
Surface Stoichiometry and Roughness of a Degraded A380 Alloy after Casting, Technical Cleaning and Packaging

Abstract
:1. Introduction
2. Materials and Methods
2.1. Visual Examination and Optical Imaging
2.2. Material
2.3. Sampling
2.3.1. XPS Analysis
2.3.2. Surface Roughness Measurements
2.4. XPS Analysis
2.5. Surface Roughness Measurements
3. Results
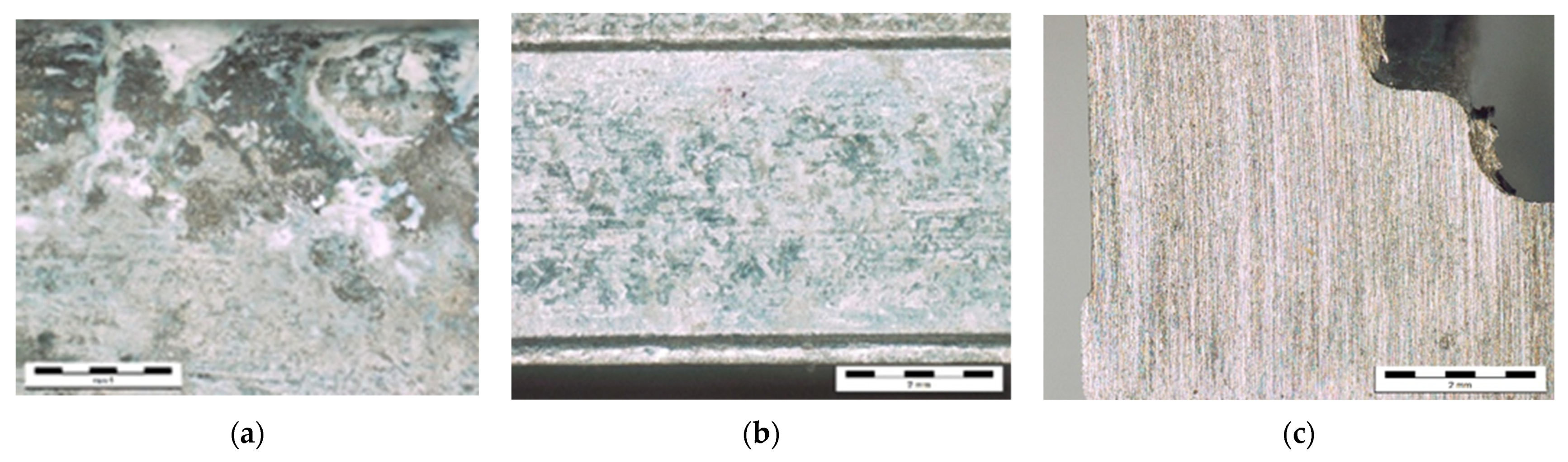
3.1. Imaging of the Surfaces
3.2. XPS Surface Analysis
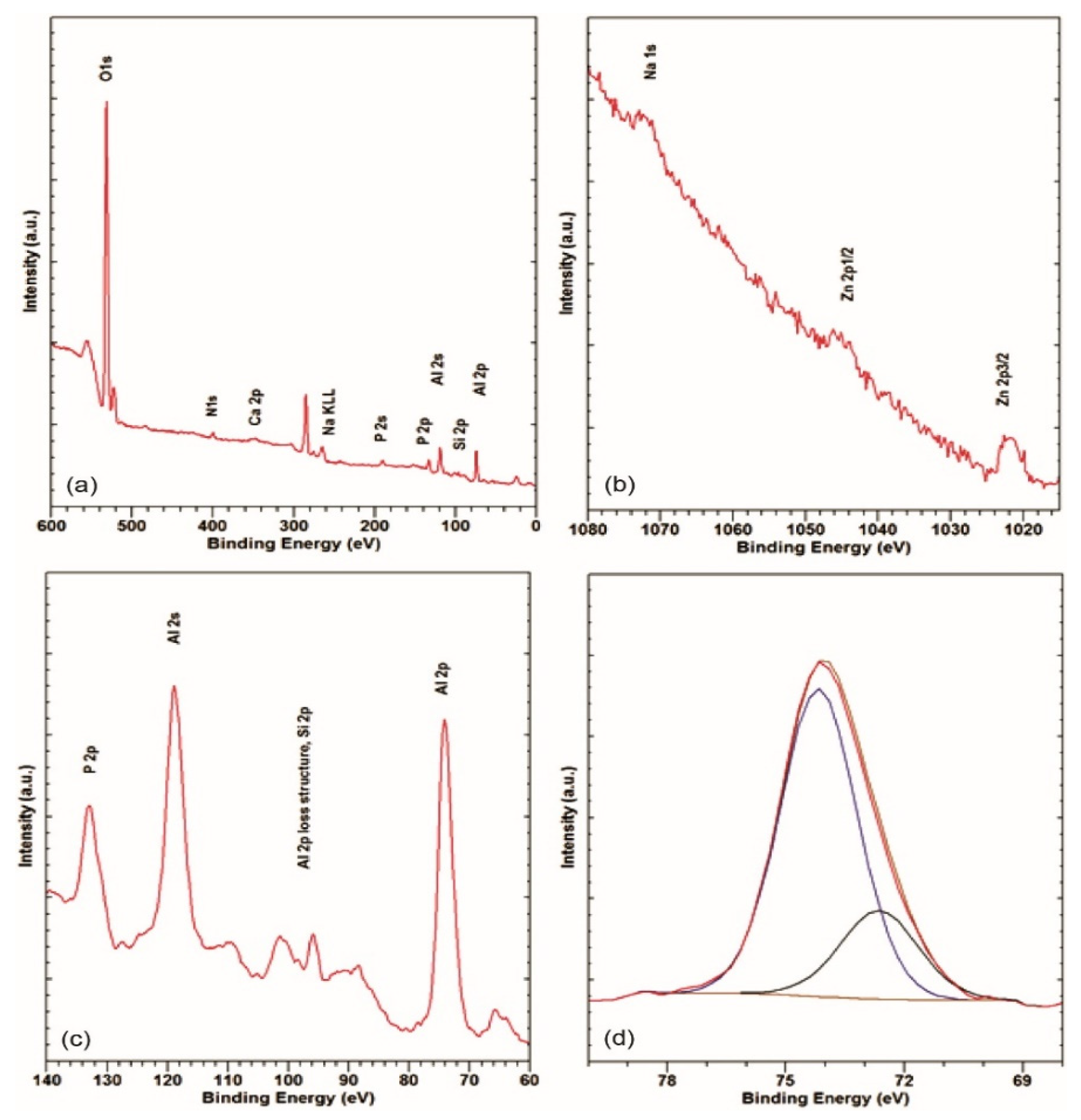
3.2.1. Surface Chemistry of the Degraded Areas
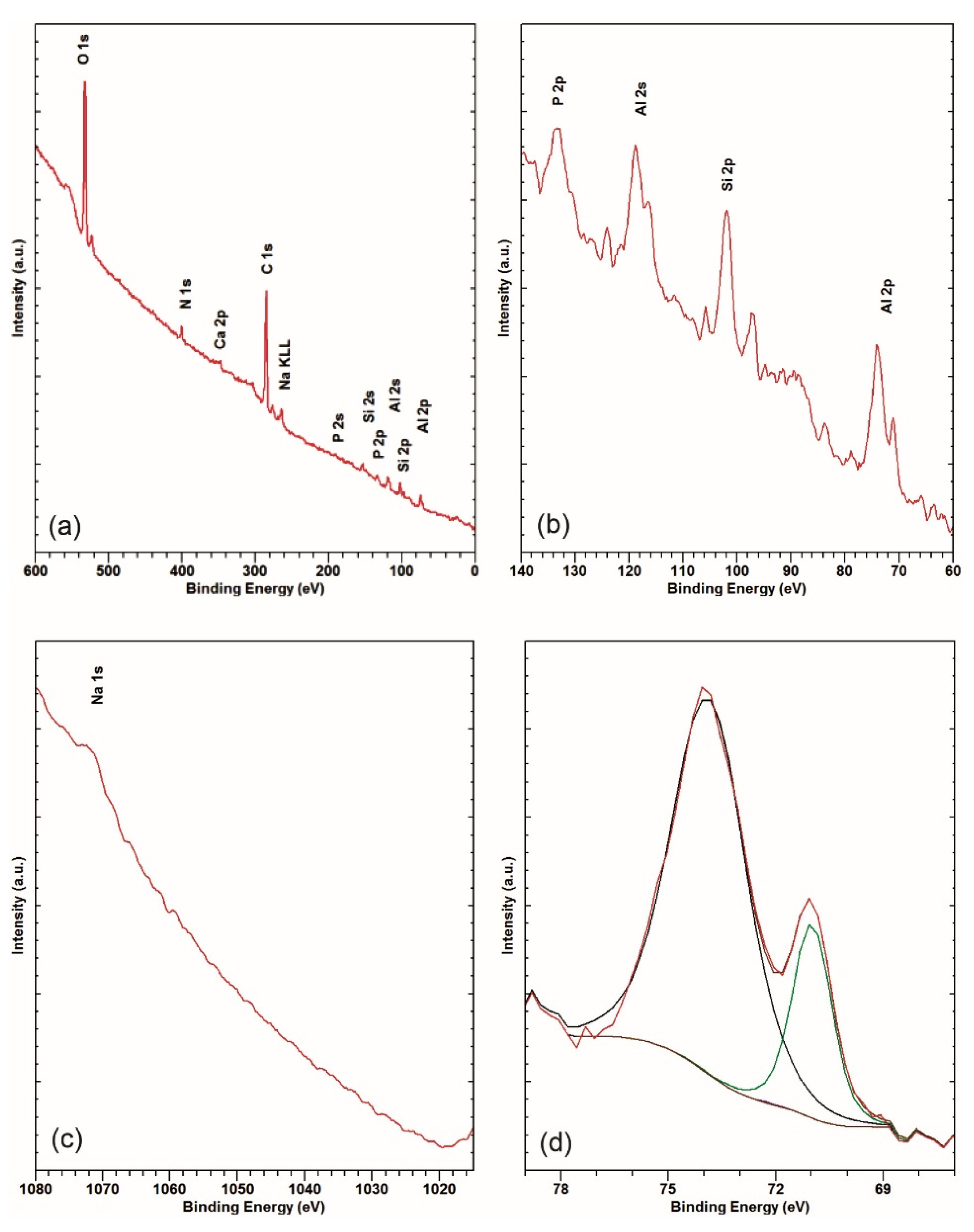
3.2.2. Surface Chemistry of an Undegraded Surface
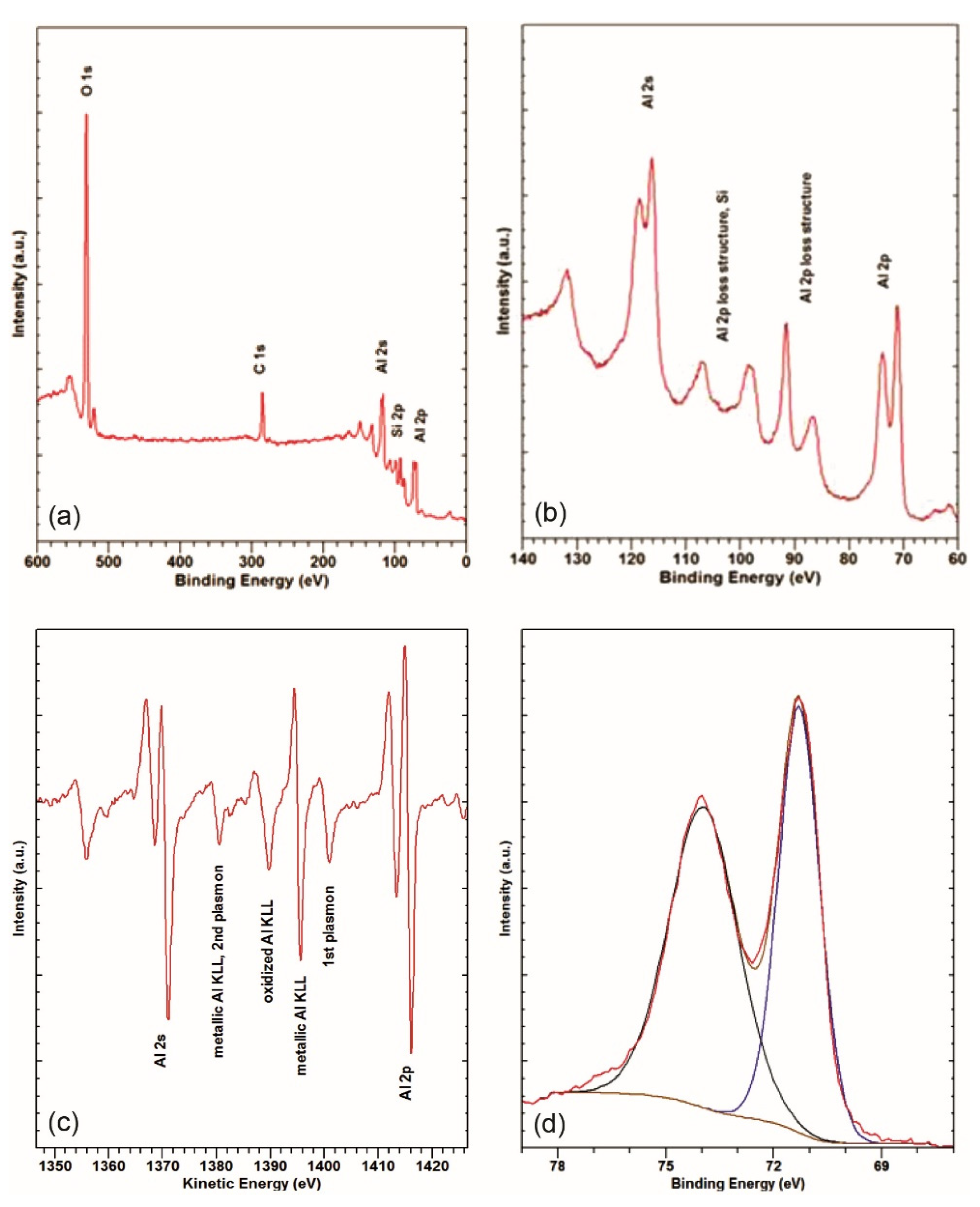
3.2.3. Surface Chemistry of the Freshly Cut Material
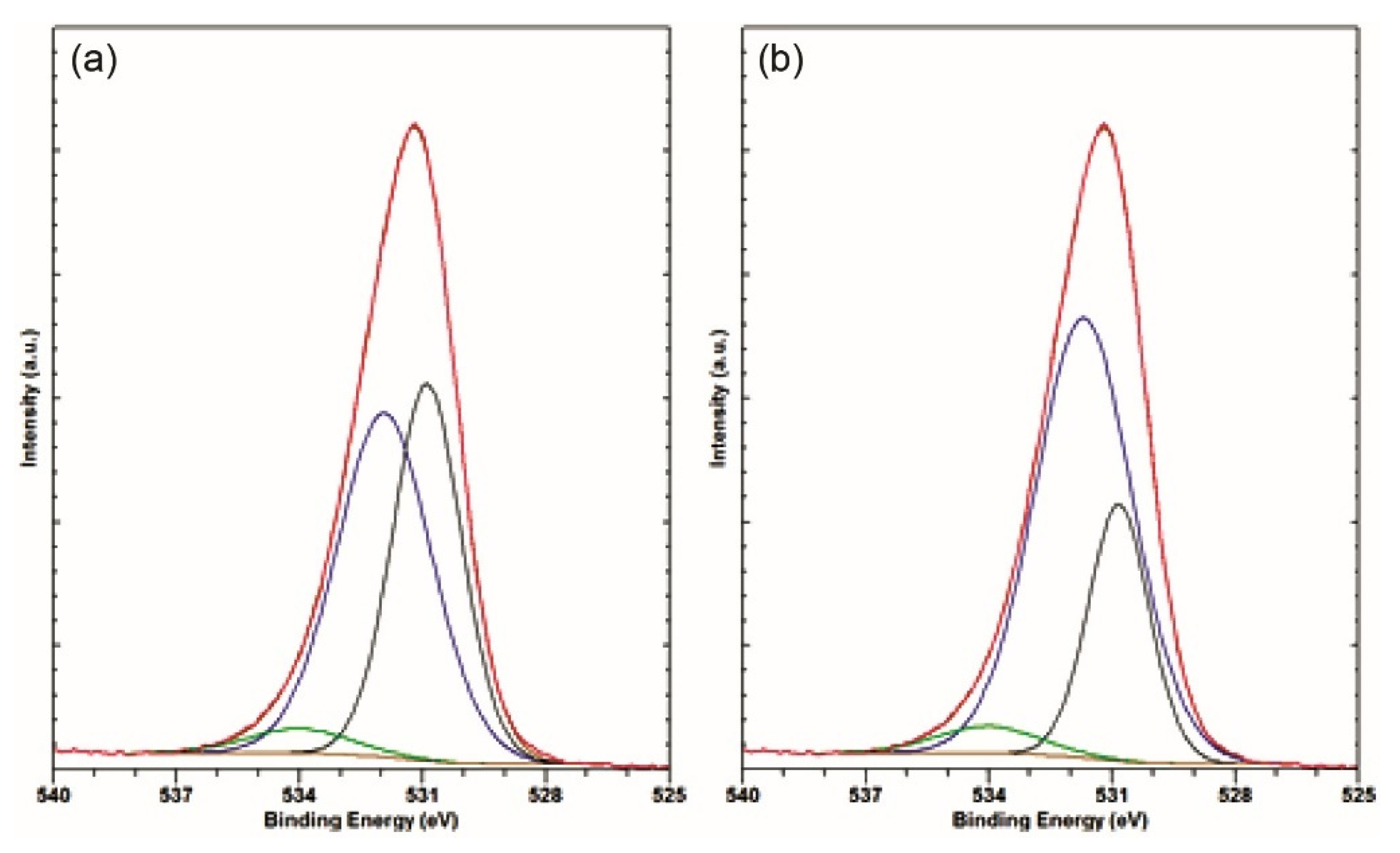
