
Electron Beam Melting of Niobium Alloys from Blended Powders †

Abstract
:1. Introduction
2. Materials and Methods
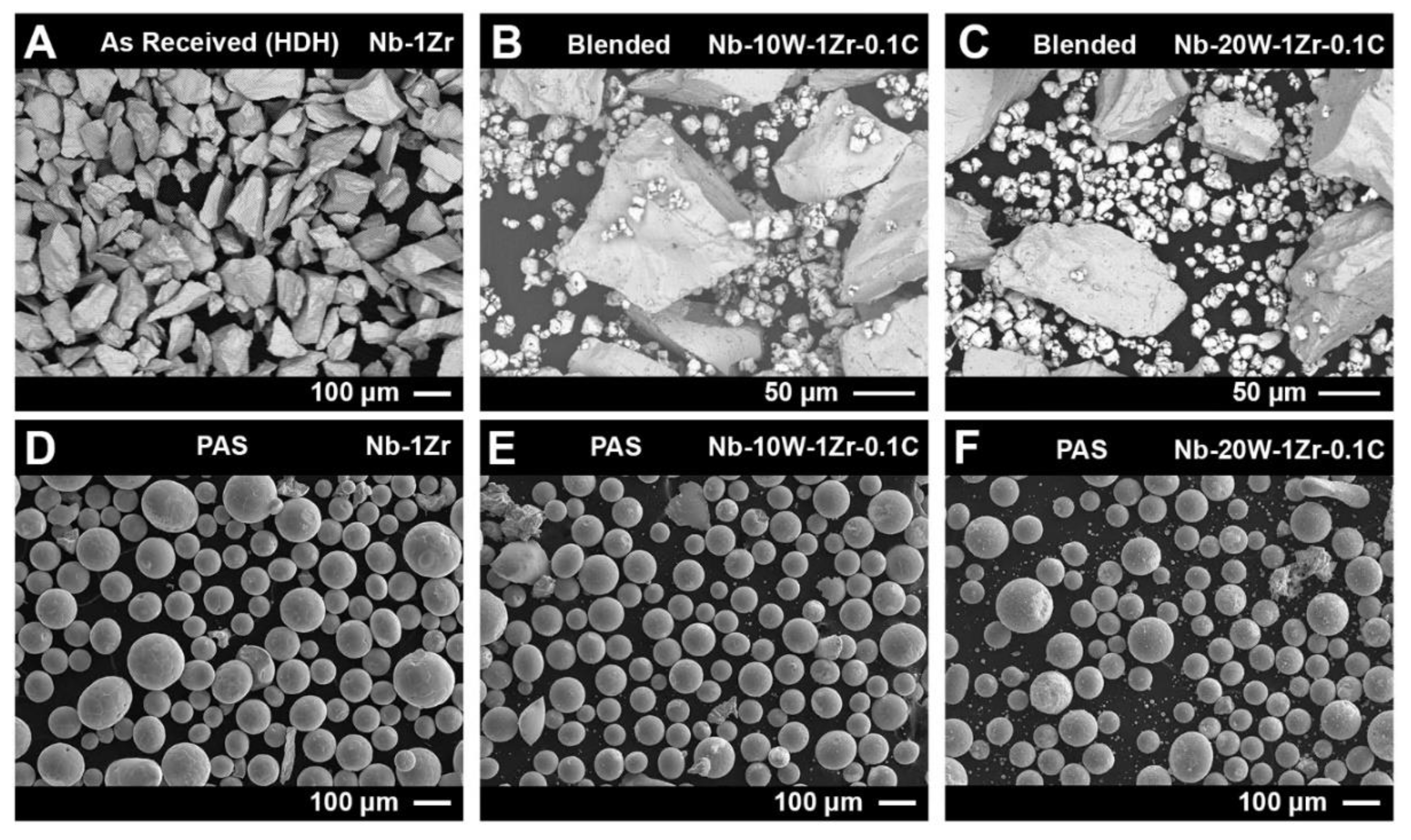
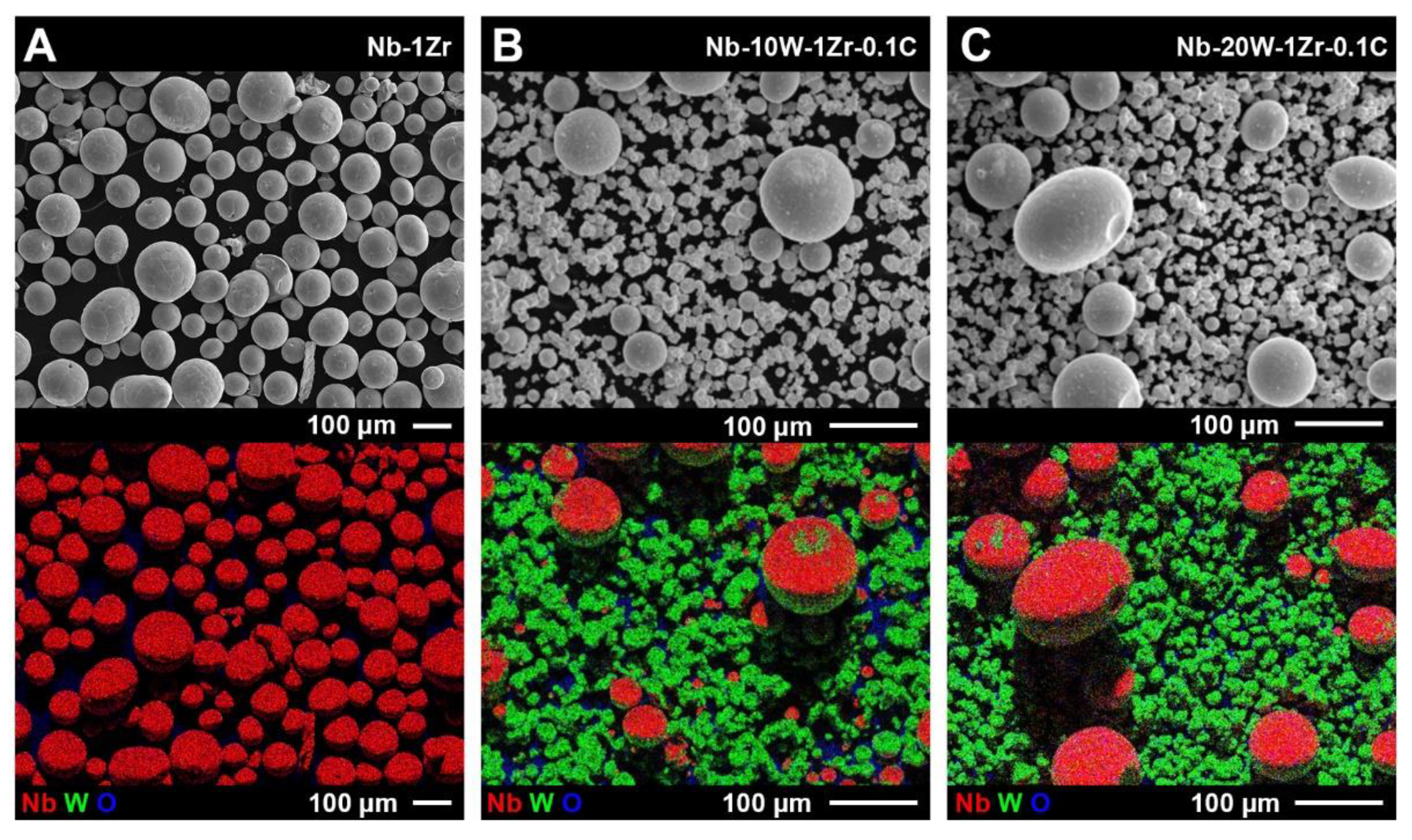
2.1. Powder Feedstock Preparation
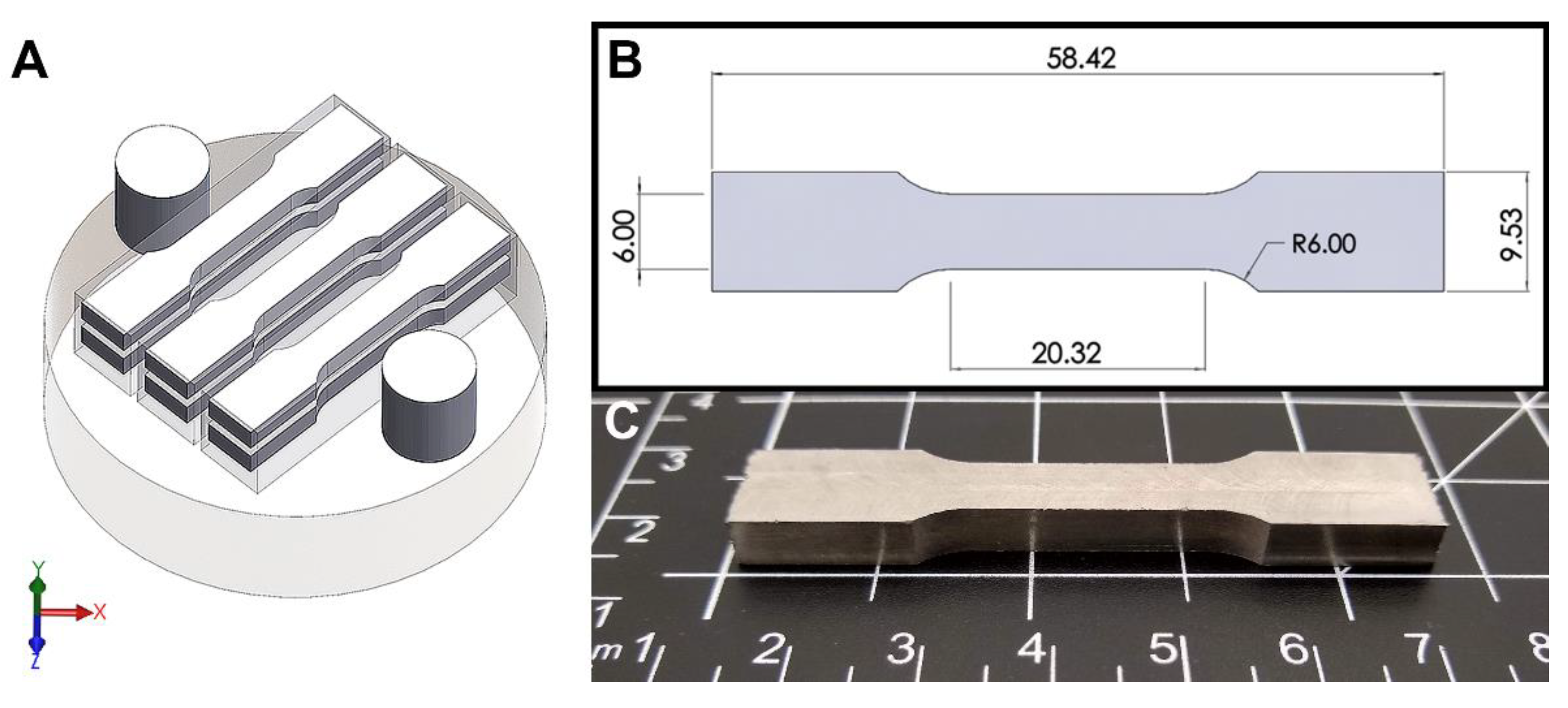
2.2. Sample Fabrication
2.3. Heat Treatment Scheduling
2.4. Metallurgical Analysis
2.5. Mechanical Testing
3. Results and Discussion
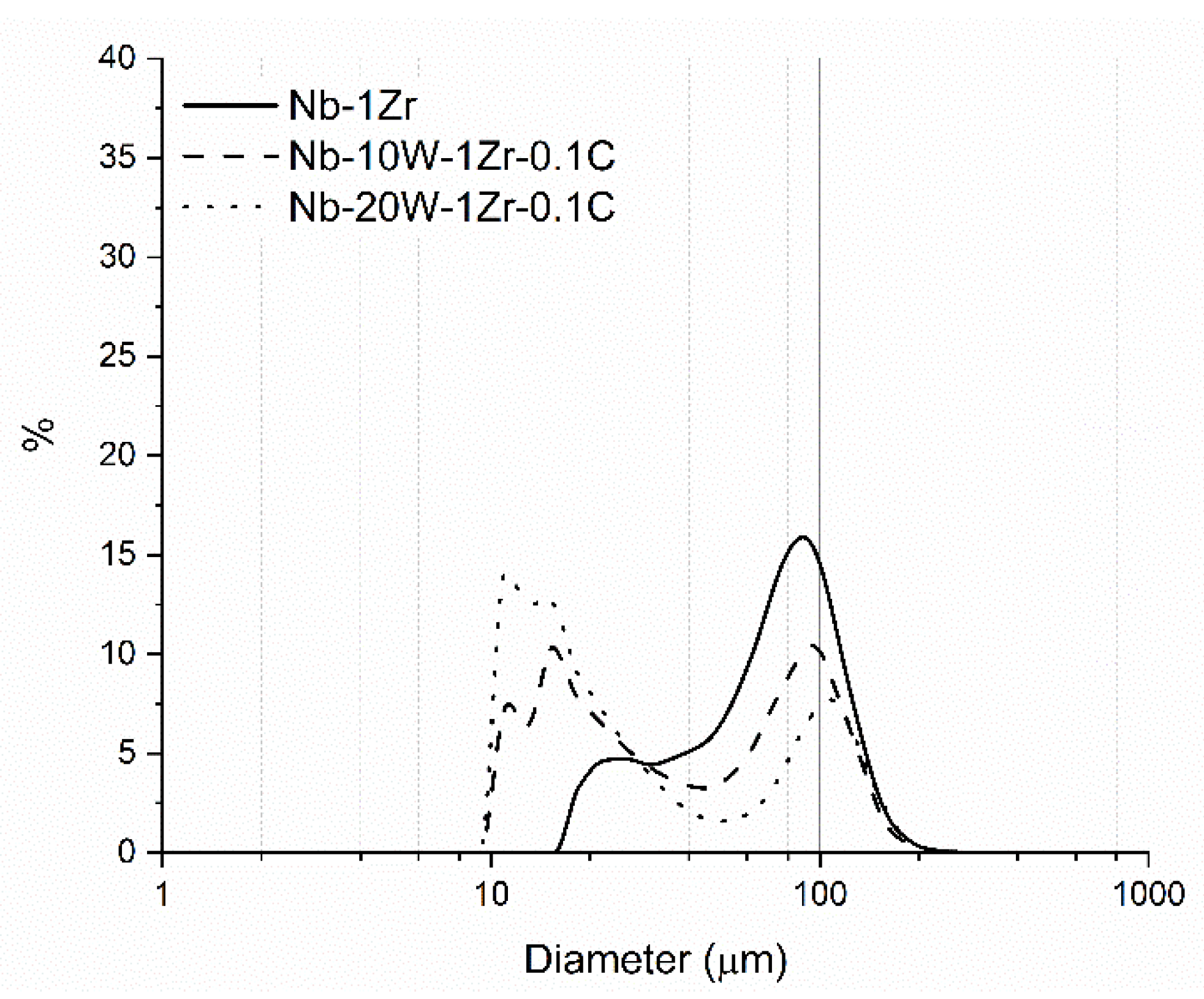
3.1. Powder Feedstock Characterization
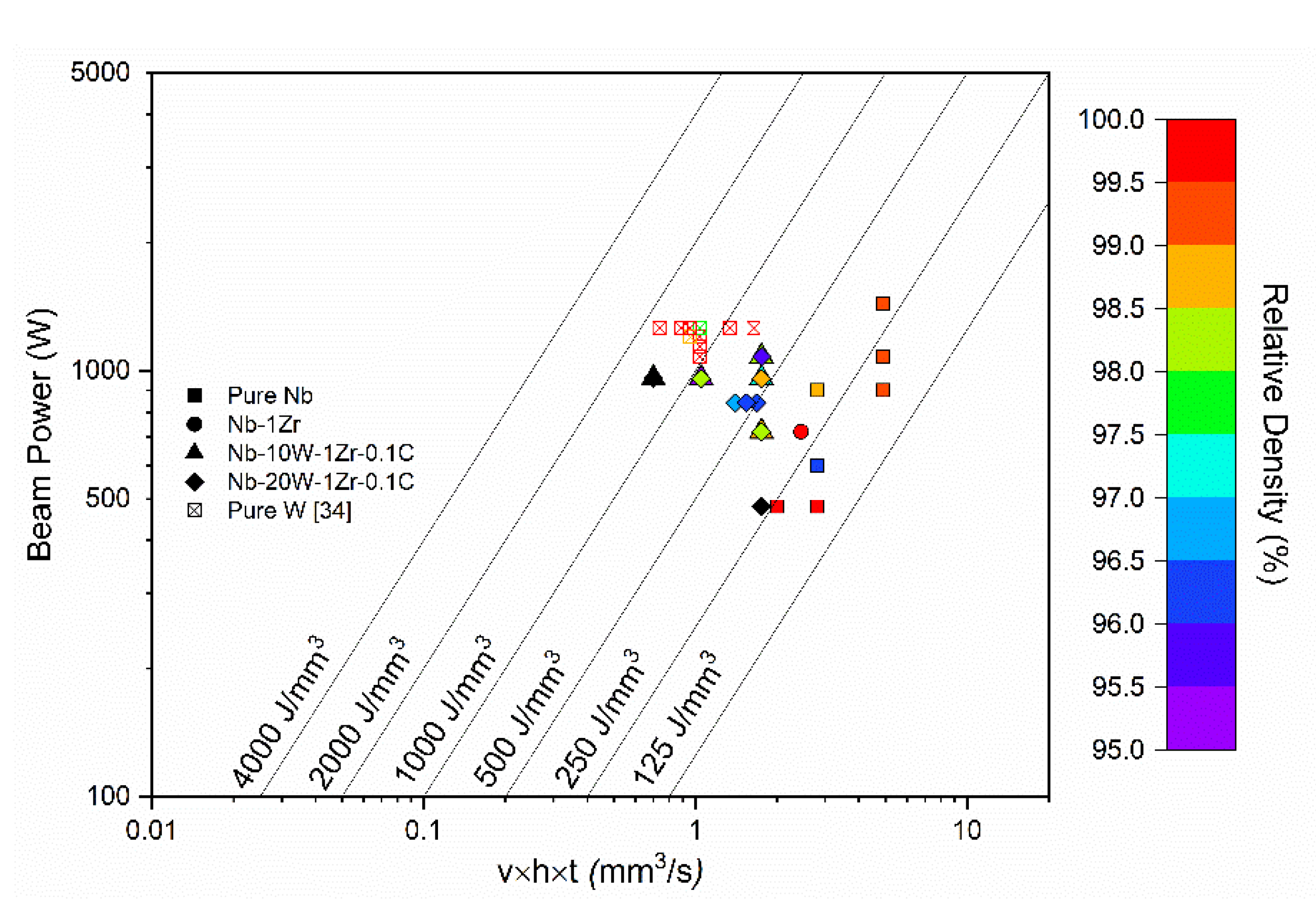
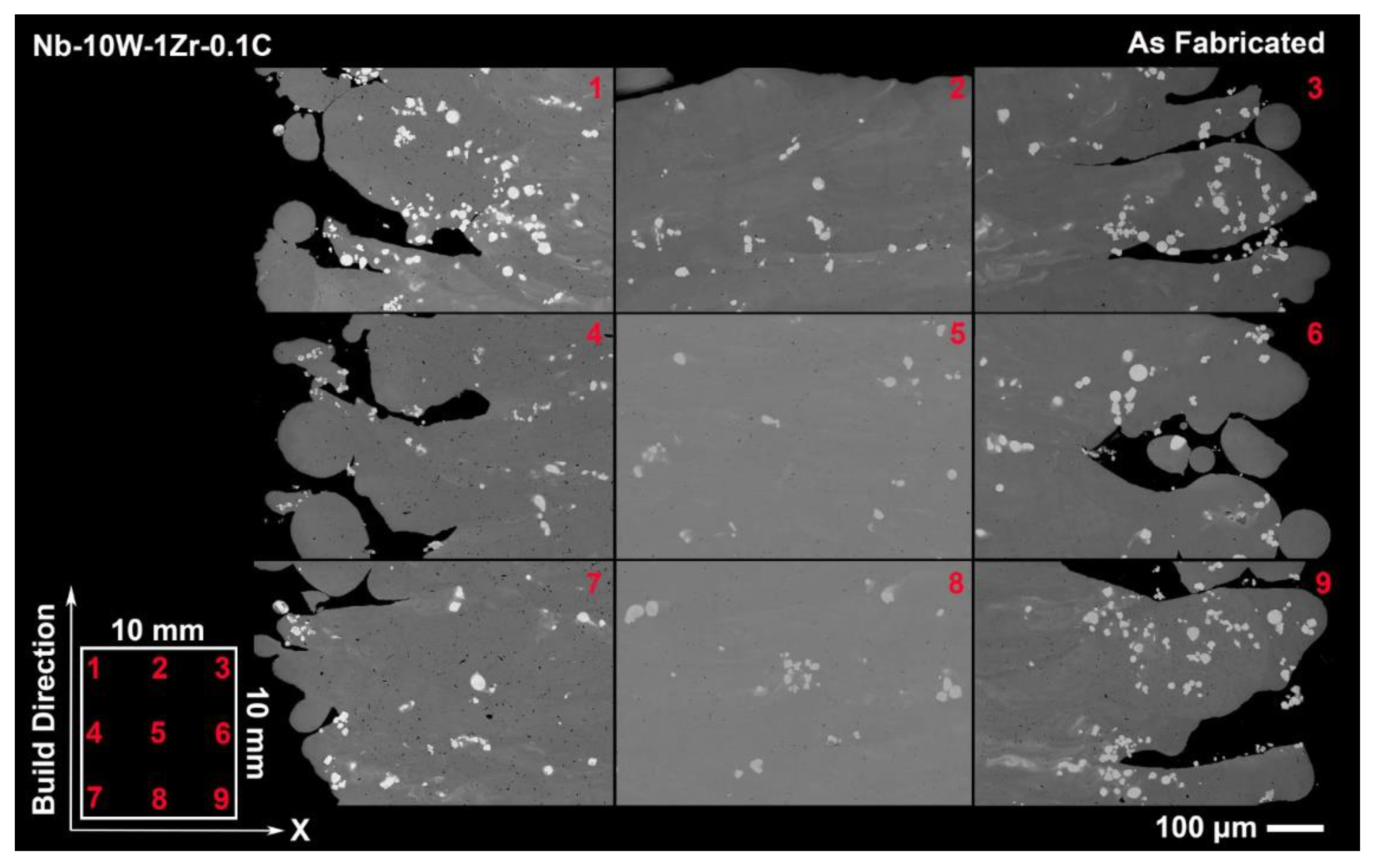
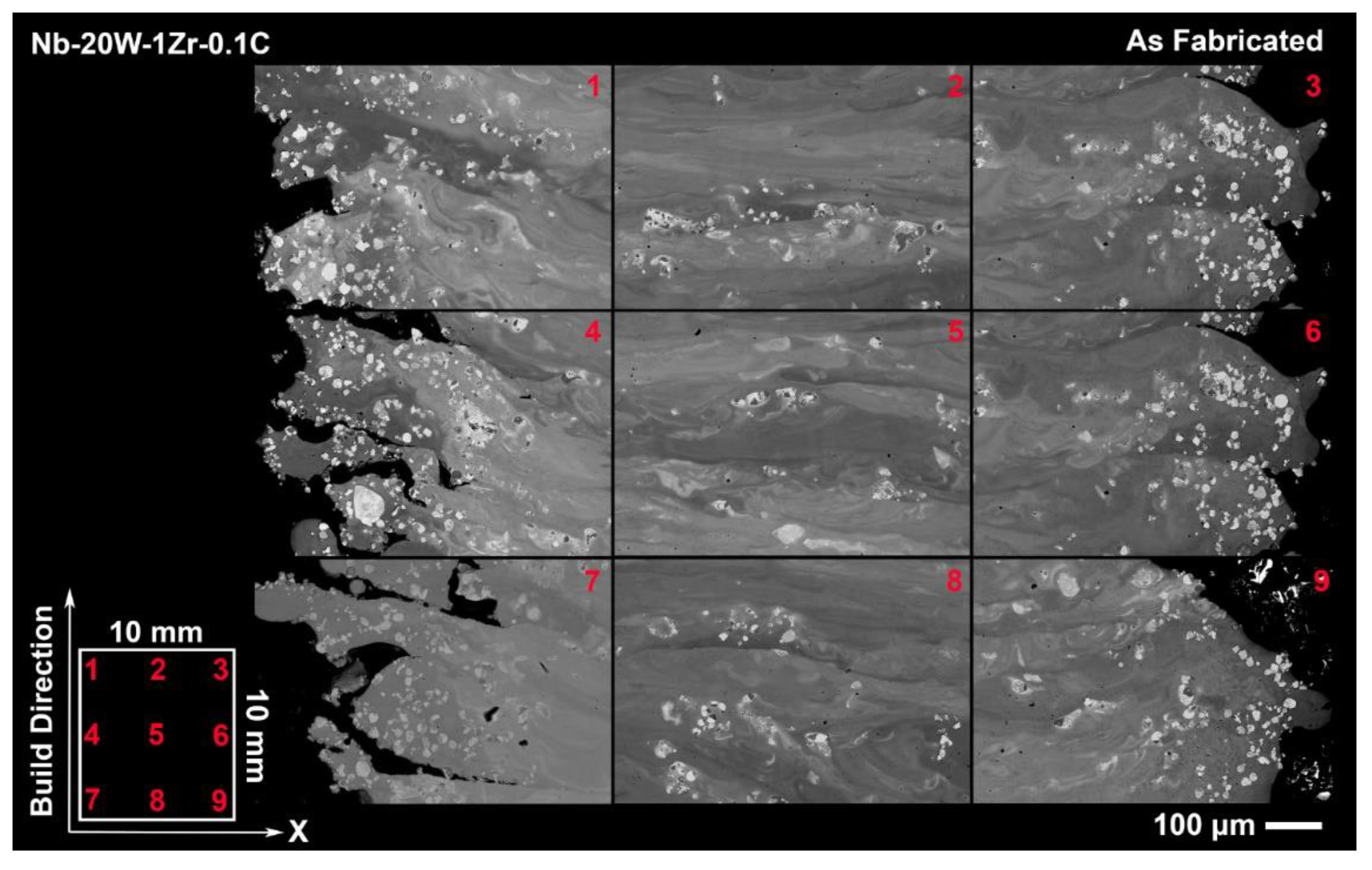
3.2. Processing Space and Parameter Effects on Microstructure
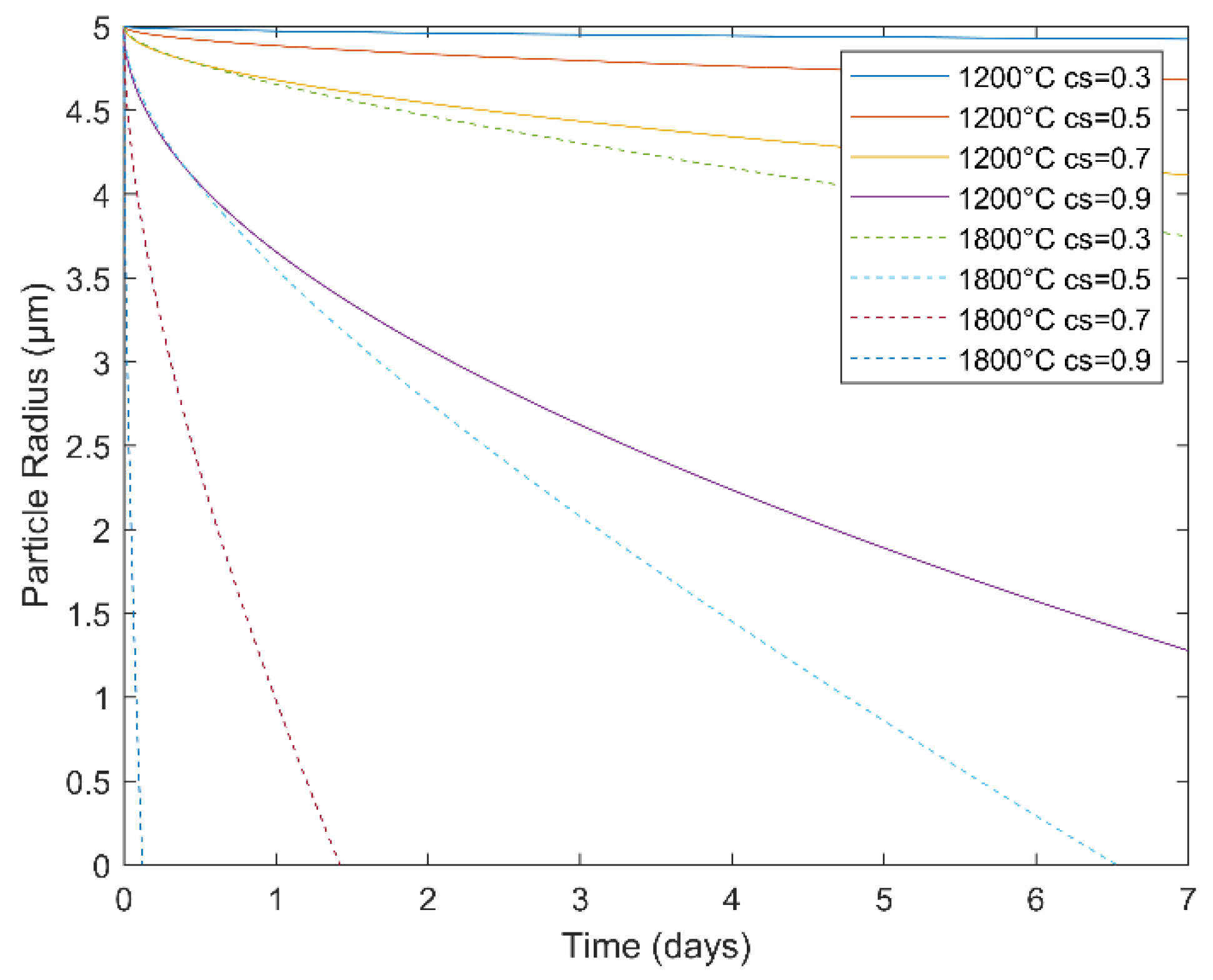
3.3. Heat Treatments and Diffusion
3.4. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Romei, F.; Grubisic, A. Numerical Study of a Novel Monolithic Heat Exchanger for Electrothermal Space Propulsion. Acta Astronaut. 2019, 159, 8–16. [Google Scholar] [CrossRef]
- Satya Prasad, V.V.; Baligidad, R.G.; Gokhale, A.A. Niobium and Other High Temperature Refractory Metals for Aerospace Applications. In Aerospace Materials and Material Technologies: Volume 1: Aerospace Materials; Prasad, N.E., Wanhill, R.J.H., Eds.; Indian Institute of Metals Series; Springer: Singapore, 2017; pp. 267–288. ISBN 978-981-10-2134-3. [Google Scholar]
- ASM International. ASM Handbook Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Almere, The Netherlands, 1990; Volume 2. [Google Scholar]
