
An Effective Expanded Graphite Coating on Polystyrene Bead for Improving Flame Retardancy


Abstract
:1. Introduction
2. Materials and Methods
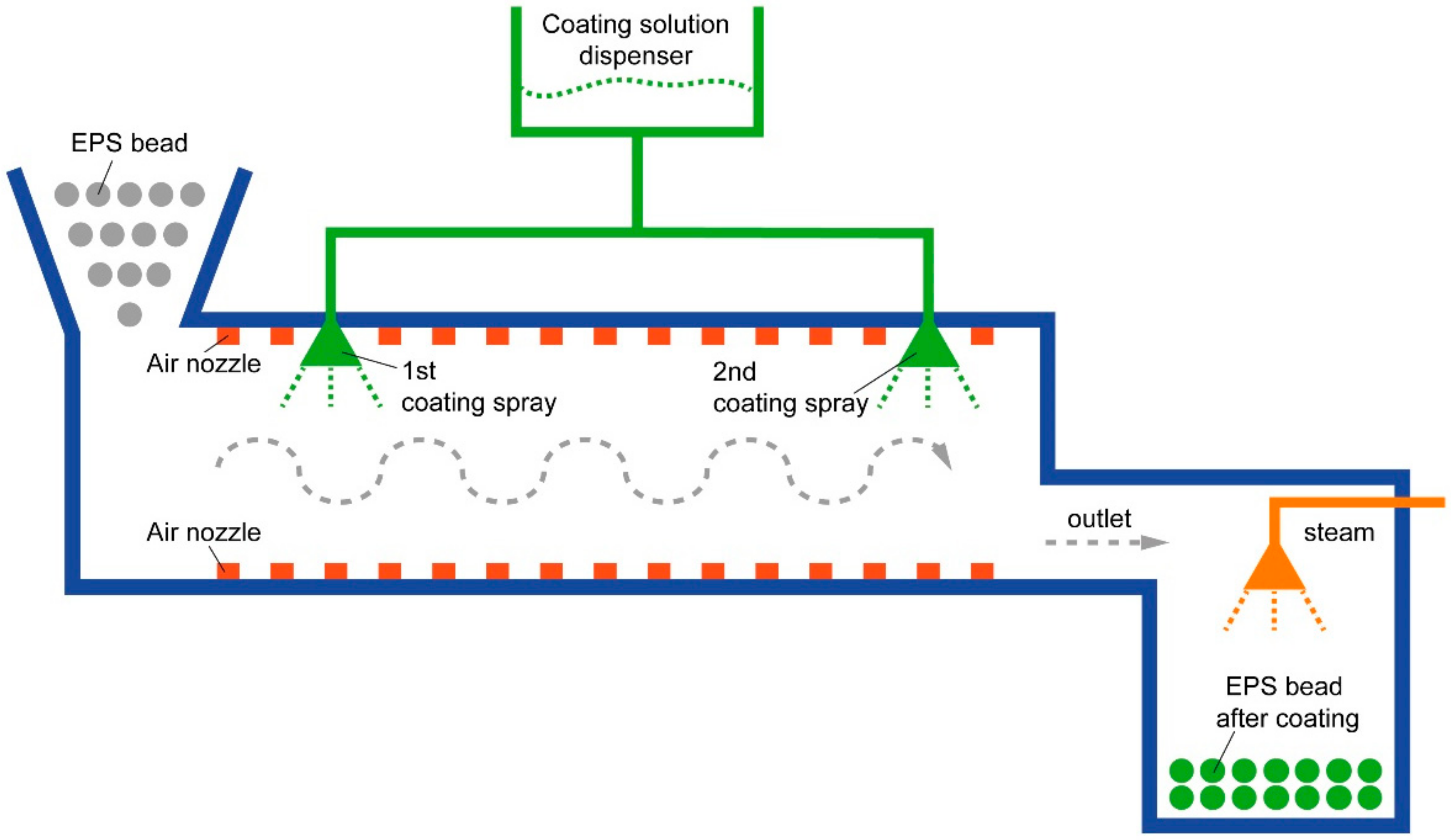
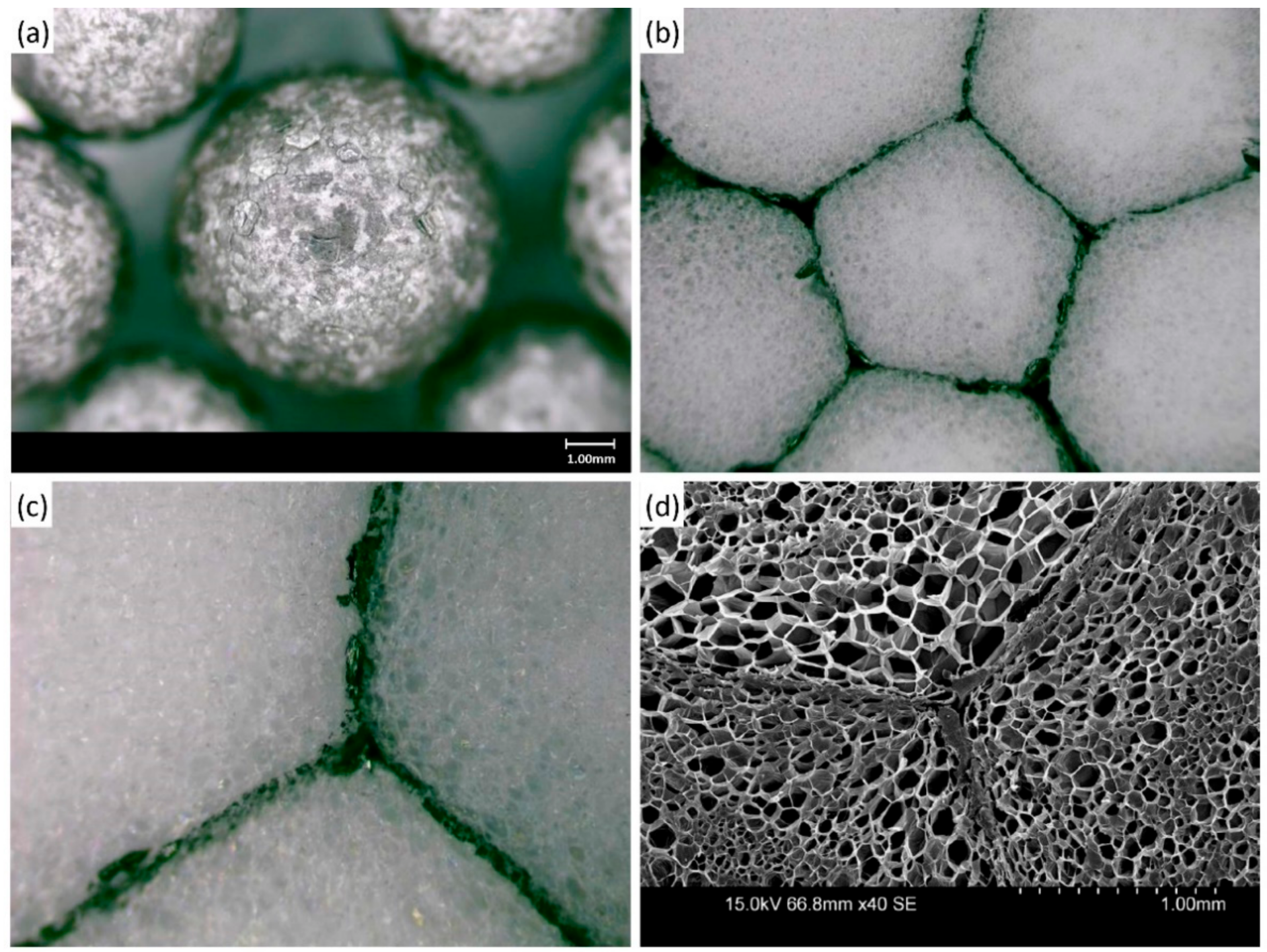
2.1. Description of FR-EPS
2.2. Sample Preparation
2.3. Testing Methodology
2.3.1. Burning Tests in the Horizontal and Vertical Directions
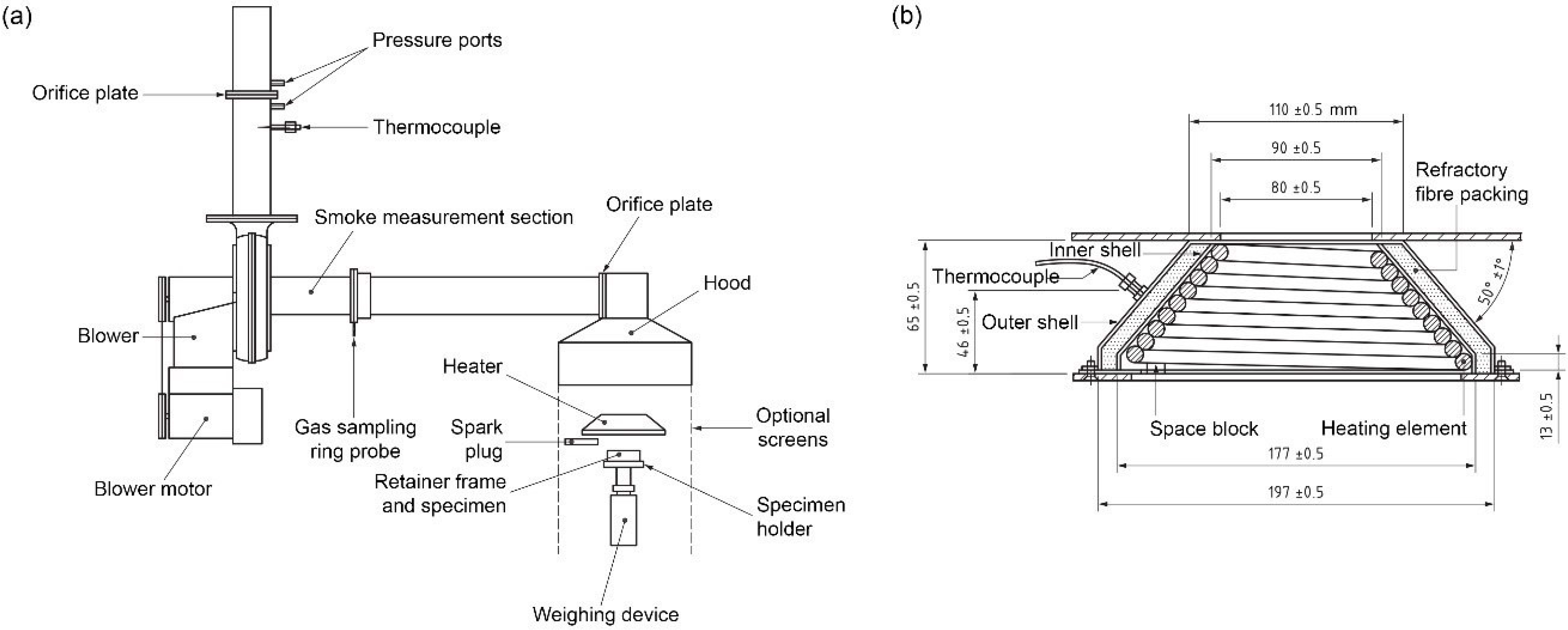
2.3.2. Reaction-to-Fire Test of the Total Heat Release Rate (Cone Calorimeter Method)
3. Results and Discussion
3.1. Burning Test Results in the Horizontal and Vertical Directions
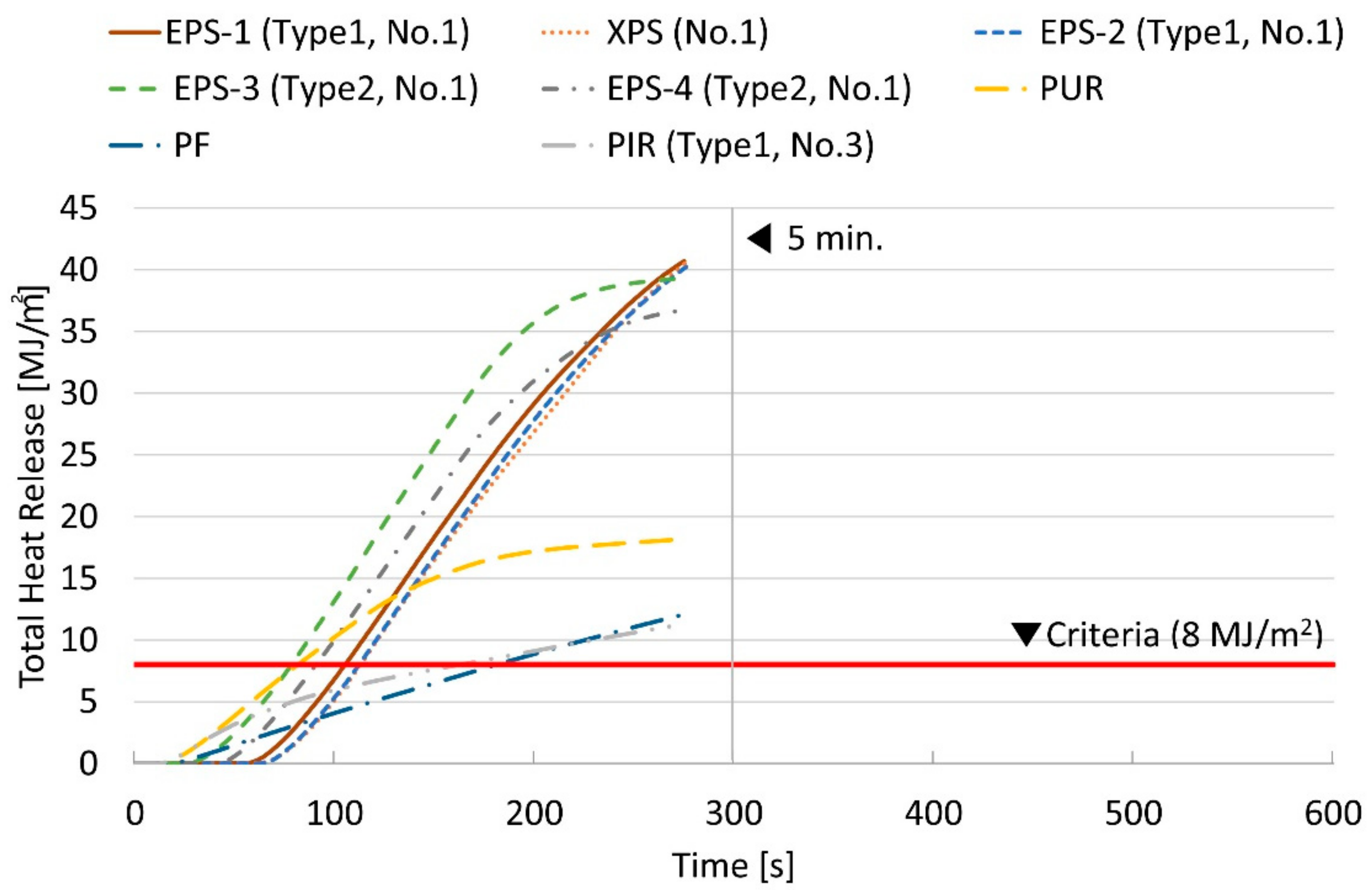
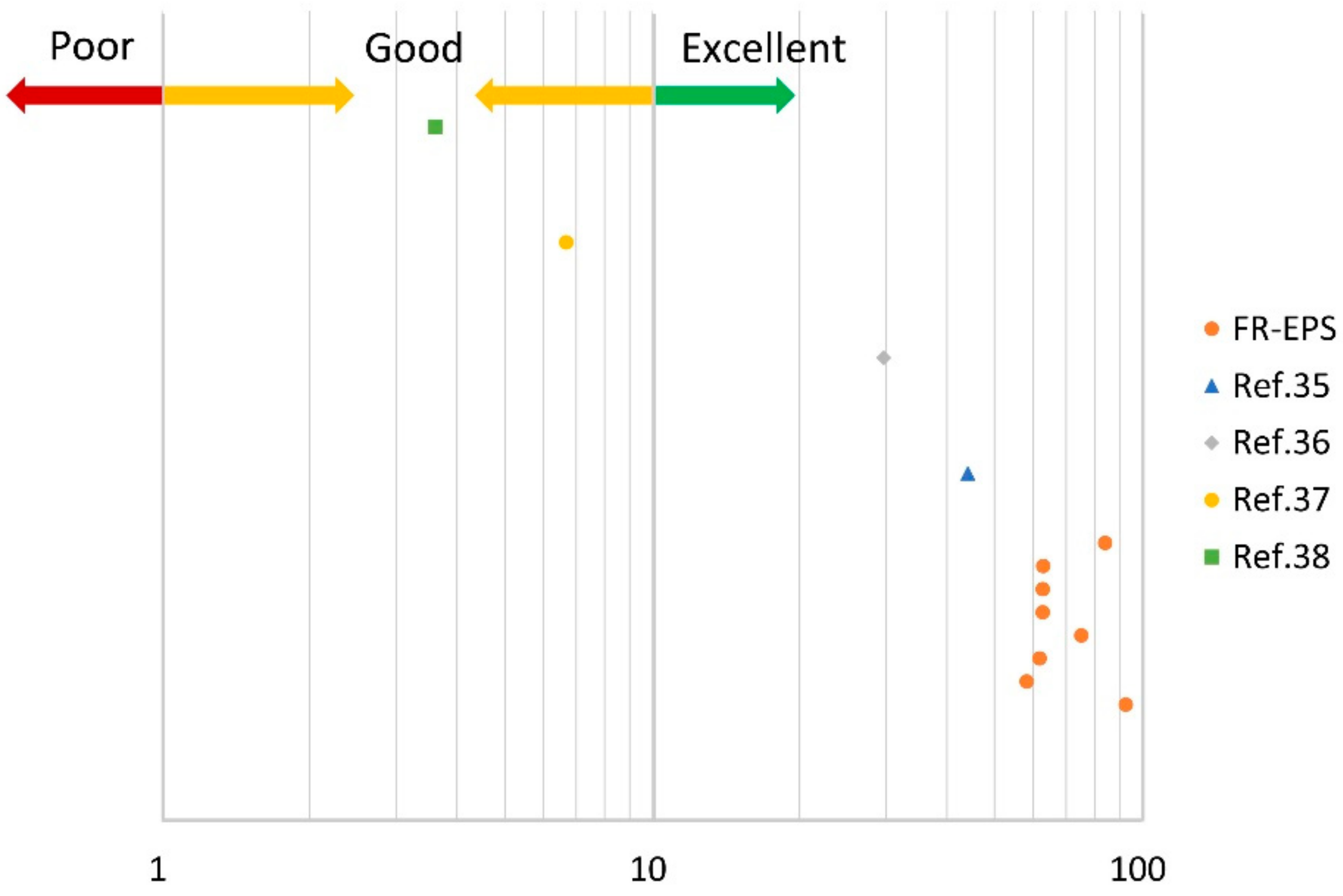
3.2. Results of the Reaction-to-Fire Test of the Total Heat Release Rate (Cone Calorimeter Method)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| EG | expanded graphite |
| EPS | expanded polystyrene |
| HRR | heat release rate |
| KS | Korean standard |
| PF | phenolic foam |
| PIR | polyisocyanurate |
| PUR | polyurethane |
| THR | total heat release rate |
| XPS | extruded polystyrene |
References
- Ministry of Land, Infrastructure and Transport. Code for the Flame-Retardant Performance of Building Finishing Materials and the Fire Preventing Structure, 2021, No 2020-1053. Available online: https://www.law.go.kr/%ED%96%89%EC%A0%95%EA%B7%9C%EC%B9%99/%EA%B1%B4%EC%B6%95%EB%AC%BC%20%EB%A7%88%EA%B0%90%EC%9E%AC%EB%A3%8C%EC%9D%98%20%EB%82%9C%EC%97%B0%EC%84%B1%EB%8A%A5%20%EB%B0%8F%20%ED%99%94%EC%9E%AC%20%ED%99%95%EC%82%B0%20%EB%B0%A9%EC%A7%80%EA%B5%AC%EC%A1%B0%20%EA%B8%B0%EC%A4%80 (accessed on 30 September 2021).
- Ministry of Land, Infrastructure and Transport. Code for the Building Energy Saving Designs, 2017, No 2017-881. Available online: https://www.law.go.kr/%ED%96%89%EC%A0%95%EA%B7%9C%EC%B9%99/%EA%B1%B4%EC%B6%95%EB%AC%BC%EC%9D%98%EC%97%90%EB%84%88%EC%A7%80%EC%A0%88%EC%95%BD%EC%84%A4%EA%B3%84%EA%B8%B0%EC%A4%80 (accessed on 30 September 2021).
