
Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies


Abstract
:1. Introduction
2. Experimental Setup
2.1. Experimental Platform
2.2. Experimental Procedure
3. Methodology and Model
3.1. Neuroevolution of Augmenting Topologies
3.2. Establishment and Training of the NEAT Model
- Determination of the network model structure. The main goal is to predict the WD by selecting LP, WS, SF and SA as input parameters. Therefore, LP, WS, SF and SA are selected as the input parameters of the NEAT model, and the WD is taken as the output parameter. In the current related research, whether increasing the number of hidden layers can reduce the network error is uncertain but doing so will undoubtedly complicate the network structure and greatly increase the network training time and data occupation space. Therefore, a three-layer network with a single hidden layer and eight hidden layer nodes is selected in the initial design, the input layer nodes are connected to every node in the hidden layer and the output layer, every hidden layer node is connected to the output layer node, and the initial connections in the network are enabled. During training, the network topology and the connection weights are changed by crossing over and mutating to obtain the network structure with the smallest error. Consequently, the NEAT model for predicting WD is determined, and the initial topological structure of the model is shown in Figure 9, where the numbers in the hidden layer represent the innovation numbers, the thickness of connection lines are related to the value of initial random weights, the red lines mean weight < 0, the green lines mean weight ≥ 0, and the solid lines mean that the corresponding connections are enabled.
- Design of training dataset and testing dataset. As mentioned, among 60 samples whose experimental parameters were determined by the LHS method, the experimental results of 58 samples involved incomplete penetration. The large difference of the different characteristic value of samples is not conducive to processing, so the samples are preprocessed through mean removal. Fifty samples (training dataset) are randomly selected for training the NEAT model from preprocessed samples. The remaining eight samples (testing dataset) were selected for testing prediction accuracy.
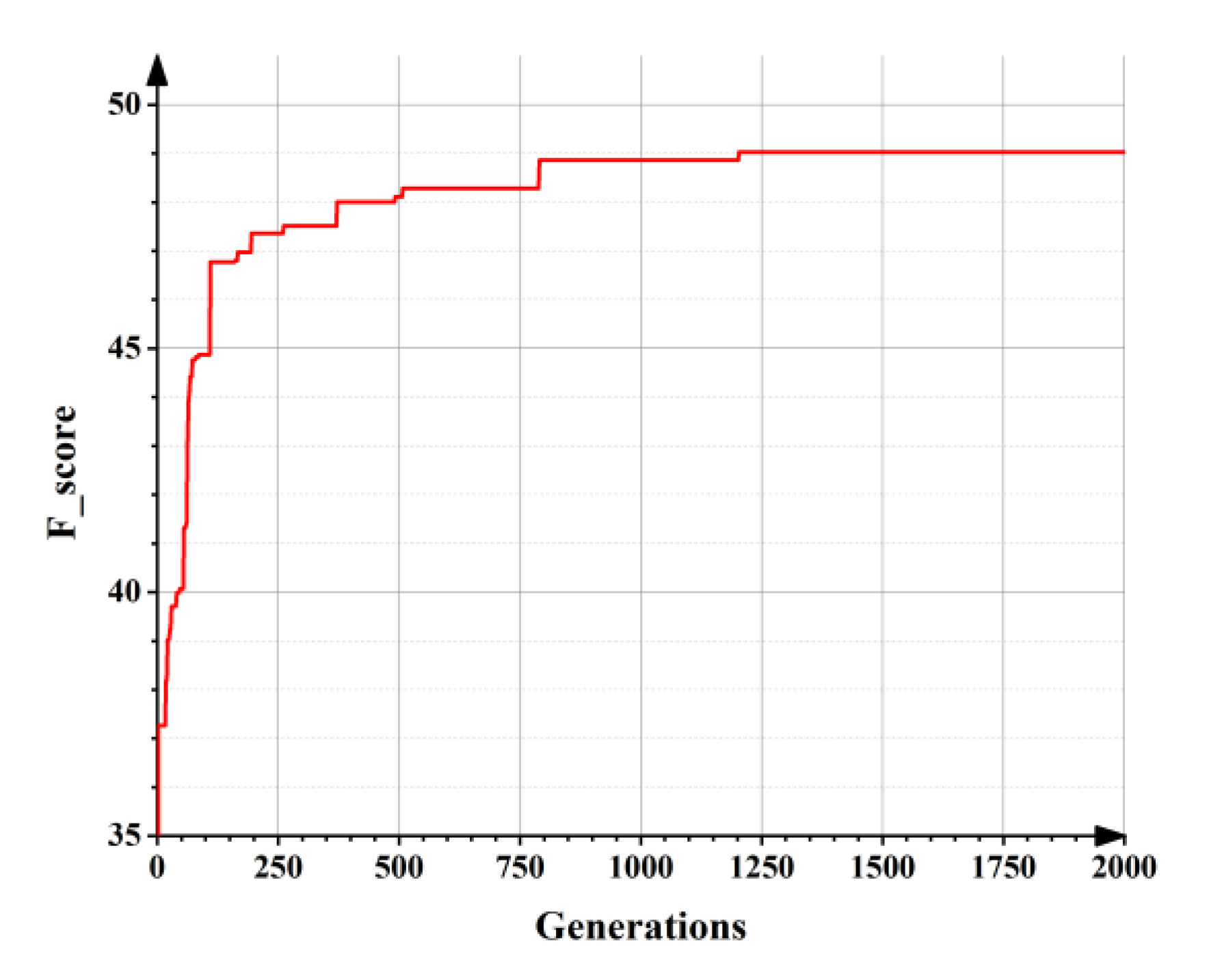
- Set initial population and fitness rules. The initial population size is set to 300, and each individual in the population represents a network. The score of each individual is calculated according to the network calculation rules. To evaluate the quality of a solution, initial fitness minus the square of error between the output value and the expected value of training dataset is usually employed as the fitness. Thus, the higher the score, the smaller the proof error and the better the individual.
