
Moisture Vapor Permeability and Thermal Wear Comfort of Ecofriendly Fiber-Embedded Woven Fabrics for High-Performance Clothing

Abstract
:1. Introduction
2. Materials and Methods
2.1. Yarn Preparation
2.2. Fabric Preparation
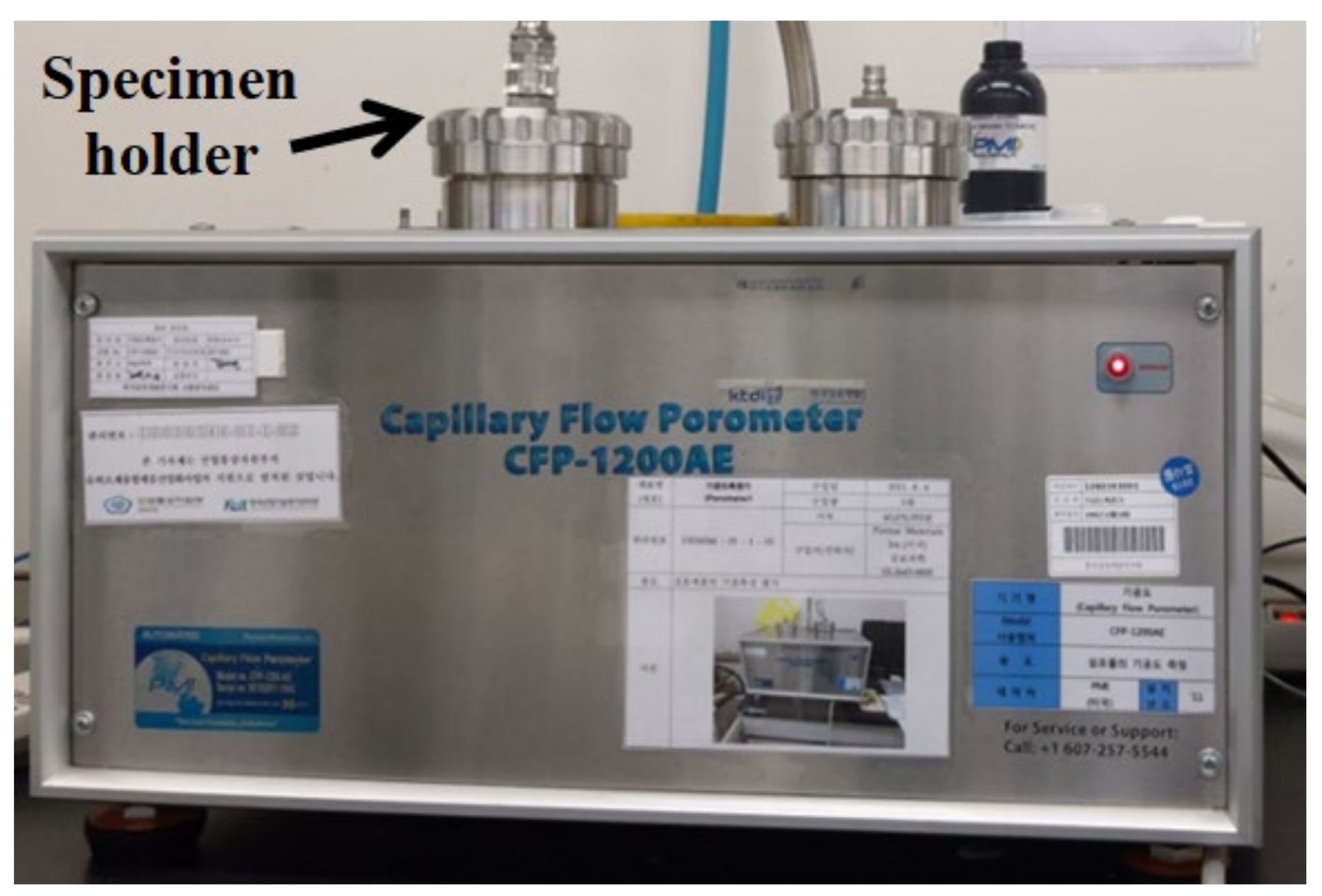
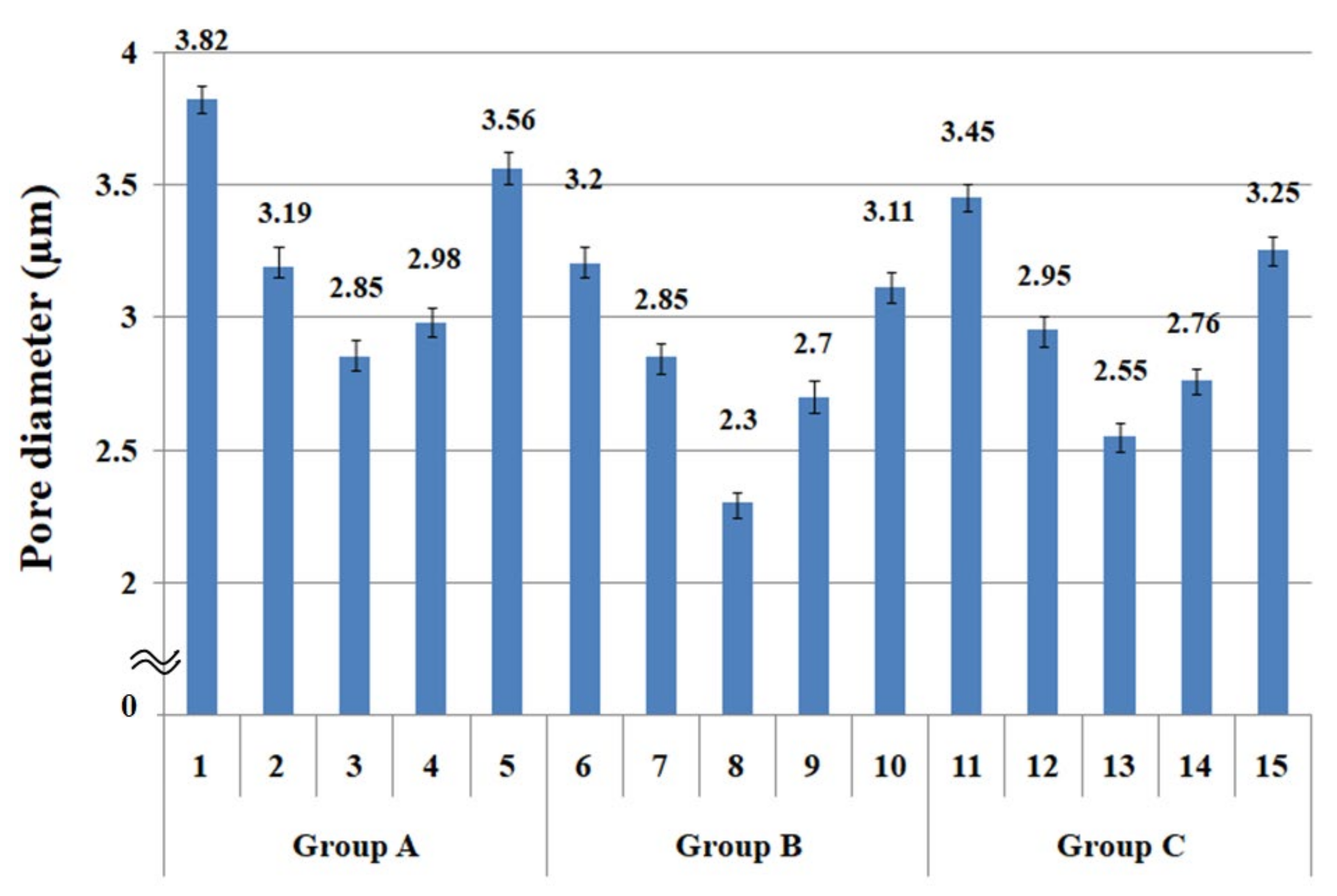
2.3. Measurement of Pore Size of the Fabric Specimens
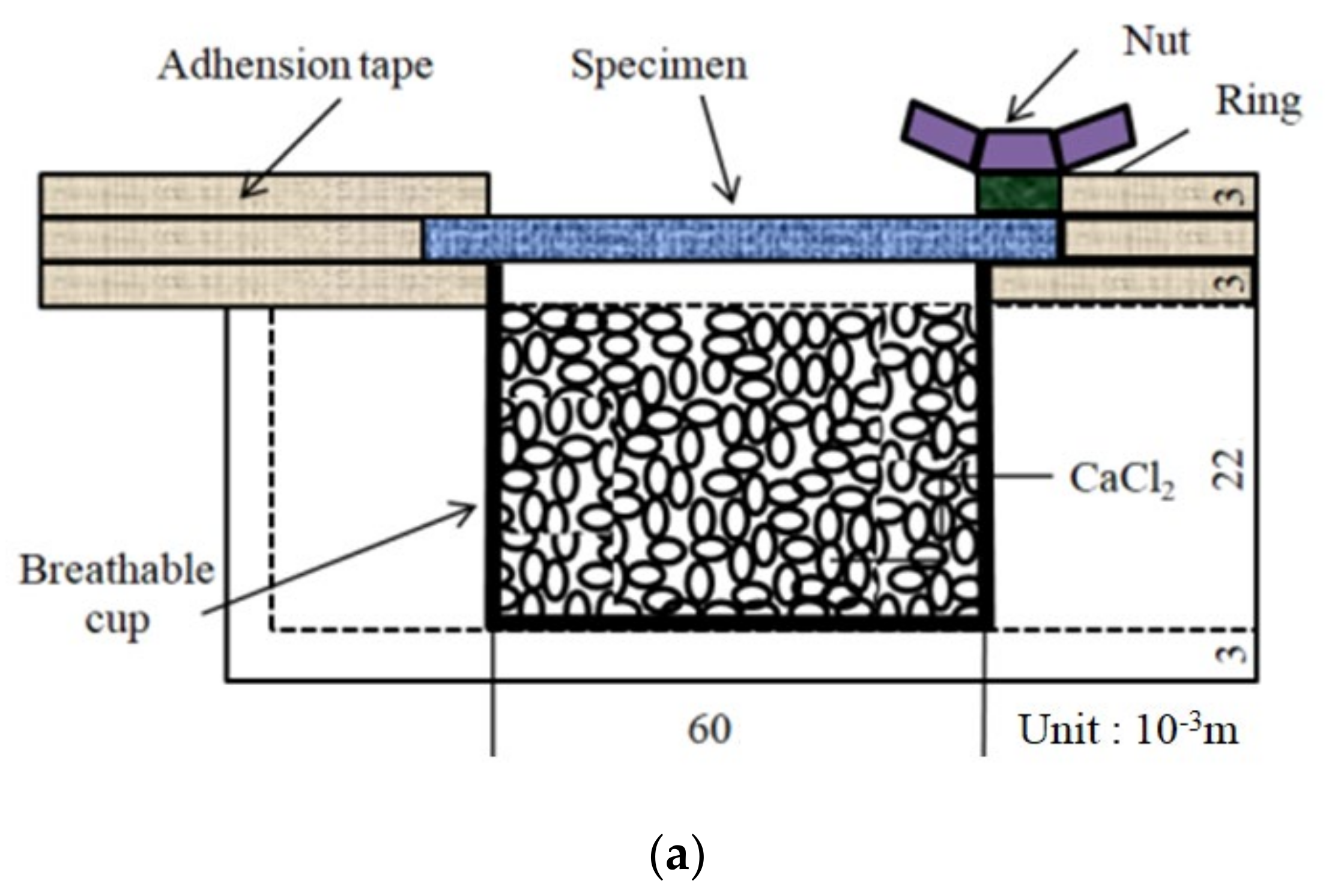
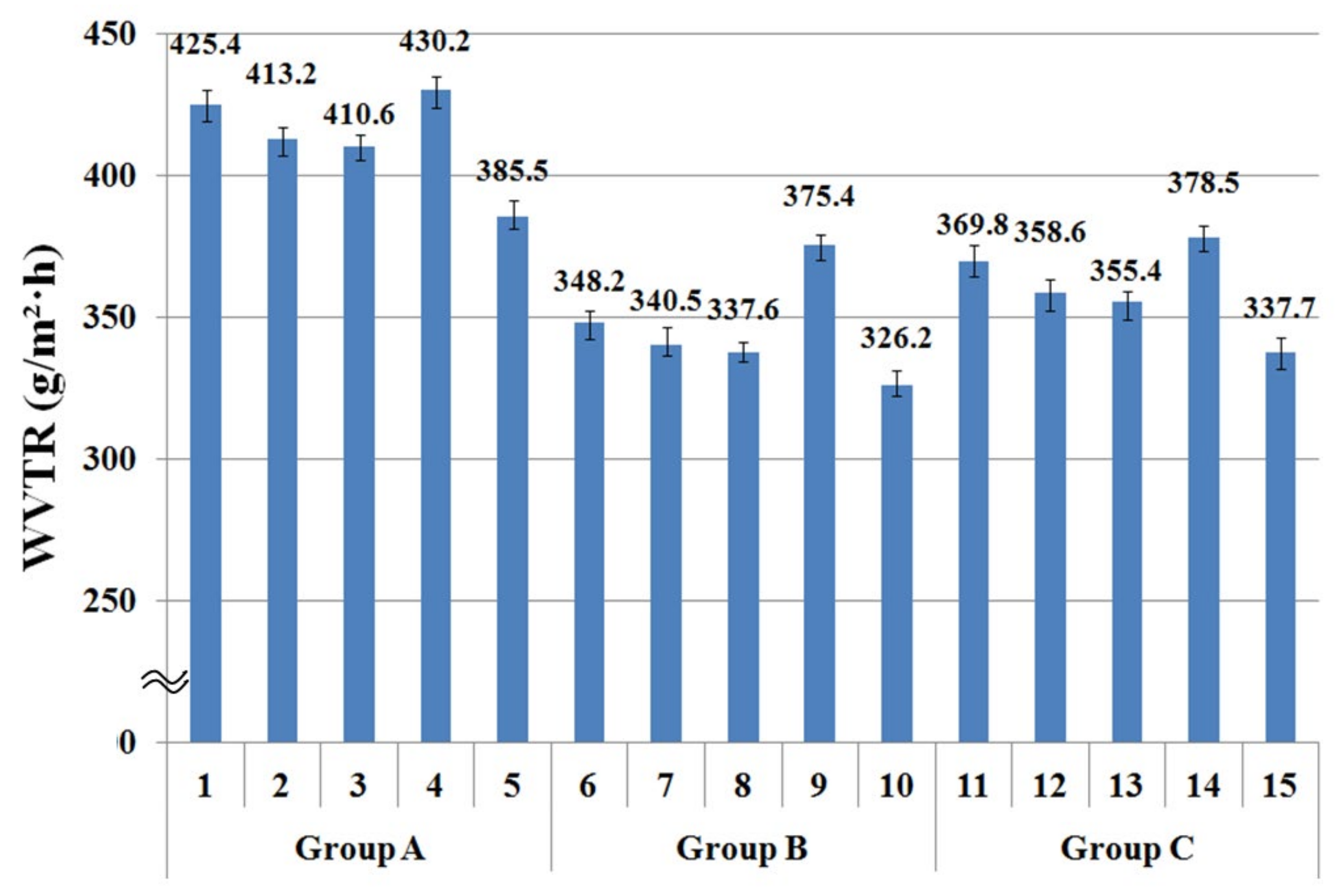
2.4. Measurement of the WVTR of the Fabric Specimens
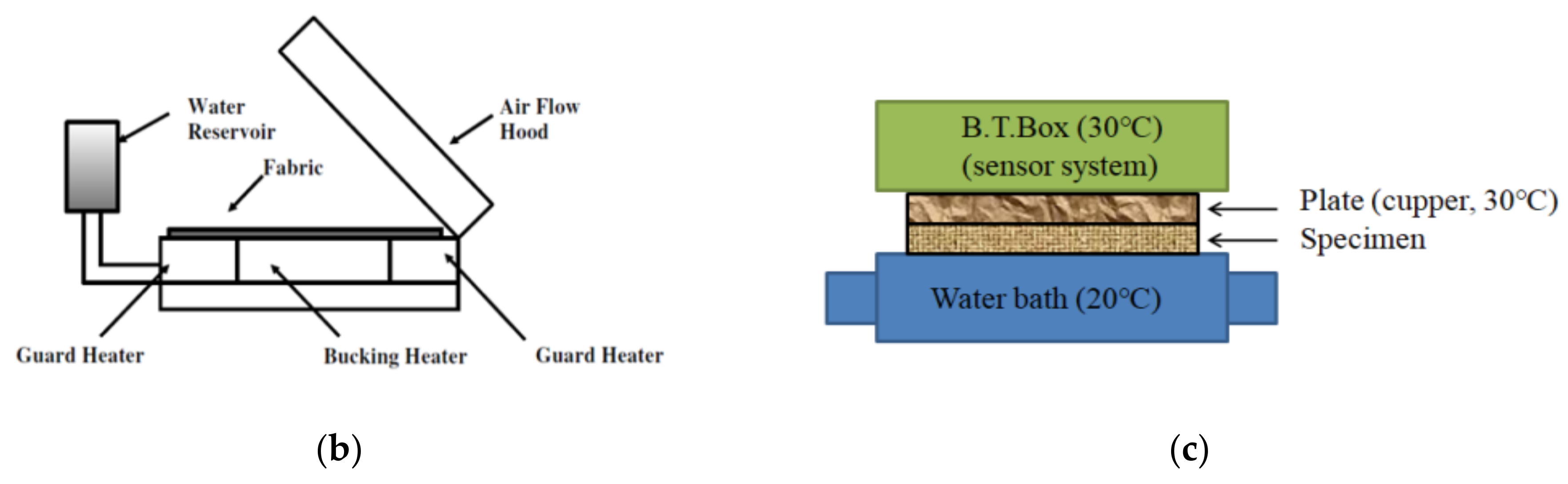
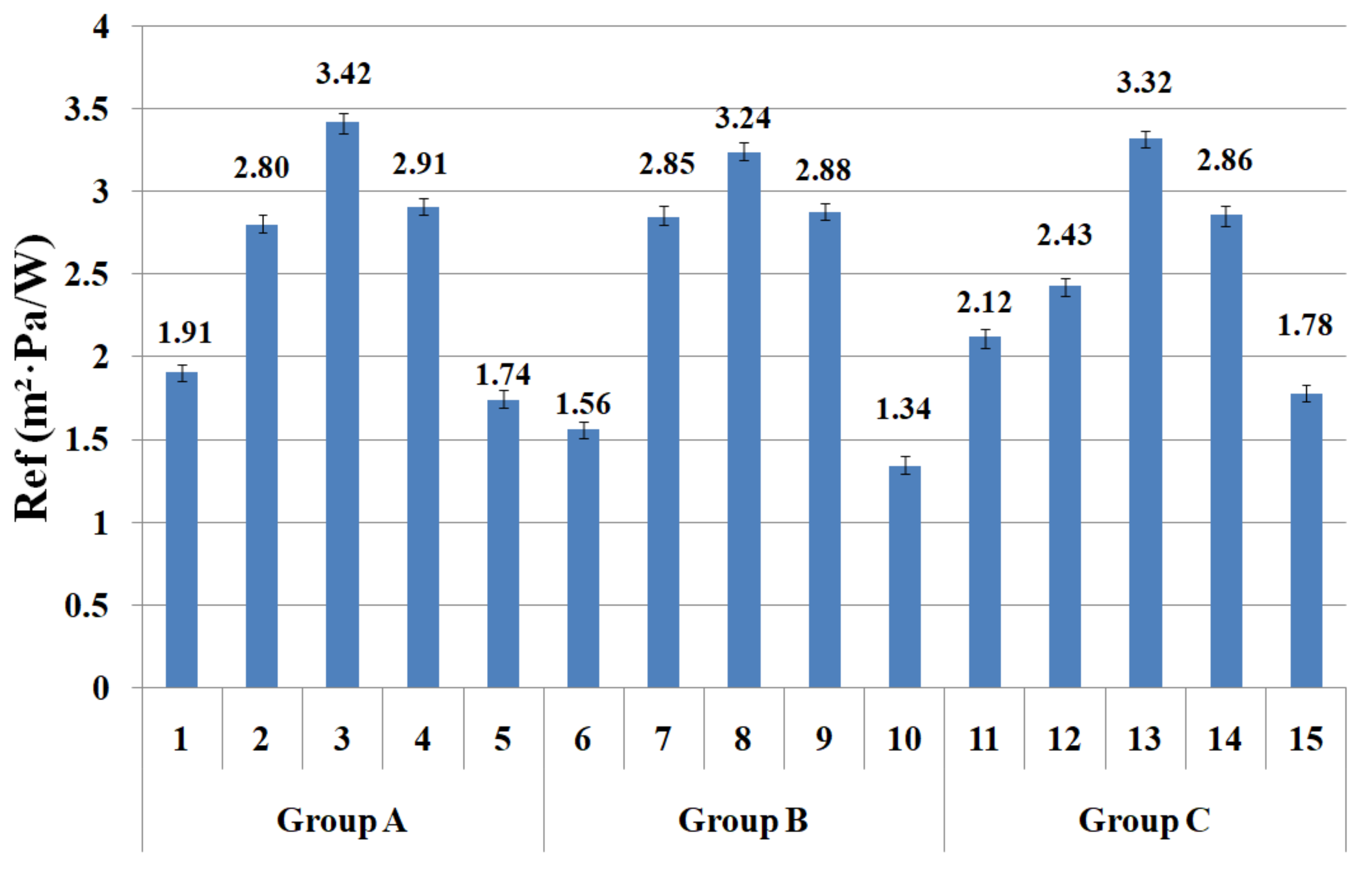
2.5. Measurement of Moisture Vapor Resistance of the Fabric Specimens
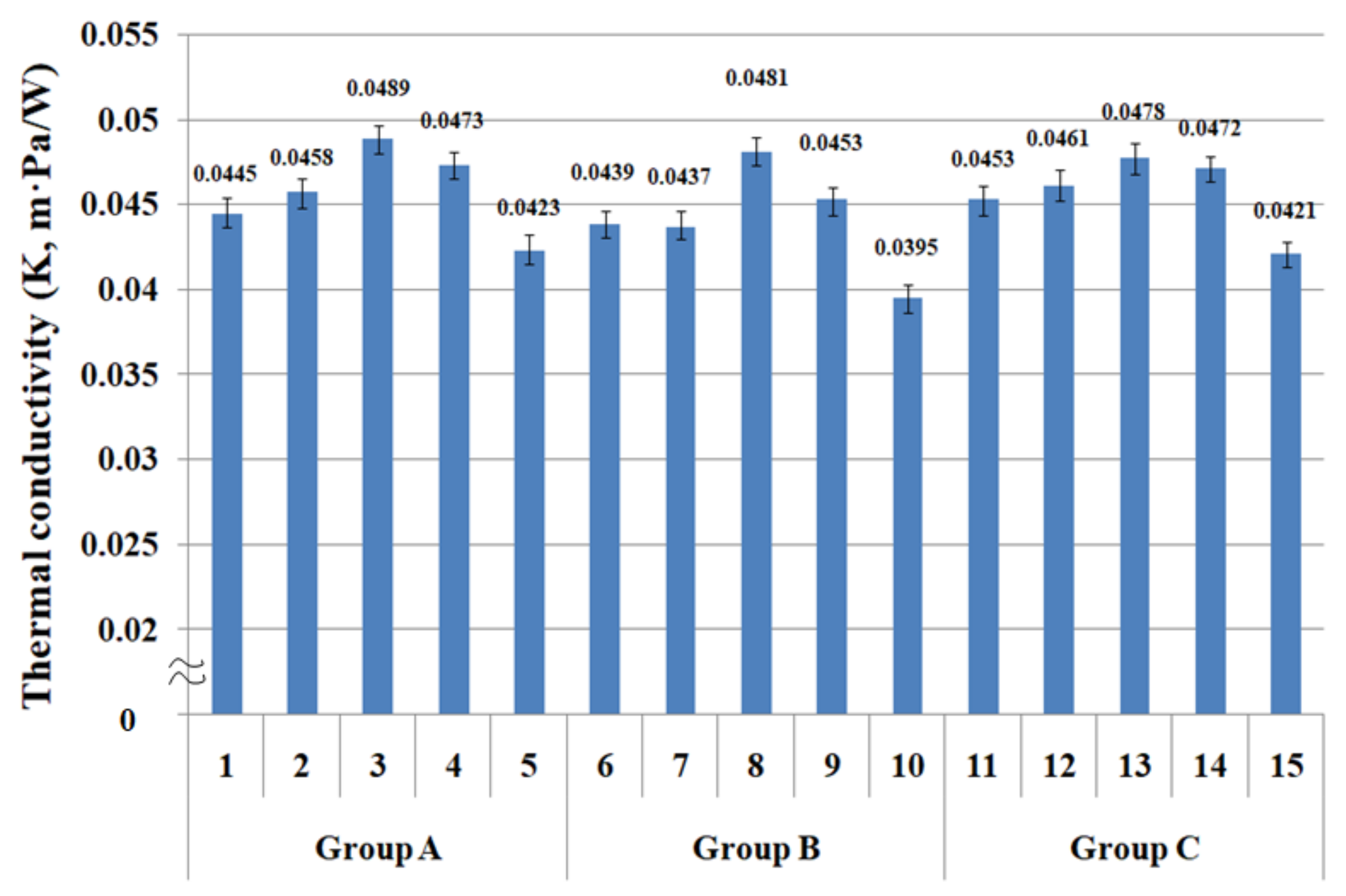
2.6. Measurement of the Thermal Conductivityof the Fabric Specimens
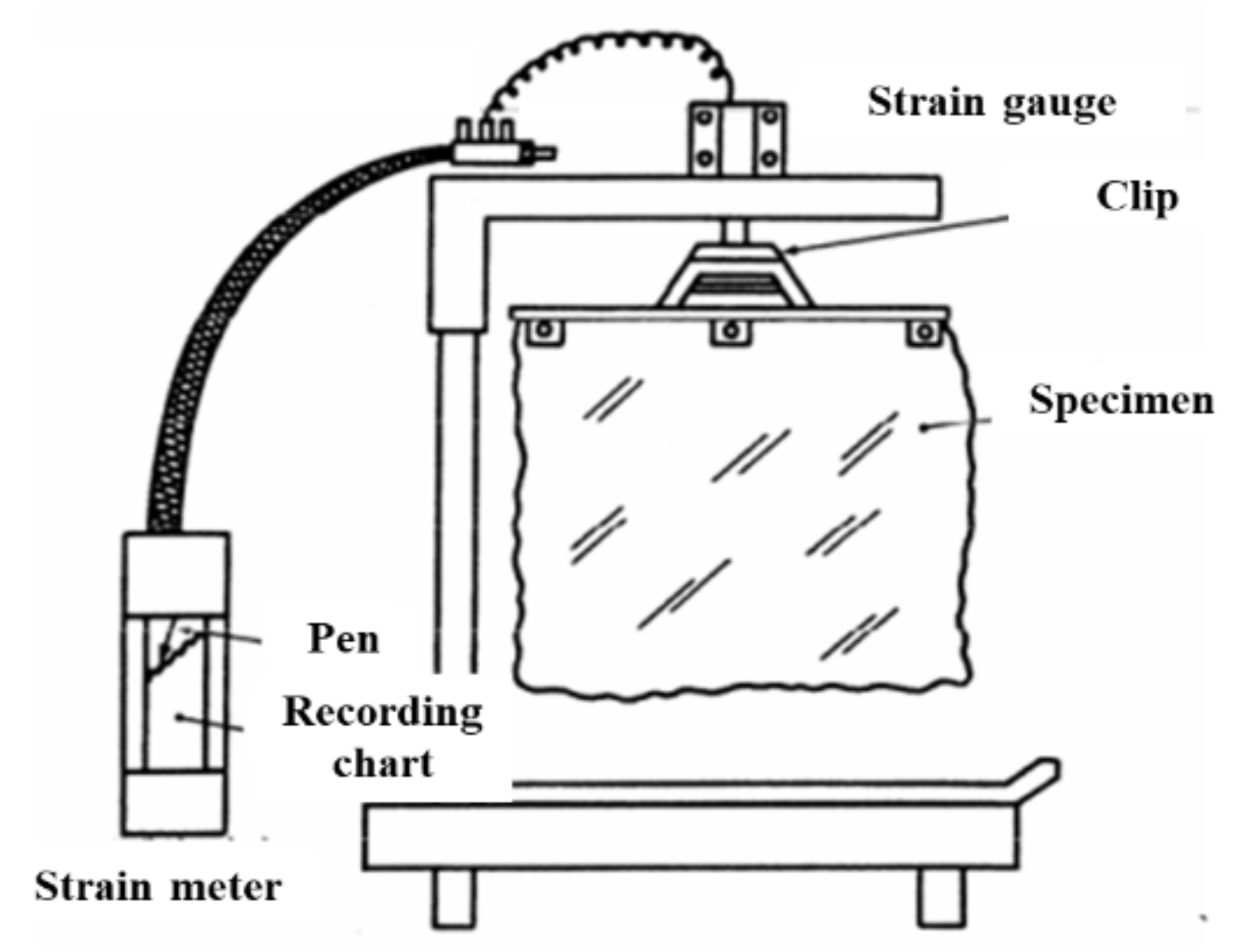
2.7. Measurement of the Absorption Rateof the Fabric Specimens
3. Results and Discussion
3.1. Pore Size of the Fabric Specimens with SEM Images of the Cross-Sections of Yarns
3.2. WVTR of the Fabric Specimens Using Upright Cup Method
3.3. Moisture Vapor Resistance of the Fabric Specimens by ISO 11092 Method
3.4. Thermal Conductivity of the Fabric Specimens
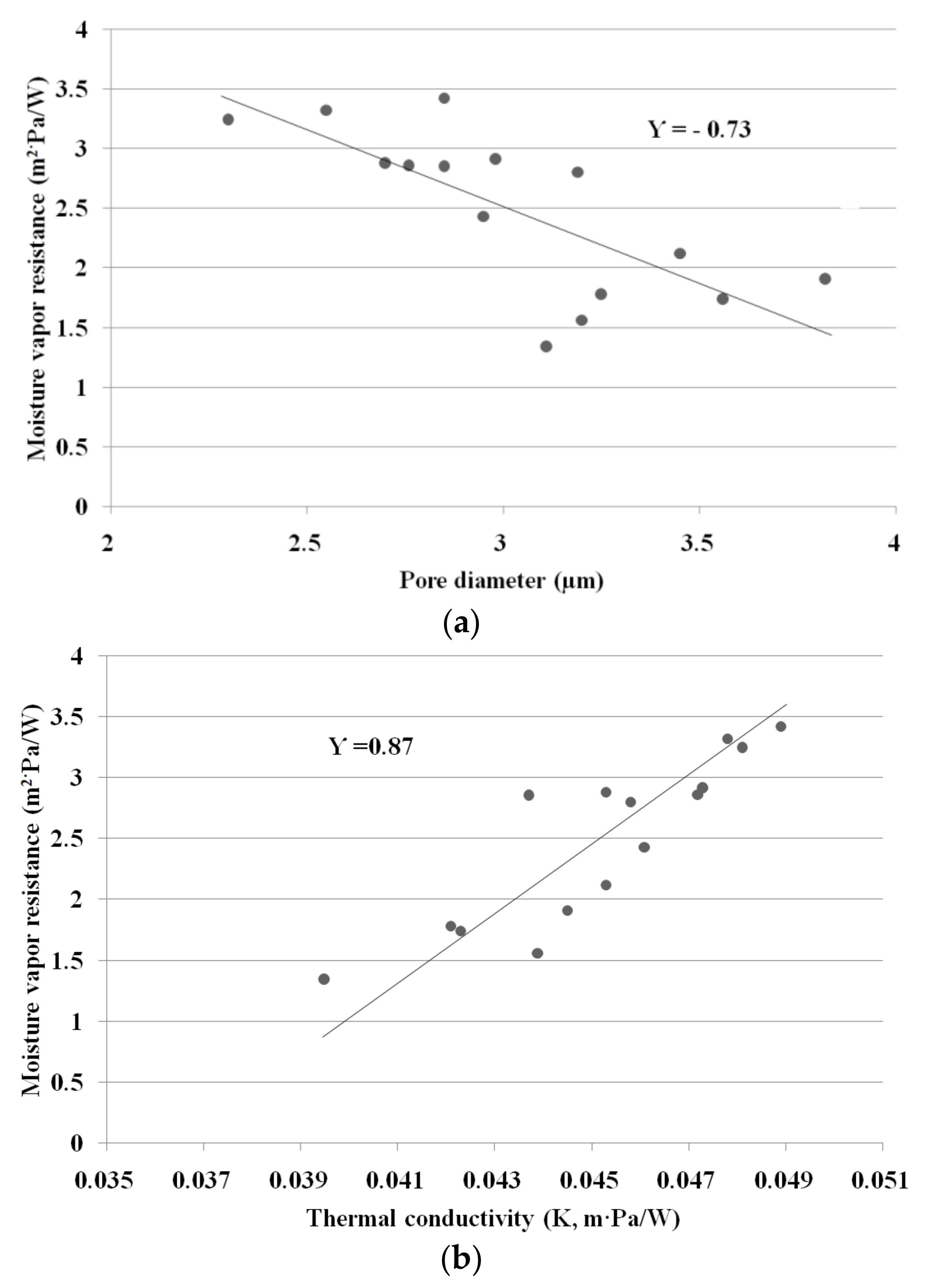
3.5. Correlation Analysis between Wear Comfort Characteristics of Fabrics
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deopura, B.L.; Alagirusamy, R.; Joshi, M.; Gupta, B. Polyesters and Polyamides, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 171–199. [Google Scholar]
- Ozgen, B. New biodegradable fibers, yarn properties and their applications in textiles: A review. Ind. Text. 2012, 63, 3–7. [Google Scholar]
- Rego, J.M.; Verdu, P.; Nieto, J.; Blanes, M. Comfort Analysis of Woven Cotton/Polyester Fabrics Modified with a New Elastic Fiber, Part 2: Detailed Study of Mechanical, Thermo-Physiological and Skin Sensorial Properties. Text. Res. J. 2009, 80, 206–215. [Google Scholar] [CrossRef]
- Gorjanc, D.; Dimitrovski, K.; Bizjak, M. Thermal and water vapor resistance of the elastic and conventional cotton fabrics. Text. Res. J. 2012, 82, 1498–1506. [Google Scholar] [CrossRef]
- Lee, S.; Obendorf, S.K. Statistical modeling of water vapor transport through woven fabrics. Text. Res. J. 2012, 82, 211–219. [Google Scholar] [CrossRef]
- Kim, J.; Spivak, S. Dynamic Moisture Vapor Transfer Through Textiles. Text. Res. J. 1994, 64, 112–121. [Google Scholar] [CrossRef]
- Cubric, I.S.; Skenderi, Z.; Havenith, G. Impact of raw material, yarn and fabric parameters, and finishing on water vapor resistance. Text. Res. J. 2013, 83, 1215–1228. [Google Scholar] [CrossRef] [Green Version]