- Dieter, G. ASM Handbook Volume 20—Materials Selection and Design. In ASM Handbook; ASM International: Almere, The Netherlands, 1997. [Google Scholar]
- Bartlett, E.S.; Houck, J.A. Physical and Mechanical Properties of Columbium and Columbium-Base Alloys; Defense Technical Information Center: Fort Belvoir, VA, USA, 1960; p. 73. [Google Scholar]
- Neikov, O.D.; Naboychenko, S.S.; Murashova, I.B.; Yefimov, N.A. Production of Refractory Metal Powders. In Handbook of Non-Ferrous Metal Powders; Elsevier: Amsterdam, The Netherlands, 2019; pp. 685–755. ISBN 978-0-08-100543-9. [Google Scholar]
- Inouye, H. Niobium in High Temperature Applications. In Proceedings of the Niobium: Proceedings of the International Symposium, San Francisco, CA, USA, 8–11 November 1981. [Google Scholar]
- Frank, R.G. Recent advances in columbium alloys. In Proceedings of the Refractory Metal Alloys Metallurgy and Technology: Proceedings of a Symposium on Metallurgy and Technology of Refractory Metals, Washington, DC, USA, 25–26 April 1968. [Google Scholar]
- Anton, D.L.; Snow, D.B.; Favrow, L.H.; Giamei, A.F. Dispersion Strengthening of High Temperature Niobium Alloys; The Metallurgical Society Inc.: Warrendale, PA, USA, 1989. [Google Scholar]
- Chaudhary, S.; Sankar, M.; Prasad, V.V.S.; Baligidad, R.G.; Gokhale, A.A. Effect of Tungsten and Zirconium on Structure and Properties of Niobium. High Temp. Mater. Process. 2018, 37, 749–759. [Google Scholar] [CrossRef]
- Sheftel, E.N.; Bannykh, O.A. Niobium—Base Alloys. Int. J. Refract. Met. Hard Mater. 1993, 12, 303–314. [Google Scholar] [CrossRef]