- Implement the NEAT to obtain the prediction model. The NEAT was applied to solve the prediction problem and obtain the predicted value of WD. The program was developed based on Python 3.6 and was run in JetBrains PyCharm. Selected parameters for the NEAT are listed in Table 3.
4. Result and Discussion
4.1. Experimental Results
4.2. Analysis of the NEAT Model Training Process
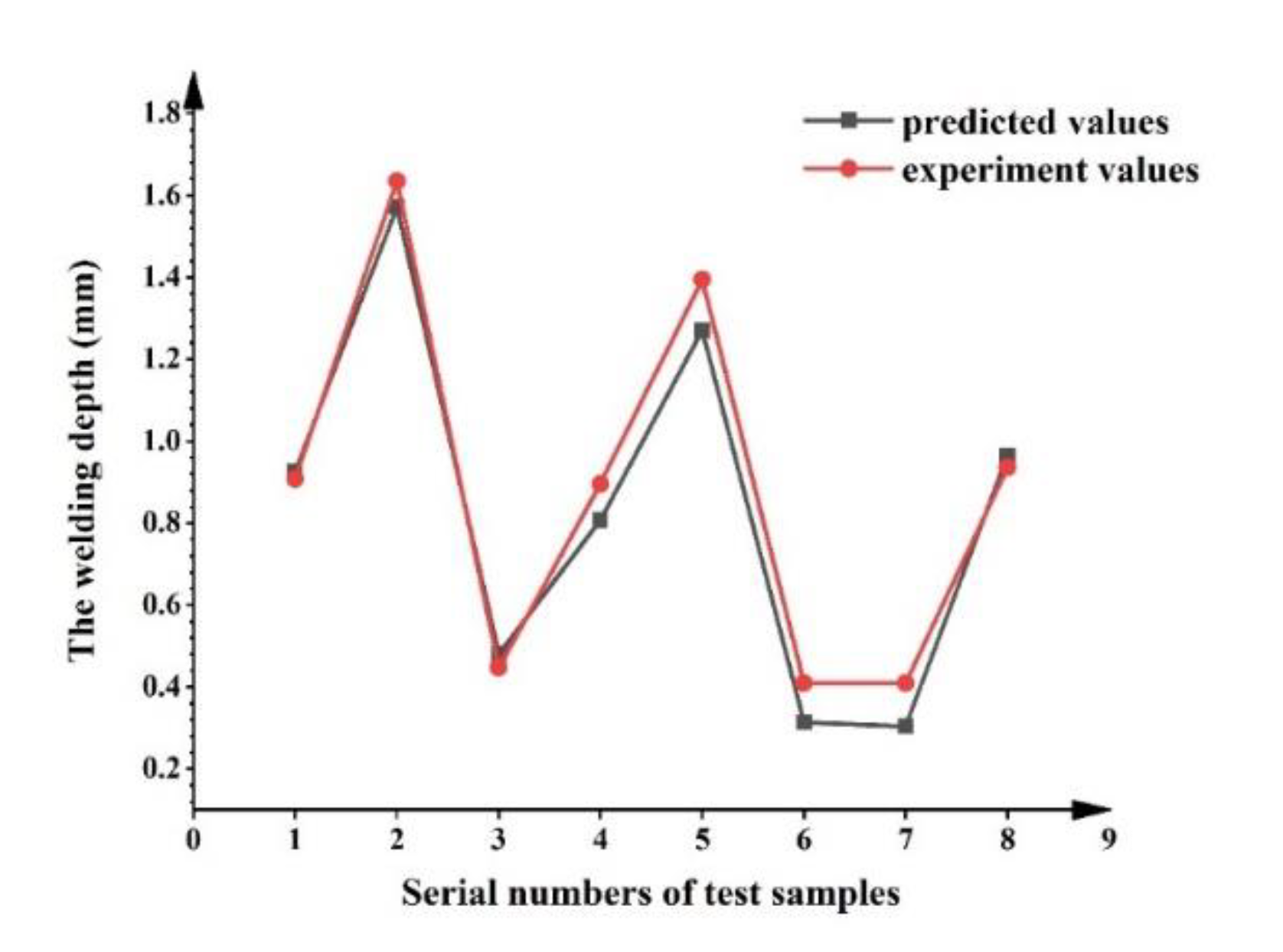
4.3. Validation of the Prediction Accuracy of the Proposed Approach
5. Conclusions
- To some degree, the welding depth (WD) can represent the seam quality. The established NEAT model based on the main process parameters (laser power [LP], welding speed [WS], scanning amplitude [SA], and scanning frequency [SF]) as inputs and WD as output could accurately reflect the nonlinear relationship between the main welding parameters and WD, whether in conduction mode or in keyhole mode.
- The NEAT model had high accuracy through verification tests and could predict the WD of the “∞”-shaped laser scanning welding results within acceptable error margins. Moreover, the normalized root mean square error (NRMSE) of WD is approximately 6.2% by validation.
- Good prediction performance thus makes the model reliable for the preliminary selection of process parameters, and the proposed approach lays the foundation for controlling penetration and evaluating the quality of “∞”-shaped laser scanning welding. However, the welding depth is also influenced by other factors, even if their effect is usually limited. Therefore, follow-up research is needed before the application of this method in industry.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO. | LP (W) | WS (mm/s) | SF (Hz) | SA (mm) | WD (mm) |
|---|---|---|---|---|---|
| 1 | 1089 | 21 | 161 | 0.4 | 0.66 |
| 2 | 2228 | 13.2 | 197 | 0.8 | 1.44 |
| 3 | 2528 | 12.7 | 129 | 0.4 | 1.86 |
| 4 | 1759 | 10.4 | 79 | 0.6 | 1.43 |
| 5 | 1529 | 14.8 | 106 | 0.4 | 1.18 |
| 6 | 1740 | 28 | 25 | 0.4 | 1.02 |
| 7 | 2944 | 23.9 | 43 | 1.6 | 1.27 |
| 8 | 1624 | 28.8 | 120 | 1.3 | 0.61 |
| 9 | 2280 | 25.9 | 88 | 1.4 | 0.90 |
| 10 | 1387 | 25.3 | 236 | 1.1 | 0.56 |
| 11 | 1261 | 21.8 | 93 | 0.8 | 0.67 |
| 12 | 1036 | 13.8 | 247 | 1.6 | 0.31 |
| 13 | 2255 | 23.5 | 179 | 1.7 | 0.81 |
| 14 | 2438 | 13 | 228 | 1 | 1.57 |
| 15 | 2788 | 16.3 | 111 | 1.3 | 1.35 |
| 16 | 2031 | 8.8 | 204 | 0.1 | 1.79 |
| 17 | 1684 | 18.4 | 30 | 0 | 1.41 |
| 18 | 1129 | 15.3 | 66 | 0.9 | 0.69 |
| 19 | 1223 | 26.8 | 22 | 1.8 | 0.30 |
