
Advanced Structural and Technological Method of Reducing Distortion in Thin-Walled Welded Structures

 ,
,  ,
, 
 ,
, 
Abstract
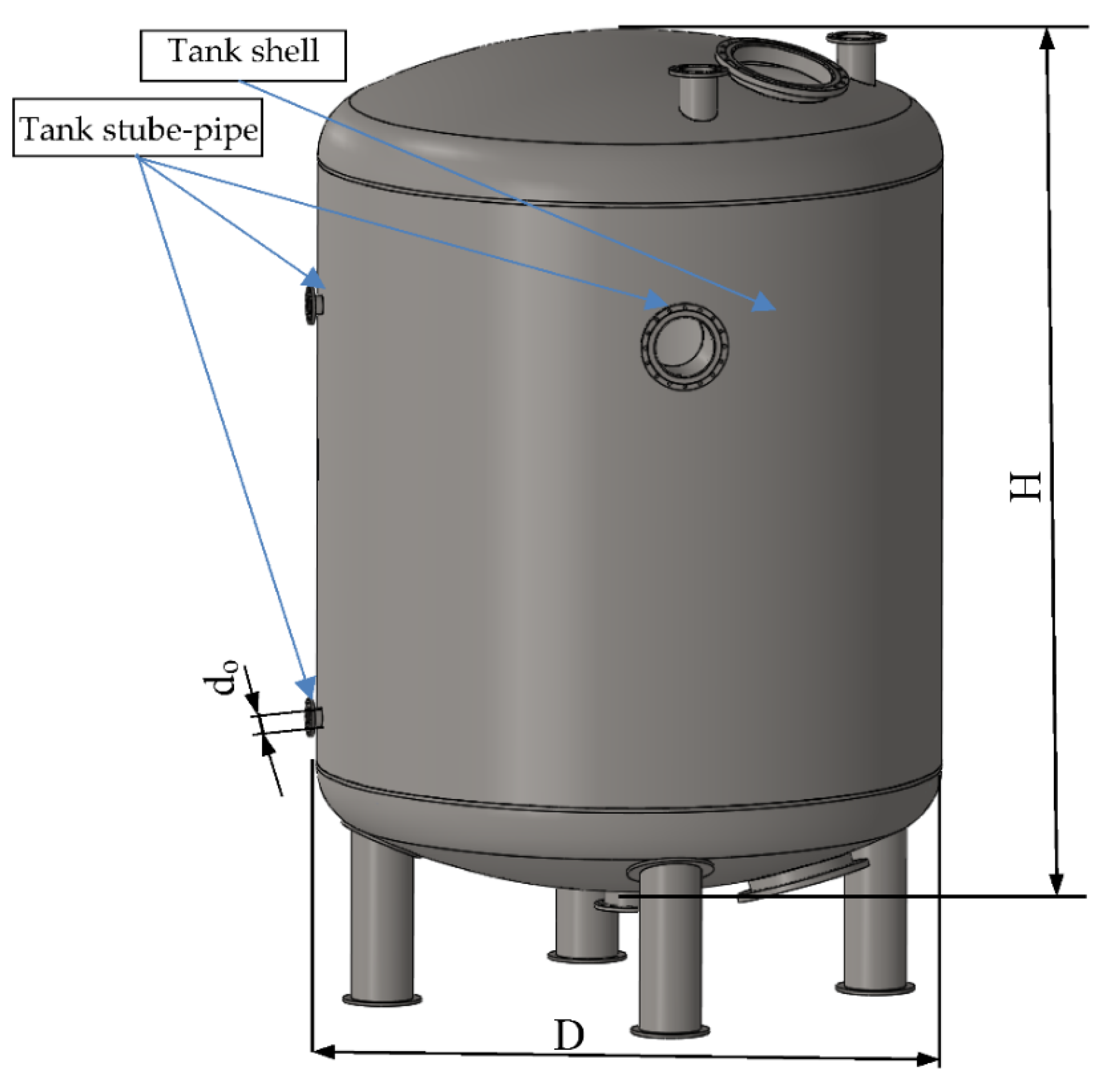
:1. Introduction
Problem Definition
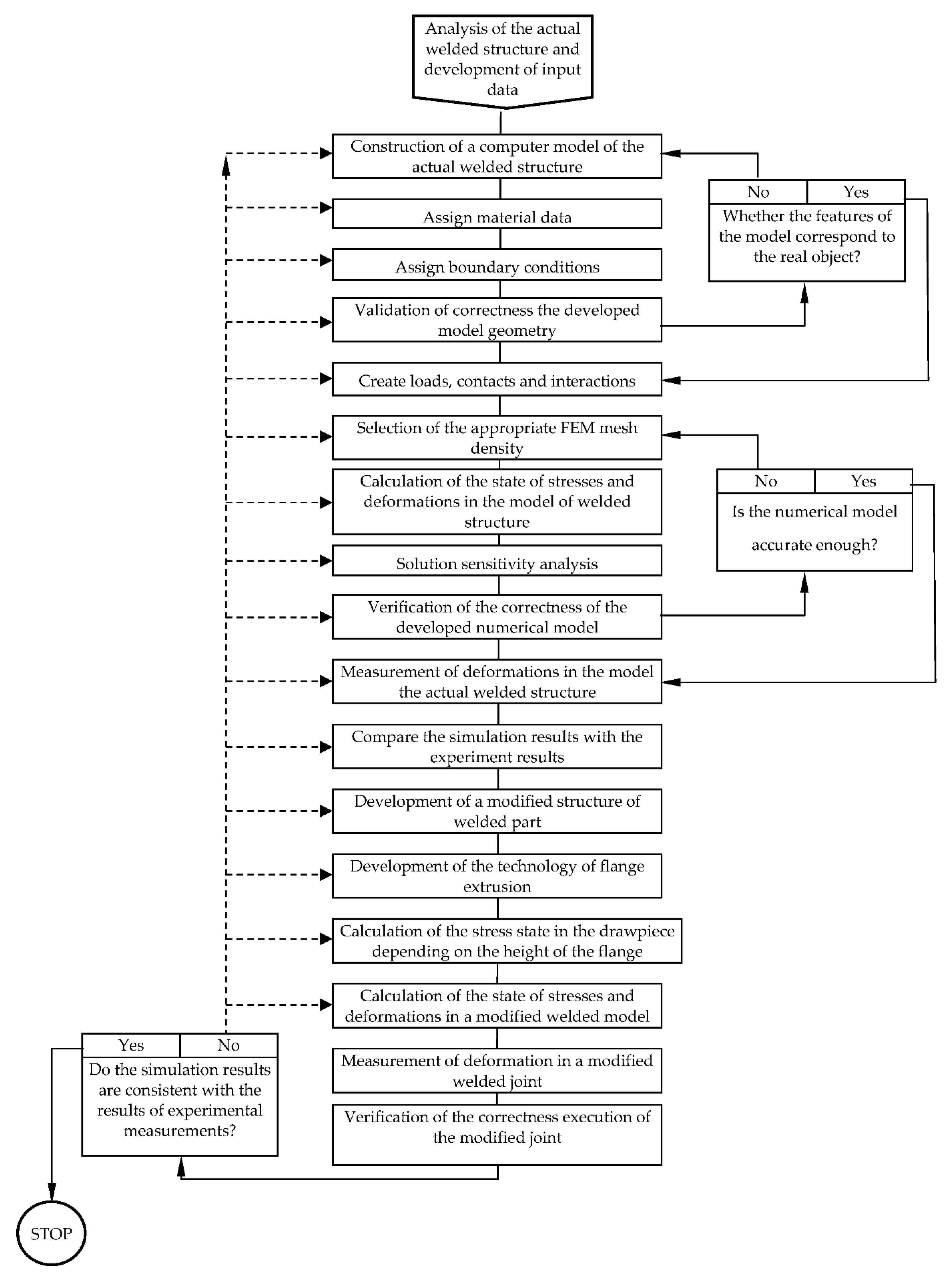
2. Numerical Solution of the Problem
- (1)
- Development of a mathematical model of the welding process and the method of its solution. Then, a numerical calculation of welding displacements, strains, and stresses for traditional construction.
- (2)
- Development of a model of an innovative structure increasing the rigidity of the system and development of a technology for manufacturing joint components. For this purpose, numerical models and methods of its solution should be developed, and then numerical calculation of stiffness, displacements, deformations, and residual stresses remaining in the structure after the technological process.