- Rock, C.; Lara-Curzio, E.; Ellis, B.; Ledford, C.; Leonard, D.N.; Kannan, R.; Kirka, M.; Horn, T. Additive Manufacturing of Pure Mo and Mo + TiC MMC Alloy by Electron Beam Powder Bed Fusion. JOM 2020, 72, 4202–4213. [Google Scholar] [CrossRef]
- Tietz, T.E.; Wilson, J.W. Behavior and Properties of Refractory Metals; Stanford University Press: Redwood City, CA, USA, 1965. [Google Scholar]
- Buckman, R.W. Carbide Strengthened Refractory Metals. AIP Conf. Proc. 1993, 271, 93–98. [Google Scholar]
- Loria, E.A. Niobium-Base Superalloys via Powder Metallurgy Technology. JOM 1987, 39, 22–26. [Google Scholar] [CrossRef]
- Llewelyn, G. The Refractory Metals. J. R. Aeronaut. Soc. 1966, 70, 787–794. [Google Scholar] [CrossRef]
- Terrazas, C.A.; Mireles, J.; Gaytan, S.M.; Morton, P.A.; Hinojos, A.; Frigola, P.; Wicker, R.B. Fabrication and Characterization of High-Purity Niobium Using Electron Beam Melting Additive Manufacturing Technology. Int. J. Adv. Manuf. Technol. 2016, 84, 1115–1126. [Google Scholar] [CrossRef]
- Terrazas, C.A. Characterization of High-Purity Niobium Structures Fabricated Using the Electron Beam Melting Process; University of Texas: El Paso, TX, USA, 2014. [Google Scholar]
- Martinez, E.; Murr, L.E.; Hernandez, J.; Pan, X.; Amato, K.; Frigola, P.; Terrazas, C.; Gaytan, S.; Rodriguez, E.; Medina, F.; et al. Microstructures of Niobium Components Fabricated by Electron Beam Melting. Metallogr. Microstruct. Anal. 2013, 2, 183–189. [Google Scholar] [CrossRef] [Green Version]
