
Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding


Abstract
:1. Introduction
2. Experiment
3. Results and Discussion
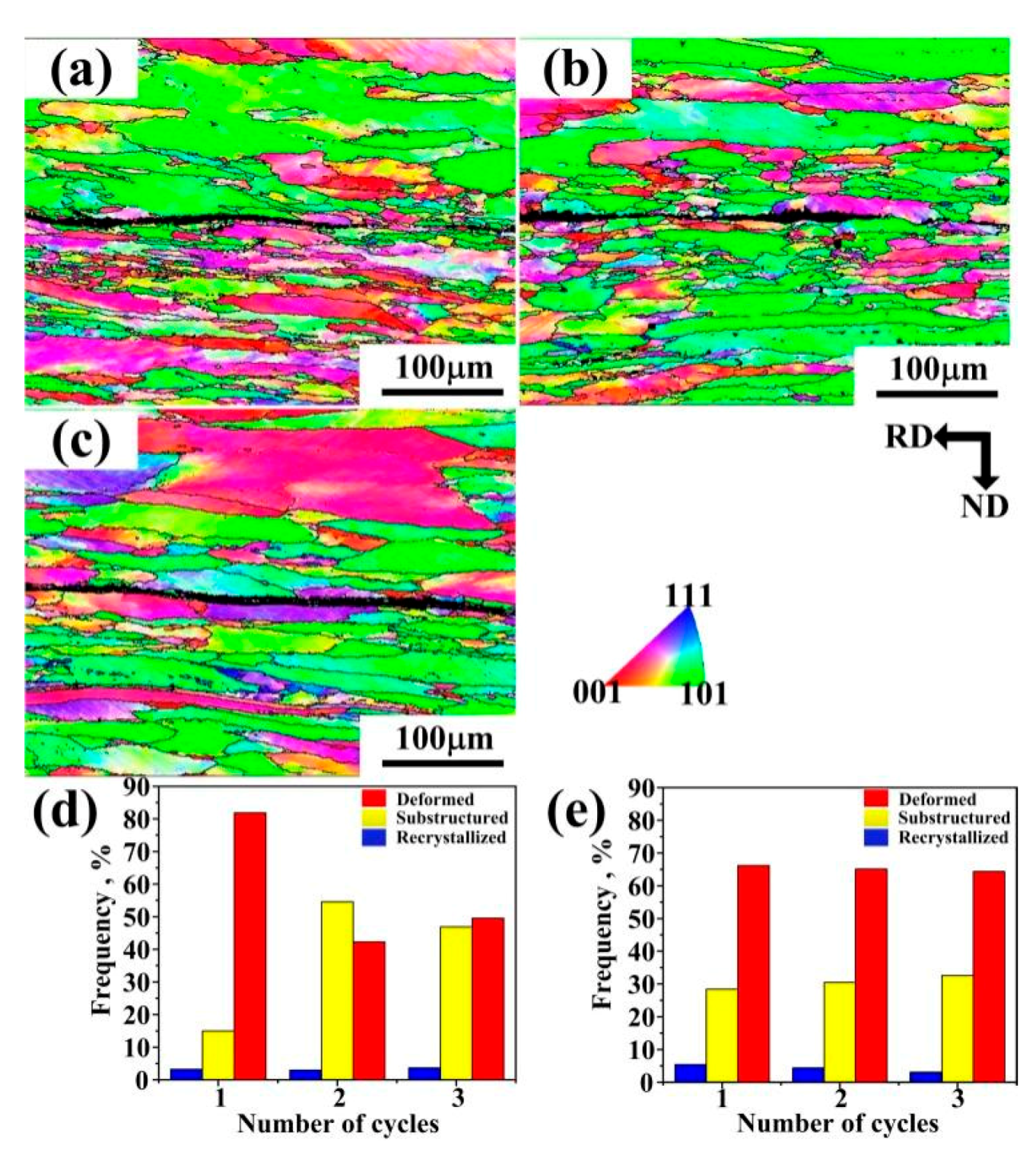
3.1. Microstructure Characterization
3.2. Mechanical Properties
3.3. Microstructural Variations
4. Conclusions