- Fina, A.; Abbenhuis, H.C.; Tabuani, D.; Camino, G. Metal functionalized POSS as fire retardants in polypropylene. Polym. Degrad. Stab. 2006, 91, 2275–2281. [Google Scholar] [CrossRef]
- Mouritz, A.; Mathys, Z.; Gibson, A. Heat release of polymer composites in fire. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1040–1054. [Google Scholar] [CrossRef]
- Kong, Y.K.; Lee, D.H. Fire Characteristics of Plastic Insulating Materials from Cone Calorimeter Test. J. Korean Inst. Fire Sci. Eng. 2003, 17, 76–83. [Google Scholar]
- Horrocks, A.R.; Prince, D. Fire Retardant Materials; CRC: New York, NY, USA, 2001. [Google Scholar]
- Kim, C.B.; Kim, S.B. Effect of Halogen-Phosphors Flame Retardant Content on Properties of Rigid. Appl. Chem. Eng. 2013, 24, 77–81. [Google Scholar]
- Chung, Y.J.; Lim, H.M.; Jin, E.; Oh, J.K. Combustion-retardation properties of low-density polyethylene and ethylene vinyl acetate mixtures with magnesium hydroxide. J. Appl. Chem. Eng. 2011, 22, 439–443. [Google Scholar]
- Kwon, O.D.; Lee, J.C.; Seo, K.S.; Seo, C.S.; Kim, S.B. Effect of Flame Retardants on Flame Retardancy of flexible Polyurethane Foam. J. Appl. Chem. Eng. 2013, 24, 208–213. [Google Scholar]
- Kim, K.; Seo, W.; Lee, J.-C.; Seo, J.-S.; Kim, S. Effect of Flame Retardants on Flame Retardancy of Rigid Polyurethane Foam. J. Korean Inst. Gas 2013, 17, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Lee, B.J.; Kim, S.B. Mechanical Properties and Flame Retardancy of Rigid Polyurethane Foam Using New Phosphorus Flame Retardant. Appl. Chem. Eng. 2016, 27, 577–582. [Google Scholar] [CrossRef]