- (3)
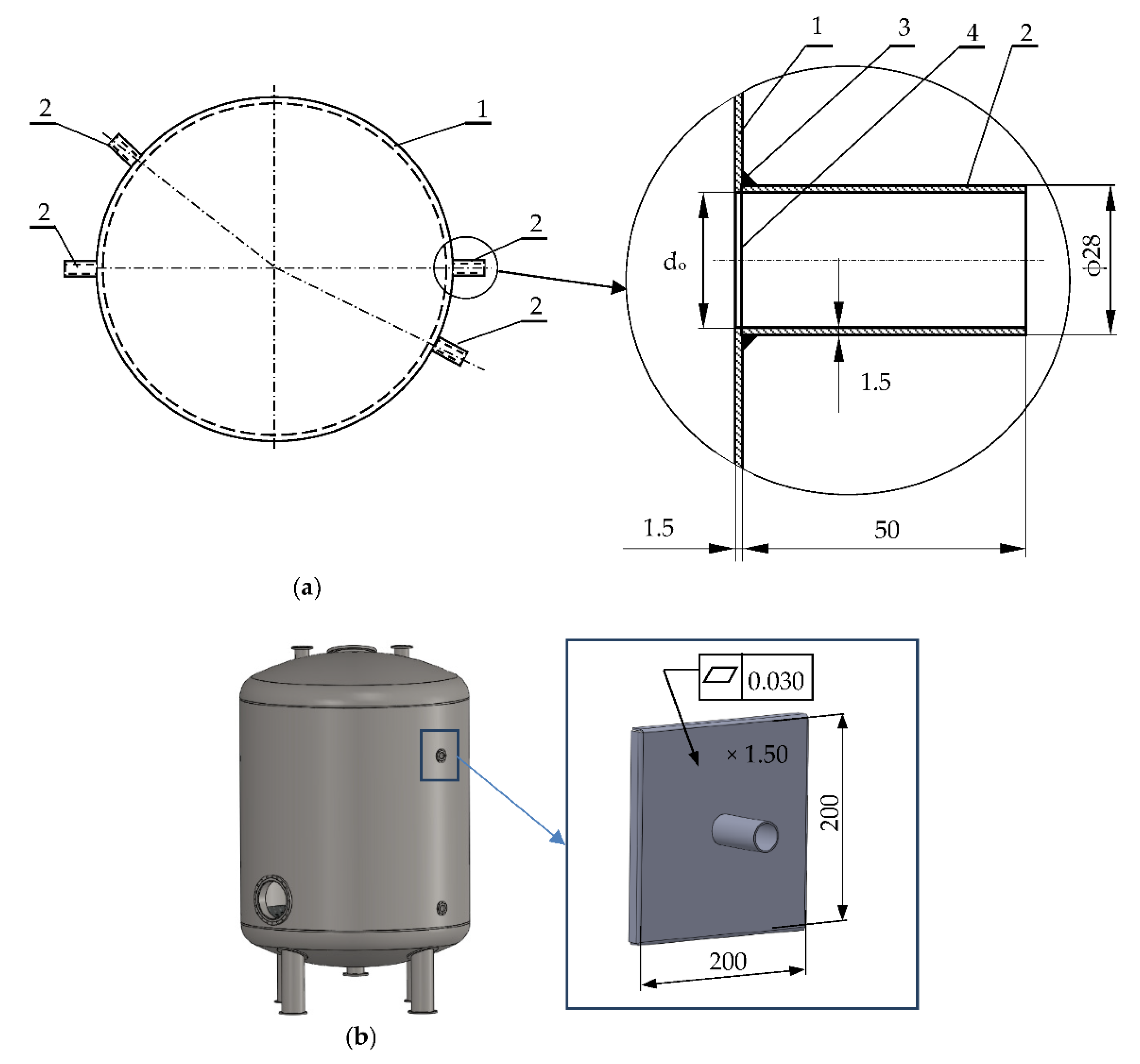
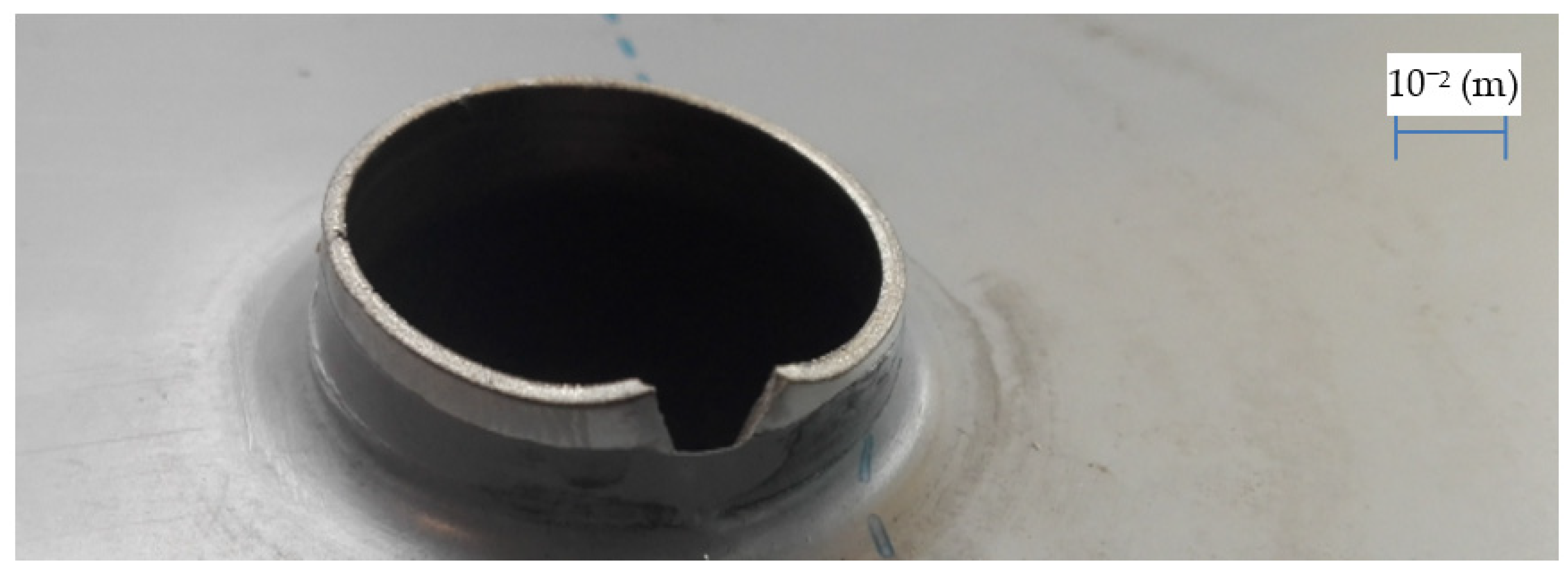
- Development a model of welding process of innovative structure with increased stiffness and a consciously shaped state of residual stresses. For this purpose, numerical models were developed to calculate the stress and deformation states in the welded joint, in which the proposed design and technological changes were applied. The