- (1)
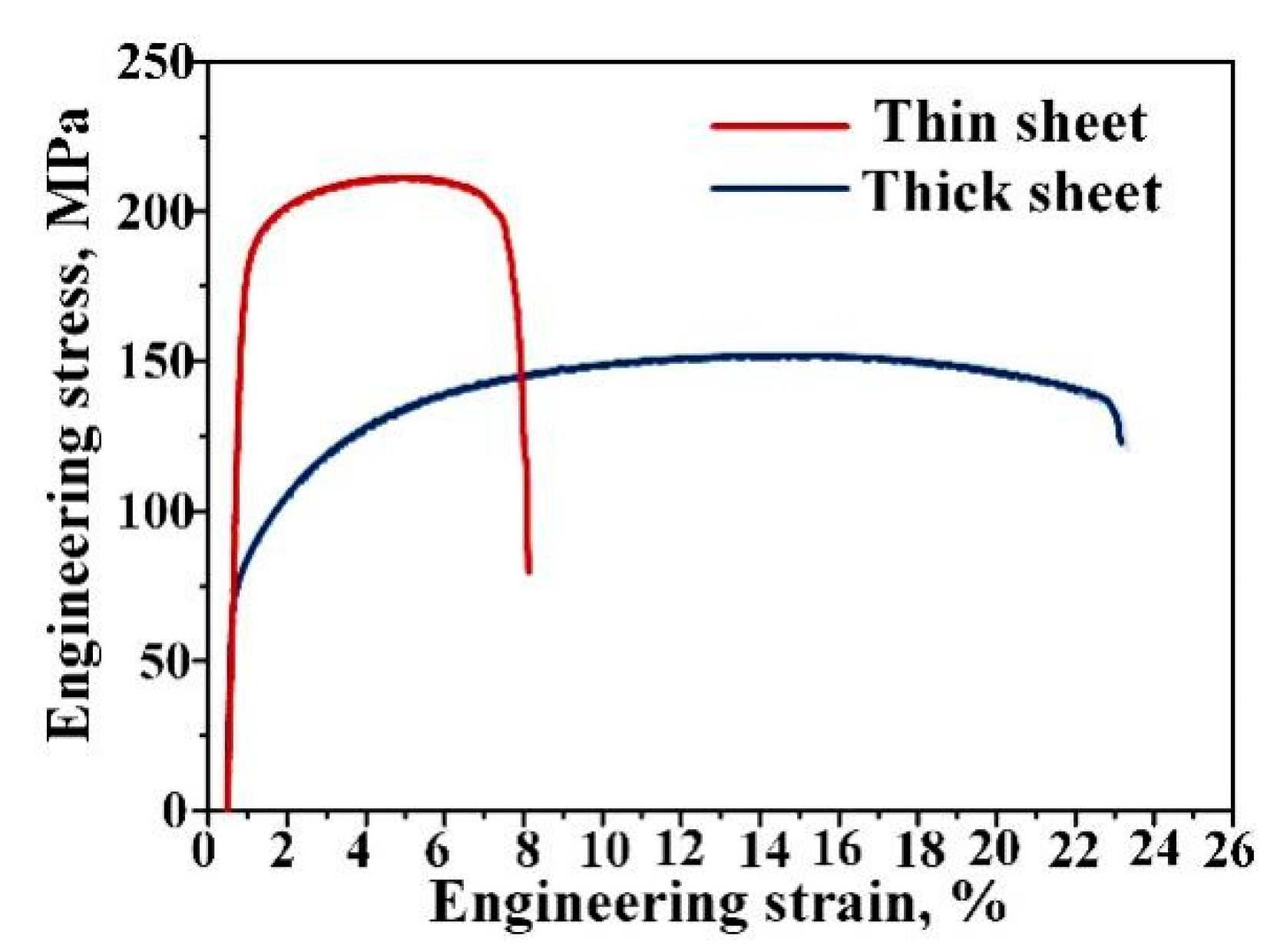
- The two TRC sheets responded differently to the imposed deformation during ARB processing at 300 °C, which could be explained by the differences of starting materials in terms of their microstructures and mechanical properties.