- Ni, J.; Tai, Q.; Lu, H.; Hu, Y.; Song, L. Microencapsulated ammonium polyphosphate with polyurethane shell: Preparation, characterization, and its flame retardance in polyurethane. Poly. Adv. Technol. 2010, 21, 392–400. [Google Scholar] [CrossRef]
- Liu, J.; Ma, D. Study on synthesis and thermal properties of polyurethane-imide copolymers with multiple hard segments. J. Appl. Polym. Sci. 2002, 84, 2206–2215. [Google Scholar] [CrossRef]
- Luchkina, L.V.; Askadskii, A.A.; Bychko, K.A. Composite Polymeric Materials Based on Polyisocyanurates and Polyurethanes. Russ. J. Appl. Chem. 2005, 78, 1337–1342. [Google Scholar] [CrossRef]
- Wang, S.-X.; Zhao, H.-B.; Rao, W.-H.; Huang, S.-C.; Wang, T.; Liao, W.; Wang, Y.-Z. Inherently flame-retardant rigid polyurethane foams with excellent thermal insulation and mechanical properties. Polymers 2018, 153, 616–625. [Google Scholar] [CrossRef]
- Suparanon, T.; Phetwarotai, W. Fire-extinguishing characteristics and flame retardant mechanism of polylactide foams: Influence of tricresyl phosphate combined with natural flame retardant. Int. J. Biol. Macromol. 2020, 158, 1090–1101. [Google Scholar] [CrossRef]
- Zatorski, W.; Brzozowski, Z.K.; Kolbrecki, A. New developments in chemical modification of fire-safe rigid polyurethane foams. Polym. Degrad. Stab. 2008, 93, 2071–2076. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of a Nanoclay on the Mechanical, Thermal and Flame Retardant Properties of Rigid Polyurethane Foam. J. Macromol. Sci. Part A 2009, 46, 704–712. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, J.H.; Kim, W.Y.; Lee, H.S.; Kim, S.Y.; Khil, M.-S. Volume control of expanded graphite based on inductively coupled plasma and enhanced thermal conductivity of epoxy composite by formation of the filler network. Carbon 2017, 119, 40–46. [Google Scholar] [CrossRef]