correctness of the calculations were verified experimentally on special samples (Figure 3b).
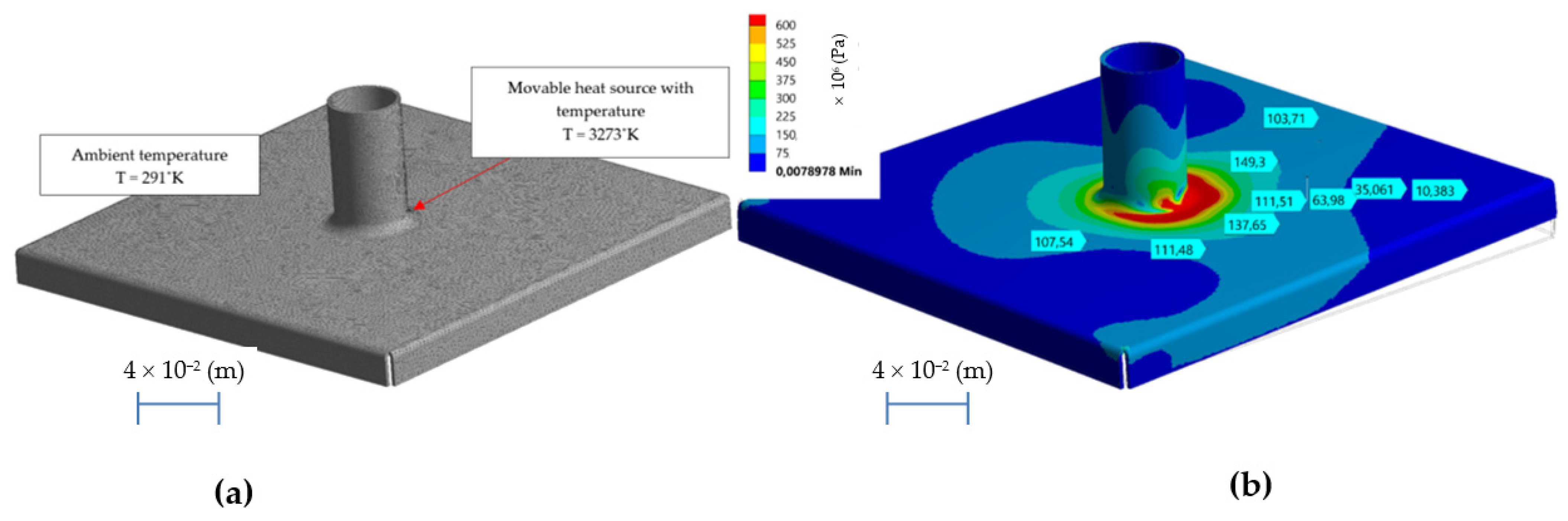
2.1. Modeling of the Welding Process
2.1.1. Mathematical Model of Heat Movement
Incremental Differential Equation of Heat Transfer
Discrete Equation of Heat Motion
Solving Discretized Equations of Heat Motion
Thermal Strength Calculations
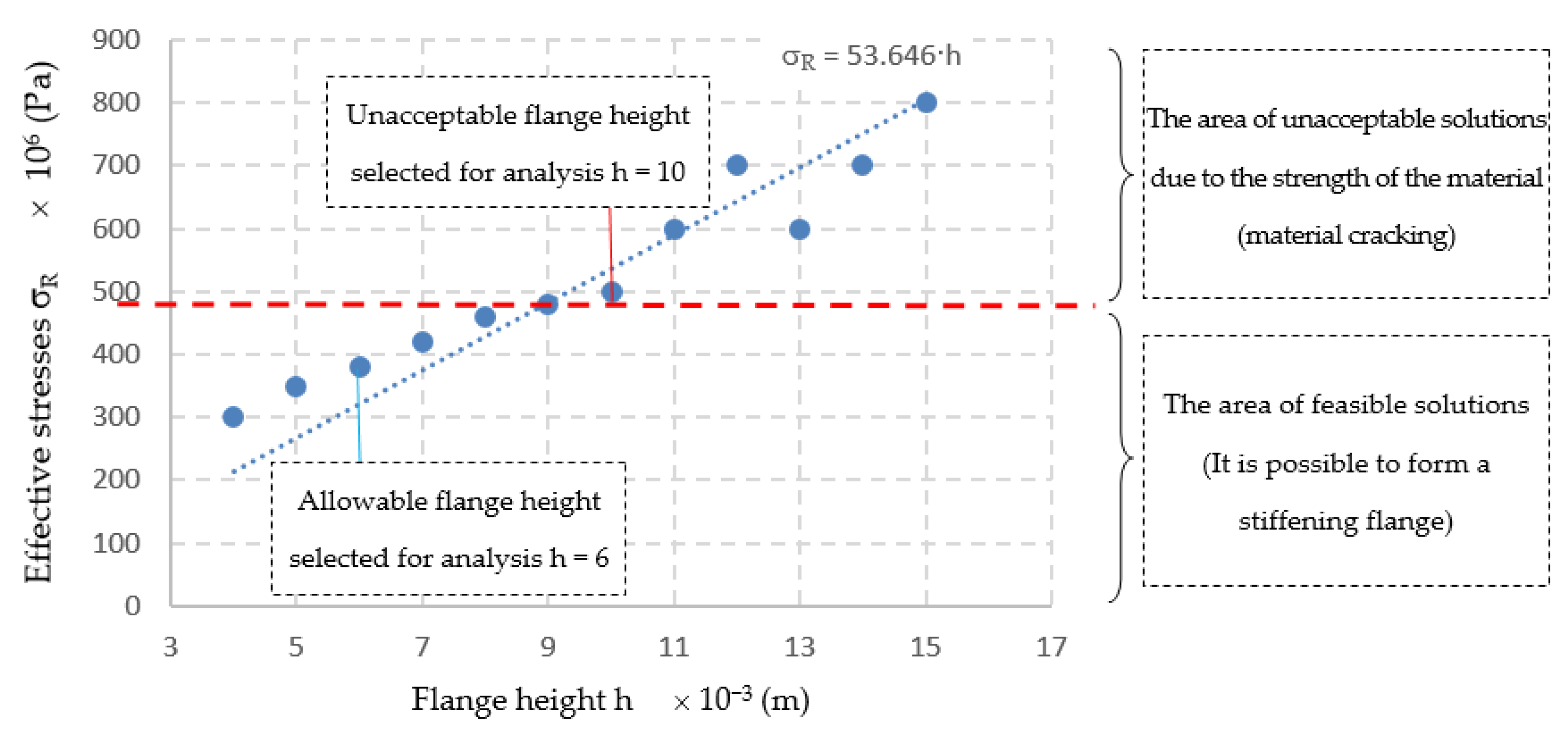