3.2.4. Relative Share of Al Oxide versus Al Hydroxide
3.3. Surface Roughness
4. Discussion
5. Conclusions
- The expected Al, Si, and O transitions were observed in the XPS spectra of the degraded surface at binding energies that suggest oxides and hydroxides.
- Hygroscopic sodium phosphate (Na5P3O10) from the leftover cleaning medium was also detected on the degraded and undegraded areas. This phosphate found in the degraded sample could be responsible for the enhanced oxidation by trapping water locally.
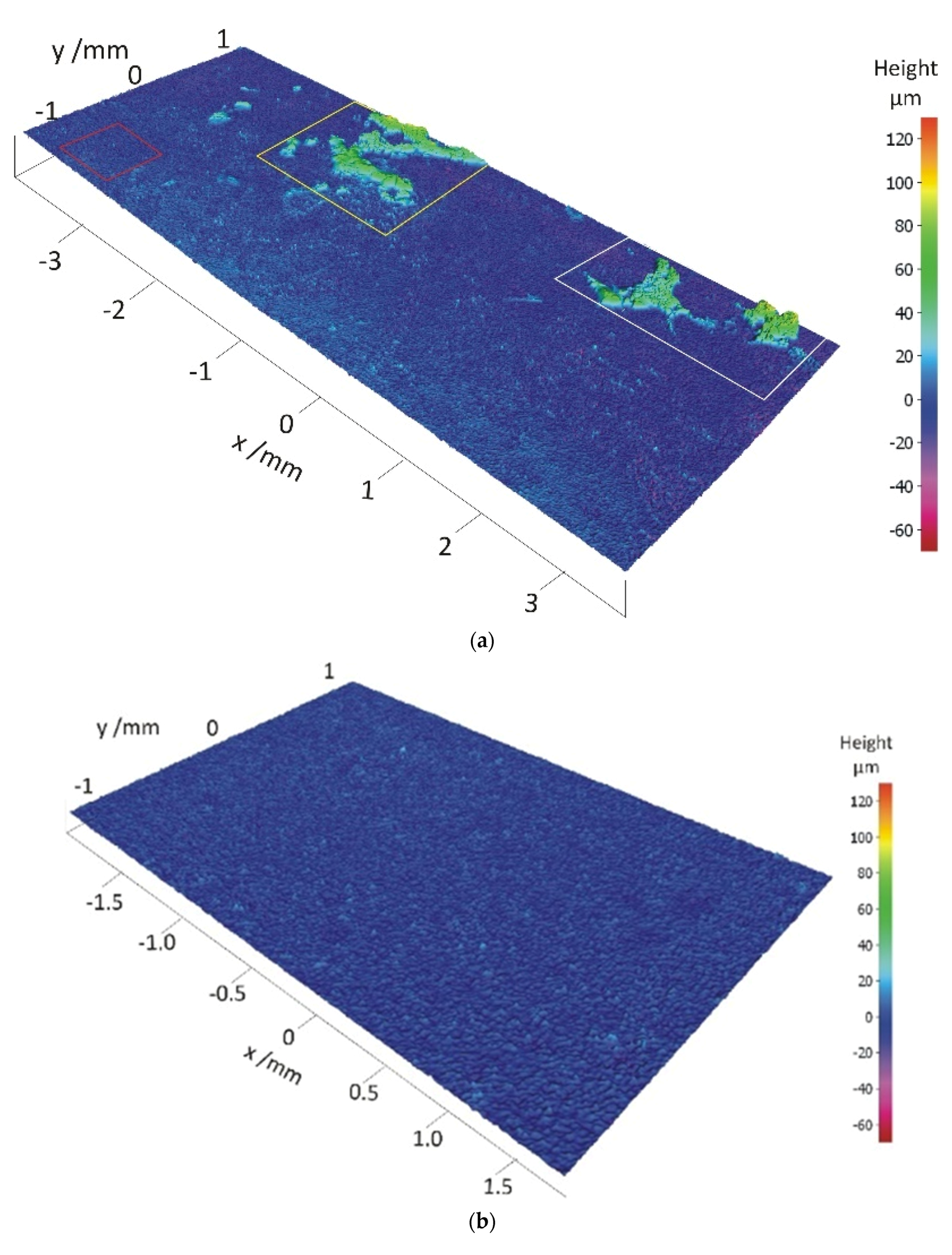
- Surface roughness analysis revealed that the topographic characteristics of the degraded surface enabled better conditions for the cleaning agent’s preferential adsorption.