| 20 | 2654 | 17.3 | 163 | 1.8 | 1.18 |
| 21 | 962 | 27.5 | 18 | 1.2 | 0.48 |
| 22 | 863 | 9.8 | 139 | 0.8 | 0.62 |
| 23 | 2179 | 15.6 | 84 | 0.6 | 1.44 |
| 24 | 1846 | 26.2 | 167 | 0.6 | 0.97 |
| 25 | 2366 | 22.2 | 125 | 0.8 | 1.22 |
| 26 | 1454 | 27.4 | 136 | 1 | 0.67 |
| 27 | 1569 | 19.9 | 222 | 1 | 0.90 |
| 28 | 1990 | 14.6 | 172 | 0.1 | 1.48 |
| 29 | 1316 | 8.6 | 97 | 0.1 | 1.35 |
| 30 | 1489 | 18.9 | 145 | 1.2 | 0.92 |
| 31 | 2686 | 11.1 | 36 | 1.6 | 1.88 |
| 32 | 1825 | 19.1 | 221 | 1.4 | 0.85 |
| 33 | 2494 | 14 | 39 | 0.9 | 1.68 |
| 34 | 895 | 21.4 | 218 | 1.1 | 0.23 |
| 35 | 2972 | 12.2 | 54 | 0.1 | Whole |
| 36 | 1196 | 8 | 53 | 0.7 | 1.08 |
| 37 | 2475 | 9.9 | 14 | 0.7 | 2.43 |
| 38 | 1144 | 29.2 | 77 | 1.5 | 0.31 |
| 39 | 2823 | 17 | 183 | 0.1 | 2.06 |
| 40 | 2899 | 22.8 | 198 | 1.3 | 1.40 |
| 41 | 2379 | 20.6 | 243 | 0.6 | 1.32 |
| 42 | 930 | 20.1 | 61 | 1.5 | 0.21 |
| 43 | 1879 | 16 | 99 | 0.5 | 1.22 |
| 44 | 2047 | 22.5 | 188 | 1.6 | 0.86 |
| 45 | 2142 | 10.8 | 115 | 1.1 | 1.48 |
| 46 | 2877 | 24.8 | 46 | 1.6 | 1.22 |
| 47 | 1910 | 17.9 | 153 | 0.8 | 1.11 |
| 48 | 2743 | 12 | 146 | 0.5 | Whole |
| 49 | 1965 | 29.5 | 103 | 0.6 | 0.93 |
| 50 | 820 | 19.6 | 190 | 0.5 | 0.42 |
| 51 | 2106 | 28.2 | 131 | 0.2 | 1.13 |
| 52 | 2319 | 24.5 | 63 | 1.7 | 0.88 |
| 53 | 1007 | 26.7 | 212 | 0.3 | 0.60 |
| 54 | 2610 | 17.8 | 207 | 1.1 | 1.41 |
| 55 | 2572 | 25.1 | 27 | 1.1 | 1.28 |
| 56 | 1599 | 9.4 | 175 | 0.2 | 1.60 |
| 57 | 2747 | 16.8 | 157 | 0.4 | 1.92 |
| 58 | 1311 | 23.4 | 232 | 1.3 | 0.48 |
| 59 | 1353 | 29.8 | 70 | 0.3 | 0.74 |
| 60 | 1672 | 11.4 | 241 | 1.3 | 1.20 |
References
- Zhang, X.; Mi, G.Y.; Chen, L.; Jiang, P.; Wang, C.M. Microstructure and performance of hybrid laser-arc welded 40 mm thick 316 L steel plates. J. Mater. Process. Technol. 2018, 259, 312–319. [Google Scholar] [CrossRef]
- Chang, Y.S.; Yue, J.F.; Guo, R.; Liu, W.J.; Li, L.Y. Penetration quality prediction of asymmetrical fillet root welding based on optimized BP neural network. J. Manuf. Process. 2020, 50, 247–254. [Google Scholar] [CrossRef]
- Li, J.Z.; Sun, Q.J.; Liu, Y.B.; Zhen, Z.Y.; Sun, Q.; Feng, J.C. Melt flow and microstructural characteristics in beam oscillation superimposed laser welding of 304 stainless steel. J. Manuf. Process. 2020, 50, 629–637. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.Z.; Jiang, P.; Cao, L.C.; Zhou, Q. Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: A critical review of recent literature. J. Manuf. Syst. 2020, 57, 1–18. [Google Scholar] [CrossRef]
- Meng, W.; Li, Z.G.; Lu, F.G.; Wu, Y.X.; Chen, J.H.; Katayama, S. Porosity formation mechanism and its prevention in laser lap welding for T-joints. J. Mater. Process. Technol. 2014, 214, 1658–1664. [Google Scholar] [CrossRef]