- Chun, K.O.; Rie, D.H. A study for the fire retardant-characteristics of expandable graphite composite materials. J. Korean Soc. Safet. 2017, 13, 28–33. [Google Scholar] [CrossRef]
- Laachachi, A.; Burger, N.; Apaydin, K.; Sonnier, R.; Ferriol, M. Is expanded graphite acting as flame retardant in epoxy resin? Polym. Degrad. Stab. 2015, 117, 22–29. [Google Scholar] [CrossRef]
- Lee, P.-C.; Jeoung, S.K.; Ha, J.U.; Kim, B.-R.; Han, J.-K. Flame Retardancy and Sound Absorption Properties of Polyurethane/Expandable Graphite Foams. Trans. Korean Soc. Automot. Eng. 2019, 27, 441–445. [Google Scholar] [CrossRef]
- Vahabi, H.; Raveshtian, A.; Fasihi, M.; Sonnier, R.; Saeb, M.R.; Dumazert, L.; Kandola, B.K. Competitiveness and synergy between three flame retardants in poly(ethylene- co -vinyl acetate). Polym. Degrad. Stab. 2017, 143, 164–175. [Google Scholar] [CrossRef]
- Li, M.-E.; Yan, Y.-W.; Zhao, H.-B.; Jian, R.-K.; Wang, Y.-Z. A facile and efficient flame-retardant and smoke-suppressant resin coating for expanded polystyrene foams. Compos. Part B Eng. 2020, 185, 107797. [Google Scholar] [CrossRef]
- Ran, J.; Qiu, J.; Xie, H.; Lai, X.; Li, H.; Zeng, X. Combination effect of zirconium phosphate nanosheet and PU-coated carbon fiber on flame retardancy and thermal behavior of PA46/PPO alloy. Compos. Part B Eng. 2019, 166, 621–632. [Google Scholar] [CrossRef]
- Vahabi, H.; Kandola, B.K.; Saeb, M.R. Flame Retardancy Index for Thermoplastic Composites. Polymers 2019, 11, 407. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, H.S.; Kim, Y.; Oh, B.K.; Cho, T. Compressive properties of graphite-embedded expanded polystyrene for vibroacoustic engineering applications. Compos. Part B Eng. 2016, 93, 252–264. [Google Scholar] [CrossRef]