- The Al hydroxide forms a significant part on the degraded area. The share of Al2O3 is the lowest on the degraded surface with a thick oxide layer and the highest on the freshly cut surface.
- On the freshly cut surface, the presence of Al oxide as well as metallic Al was confirmed. The Al hydroxide is virtually non-existent here.
- The relative shares of oxide/hydroxide on the degraded and undegraded surfaces of the Al–Si casting can be estimated as 3:2 and 3:1, respectively.
- The lower Si-oxide concentration in the degraded area (compared to the undegraded area) suggests that the early-formed Si-oxide layer is buried under a thick Al oxide/hydroxide layer.
- Precipitated Zn from the bulk alloy was only detected on the surface of the degraded area.
- Degradation of the material resulted in a characteristic change of surface dimensions.
- Based on the measurements results, it is recommended to comprehensively re-evaluate the surface quality and the steps of technical cleaning, mainly with a focus on the better control of the cast topography evolution, cleansing medium, a thorough rinsing process after cleaning, and appropriate packaging conditions.
- An alternative to chemical cleaning procedures, a sustainable cleaning process using dry ice can be advised [50].
- Surface-sensitive techniques such as XPS and an optical 3D surface measurement system act as suitable analytical tools to identify the source of the defects on the cast components. They can be effectively used in the design of foundry processes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Ar+ | Argon ion |
| Albound | Al bound |
| Almet | Metallic Al |
| AlO,OH | Al bound in in the oxide and hydroxide |
| Al2O3 | Aluminium (III) oxide |
| Al(OH)3 | Aluminium hydroxide |
| α = c(AlO,OH)/c(OAl) | Ratio of (Al/O) bound in the surface oxide and hydroxide |
| BE | Binding energy |
| c(AlO,OH) | Concentration of Al bound in the oxide and hydroxide |
| c(OAl) | Concentration of oxygen bound in the surface oxide and hydroxide |
| ICP-OES | Inductively coupled plasma optical emission spectroscopy |
| KE | Kinetic energy |
| Na5P3O10 | Sodium phosphate |
| OAl | Oxygen bound in the surface oxide and hydroxide |
| p | Surface share of oxide |
| p[AlO,OHO3/2] | Assumed composition of surface oxide |
| (1 − p) | Surface share of hydroxide |
| (1 − p)[AlO,OH(OAlH)3] | Assumed composition of surface hydroxide |
| Sa | Average height of selected area |
| Sq | Root–Mean–Square height of selected area |
| Sp | Maximum peak height of selected area |
| Sv | Maximum valley depth of selected area |
| Sz | Maximum height of selected area |
| S10z | Ten-point height of selected area |
| Ssk | Skewness of selected area |
| Sku | Kurtosis of selected area |
| XPS | X-ray photoelectron spectroscopy |
References
- Cao, X.; Campbell, J. Oxide inclusion defects in Al-Si-Mg cast alloys. Can. Metall. Q. 2005, 44, 435–448. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, P.; Shan, H.S. Effect of evaporative pattern casting process parameters on the surface roughness of Al-7%Si alloy casting. J. Mater. Process. Technol. 2007, 182, 615–623. [Google Scholar] [CrossRef]
- Rathi, S.K.; Sharma, A.; Di Sabatino, M. Effect of mould temperature, grain refinement and modification on hot tearing test in Al-7Si-3Cu alloy. Eng. Fail. Anal. 2017, 79, 592–605. [Google Scholar] [CrossRef]
- Alemdağ, Y.; Beder, M. Microstructural, mechanical and tribological properties of Al-7Si-(0-5)Zn alloys. Mater. Des. 2014, 63, 159–167. [Google Scholar] [CrossRef]
- Dwivedi, D.K. Adhesive wear behaviour of cast aluminium-silicon alloys: Overview. Mater. Des. 2010, 31, 2517–2531. [Google Scholar] [CrossRef]
- Chen, L.; Liu, Z.; Wang, B.; Song, Q.; Wan, Y.; Chen, L. Surface Characterization and Tribological Performance of Anodizing Micro-Textured Aluminum-Silicon Alloys. Materials 2019, 12, 1862. [Google Scholar] [CrossRef] [Green Version]
- Zeng, J.; Zhu, C.; Wang, W.; Li, X.; Li, H. Evolution of primary Si phase, surface roughness and mechanical properties of hypereutectic Al–Si alloys with different Si contents and cooling rates. Philos. Mag. Lett. 2020, 100, 581–587. [Google Scholar] [CrossRef]
- Hasan, M.S.; Kordijazi, A.; Rohatgi, P.K.; Nosonovsky, M. Triboinformatic modelling of dry friction and wear of aluminium base alloys using machine learning algorithms. Tribol. Int. 2021, 161, 107065. [Google Scholar] [CrossRef]