- Gerard, R. Additive Manufacturing for RF and Superconducting RF Applications. In Proceedings of the Colloque Fabrication Additive Physique des Deux Infinis, Bures-sur-Yvette, France, 14 December 2018. [Google Scholar]
- Frigola, P.; Agustsson, R.B.; Faillace, L.; Murokh, A.Y. Advance Additive Manufacturing Method for SRF Cavities of Various Geometries. In Proceedings of the SRF2015, Whistler, BC, Canada, 13–18 September 2015; p. 4. [Google Scholar]
- Rimmer, R.; Frigola, P.; Murokh, A.Y. Additive Manufacturing Methods for SRF Components of Various Geometries 2015. AC05-06OR23177, 31 January 2014. [Google Scholar]
- Figurskey, S.J. Thermal and Thermodynamic Modeling of WC-Co and Mo-Metal Matrix Composites for Electron Beam Powder Bed Fusion. Master’s Thesis, North Carolina State University, Raleigh, NC, USA, 14 May 2021. [Google Scholar]
- Kan, W.; Chen, B.; Jin, C.; Peng, H.; Lin, J. Microstructure and Mechanical Properties of a High Nb-TiAl Alloy Fabricated by Electron Beam Melting. Mater. Des. 2018, 16, 611–623. [Google Scholar] [CrossRef]
- Philips, N.R.; Carl, M.; Cunningham, N.J. New Opportunities in Refractory Alloys. Metall. Mater. Trans. A 2020, 51, 3299–3310. [Google Scholar] [CrossRef]
- Sing, S.L.; Huang, S.; Goh, G.D.; Goh, G.L.; Tey, C.F.; Tan, J.H.K.; Yeong, W.Y. Emerging Metallic Systems for Additive Manufacturing: In-Situ Alloying and Multi-Metal Processing in Laser Powder Bed Fusion. Prog. Mater. Sci. 2021, 119, 100795. [Google Scholar] [CrossRef]