2.2. Introducing Design and Technological Changes
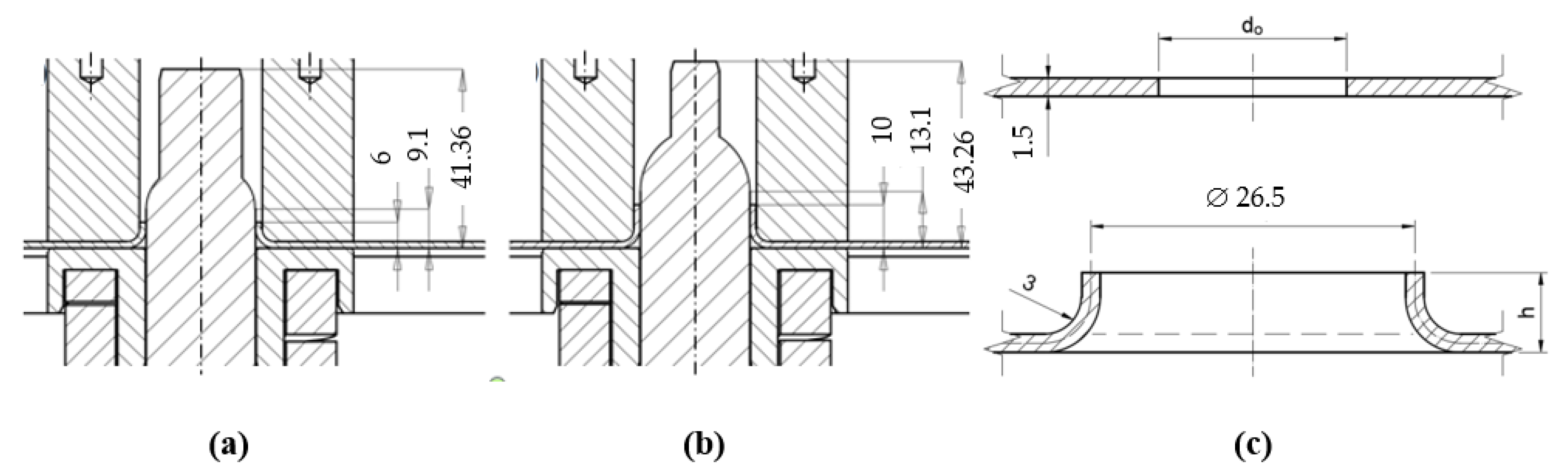
Modeling of the Construction Process Increasing the Rigidity of the System-Flange Extrusion
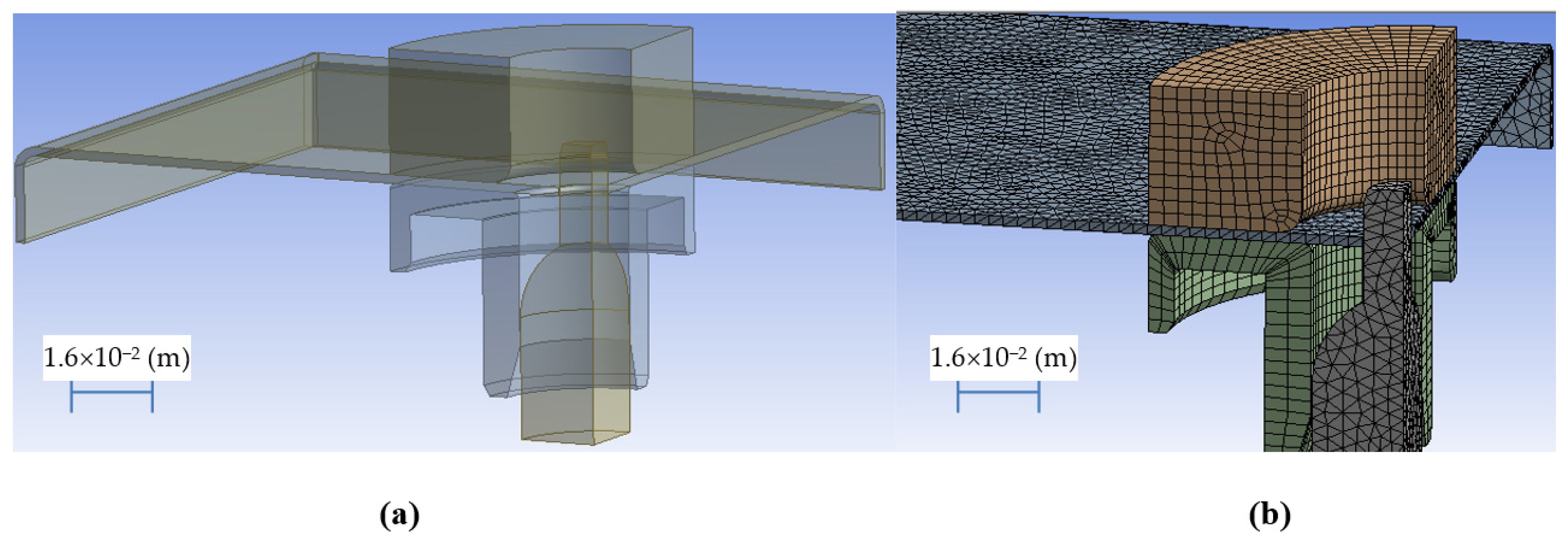
2.3. Modeling the Welding Process of the Structure Increasing the Rigidity of the System
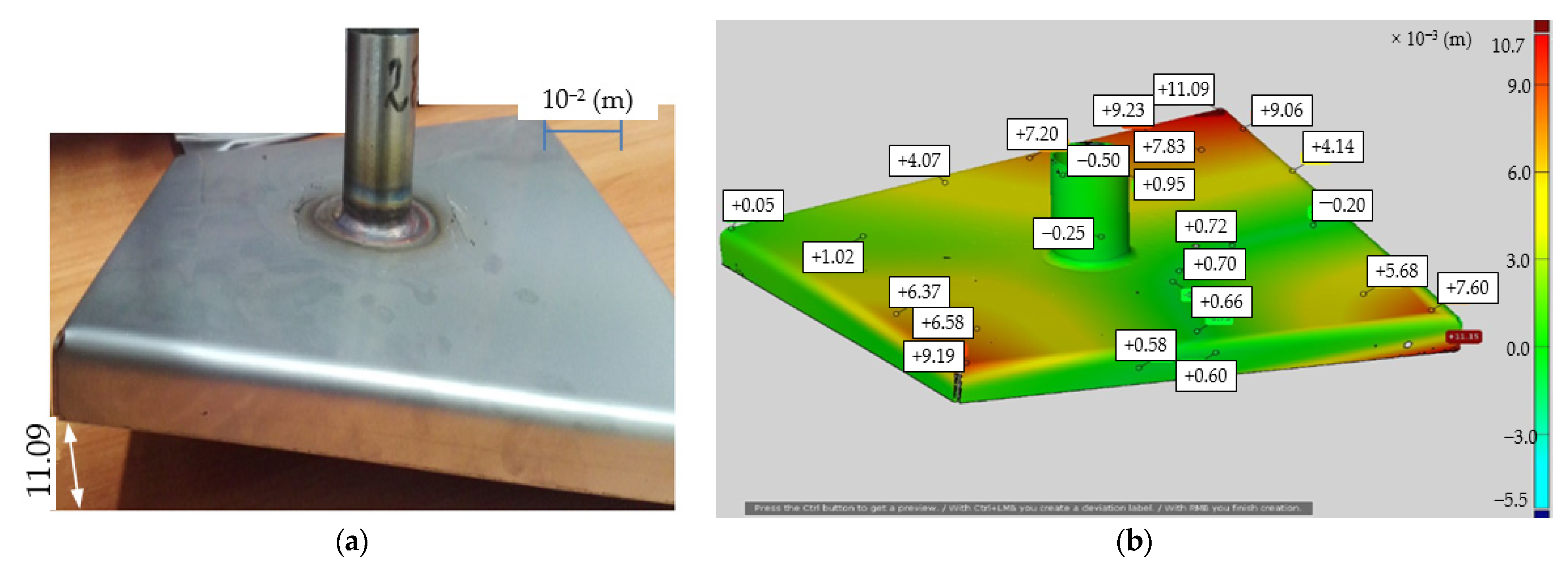
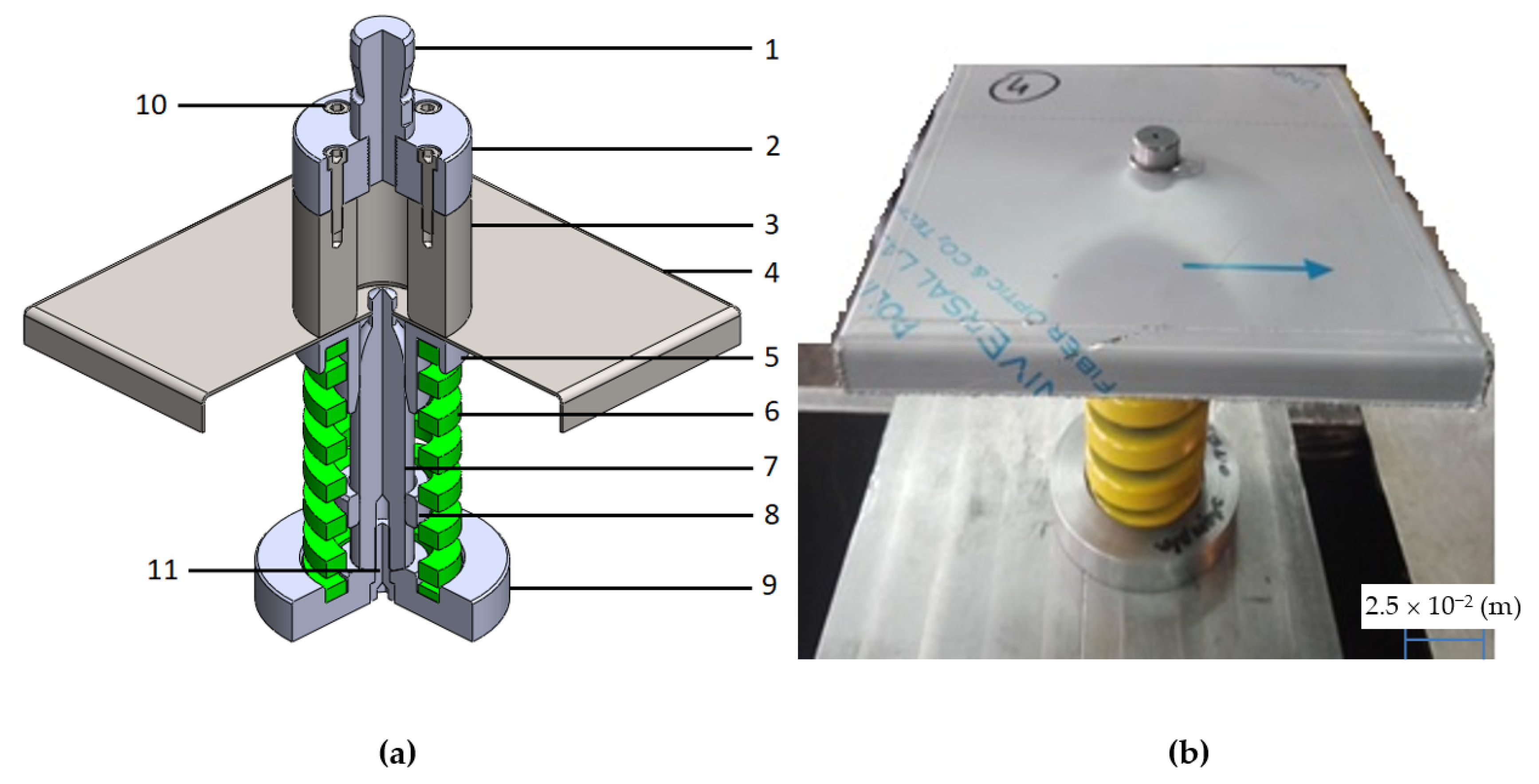
3. Experimental Studies of the Flange Drawing Process