- Ruckman, J. Water vapour transfer in waterproof breathable fabrics: Part I: Under steady-state conditions. Int. J. Cloth. Sci. Technol. 1997, 9, 10–22. [Google Scholar] [CrossRef]
- Ruckmann, J.E. Water vapour transfer in waterproof breathable fabrics: Part II: Under windy conditions. Int.J. Cloth. Sci. Technol. 1997, 9, 23–33. [Google Scholar] [CrossRef]
- Ruckmann, J.E. Water vapour transfer in waterproof breathable fabrics: Part III:under rainy and windy conditions. Int.J. Cloth. Sci. Technol. 1997, 9, 141–153. [Google Scholar] [CrossRef]
- Ruckman, J.; Murray, R.T.; Choi, H.S. Engineering of clothing systems for improved thermophysiological comfort. Int. J. Cloth. Sci. Technol. 1999, 11, 37–52. [Google Scholar] [CrossRef]
- Ren, Y.J.; Ruckman, J.E. Effect of condensation on water vapour transfer through waterproof breathable fabrics. J. Coat.Fabr. 1999, 29, 20–36. [Google Scholar]
- Ren, Y.J.; Ruckman, J.E. Water Vapour Transfer in Wet Waterproof Breathable Fabrics. J. Ind. Text. 2003, 32, 165–175. [Google Scholar] [CrossRef]
- Ren, Y.J.; Ruckman, J.Y. Condensation in three-layer waterproof breathable fabrics for clothing. Int. J. Cloth. Sci. Technol. 2004, 16, 335–347. [Google Scholar] [CrossRef]
- Yoo, S.J.; Kim, E.A. Wear trial assessment of layer structure effects on vapor permeability and condensation in a cold weather clothing ensemble. Text. Res. J. 2012, 82, 1079–1091. [Google Scholar] [CrossRef]
- Yoo, H.S.; Kim, E.A. Effects of multilayer clothing system array on water vapor transfer and condensation in cold weather clothing ensemble. Text. Res. J. 2008, 78, 189–197. [Google Scholar] [CrossRef]
- Lomax, G.R. Hydrophilic polyurethane coatings. J. Coat. Fabr. 1990, 20, 88–107. [Google Scholar] [CrossRef]
- Salz, P. Testing the Quality of Breathable Textiles. Performance of Protective Clothing: Second Symposium; ASTM Special Technical Publication, 989; Mandorf, F.Z., Sagar, R., Bielson, A.P., Eds.; American Society for Testing and Materials: Philadelphia, PA, USA, 1988; p. 295. [Google Scholar]
- Yoo, H.; Hu, Y.; Kim, E. Effects of Heat and Moisture Transport in Fabrics and Garments Determined with a Vertical Plate Sweating Skin Model. Text. Res. J. 2000, 70, 542–549. [Google Scholar] [CrossRef]
- Gibson, P. Factors Influencing Steady-State Heat and Water Vapor Transfer Measurements for Clothing Materials. Text. Res. J. 1993, 63, 749–764. [Google Scholar] [CrossRef]