- Knieps, M.S.; Reynolds, W.J.; Dejaune, J.; Clare, A.T.; Evirgen, A. In-Situ Alloying in Powder Bed Fusion: The Role of Powder Morphology. Mater. Sci. Eng. A 2021, 807, 140849. [Google Scholar] [CrossRef]
- Katz-Demyanetz, A.; Koptyug, A.; Popov, V.V. In-Situ Alloying as a Novel Methodology in Additive Manufacturing. In Proceedings of the 2020 IEEE 10th International Conference Nanomaterials: Applications Properties (NAP), Sumy, Ukraine, 9–13 November 2020; pp. 02SAMA05-1–02SAMA05-4. [Google Scholar]
- Brodie, E.G.; Medvedev, A.E.; Frith, J.E.; Dargusch, M.S.; Fraser, H.L.; Molotnikov, A. Remelt Processing and Microstructure of Selective Laser Melted Ti25Ta. J. Alloys Compd. 2020, 820, 153082. [Google Scholar] [CrossRef]
- Huang, S.; Narayan, R.L.; Tan, J.H.K.; Sing, S.L.; Yeong, W.Y. Resolving the Porosity-Unmelted Inclusion Dilemma during in-Situ Alloying of Ti34Nb via Laser Powder Bed Fusion. Acta Mater. 2021, 204, 116522. [Google Scholar] [CrossRef]
- O’Dell, J.S.; Schofield, E.C.; McKechnie, T.N.; Fulmer, A. Plasma Alloying and Spheroidization Process and Development. J. Mater. Eng. Perform. 2004, 13, 461–467. [Google Scholar] [CrossRef]
- Ledford, C.; Rock, C.; Carriere, P.; Frigola, P.; Gamzina, D.; Horn, T. Characteristics and Processing of Hydrogen-Treated Copper Powders for EB-PBF Additive Manufacturing. Appl. Sci. 2019, 9, 3993. [Google Scholar] [CrossRef] [Green Version]