- Luo, W.; Li, Y.; Zou, H.; Liang, M. Study of different-sized sulfur-free expandable graphite on morphology and properties of water-blown semi-rigid polyurethane foams. RSC Adv. 2014, 4, 37302–37310. [Google Scholar] [CrossRef]
- Korea Agency for Technology and Standards (KATS). KS M 3808 Cellular Polystyrene (PS) for Thermal Insulation; KATS: Emseong, Korea, 2020. [Google Scholar]
- Korea Agency for technology and standards (KATS). KS M ISO 9772 Cellular Plastics―Determination of Horizontal Burning Characteristics of Small Specimens Subjected to a Small Flame; KATS: Emseong, Korea, 2018. [Google Scholar]
- Underwriters Laboratories. UL 94 Standard for Safety for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances; Underwriters Laboratories Inc.: Northbrook, IL, USA, 2014. [Google Scholar]
- Korea Agency for technology and standards (KATS). KS F ISO 5660 Reaction-to-fire Tests―Heat Release, Smoke Production and Mass Loss Rate―Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement); KATS: Emseong, Korea, 2018. [Google Scholar]
- Korea Agency for Technology and Standards (KATS). KS F 2271 Testing Method for Gas Toxicity of Finish Materials of Buildings; KATS: Emseong, Korea, 2019. [Google Scholar]
- Ye, L.; Wu, Q.; Qu, B. Synergistic effects and mechanism of multiwalled carbon nanotubes with magnesium hydroxide in halogen-free flame retardant EVA/MH/MWNT nanocomposites. Polym. Degrad. Stab. 2009, 94, 751–756. [Google Scholar] [CrossRef]
- Huang, J.; Zhao, Z.; Chen, T.; Zhu, Y.; Lv, Z.; Gong, X.; Niu, Y.; Ma, B. Preparation of highly dispersed expandable graphite/polystyrene composite foam via suspension polymerization with enhanced fire retardation. Carbon 2019, 146, 503–512. [Google Scholar] [CrossRef]