- Gibson, P.; Kendrick, C.; Rivin, D.; Sicuranza, L.; Charmchi, M. An Automated Water Vapor Diffusion Test Method for Fabrics, Laminates, and Films. J. Coat. Fabr. 1995, 24, 322–345. [Google Scholar] [CrossRef]
- Gibson, P.; Kendrick, C.; Rivin, D.; Charmchii, M. An Automated Dynamic Water Vapor Permeation Test Method. In Performance of Protective Clothing: Sixth Volume; ASTM International: West Conshohocken, PA, USA, 1997; pp. 93–107. [Google Scholar] [CrossRef]
- Dolhan, P.A. A Comparison of Apparatus Used to Measure Water Vapour Resistance. J. Coat. Fabr. 1987, 17, 96–109. [Google Scholar] [CrossRef]
- Congalton, D. Heat and moisture transport through textiles and clothing ensembles utilizing the Hohenstein skin model. J. Coat. Fabr. 1999, 28, 183–196. [Google Scholar]
- Gretton, J.; Brook, D.; Dyson, H.; Harlock, S. A Correlation between Test Methods Used to Measure Moisture Vapour Transmission through Fabrics. J. Coat. Fabr. 1996, 25, 301–310. [Google Scholar] [CrossRef]
- McCullough, E.A.; Kwon, M.; Shim, H. A comparison of standard methods for measuring water vapour permeability of fabrics. Meas. Sci. Technol. 2003, 14, 1402–1408. [Google Scholar] [CrossRef]
- Huang, J. Review of test methods for measuring water vapor transfer properties of fabrics. Cell.Polym. 2007, 26, 167–191. [Google Scholar] [CrossRef]
- Huang, J. Sweating guarded hot plate test method. Polym. Test. 2006, 25, 709–716. [Google Scholar] [CrossRef]
- Huang, J.; Qian, X. Comparison of Test Methods for Measuring Water Vapor Permeability of Fabrics. Text. Res. J. 2008, 78, 342–352. [Google Scholar] [CrossRef]
- Chen, Q.; Fan, J.T.; Sarkar, M.K.; Bal, K. Plant-based biomimetic branching structures in knitted fabrics for improved comfort-related properties. Text. Res. J. 2011, 81, 1039–1048. [Google Scholar] [CrossRef]
- Chen, Q.; Fan, J.; Sarkar, M.; Jiang, G. Biomimetics of Plant Structure in Knitted Fabrics to Improve the Liquid Water Transport Properties. Text. Res. J. 2009, 80, 568–576. [Google Scholar] [CrossRef]
- Okada, H. Sweat-Absorbent Textile Fabric. U.S. Patent 4,530,873A, 1985. [Google Scholar]
- Strauss, I.; Rankin, S.A., Jr. Fabric for recreational clothing. U.S. Patent 5,050,406A, 1991. [Google Scholar]
- Lee, Y.K. Method for making fabric with excellent water transition ability. U.S. Patent 6,381,994B1, 2002. [Google Scholar]
- Yeh, P. Fabric for moisture management. U.S. Patent 6,509,285B1, 2003. [Google Scholar]
- Burrow, T.R.; Firgo, H. Wicking fabric and garment made therefrom. U.S. Patent 8127575B2, 2012. [Google Scholar]