- Zhang, Y.; You, D.; Gao, X.; Zhang, N.; Gao, P.P. Welding defects detection based on deep learning with multiple optical sensors during disk laser welding of thick plates. J. Manuf. Syst. 2019, 51, 87–94. [Google Scholar] [CrossRef]
- Chen, G.Y.; Wang, B.; Mao, S.; Zhong, P.X.; He, J. Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt. Laser Technol. 2019, 115, 32–41. [Google Scholar] [CrossRef]
- Kraetzsch, M.; Standfuss, J.; Klotzbach, A.; Kaspar, J.; Brenner, B.; Beyer, E. Laser beam welding with high-frequency beam oscillation: Welding of dissimilar materials with brilliant fiber lasers. Phys. Procedia 2011, 12, 142–149. [Google Scholar] [CrossRef]
- Berend, O.; Haferkamp, H.; Meier, O.; Engelbrecht, L. High-Frequency beam oscillating to increase the process stability during laser welding with high melt pool dynamics. In Proceedings of the 24th Congress on Applications of Laser & Electro-Optics, Miami, FL, USA, 31 October–3 November 2005; pp. 1032–1041. [Google Scholar] [CrossRef]
- Vänskä, M.P.; Kujanpää, V.; Westin, E.M.; Torvinen, T. Short focal length scanner fiber laser welding of stainless steel sheets and tubular products. In Proceedings of the 28th International Conference on Applications of Lasers and Electro Optics, Orlando, FL, USA, 1 January 2009. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X.Y. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Zhou, L.T.; Wang, W.; Wang, X.Y.; Wang, S.Y.; Sun, Q. Effects of laser scanning welding process on porosity rate of aluminum alloy. Trans. China Weld. Inst. 2014, 35, 65–68, 72. [Google Scholar]
- Yang, R. Application of laser scanning welding process in aluminum alloy welding. Mod. Manuf. Technol. Equip. 2017, 2, 106–108. [Google Scholar] [CrossRef]
- Wang, Z.M.; Oliveira, J.P.; Zeng, Z.; Bu, X.Z.; Peng, B.; Shao, X.Y. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Pavan Kumar, N.; Devarajan, P.K.; Arungalai Vendan, S.; Shanmugam, N. Prediction of bead geometry in cold metal transfer welding using back propagation neural network. Int. J. Adv. Manuf. Technol. 2017, 93, 385–392. [Google Scholar] [CrossRef]
- Wang, Q.; Jiao, W.; Zhang, Y.M. Deep learning-empowered digital twin for visualized weld joint growth monitoring and penetration control. J. Manuf. Syst. 2020, 57, 429–439. [Google Scholar] [CrossRef]
- Sathiya, P.; Panneerselvam, K.; Jaleel, M.Y. Optimization of laser welding process parameters for super austenitic stainless steel using artificial neural networks and genetic algorithm. Mater. Des. 2012, 36, 490–498. [Google Scholar] [CrossRef]