- (2)
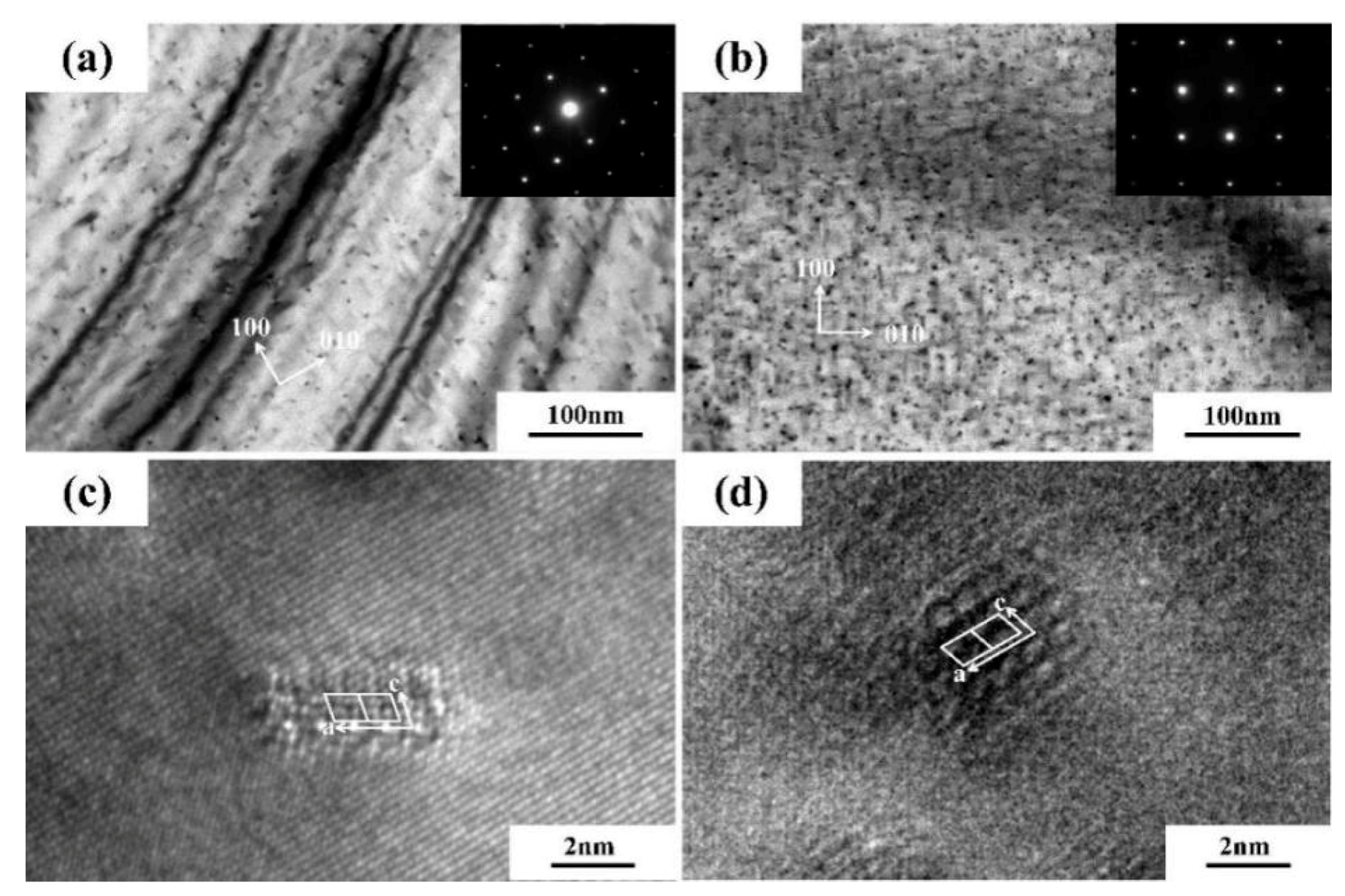
- When conducting ARB processing at 300 °C, a large number of solute atoms aggregated to form intermetallic compounds at the interface. On the other hand, most Mg atoms aggregate during ARB processing at 550 °C.