- Yuan, Z.; Guo, Z.; Xiong, S.M. Effect of as-cast microstructure heterogeneity on aging behavior of a high-pressure die-cast A380 alloy. Mater. Charact. 2018, 135, 278–286. [Google Scholar] [CrossRef]
- Pomberger, S.; Leitner, M.; Stoschka, M. Evaluation of surface roughness parameters and their impact on fatigue strength of Al-Si cast material. Mater. Today Proc. 2019, 12, 225–234. [Google Scholar]
- Khisheh, S.; Khalili, K.; Azadi, M.; Hendouabadi, V.Z. Influences of roughness and heat treatment on high-cycle bending fatigue properties of A380 aluminum alloy under stress-controlled cycling loading. Mater. Chem. Phys. 2021, 264, 124475. [Google Scholar] [CrossRef]
- Kozlica, D.K.; Kokalj, A.; Milošev, I. Synergistic effect of 2-mercaptobenzimidazole and octylphosphonic acid as corrosion inhibitors for copper and aluminium—An electrochemical, XPS, FTIR and DFT study. Corros. Sci. 2021, 182, 109082. [Google Scholar] [CrossRef]
- Kordijazi, A.; Behera, S.; Patel, D.; Rohatgi, P.; Nosonovsky, M. Predictive Analysis of Wettability of Al–Si Based Multiphase Alloys and Aluminum Matrix Composites by Machine Learning and Physical Modeling. Langmuir 2021, 37, 3766–3777. [Google Scholar] [CrossRef]
- Petkar, S.S. Review on casting cleaning technique. Int. J. Eng. Res. Technol. 2013, 2, 1–4. [Google Scholar]
- Deyab, M.A.; Mohsen, Q. Impact of phosphonium-based ionic liquid on the corrosion control of aluminum alloy AA5052 in MED desalination plants during acid cleaning process. J. Mol. Liq. 2021, 334, 116121. [Google Scholar] [CrossRef]
- Chen, S.Y.; Huang, C.Y.; Lin, C.S. Microstructure inhomogeneity of the constituent particles of 7075-T6 aluminum alloy after alkaline cleaning and desmutting. Corros. Sci. 2021, 184, 109354. [Google Scholar] [CrossRef]
- Pero, A.G. Technically Clean and Stain-Free Die Cast Housings. IST Int. Surf. Technol. 2020, 13, 38–39. [Google Scholar]
- Tiringer, U.; Kovač, J.; Milošev, I. Effects of mechanical and chemical pre-treatments on the morphology and composition of surfaces of aluminium alloys 7075-T6 and 2024-T3. Corros. Sci. 2017, 119, 46–59. [Google Scholar] [CrossRef]
- Huang, X.; Yu, L.; Dong, Y. Corrosion resistance of a novel ceria doped aluminum phosphate ceramic coating on cast Al-Si alloy by steam-assisted curing. Corros. Sci. 2021, 182, 109256. [Google Scholar] [CrossRef]
- Cornette, P.; Zanna, S.; Seyeux, A.; Costa, D.; Marcus, P. The native oxide film on a model aluminium copper alloy studied by XPS and ToF-SIMS. Corros. Sci. 2020, 174, 108837. [Google Scholar] [CrossRef]
- Cornette, P.; Costa, D.; Marcus, P. Relation between surface composition and electric properties of native oxide films on an aluminium-copper alloy studied by DFT. J. Electrochem. Soc. 2020, 167, 161501. [Google Scholar] [CrossRef]
- Ngongang, R.; Marceau, E.; Carrier, X.; Pradier, C.M.; Methivier, C.; Blanc, J.L.; Carre, M. Surface passivation of aluminum alloy 6061 with gaseous trichlorosilane: A surface investigation. Appl. Surf. Sci. 2014, 292, 165–173. [Google Scholar] [CrossRef]
- Kordijazi, A.; Kumar Behera, S.; Suri, S.; Wang, Z.; Povolo, M.; Salowitz, N.; Rohatgi, P. Data-driven modeling of wetting angle and corrosion resistance of hypereutectic cast Aluminum-Silicon alloys based on physical and chemical properties of surface. Surf. Interfaces 2020, 20, 100549. [Google Scholar] [CrossRef]
- Kordijazi, A.; Zhao, T.; Zhang, J.; Alrfou, K.; Rohatgi, P.K. A Review of Application of Machine Learning in Design, Synthesis, and Characterization of Metal Matrix Composites: Current Status and Emerging Applications. JOM 2021, 73, 2060–2074. [Google Scholar] [CrossRef]
- Savio, L.; Bhavitha, K.B.; Bracco, G.; Luciano, G.; Cavallo, D.; Paolini, G.; Passaglia, S.; Carraro, G.; Vattuone, L.; Masini, R.; et al. Correlating hydrophobicity to surface chemistry of microstructured aluminium surfaces. Appl. Surf. Sci. 2021, 542, 148574. [Google Scholar] [CrossRef]
- Vorburger, T.V. Methods for Characterizing Surface Topography. In Tutorials in Optics; Moore, D.T., Ed.; OSA Annual Meeting: Rochester, NY, USA, 1992. Available online: https://www.nist.gov/system/files/documents/calibrations/osa-92.pdf (accessed on 20 September 2021).