- Bhoite, S.P.; Kim, J.; Jo, W.; Bhoite, P.H.; Mali, S.S.; Park, K.-H.; Hong, C.-K. Expanded Polystyrene Beads Coated with Intumescent Flame Retardant Material to Achieve Fire Safety Standards. Polymers 2021, 13, 2662. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Y.; Peng, S.; Pan, B.; Lu, C.; Liu, H.; Ma, J.; Niu, Q. Fire property and charring behavior of high impact polystyrene containing expandable graphite and microencapsulated red phosphorus. Polym. Degrad. Stab. 2015, 121, 261–270. [Google Scholar] [CrossRef]
- Zhu, Z.-M.; Rao, W.-H.; Kang, A.-H.; Liao, W.; Wang, Y.-Z. Highly effective flame retarded polystyrene by synergistic effects between expandable graphite and aluminum hypophosphite. Polym. Degrad. Stab. 2018, 154, 1–9. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria Conditions | HF-1 | HF-2 | HBF |
|---|---|---|---|
| Linear burning rate | N/A | N/A | 40 mm/min |
| After-flame time for each individual specimen | 4/5 ≤ 2 s 1/5 ≤ 10 s | 4/5 ≤ 2 s 1/5 ≤ 10 s | N/A |
| After-glow time for each individual specimen | ≤30 s | ≤30 s | N/A |
| Cotton indicator ignited by flaming particles or drops | No | Yes | N/A |
| Damaged length for each individual specimen | ≤60 mm | ≤60 mm | ≥60 mm |
| 4/5: Four out of a set of five specimens 1/5: One out of a set of five specimens |
| Criteria Conditions | V-0 | V-1 | V-2 |
|---|---|---|---|
| After-flame time for each individual specimen | ≤10 s | ≤30 s | ≤30 s |
| Total after-flame time for any condition set | ≤50 s | ≤250 s | ≤250 s |
| After-flame plus after-glow time for each specimen after the second flame application | ≤30 s | ≤60 s | ≤60 s |
| After-flame or after-glow of any specimen up to the holding clamp | No | No | No |
| Cotton indicator ignited by flaming particles or drops | No | No | Yes |