- Ledford, C.; Tung, M.; Rock, C.; Horn, T. Real Time Monitoring of Electron Emissions during Electron Beam Powder Bed Fusion for Arbitrary Geometries and Toolpaths. Addit. Manuf. 2020, 34, 101365. [Google Scholar] [CrossRef]
- Ellis, E.A.I.; Sprayberry, M.A.; Ledford, C.; Hankwitz, J.P.; Kirka, M.M.; Rock, C.D.; Horn, T.J.; Katoh, Y.; Dehoff, R.R. Processing of Tungsten Through Electron Beam Melting. J. Nucl. Mater. 2021, 555, 153041. [Google Scholar] [CrossRef]
- Whelan, M.J. On the Kinetics of Precipitate Dissolution. Met. Sci. J. 1969, 3, 95–97. [Google Scholar] [CrossRef]
- Road, B.P.; Oh, C.; Tien, J.K. Understanding the Interdiffusion Behavior and Determining the Long Term Stability of Tungsten Fiber Reinforced Niobium-Base Matrix Composite Systems; NASA: Washington, DC, USA, 1990. [Google Scholar]
- Tan, Z.; Zhou, Z.; Wu, X.; Wang, Y.; Shao, W.; Guo, X.; Zhou, Z.; Yang, Y.; Wang, G.; He, D. In Situ Synthesis of Spherical WMo Alloy Powder for Additive Manufacturing by Spray Granulation Combined with Thermal Plasma Spheroidization. Int. J. Refract. Met. Hard Mater. 2021, 95, 105460. [Google Scholar] [CrossRef]
- Prokoshkin, D.A.; Vasil’eva, E.V.; Vergasova, L.L. Interdiffusion of Niobium and Some Refractory Metals. Met. Sci. Heat Treat. 1967, 9, 199–201. [Google Scholar] [CrossRef]
- Wojcik, C.C. Processing, Properties and Applications of High-Temperature Niobium Alloys. MRS Online Proc. Libr. Arch. 1993, 322, 519. [Google Scholar] [CrossRef]