- Wu, Q.; Xiao, R.S.; Zou, J.L.; Xu, J.J. Weld formation mechanism during fiber laser welding of aluminum alloys with focus rotation and vertical oscillation. J. Manuf. Process 2018, 36, 149–154. [Google Scholar] [CrossRef]
- Vanska, M.; Salminen, A. Laser welding of stainless steel self-steering tube-to-tube joints with oscillating mirror. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 226, 632–640. [Google Scholar] [CrossRef]
- Won-Ik, C.; Villads, S.; Peer, W. Numerical study of the effect of the oscillation frequency in buttonhole welding. J. Mater. Process. Technol. 2018, 261, 202–212. [Google Scholar] [CrossRef]
- Li, S.R.; Mi, G.Y.; Wang, C.M. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Yang, Y.; Cao, L.; Zhou, Q.; Wang, C.; Wu, Q.; Jiang, P. Multi-objective process parameters optimization of Laser-magnetic hybrid welding combining Kriging and NSGA-II. Robot. CIM-Int. Manuf. 2017, 49, 253–262. [Google Scholar] [CrossRef]
- Zhou, Q.; Jiang, P.; Shao, X.Y.; Gao, Z.M.; Cao, L.C.; Chen, Y.; Li, X.B. Optimization of process parameters of hybrid laser–arc welding onto 316 L using ensemble of Metamodels. Metall. Mater. Trans. B 2016, 47, 2182–2196. [Google Scholar] [CrossRef]
- Gao, Z.M.; Shao, X.Y.; Jiang, P.; Cao, L.C.; Zhou, Q.; Chen, Y.; Liu, Y.; Wang, C.M. Parameters optimization of hybrid fiber laser-arc butt welding on 316 L stainless steel using kriging model and GA. Opt. Laser Technol. 2016, 83, 153–162. [Google Scholar] [CrossRef]
- Las-Casas, M.S.; de ávila, T.L.D.; Bracarense, A.Q.; Lima, E.J. Weld parameter prediction using artificial neural network: FN and geometric parameter prediction of austenitic stainless steel welds. J Braz. Soc. Mech. Sci. 2018, 40, 26. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, X.; Katayama, S. Weld appearance prediction with bp neural network improved by genetic algorithm during disk laser welding. J. Manuf. Syst. 2015, 34, 53–59. [Google Scholar] [CrossRef]
- Chidambaran, S.; Behjat, A.; Chowdhury, S. Multi-Criteria Evolution of Neural Network Topologies: Balancing Experience and Performance in Autonomous Systems. In Proceedings of the ASME 2018 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, QC, Canada, 26 August 2018. [Google Scholar]
- Stanley, K.O.; Miikkulainen, R. Efficient evolution of neural network topologies. In Proceedings of the 2002 Congress on Evolutionary Computation. CEC’02 (Cat. No. 02TH8600), Honolulu, HI, USA, 1 February 2002; Volume 2, pp. 1757–1762. [Google Scholar] [CrossRef] [Green Version]
- Kithara Real-Time Suite [EB/OL]. Available online: http://kithara.com/en/products/realtimesuite (accessed on 29 September 2021).
