoulos, S.; Gataullin, V.; Kothiyal, G.; Ferreira, J. Low temperature synthesis of anorthite based glass-ceramics via sintering and crystallization of glass-powder compacts. J. Eur. Ceram. Soc. 2006, 26, 2503–2510. [Google Scholar] [CrossRef]
- Valderrama, D.M.A.; Cuaspud, J.A.G.; Roether, J.A.; Boccaccini, A.R. Development and Characterization of Glass-Ceramics from Combinations of Slag, Fly Ash, and Glass Cullet without Adding Nucleating Agents. Materials 2019, 12, 2032. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, G.; Li, B.; Guo, H.; Yang, W.; Li, S.; Guo, J. Thermodynamic Study on Reduction of Iron Oxides by H2 + CO + CH4 + N2 Mixture at 900 °C. Energies 2020, 13, 5053. [Google Scholar] [CrossRef]
- Ubando, A.T.; Chen, W.; Show, P.; Ong, H.C. Kinetic and thermodynamic analysis of iron oxide reduction by graphite for CO2 mitigation in chemical-looping combustion. Int. J. Energy Res. 2020, 44, 3865–3882. [Google Scholar] [CrossRef]
- Manchili, S.K.; Wendel, J.; Hryha, E.; Nyborg, L. Analysis of Iron Oxide Reduction Kinetics in the Nanometric Scale Using Hydrogen. Nanomaterials 2020, 10, 1276. [Google Scholar] [CrossRef] [PubMed]
- Hamadeh, H.; Mirgaux, O.; Patisson, F. Detailed Modeling of the Direct Reduction of Iron Ore in a Shaft Furnace. Materials 2018, 11, 1865. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Béchara, R.; Hamadeh, H.; Mirgaux, O.; Patisson, F. Optimization of the Iron Ore Direct Reduction Process through Multiscale Process Modeling. Materials 2018, 11, 1094. [Google Scholar] [CrossRef] [PubMed] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Spot n° 1 | Spot n° 2 | Spot n° 3 | |||
|---|---|---|---|---|---|---|
| - | 1 wt% | 1 at% | wt% | at% | wt% | at% |
| O | 7.35 | 22.26 | 55.74 | 75.13 | 7.64 | 17.88 |
| Al | 2.18 | 3.92 | 0.60 | 0.48 | 5.27 | 7.32 |
| Si | 2.38 | 4.11 | 0.73 | 0.56 | 5.61 | 7.47 |
| Cl | 40.52 | 55.40 | 10.45 | 6.36 | 56.83 | 60.01 |
| Ca | 2.03 | 2.45 | 32.48 | 17.48 | 1.73 | 1.62 |
| Sb | 7.32 | 2.92 | - | - | 12.31 | 3.78 |
| Pb | 38.22 | 8.94 | - | - | 10.61 | 1.92 |
| Elements | Spot n° 1 | Spot n° 2 | Spot n° 3 | |||
|---|---|---|---|---|---|---|
| 1 wt% | 1 at% | wt% | at% | wt% | at% | |
| O | - | - | 36.97 | 57.68 | 48.30 | 62.11 |
| Al | - | - | 4.51 | 4.17 | 0.78 | 0.59 |
| Si | - | - | 23.91 | 21.25 | 50.93 | 37.30 |
| Cl | - | - | 0.92 | 0.65 | - | - |
| Ca | - | - | 6.72 | 4.19 | - | - |
| Fe | 100.00 | 100.00 | 26.97 | 12.06 | - | - |
| Elements | Spot n° 1,2,3 | Spot n° 4 | Spot n° 5 | Spot n° 6 | Spot n° 7 | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 wt% | 1 at% | wt% | at% | wt% | at% | wt% | at% | wt% | at% | |
| O | - | - | 40.05 | 57.03 | 34.03 | 55.91 | 42.47 | 59.19 | 35.51 | 56.00 |
| Al | - | - | 16.35 | 13.81 | 3.31 | 3.22 | 12.58 | 10.40 | 4.42 | 4.14 |
| Si | - | - | 22.71 | 18.43 | 22.61 | 21.16 | 26.67 | 21.17 | 24.36 | 21.88 |
| Cl | - | - | - | - | - | - | - | - | 0.75 | 0.54 |
| Ca | - | - | 13.76 | 7.82 | 4.63 | 3.04 | 12.33 | 6.86 | 9.28 | 5.84 |