- Begley, R.T.; Bechtold, J.H. Effect of Alloying on the Mechanical Properties of Niobium. J. Common Met. 1961, 3, 1–12. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Nb-1Zr | Nb-10W-1Zr-0.1C | Nb-20W-1Zr-0.1C |
|---|---|---|---|
| Melt: Power Analyze (°C) | 1300 | 1300 | 1300 |
| Melt: Beam Speed (mm/s) | 200 | 200 | 200 |
| Melt: Current (mA) | 12 | 12 | 14 |
| Melt: Max Current (mA) | 12 | 12 | 14 |
| Melt: Focus Offset (mA) | 35 | 35 | 50 |
| Melt: Speed Function | 13 | 13 | 10 |
| Melt: Line Offset (mm) | 0.175 | 0.125 | 0.11 |
| Preheat: Square (mm) | 80 | 80 | 80 |
| Preheat 1: Line Order | 20 | 20 | 20 |
| Preheat 1: Line Offset (mm) | 1.2 | 1.2 | 1.2 |
| Preheat 1: Hatch Depth (mm) | 0.1 | 0.1 | 0.1 |
| Preheat 1: Max Beam Current (mA) | 32 | 32 | 32 |
| Preheat 1: Min Beam Current (mA) | 5 | 5 | 5 |
| Preheat 1: Beam Speed (m/s) | 10 | 10 | 10 |
| Preheat 1: Number of Repetitions | 30 | 30 | 45 |
| Preheat 1: Max Number of Repetitions | 30 | 30 | 45 |
| Preheat 1: Average Current (mA) | 20 | 20 | 20 |
| Nb-1Zr (AR) | Nb-1Zr (PAS) | Nb-10W-1Zr-0.1C (PAS) | Nb-20W-1Zr-0.1C (PAS) | |
|---|---|---|---|---|
| Nb (wt%) | BAL | BAL | BAL | BAL |
| W (wt%) | 0.0054 † | 0.0056 † | 1 †,* | 2 †,* |
| C (wt%) | 0.009 | 0.0083 | 0.034 | 0.032 |
| O (ppm) | 830 | 1000 | 870 | 990 |
| Nb-1Zr | Nb-10W-1Zr-0.1C | Nb-20W-1Zr-0.1C | |
|---|---|---|---|
| Nb (wt%) | BAL | BAL | BAL |
| W (wt%) | 0.047 † | 13.2 † | 25.1 † |
| Zr (wt%) | 0.85 † | 0.73 † | 0.64 † |
| C (wt%) | 0.012 | 0.024 | 0.022 |
| O (ppm) | 974 | 851 | 971 |
| H (ppm) | 41.5 | 20.4 | 21.5 |