- Kim, H.A.; Kim, S.J. Physical Properties and Wear Comfort of Bio-Fiber-Embedded Yarns and their Knitted Fabrics According to Yarn Structures. Autex Res. J. 2019, 19, 279–287. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.A. Physical Property of PTT/Wool/Modal Air Vortex Yarns for High Emotional Garment. J. Korean Soc. Cloth. Text. 2015, 39, 877–884. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Flame retardant, anti-static and wear comfort properties of modacrylic/Excel®/anti-static PET blend yarns and their knitted fabrics. J. Text. Inst. 2019, 110, 1318–1328. [Google Scholar] [CrossRef]
- Kim, H.A. Tactile hand and wear comfort of flame-retardant rayon/anti-static polyethylene terephthalate imbedded woven fabrics. Text. Res. J. 2019, 89, 4658–4669. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Hand and Wear Comfort of Knitted Fabrics Made of Hemp/Tencel Yarns Applicable to Garment. Fibers Polym. 2018, 19, 1539–1547. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Mechanical Properties of Micro Modal Air Vortex Yarns and the Tactile Wear Comfort of Knitted Fabrics. Fibers Polym. 2018, 19, 211–218. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Flame-Retardant and Wear Comfort Properties of Modacrylic/FR-Rayon/Anti-static PET Blend Yarns and Their Woven Fabrics for Clothing. Fibers Polym. 2018, 19, 1869–1878. [Google Scholar] [CrossRef]
- Kim, H.A. Water/moisture vapor permeabilities and thermal wear comfort of the Coolmax®/bamboo/tencel included PET and PP composite yarns and their woven fabrics. J. Text. Inst. 2020. [Google Scholar] [CrossRef]
- Saricam, C.; Kalaoglu, F. Investigation of the wicking and drying behaviour of polyester woven fabrics. Fibers Text. East Eur. 2014, 22, 73–78. [Google Scholar] [CrossRef] [Green Version]
- Tashkandi, S.; Wang, L.; Kanesalingam, S. An investigation of thermal comfort properties of Abaya woven fabrics. J. Text. Inst. 2013, 104, 830–837. [Google Scholar] [CrossRef]
- Varshney, R.K.; Kothari, V.K.; Dhamija, S. A study on thermophysiological comfort properties of fabrics in relation to constituent fiber fineness and cross-sectional shapes. J. Text. Inst. 2010, 101, 495–505. [Google Scholar] [CrossRef]
- Vimal, J.T.; Murugan, R.; Subramaniam, V. Effect of Weave Parameters on the Air Resistance of Woven Fabrics. Fibres Text. East. Eur. 2016, 24, 67–72. [Google Scholar] [CrossRef]
- Wei, J.; Xu, S.; Liu, H.; Zheng, L.; Qian, Y. Simplified modal for predicting fabric thermal resistance according to its micro-structural parameters. Fibers Text. East Eur. 2015, 23, 57–60. [Google Scholar] [CrossRef]