| KS M ISO 9772 Horizontal Test Result | |||||
|---|---|---|---|---|---|
| HF-1 | HF-2 | HBF | N/A | ||
| UL 94 Vertical Test Result | V-0 | EPS-2-18~19 | XPS-3~5, XPS-8 EPS-1-1, EPS-1-3~24, EPS-2-4, EPS-2-6~7, EPS-2-9~11, EPS-2-13~14, EPS-2-16~17, EPS-2-20~24, EPS-2-27~29, EPS-2-31~33 | ||
| V-1 | |||||
| V-2 | XPS-2, XPS-7, XPS-9 EPS-1-25, EPS-2-1~3, EPS-2-5, EPS-2-8, EPS-2-12, EPS-2-15, EPS-2-23, EPS-2-25~26, EPS-2-30, EPS-2-34 | XPS-1 | |||
| N/A | XPS-6, EPS-1-2 | ||||
| Scheme | KS M ISO 9772 Horizontal Test Result | UL 94 Vertical Test Result | ||||||
|---|---|---|---|---|---|---|---|---|
| Damaged Length for Each Individual Specimen [mm] | After-Flame Time Plus After-Glow Time for Each Individual Specimen [s] | Cotton Indicator Ignited by Flaming Particles or Drops | Result | Total After-Flame Time for Any Condition Set [s] | After-Flame or After-Glow of Any Specimen up to the Holding Clamp | Cotton Indicator Ignited by Flaming Particles or Drops | Result | |
| S-1 | 7 | 0 | No | HF-1 | 20 | No | No | V-0 |
| S-2 | 12 | 0 | No | HF-1 | 15 | No | No | V-0 |
| S-3 | 13 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-4 | 12 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-5 | 12 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-6 | 10 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-7 | 9 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-8 | 12 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-9 | 6 | 0 | No | HF-1 | 0 | No | No | V-0 |
| S-10 | 13 | 0 | No | HF-1 | 0 | No | No | V-0 |
| Specimen No. | Thermal Conductivity [W·m−1·K−1] | Peak HRR [kW∙m−2] | t Peak HRR [s] | TTI [s] | THR [MJ∙m−2] | |
|---|---|---|---|---|---|---|
| at 5 min | at 10 min | |||||