- (3)
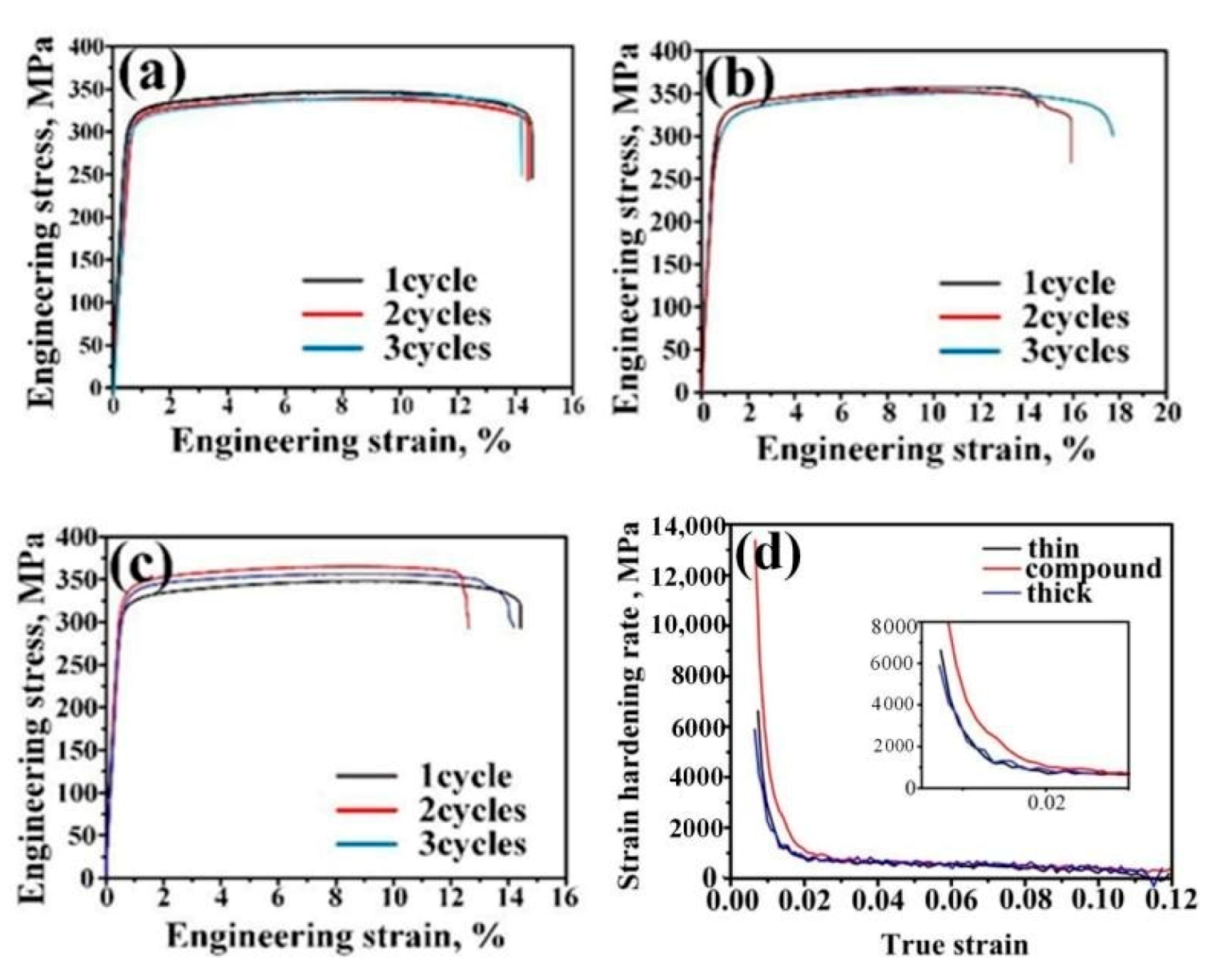
- The phases and distribution of precipitates varied because of the differences in the starting materials. Consequently, the two sides of the sheets differed as the soft and hard domains during tensile deformation, leading to greater strain hardening effects. Finally, the heterogeneous material laminates manufactured in this study exhibited better comprehensive mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, C.; Li, Y.; Li, J.; Xu, G.; Wang, Z.; Wu, D. Effect of electromagnetic fields on microstructure and mechanical properties of sub-rapid solidification-processed Al–Mg–Si alloy during twin-roll casting. Mater. Sci. Eng. A 2019, 766, 138328. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, Y.; Dai, Q.; Jiang, K.; Chen, J.; Guo, X. Microstructures and strengthening mechanisms of high Fe containing Al–Mg–Si–Mn–Fe alloys with Mg, Si and Mn modified. Mater. Sci. Eng. A 2021, 803, 140477. [Google Scholar] [CrossRef]
- Zhu, Y.; Ameyama, K.; Anderson, P.M.; Beyerlein, I.J.; Gao, H.; Kim, H.S.; Lavernia, E.; Mathaudhu, S.; Mughrabi, H.; Ritchie, R.O.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2020, 9, 1–31. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, J.; Xia, D.; Huang, G.; Liu, K.; Jiang, B.; Tang, A.; Pan, F. Microstructure and mechanical properties of 1060/7050 laminated composite produced via cross accumulative extrusion bonding and subsequent aging. J. Alloys Compd. 2020, 826, 154094. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Utsunomiya, H.; Tanigawa, S. Ultra-fine grained bulk steel produced by accumulative roll-bonding (ARB) process. Scr. Mater. 1999, 40, 795–800. [Google Scholar] [CrossRef] [Green Version]
- Chang, H.; Zheng, M.Y.; Gan, W.M.; Wu, K.; Maawad, E.; Brokmeier, H.G. Texture evolution of the Mg/Al laminated composite fabricated by the accumulative roll bonding. Scr. Mater. 2009, 61, 717–720. [Google Scholar] [CrossRef]
- Wang, Y.; Zhong, F.; Wu, R.; Wu, H.; Turakhodjaev, N.; Kudratkhon, B.; Sun, J.; Hou, L.; Zhang, J.; Li, X.; et al. High-strength, ductility and modulus Al–Li/B4C composite with near nanostructure produced by accumulative roll bonding. J. Alloys Compd. 2020, 834, 155105. [Google Scholar] [CrossRef]