- Kim, H.A.; Kim, S.J. Moisture and thermal permeability of the hollow textured PET imbedded woven fabrics for high emotional garments. Fibers Polym. 2016, 17, 427–438. [Google Scholar] [CrossRef]
- Beskisiz, E.; Ucar, N.; Demir, A. The Effects of Super Absorbent Fibers on the Washing, Dry Cleaning and Drying Behavior of Knitted Fabrics. Text. Res. J. 2009, 79, 1459–1466. [Google Scholar] [CrossRef]
- Ucar, N.; Beskisiz, E.; Demir, A. Design of a Novel Filament with Vapor Absorption Capacity Without Creating Any Feeling of Wetness. Text. Res. J. 2009, 79, 1539–1546. [Google Scholar] [CrossRef]
- Kim, H.A. Wear Comfort of Woven Fabrics for Clothing Made from Composite Yarns. Fibers Polym. 2021, 22, 2344–2353. [Google Scholar] [CrossRef]
- Fohr, J.; Couton, D.; Treguier, G. Dynamic Heat and Water Transfer Through Layered Fabrics. Text. Res. J. 2002, 72, 1–12. [Google Scholar] [CrossRef]
- Barnes, J.C.; Holcombe, B.V. Moisture sorption and transport in clothing during wear. Textile Research Journal 1996, 66, 777–786. [Google Scholar] [CrossRef]
- Hong, K.; Hollies, N.R.S.; Spivak, S.M. Dynamic moisture vapour transfer through textile. Textile Research Journal 1988, 68, 697–706. [Google Scholar] [CrossRef]
- Li, Y.; Holcombe, B.V.; Scheider, A.M.; Apcar, F. Mathematical modeling of the coolness to the touch of hygroscopic fabrics. J. Text. Inst. 1993, 84, 267–273. [Google Scholar] [CrossRef]
- Pause, B. Measuring the Water Vapor Permeability of Coated Fabrics and Laminates. J. Coat. Fabr. 1996, 25, 311–320. [Google Scholar] [CrossRef]
- Bona, M. Textile Quality: Physical Methods of Product and Process Control; Texilia: Biella, Italy, 1994; pp. 83–150. [Google Scholar]
- Lavate, S.S.; Burji, M.C.; Patil, S. Study of yarn and fabric properties produced from modified viscose Tencel, Excel, Modal and Their Comparison against cotton. Text. Today 2016, 9, 36–42. [Google Scholar]
- Das, A.; Kothari, V.K.; Balaji, M. Studies on cotton-acrylic bulked yarns and fabrics. Part I: Yarn characteristics. J. Text. Inst. 2007, 98, 261–267. [Google Scholar] [CrossRef]
- Das, A.; Kothari, V.K.; Balaji, M. Studies on cotton–acrylic bulked yarns and fabrics. Part II: Fabric characteristics. J. Text. Inst. 2007, 98, 363–376. [Google Scholar] [CrossRef]
- Das, A.; Ishtiaque, S.M. Comfort characteristics of fabrics containing twist-less and hollow fibrous assemblies in weft. J. Text. App. Technol. Manag. 2004, 3, 1–7. [Google Scholar]