- Vorburger, T.V.; Rhee, H.G.; Renegar, T.B.; Song, J.F.; Zheng, A. Comparison of optical and stylus methods for measurement of surface texture. Int. J. Adv. Manuf. Technol. 2007, 33, 110–118. [Google Scholar] [CrossRef]
- Bhushan, B. Modern Tribology Handbook. Vol. 1, Principles of Tribology; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Nwaogu, U.C.; Tiedje, N.S.; Hansen, H.N. A non-contact 3D method to characterize the surface roughness of castings. J. Mater. Process. Technol. 2013, 213, 59–68. [Google Scholar] [CrossRef]
- Beder, M.; Alemdağ, Y. Influence of Mg addition and T6 heat treatment on microstructure, mechanical and tribological properties of Al–12Si–3Cu based alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 2208–2219. [Google Scholar] [CrossRef]
- Pomberger, S.; Stoschka, M.; Leitner, M. Cast surface texture characterisation via areal roughness. Precis. Eng. 2019, 60, 465–481. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. A review of methods of random surface topography modeling. Tribol. Int. 2020, 152, 106530. [Google Scholar] [CrossRef]
- Sedlaček, M.; Gregorčič, P.; Podgornik, B. Use of the Roughness Parameters Ssk and Sku to Control Friction—A method for Designing Surface Texturing. Tribol. Trans. 2016, 60, 260–266. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B. Design and tribological performance of textured surfaces. Mater. Perform. Charact. 2017, 6, 68–78. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Bao, T.; Li, J.; Liu, L.; Li, H.; Yang, Z.; Guo, Y.; Xia, F.; Yang, W.; Tao, D.; Zheng, J. Evolution of Al-Si-Cu alloy in piston of diesel engine during knock damage. Eng. Fail. Anal. 2020, 112, 104501. [Google Scholar] [CrossRef]
- Fairley, N. CasaXPS VAMAS Processing Software. Available online: http://www.casaxps.com/ (accessed on 18 February 2021).
- Naumkin, A.V.; Kraut-Vass, A.; Gaarenstroom, S.W.; Powell, C.J. NIST: X-ray Photoelectron Spectroscopy Database. Available online: http://srdata.nist.gov/xps/ (accessed on 18 January 2021).
- Chastain, J. Handbook of X-Ray Photoelectron Spectroscopy; Physical Electronics Inc.: Eden Prairie, MN, USA, 1995. [Google Scholar]
- X-ray Photoelectron Spectroscopy (XPS). Reference Pages, Aluminium. Available online: http://www.xpsfitting.com/search/label/Aluminum (accessed on 18 January 2021).
- Childs, K.D.; Hedberg, C.L. Handbook of Auger Electron Spectroscopy: A Book of Reference Data for Identification and Interpretation in Auger Electron Spectroscopy; Physical Electronics Inc.: Eden Prairie, MN, USA, 1995. [Google Scholar]
- Zähr, J.; Oswald, S.; Türpe, M.; Ullrich, H.J.; Füssel, U. Characterisation of oxide and hydroxide layers on technical aluminum materials using XPS. Vacuum 2012, 86, 1216–1219. [Google Scholar] [CrossRef]
- Werrett, C.R.; Pyke, D.R.; Bhattacharya, A.K. XPS Studies of Oxide Growth and Segregation in Aluminium-Silicon Alloys. Surf. Interface Anal. 1997, 25, 809–816. [Google Scholar] [CrossRef]
- Ellingham Diagrams. Available online: https://web.mit.edu/2.813/www/readings/Ellingham_diagrams.pdf (accessed on 16 February 2021).