- Melaibari, A.; Fathy, A.; Mansouri, M.; Eltaher, M.A. Experimental and numerical investigation on strengthening mechanisms of nanostructured Al-SiC composites. J. Alloys Compd. 2019, 774, 1123–1132. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, Y.; Liu, B.; Zhao, Y.; Ren, J.; Yan, Y.; Cao, R.; Chen, J. Microstructure characteristics and tensile properties of multilayer Al-6061/Ti-TA1 sheets fabricated by accumulative roll bonding. J. Mater. Process. Technol. 2020, 275, 116378. [Google Scholar] [CrossRef]
- Savage, D.J.; Beyerlein, I.J.; Mara, N.A.; Vogel, S.C.; McCabe, R.J.; Knezevic, M. Microstructure and texture evolution in Mg/Nb layered materials made by accumulative roll bonding. Int. J. Plast. 2020, 125, 1–26. [Google Scholar] [CrossRef]
- Gao, R.; Jin, M.; Han, F.; Wang, B.; Wang, X.; Fang, Q.; Dong, Y.; Sun, C.; Shao, L.; Li, M.; et al. Superconducting Cu/Nb nanolaminate by coded accumulative roll bonding and its helium damage characteristics. Acta Mater. 2020, 197, 212–223. [Google Scholar] [CrossRef]
- Verstraete, K.; Helbert, A.L.; Brisset, F.; Benoit, A.; Paillard, P.; Baudin, T. Microstructure, mechanical properties and texture of an AA6061/AA5754 composite fabricated by cross accumulative roll bonding. Mater. Sci. Eng. A 2015, 640, 235–242. [Google Scholar] [CrossRef]
- Mo, T.; Chen, Z.; Huang, H.; Lin, J.; Liu, Q. Effect of two-step annealing on recrystallized structure and mechanical properties in AA7075/AA1100 laminated metal composites processed by accumulative roll bonding. Mater. Charact. 2019, 158, 109951. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, H.; Liu, X.; Jiao, Y.; Sun, J.; Wu, R.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. High-strength and ductility bimodal-grained Al–Li/Al–Li–Zr composite produced by accumulative roll bonding. Mater. Sci. Eng. A 2019, 761, 138049. [Google Scholar] [CrossRef]
- Arigela, V.G.; Palukuri, N.R.; Singh, D.; Kolli, S.K.; Jayaganthan, R.; Chekhonin, P.; Scharnweber, J.; Skrotzki, W. Evolution of microstructure and mechanical properties in 2014 and 6063 similar and dissimilar aluminium alloy laminates produced by accumulative roll bonding. J. Alloys Compd. 2019, 790, 917–927. [Google Scholar] [CrossRef]
- Su, L.; Lu, C.; Tieu, A.K.; Deng, G.; Sun, X. Ultrafine grained AA1050/AA6061 composite produced by accumulative roll bonding. Mater. Sci. Eng. A 2013, 559, 345–351. [Google Scholar] [CrossRef]