- JB/T 13075-2017: EtherMAC System Structure and Communication Standard for Use in Industrial Machinery Electrical Equipment and System; China Machine Press: Beijing, China, 2017.
- Jiang, P.; Cao, L.C.; Zhou, Q.; Gao, Z.M.; Rong, Y.M.; Shao, X.Y. Optimization of welding process parameters by combining kriging surrogate with particle swarm optimization algorithm. Int. J. Adv. Manuf. Technol. 2016, 86, 2473–2483. [Google Scholar] [CrossRef]
- Rong, Y.M.; Zhang, Z.; Zhang, G.J.; Chen, Y.; Gu, Y.F.; Huang, Y.; Wang, C.M.; Shao, X.Y. Parameters optimization of laser brazing in crimping butt using Taguchi and BPNN-GA. Opt. Laser Eng. 2015, 67, 94–104. [Google Scholar] [CrossRef]
















| C | Si | Mn | P | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.027 | 0.56 | 1.55 | 0.031 | 0.001 | 18.0 | 8.0 | 0.1 | Bal. |
| Tensile strength/Mpa 660 | Yield strength/Mpa 277 | Elongation percentage/% 62.0 | ||||||
| Other Constant Welding Parameters | Value |
|---|---|
| The gas flow of the nozzles (L/min) | 15 |
| Defocusing distance (mm) | 0 |
| Plate thickness (mm) | 3 |
| Parameter | Value |
|---|---|
| Fitness threshold | 49.8 |
| Activation_options | Softplus, Relu, Sigmoid |
| Activation_default | Softplus |
| Activation_mutate_rate | 0.1 |
| Aggregation_default | Sum |
| Conn_add_prob | 0.5 |
| Conn_delete_prob | 0.5 |
| Node_add_prob | 0.2 |
| Node_delete_prob | 0.2 |
| Enabled_default | True |
| Enabled_mutate_rate | 0.05 |
| Initial fitness | 50 |
| Population size | 300 |
| Maximum iterations | 2000 |
| Num_hidden | 8 |
| Num_inputs | 4 |
| Num_outputs | 1 |
| Initial_connection | Full_direct |
| Compatibility_disjoint_coefficient | 1.0 |
| Compatibility_weight_coefficient | 0.5 |
| Compatibility_threshold | 3.0 |
| Elitism | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Zhang, C.; Zhu, T. Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies. Materials 2021, 14, 5984. https://doi.org/10.3390/ma14205984
Yin Y, Zhang C, Zhu T. Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies. Materials. 2021; 14(20):5984. https://doi.org/10.3390/ma14205984
Chicago/Turabian StyleYin, Yisheng, Chengrui Zhang, and Tieshuang Zhu. 2021. "Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies" Materials 14, no. 20: 5984. https://doi.org/10.3390/ma14205984
APA StyleYin, Y., Zhang, C., & Zhu, T. (2021). Penetration Depth Prediction of Infinity Shaped Laser Scanning Welding Based on Latin Hypercube Sampling and the Neuroevolution of Augmenting Topologies. Materials, 14(20), 5984. https://doi.org/10.3390/ma14205984