- Godard, H.P. Insight into the corrosion behavior of Aluminium. Mater. Perform. 1981, 20, 9–15. [Google Scholar]
- Lienhard, J.; Crook, C.; Zahiri Azar, M.; Hassani, M.; Mumm, D.R.; Veysset, D.; Apelian, D.; Nelson, K.A.; Champagne, V.; Nardi, A.; et al. Surface oxide and hydroxide effects on aluminum microparticle impact bonding. Acta Mater. 2020, 197, 28–39. [Google Scholar] [CrossRef]
- Tiringer, U.; Van Dam, J.P.B.; Abrahami, S.T.; Terryn, H.; Kovač, J.; Milošev, I.; Mol, J.M.C. Scrutinizing the importance of surface chemistry versus surface roughness for aluminium/sol-gel film adhesion. Surf. Interfaces 2021, 26, 101417. [Google Scholar] [CrossRef]
- Bouali, A.C.; Straumal, E.A.; Serdechnova, M.; Wieland, D.C.F.; Starykevich, M.; Blawert, C.; Hammel, J.U.; Lermontov, S.A.; Ferreira, M.G.S.; Zheludkevich, M.L. Layered double hydroxide based active corrosion protective sealing of plasma electrolytic oxidation/sol-gel composite coating on AA2024. Appl. Surf. Sci. 2019, 494, 829–840. [Google Scholar] [CrossRef]
- Milošev, I. Contemporary modes of corrosion protection and functionalization of materials. Acta Chim. Slov. 2019, 66, 511–533. [Google Scholar] [CrossRef] [PubMed]
- Milošev, I.; Rodič, P.; Malnarič, D. Cleaning metal surfaces with dry ice as an alternative to chemical cleaning. Fundid. Fundic. Ferreas Y No Ferreas En Arena Coquilla Y Fundición A Presión 2021, 268, 33. [Google Scholar]
- Floyd, P.; Zarogiannis, P.; Fox, K. Non-Surfactant Organic Ingredients and Zeolite-Based Detergents; RPA: Norfolk, UK, 2006. [Google Scholar]
- Achyuth, K.; Patel, M.; Sangral, S.; Jayaprakash, M. Fretting wear degradation behavior of Al-Si-Ni based cast Aluminum alloy under different environment. Mater. Today Proc. 2019, 15, 103–108. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Si | Cu | Zn | Mn | Fe | Mg | Sn | Ni | Al |
|---|---|---|---|---|---|---|---|---|---|
| c/wt% | 9.4 | 3.80 | 3.0 | 0.10 | 1.25 | 0.1 | 0.30 | 0.4 | Bal. |
| Sample | Degraded | Undegraded | Freshly Cut Alloy | |||
|---|---|---|---|---|---|---|
| Component | BE/eV | c/at% | BE/eV | c/at% | BE/eV | c/at% |
| O 1s | 531.5 | 47.41 | 531.5 | 26.07 | 531.5 | 38.50 |
| N 1s | 399.74 | 1.41 | 399.89 | 2.38 | - | - |
| Na 1s | 1071.86 | 0.53 | 1072.0 | 3.34 | - | - |
| C 1s | 284.73 | 26.15 | 284.9 | 50.44 | 284.8 | 14.88 |
| Al 2p 1 | 74.20 | 15.04 | 73.9 | 6.62 | 73.90 | 24.67 |
| Al 2p 2 | 72.67 | 3.49 | 72.3 | 2.44 | 71.9 | 20.28 |
| P 2p 1 | 130.50 | 0.46 | 130.39 | 0.29 | - | - |
| P 2p 2 | 132.69 | 3.39 | 133.04 | 3.33 | - | - |
| Zn 2p3/2 | 1021.77 | 0.31 | - | - | - | - |
| Si 2p 1 | 101.89 | 0.81 | 101.90 | 3.85 | - | - |
| Si 2p 2 | 100.52 | 0.88 | 100.39 | 0.93 | - | - |
| Ca 2p | 346.89 | 0.11 | 347.17 | 0.33 | - | - |
| Relative Share | Albound/Almet | (Al/O)bound | Oxide | Hydroxide |
|---|---|---|---|---|
| Surface | c(AlO,OH)/c(Almet) | α | p | 1 − p |
| Degraded area Degraded | 4.31 | 0.42 | 0.58 | 0.42 |
| Undegraded area | 2.71 | 0.54 | 0.77 | 0.23 |
| Freshly cut area | 1.22 | 0.64 | 0.96 | 0.04 |
| Sample | ||||||
|---|---|---|---|---|---|---|
| Degraded | Undegraded | Fresh-Cut | ||||
| Area | 7.7 × 3.1 mm2 | Red Square | Yellow Square | White Square | 3.1 × 2.0 mm2 | 4.8 × 2.7 mm2 |
| Parameter | Bottom Left | Upper Left | Upper Right | |||
| Sa/µm | 7.09 | 3.17 | 17.21 | 16.92 | 2.39 | 2.37 |
| Sq/µm | 11.51 | 4.35 | 21.71 | 22.18 | 3.12 | 3.04 |
| Sp/µm | 110.07 | 42.38 | 102.17 | 115.38 | 28.40 | 15.80 |
| Sv/µm | 63.87 | 42.73 | 60.32 | 55.39 | 23.05 | 22.67 |
| Sz/µm | 173.94 | 85.12 | 162.49 | 170.76 | 51.45 | 38.46 |
| S10z/µm | 160.46 | 72.74 | 153.91 | 161.32 | 43.64 | 35.75 |
| Ssk | 2.24 | −0.51 | 1.28 | 1.65 | −0.14 | −0.08 |
| Sku | 12.58 | 8.1813 | 4.01 | 5.03 | 4.53 | 3.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steiner Petrovič, D.; Mandrino, D. Surface Stoichiometry and Roughness of a Degraded A380 Alloy after Casting, Technical Cleaning and Packaging. Materials 2021, 14, 6458. https://doi.org/10.3390/ma14216458
Steiner Petrovič D, Mandrino D. Surface Stoichiometry and Roughness of a Degraded A380 Alloy after Casting, Technical Cleaning and Packaging. Materials. 2021; 14(21):6458. https://doi.org/10.3390/ma14216458
Chicago/Turabian StyleSteiner Petrovič, Darja, and Djordje Mandrino. 2021. "Surface Stoichiometry and Roughness of a Degraded A380 Alloy after Casting, Technical Cleaning and Packaging" Materials 14, no. 21: 6458. https://doi.org/10.3390/ma14216458
APA StyleSteiner Petrovič, D., & Mandrino, D. (2021). Surface Stoichiometry and Roughness of a Degraded A380 Alloy after Casting, Technical Cleaning and Packaging. Materials, 14(21), 6458. https://doi.org/10.3390/ma14216458