| SS-1 | 0.037 | 42.975 | 50 | 2 | 4.7 | 4.7 |
| SS-2 | 0.038 | 61.129 | 40 | 3 | 5.9 | 7.9 |
| SS-3 | 0.036 | 66.809 | 46 | 3 | 5.4 | 6.8 |
| SS-4 | 0.038 | 54.933 | 50 | 3 | 5.4 | 6.8 |
| SS-5 | 0.037 | 55.935 | 54 | 3 | 6.6 | 8.0 |
| SS-6 | 0.038 | 43.231 | 60 | 2 | 5.4 | 6.9 |
| SS-7 | 0.038 | 55.865 | 48 | 3 | 6.0 | 8.0 |
| SS-8 | 0.036 | 46.353 | 48 | 2 | 4.8 | 4.8 |
| Ref. | Material of Flame Retardant | Type of Composite | Peak HRR [kW∙m−2] | THR [MJ∙m−2] | TTI [s] |
|---|---|---|---|---|---|
| [35] | N/A | Pure | 550 | 64 | 1 |
| Expanded Graphite | Compounding | 130 | 18 | 3 | |
| [36] | N/A | Pure | 296 | 42 | 1 |
| Pentaerythritol + CaCO3 + Melamine Cyanurate | Coating | 65 | 11 | 1 | |
| [37] | N/A | Pure | 738 | 119 | 63 |
| Expanded Graphite | Compounding | 191 | 59 | 54 | |
| [38] | N/A | Pure | 730 | 117 | 47 |
| Expanded Graphite + Aluminum hypophosphite | Compounding | 163 | 71 | 23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bae, M.; Lee, H.; Choi, G.; Kang, J. An Effective Expanded Graphite Coating on Polystyrene Bead for Improving Flame Retardancy. Materials 2021, 14, 6729. https://doi.org/10.3390/ma14216729
Bae M, Lee H, Choi G, Kang J. An Effective Expanded Graphite Coating on Polystyrene Bead for Improving Flame Retardancy. Materials. 2021; 14(21):6729. https://doi.org/10.3390/ma14216729
Chicago/Turabian StyleBae, Minjung, Hyunhwa Lee, Gyeongseok Choi, and Jaesik Kang. 2021. "An Effective Expanded Graphite Coating on Polystyrene Bead for Improving Flame Retardancy" Materials 14, no. 21: 6729. https://doi.org/10.3390/ma14216729
APA StyleBae, M., Lee, H., Choi, G., & Kang, J. (2021). An Effective Expanded Graphite Coating on Polystyrene Bead for Improving Flame Retardancy. Materials, 14(21), 6729. https://doi.org/10.3390/ma14216729