- Lomax, G.R. The design of waterproof, water vapour-permeable fabrics. J. Coat. Fabr. 1985, 15, 40–49. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yarn No. | Yarn Type | BlendRatio (%) | Spinning Method | Yarn No. ( dtex) | Twist | Fiber (Filament) Used | Period of Biological Decay in Soil (Month) | |
|---|---|---|---|---|---|---|---|---|
| TM tpi/) | Spindle (rpm) | |||||||
| (1) | PP/Tencel S/C | PP: 39.3/ T: 60.7 | Sheath/core | 147.5 | 4.53 | 7000 | PP DTY 30d/24f and Tencel S/F | PP: no decay T: 3-4 |
| (2) | PET/Tencel Siro-fil | P: 44.4/ T: 55.6 | Siro-fil | 147.5 | 4.12 | 9000 | PET DTY 55d/216f and Tencel S/F | P: no decay T: 3-4 |
| (3) | Tencel Siro-spun | T: 100 | Siro-spun | 147.5 | 4.42 | 11,000 | Tencel S/F | T: 3-4 |
| (4) | Coolmax/TencelS/C | C: 39.3 T: 60.7 | Sheath/core | 196.7 | 4.34 | 9000 | Coolmax 50d/36f and Tencel S/F | C: no decay T: 3-4 |
| (5) | Coolmax/ BambooSpun | C: 48.6/ B: 51.4 | Ring-spun | 196.7 | 3.82 | 12,000 | Coolmax/bamboo S/F | C: no decay B: 3-4 |
| (6) | PET/Tencel Siro-fil | P: 44.4/ T:55.6 | Siro-fil | 196.7 | 4.12 | 9000 | PET DTY 55d-216f and Tencel S/F | P: no decay T: 3-4 |
| (7) | Bamboo spun | B: 100 | Ring-spun | 196.7 | 3.82 | 12,000 | Bamboo S/F | B: 3-4 |
| (8) | * Hi-multi PET | P: 100 | - | 83.3 | - | - | PET DTY 75d/144f | no decay |
| (9) | * PP filament | PP: 100 | - | 111.1 | - | - | PP DTY 100d/48f | no decay |
| Model |  |  |  |
| Spec. | PP DTY 30d/24f + Tencel sheath/core yarn | PET DTY 55d/216f + Tencel siro-fil for yarn | Tencel + Tencel staple fibres siro-spun yarns |
| Yarn specimens | PP/Tencel S/C 147.5 dtex No (1) | PET/Tencel siro-fil 147.5 dtex No (2) | Tencel siro-spun 147.5 dtex No (3) |
| Model |  |  |  |
| Spec. | Coolmax 50d/36f+ Tencel sheath/core yarn | Coolmax/bamboo staple fibers ring-spun yarns | PET DTY 55d/216f + Tencel siro-fil yarn |
| Yarn specimens | Coolmax/Tencel S/C 196.7 dtex No (4) | Coolmax/bamboo spun yarn 196.7 dtex No (5) | PET/Tencel siro-fil 196.7 dtex No (6) |
| Model |  |  |  |
| Spec. | bamboo staple fibees ring-spun yarns | PET DTY 75d/144f filament | PP DTY 100d/48f |
| Yarn specimens | bamboo spun yarn 196.7 dtex No (7) | Hi-multi PET 83.3 dtex No (8) | PP 111.1 dtex No (9) |
| Group | Fabric Specimen No. | Warp Yarn | Weft Yarn | Fabric Density (Ends, Picks/cm) | Weight (g/y) | Thickness (10−3 m) | ||
|---|---|---|---|---|---|---|---|---|
| Yarn 1 | Yarn 2 | Wp | Wf | |||||
| A | 1 | PP/Tencel Sheath/core (147.5 dtex) | Coolmax/Tencel S/C (196.7 dtex) | PP (111.1 dtex) | 36.0 | 24.6 | 162 | 0.368 |