- Geng, R.; Zhao, Q.; Qiu, F.; Jiang, Q. Simultaneously increased strength and ductility via the hierarchically heterogeneous structure of Al-Mg-Si alloys/nanocomposite. Mater. Res. Lett. 2020, 8, 225–231. [Google Scholar] [CrossRef]
- Watari, H.; Davey, K.; Rasgado, M.T.; Haga, T.; Izawa, S. Semi-solid manufacturing process of magnesium alloys by twin-roll casting. J. Mater. Process. Technol. 2004, 155–156, 1662–1667. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.T.; Yin, Z.K.; Xu, G.M. Improvement of microstructure and properties in twin-roll casting 7075 sheet by lower casting speed and compound field. Mater. Charact. 2017, 127, 325–332. [Google Scholar] [CrossRef] [Green Version]
- Lv, Z.; Du, F.; An, Z.; Huang, H.; Xu, Z.; Sun, J. Centerline segregation mechanism of twin-roll cast A3003 strip. J. Alloys Compd. 2015, 643, 270–274. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of macro segregation in twin-roll cast aluminium strips via solidification curves. J. Alloys Compd. 2009, 486, 168–172. [Google Scholar] [CrossRef]
- Kim, M.-S.; Kim, S.-H.; Kim, H.-W. Deformation-induced center segregation in twin-roll cast high-Mg Al–Mg strips. Scr. Mater. 2018, 152, 69–73. [Google Scholar] [CrossRef]
- Fu, J.; Yang, Z.; Deng, Y.; Wu, Y.; Lu, J. Influence of Zr addition on precipitation evolution and performance of Al-Mg-Si alloy conductor. Mater. Charact. 2020, 159, 110021. [Google Scholar] [CrossRef]
- Neh, K.; Ullmann, M.; Kawalla, R. Twin-Roll-Casting and Hot Rolling of Magnesium Alloy WE43. Procedia Eng. 2014, 81, 1553–1558. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.-T.; Wang, B.-Y.; Wang, C.; Zha, M.; Liu, G.-J.; Yang, Z.-Z.; Wang, J.-G.; Li, J.-H.; Wang, H.-Y. Microstructure and mechanical properties of Al-Mg-Si alloy fabricated by a short process based on sub-rapid solidification. J. Mater. Sci. Technol. 2020, 41, 178–186. [Google Scholar] [CrossRef]
- Salvati, E.; Korsunsky, A.M. An analysis of macro- and micro-scale residual stresses of Type I, II and III using FIB-DIC micro-ring-core milling and crystal plasticity FE modelling. Int. J. Plast. 2017, 98, 123–138. [Google Scholar] [CrossRef]