| Material | Heat Treatment | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Strain (∆L/L) |
|---|---|---|---|---|
| Nb-1Zr | As Built | 366.5 ± 0.5 | 428.5 ± 2.0 | 23.6 ± 3.3 |
| Nb-1Zr | 4 h 1200 °C | 192.5 ± 0.5 | 295.6 ± 4.4 | 32.0 ± 2.9 |
| Nb-1Zr | 12 h 1200 °C | 157.5 ± 9.5 | 277.6 ± 2.5 | 40.1 ± 5.2 |
| Nb-10W-1Zr-0.1C | As Built | 301.0 ± 4.0 | 357.3 ± 11.2 | 13.2 ± 1.6 |
| Nb-10W-1Zr-0.1C | 4 h 1200 °C | 367.0 ± 0.0 | 478.2 ± 0.0 | 17.9 ± 0.0 |
| Nb-10W-1Zr-0.1C | 12 h 1200 °C | 290.0 ± 45.0 | 367.2 ± 37.7 | 10.3 ± 1.4 |
| Nb-20W-1Zr-0.1C | As Built | -- ± -- | 170.6 ± N/A | 4.3 ± N/A |
| Nb-20W-1Zr-0.1C | 12 h 1200 °C | -- ± -- | 327.8 ± 17.7 | 5.0 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hankwitz, J.P.; Ledford, C.; Rock, C.; O’Dell, S.; Horn, T.J. Electron Beam Melting of Niobium Alloys from Blended Powders. Materials 2021, 14, 5536. https://doi.org/10.3390/ma14195536
Hankwitz JP, Ledford C, Rock C, O’Dell S, Horn TJ. Electron Beam Melting of Niobium Alloys from Blended Powders. Materials. 2021; 14(19):5536. https://doi.org/10.3390/ma14195536
Chicago/Turabian StyleHankwitz, Jameson P., Christopher Ledford, Christopher Rock, Scott O’Dell, and Timothy J. Horn. 2021. "Electron Beam Melting of Niobium Alloys from Blended Powders" Materials 14, no. 19: 5536. https://doi.org/10.3390/ma14195536
APA StyleHankwitz, J. P., Ledford, C., Rock, C., O’Dell, S., & Horn, T. J. (2021). Electron Beam Melting of Niobium Alloys from Blended Powders. Materials, 14(19), 5536. https://doi.org/10.3390/ma14195536