| 2 | Coolmax/bamboo spun (196.7 dtex) | 162 | 0.345 | |||||
| 3 | PET/Tencel Siro-fil (196.7 dtex) | 162 | 0.341 | |||||
| 4 | Bamboo spun (196.7 dtex) | 162 | 0.364 | |||||
| 5 | Hi-multi PET (83.3 dtex) | 137 | 0.352 | |||||
| B | 6 | PET/Tencel Siro-fil (147.5 dtex) | Coolmax/Tencel S/C (196.7 dtex) | PP (111.1 dtex) | 36.0 | 24.6 | 160 | 0.396 |
| 7 | Coolmax/bamboo spun (196.7 dtex) | 161 | 0.337 | |||||
| 8 | PET Tencel Siro-fil (196.7 dtex) | 161 | 0.345 | |||||
| 9 | Bamboo spun (196.7 dtex) | 161 | 0.345 | |||||
| 10 | Hi-multi PET (83.3 dtex) | 137 | 0.294 | |||||
| C | 11 | Tencel Siro-spun (147.5 dtex) | Coolmax/Tencel S/C (196.7 dtex) | PP (111.1 dtex) | 36.0 | 24.6 | 158 | 0.380 |
| 12 | Coolmax/bamboo spun (196.7 dtex) | 160 | 0.356 | |||||
| 13 | PET Tencel Siro-fil (196.7 dtex) | 160 | 0.345 | |||||
| 14 | Bamboo spun (196.7 dtex) | 161 | 0.349 | |||||
| 15 | Hi-multi PET (83.3 dtex) | 133 | 0.301 | |||||
| Group | Fabric Specimen No. | Pore Diameter D (µm) | Moisture Vapor Permeability | Thermal Conductivity | Absorption Rate R (%) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Water Vapor Transmission Rate WVTR (g/m2·h) | Moisture Vapor Resistance Ref (m2·Pa/W) | K (m2·Pa/W) | ||||||||
| Mean | Dev. | Mean | Dev. | Mean | Dev. | Mean | Dev.(10−3) | Mean | ||
| A | 1 | 3.82 | 0.100 | 425.4 | 11.1 | 1.91 | 0.103 | 0.0445 | 1.66 | 28.3 |
| 2 | 3.19 | 0.088 | 413.2 | 10.0 | 2.80 | 0.109 | 0.0458 | 1.67 | 27.2 | |
| 3 | 2.85 | 0.112 | 410.6 | 9.2 | 3.42 | 0.118 | 0.0489 | 1.64 | 26.4 | |
| 4 | 2.98 | 0.110 | 430.2 | 11.1 | 2.91 | 0.101 | 0.0473 | 1.49 | 30.2 | |
| 5 | 3.56 | 0.124 | 385.5 | 10.0 | 1.74 | 0.107 | 0.0423 | 1.74 | 26.3 | |
| B | 6 | 3.20 | 0.104 | 348.2 | 10.1 | 1.56 | 0.101 | 0.0439 | 1.57 | 30.2 |
| 7 | 2.85 | 0.115 | 340.5 | 10.0 | 2.85 | 0.109 | 0.0437 | 1.67 | 28.5 | |
| 8 | 2.30 | 0.096 | 337.6 | 7.1 | 3.24 | 0.107 | 0.0481 | 1.58 | 28.1 | |
| 9 | 2.70 | 0.121 | 375.4 | 9.0 | 2.88 | 0.101 | 0.0453 | 1.67 | 32.4 | |
| 10 | 3.11 | 0.116 | 326.2 | 9.1 | 1.34 | 0.109 | 0.0395 | 1.64 | 26.2 | |
| C | 11 | 3.45 | 0.100 | 369.8 | 11.0 | 2.12 | 0.118 | 0.0453 | 1.80 | 34.4 |
| 12 | 2.95 | 0.116 | 358.6 | 11.1 | 2.43 | 0.103 | 0.0461 | 1.81 | 34.2 | |
| 13 | 2.55 | 0.106 | 355.4 | 10.3 | 3.32 | 0.101 | 0.0478 | 1.80 | 34.0 | |
| 14 | 2.76 | 0.094 | 378.5 | 9.1 | 2.86 | 0.118 | 0.0472 | 1.54 | 36.7 | |
| 15 | 3.25 | 0.111 | 337.7 | 11.2 | 1.78 | 0.101 | 0.0421 | 1.45 | 32.1 | |
| Physical Properties | F-Value(F0) | F(4, 20, 0.95) | p-Value | |