- Zha, M.; Li, Y.; Mathiesen, R.H.; Bjørge, R.; Roven, H.J. Microstructure evolution and mechanical behavior of a binary Al–7Mg alloy processed by equal-channel angular pressing. Acta Mater. 2015, 84, 42–54. [Google Scholar] [CrossRef]
- Liu, Y.; Cao, Y.; Mao, Q.; Zhou, H.; Zhao, Y.; Jiang, W.; Liu, Y.; Wang, J.T.; You, Z.; Zhu, Y. Critical microstructures and defects in heterostructured materials and their effects on mechanical properties. Acta Mater. 2020, 189, 129–144. [Google Scholar] [CrossRef]
- Poole, W.J.; Wang, X.; Embury, J.D.; Lloyd, D.J. The effect of manganese on the microstructure and tensile response of an Al-Mg-Si alloy. Mater. Sci. Eng. A 2019, 755, 307–317. [Google Scholar] [CrossRef]
- Contrepois, Q.; Maurice, C.; Driver, J.H. Hot rolling textures of Al–Cu–Li and Al–Zn–Mg–Cu aeronautical alloys: Experiments and simulations to high strains. Mater. Sci. Eng. A 2010, 527, 7305–7312. [Google Scholar] [CrossRef]
- Chrominski, W.; Lewandowska, M. Influence of dislocation structures on precipitation phenomena in rolled Al–Mg–Si alloy. Mater. Sci. Eng. A 2020, 793, 139903. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Mg | Mn | Cu | Al |
|---|---|---|---|---|---|
| 1.4–1.5 | 0.1 | 0.9–1.0 | <0.01 | <0.01 | Bal. |
| Sample | Average cross Section Area/nm2 | Average Radius/nm | Number Density/nm3 | Volume Fraction/% |
|---|---|---|---|---|
| Thin sheet | 9.6 | 8.2 | 1.1 × 10−3 | 8.7 |
| Thick sheet | 14.5 | 20.3 | 2.1 × 10−4 | 6.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Jiang, H.; Wang, M.; Jia, H.; Han, H.; Ma, P. Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding. Materials 2021, 14, 4200. https://doi.org/10.3390/ma14154200
Li Z, Jiang H, Wang M, Jia H, Han H, Ma P. Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding. Materials. 2021; 14(15):4200. https://doi.org/10.3390/ma14154200
Chicago/Turabian StyleLi, Zhigang, Hao Jiang, Minghui Wang, Hongjie Jia, Hongjiang Han, and Pinkui Ma. 2021. "Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding" Materials 14, no. 15: 4200. https://doi.org/10.3390/ma14154200
APA StyleLi, Z., Jiang, H., Wang, M., Jia, H., Han, H., & Ma, P. (2021). Microstructure and Mechanical Properties of Al-Mg-Si Similar Alloy Laminates Produced by Accumulative Roll Bonding. Materials, 14(15), 4200. https://doi.org/10.3390/ma14154200