| Fe | 100.00 | 100.00 | 7.13 | 2.91 | 35.42 | 16.67 | 5.95 | 2.38 | 25.68 | 11.60 |
| Elements | Spot n° 1,2 | Spot n° 3 | Spot n° 4 | Spot n° 5 | ||||
|---|---|---|---|---|---|---|---|---|
| 1 wt% | 1 at% | wt% | at% | wt% | at% | wt% | at% | |
| O | - | - | 3.15 | 9.91 | 3.17 | 10.01 | 30.89 | 49.36 |
| Al | - | - | 0.69 | 1.29 | 1.08 | 2.02 | 11.09 | 10.51 |
| Si | - | - | 2.43 | 4.35 | 1.36 | 2.46 | 25.81 | 23.49 |
| Ca | - | - | - | - | - | - | 10.52 | 6.71 |
| Fe | 100.00 | 100.00 | 93.73 | 84.45 | 94.39 | 85.51 | 21.70 | 9.93 |
| Chemical Reactions | ΔrH°1000 °C (kJ) | ΔrG°1000 °C (kJ) | Equation Number |
|---|---|---|---|
| 3 Fe2O3(s) + C(s) → 2 Fe3O4(s) + CO(g) | 125.70 | −171.97 | (4) |
| Fe3O4(s) + C(s) → 3 FeO(s) + CO(g) | 181.76 | −56.08 | (5) |
| FeO(s) + C(s) → Fe(s) + CO(g) | 152.09 | −43.28 | (6) |
| 3 Fe2O3(s) + CO(g) → 2 Fe3O4(s) + CO2(g) | −42.05 | −119.70 | (7) |
| Fe3O4(s) + CO(g) → 3 FeO(s) + CO2(g) | 14.016 | −3.81 | (8) |
| FeO(s) + CO(g) → Fe(s) + CO2(g) | −15.65 | 8.99 | (9) |
| 2 C(s) + O2(g) → 2 CO(g) | −227.42 | −448.39 | (10) |
| C(s) + O2(g) → CO2(g) | −395.17 | −396.12 | (11) |
| C(s) + CO2(g) → 2 CO(g) | 167.74 | −52.27 | (12) |
| C(s) + H2O(g) → CO(g) + H2(g) | 135.55 | −46.69 | (13) |
| CO(g) + H2O(g) → CO2(g) + H2(g) | −32.20 | 5.58 | (14) |
| 3 Fe2O3(s) + H2(g) → 2 Fe3O4(s) + H2O(g) | −9.85 | −125.27 | (15) |
| Fe3O4(s) + H2(g) → 3 FeO(s) + H2O(g) | 46.21 | −9.40 | (16) |
| FeO(s) + H2(g) → Fe(s) + H2O(g) | 16.54 | 3.42 | (17) |
| 1/2 CaO(s) +SiO2(s) + 1/2 Al2O3(s) → 1/2 CaAl2Si2O8(s) | −58.26 | −66.95 | (18) |
| 2 FeO(s) + SiO2(s) → Fe2SiO4(s) | −40.04 | −13.62 | (19) |
| 2 Fe2SiO4(s) + CaO(s) + Al2O3(s) → CaAl2Si2O8(s) + 4 FeO(s) | −37.67 | −92.80 | (20) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanari, N.; Menad, N.-E.; Filippov, L.O.; Shallari, S.; Allain, E.; Patisson, F.; Yvon, J. Some Aspects of the Thermochemical Route for the Valorization of Plastic Wastes, Part I: Reduction of Iron Oxides by Polyvinyl Chloride (PVC). Materials 2021, 14, 4129. https://doi.org/10.3390/ma14154129
Kanari N, Menad N-E, Filippov LO, Shallari S, Allain E, Patisson F, Yvon J. Some Aspects of the Thermochemical Route for the Valorization of Plastic Wastes, Part I: Reduction of Iron Oxides by Polyvinyl Chloride (PVC). Materials. 2021; 14(15):4129. https://doi.org/10.3390/ma14154129
Chicago/Turabian StyleKanari, Ndue, Nour-Eddine Menad, Lev O. Filippov, Seit Shallari, Eric Allain, Fabrice Patisson, and Jacques Yvon. 2021. "Some Aspects of the Thermochemical Route for the Valorization of Plastic Wastes, Part I: Reduction of Iron Oxides by Polyvinyl Chloride (PVC)" Materials 14, no. 15: 4129. https://doi.org/10.3390/ma14154129
APA StyleKanari, N., Menad, N. -E., Filippov, L. O., Shallari, S., Allain, E., Patisson, F., & Yvon, J. (2021). Some Aspects of the Thermochemical Route for the Valorization of Plastic Wastes, Part I: Reduction of Iron Oxides by Polyvinyl Chloride (PVC). Materials, 14(15), 4129. https://doi.org/10.3390/ma14154129