|---|---|---|---|---|
| Pore diameter | Group A | 318.0 | 2.87 | 8.57 × 10−18 (p < 0.05) |
| Group B | 221.9 | 2.87 | 2.91 × 10−16 (p < 0.05) | |
| Group C | 279.3 | 2.87 | 3.06 × 10−17 (p < 0.05) | |
| WVTR | Group A | 83.7 | 2.87 | 3.36 × 10−12 (p < 0.05) |
| Group B | 129.7 | 2.87 | 5.29 × 10−14 (p < 0.05) | |
| Group C | 67.4 | 2.87 | 2.54 × 10−11 (p < 0.05) | |
| Ref | Group A | 1119.5 | 2.87 | 3.31 × 10−23 (p < 0.05) |
| Group B | 1971.7 | 2.87 | 1.18 × 10−25 (p < 0.05) | |
| Group C | 872.7 | 2.87 | 3.94 × 10−22 (p < 0.05) | |
| K | Group A | 64.4 | 2.87 | 3.90 × 10−11 (p < 0.05) |
| Group B | 124.8 | 2.87 | 7.66 × 10−14 (p < 0.05) | |
| Group C | 54.7 | 2.87 | 1.72 × 10−10 (p < 0.05) | |
| Yarn Specimen No | Yarns | SEM (Cross-Section) | Optical Microscopy (Cross-Section) | SEM (Surface) |
|---|---|---|---|---|
| (1) | PP/Tencel Sheath/core |  |  |  |
| (2) | PET/Tencel Siro-fil |  |  |  |
| (3) | Tencel Siro-spun |  |  |  |
| (4) | Coolmax/ Tencel Sheath/core |  |  |  |
| (5) | Coolmax/ Bamboo Spunyarn |  |  |  |
| (6) | PET/ Tencel Siro-fil |  |  |  |
| (7) | Bamboo Spunyarn |  |  |  |
| (8) | Hi-multi PET 75d/144f |  |  |  |
| (9) | PP DTY 100d/48f |  |  |  |
| Pore Diameter (µm) | Water Vapor Transmission Rate (g/m2·h) | Moisture Vapor Resistance (m2·Pa/W) | Thermal Conductivity (m·Pa/W) | Absorption Rate (%) | |
|---|---|---|---|---|---|
| Pore diameter (D) | 1 | ||||
| Water vapor transmission rate(WVTR) | 0.354 | 1 | |||
| Moisture vapor resistance (Ref) | −0.734 a | 0.264 | 1 | ||
| Thermalconductivity (K) | −0.545 b | 0.412 b | 0.872 a | 1 | |
| Absorptionrate (A) | −0.226 | −0.159 | 0.161 | 0.301 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.-A. Moisture Vapor Permeability and Thermal Wear Comfort of Ecofriendly Fiber-Embedded Woven Fabrics for High-Performance Clothing. Materials 2021, 14, 6205. https://doi.org/10.3390/ma14206205
Kim H-A. Moisture Vapor Permeability and Thermal Wear Comfort of Ecofriendly Fiber-Embedded Woven Fabrics for High-Performance Clothing. Materials. 2021; 14(20):6205. https://doi.org/10.3390/ma14206205
Chicago/Turabian StyleKim, Hyun-Ah. 2021. "Moisture Vapor Permeability and Thermal Wear Comfort of Ecofriendly Fiber-Embedded Woven Fabrics for High-Performance Clothing" Materials 14, no. 20: 6205. https://doi.org/10.3390/ma14206205
APA StyleKim, H. -A. (2021). Moisture Vapor Permeability and Thermal Wear Comfort of Ecofriendly Fiber-Embedded Woven Fabrics for High-Performance Clothing. Materials, 14(20), 6205. https://doi.org/10.3390/ma14206205