4. Verification of Numerical Calculations
5. Discussion of Work Results
6. Conclusions
- the state of stress and deformations after the welding process for traditional welding,
- the state of stresses and deformations in the process of extrusion an innovative stiffening flange, and
- the state of stresses and deformations after the process of welding the structure with initial stresses caused by shaping the stiffening flange according to the proposed method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rykalin, N.N. Berechnung der Wiirmevorgiinge Beim SchweiBen; VEB Verlag Technik: Berlin, Germany, 1957; (Original: Raschety Teplovykh Protsessov Pri Svarke; Mashgiz: Moscow, Russia, 1951). [Google Scholar]
- Boothy, D. Welding Technology and Properties of Material; Apprentice and Industry Training: Edmonton, AB, Canada, 2014; pp. 8–12. [Google Scholar]
- Radaj, D. Heat Effects of Welding Temperature Field, Residual Stress, Distortion; Springer: Berlin/Heidelberg, Germany; New York, NY, USA; London, UK; Paris, France; Tokyo, Japan; Hong Kong, China; Barcelona, Spain; Budapest, Hungary, 1992. [Google Scholar]
- Feng, Z. Processes and Mechanisms of Welding Residual Stress and Mechanism; Woodhead Publishing Ltd.: Cambridge, UK, 2005; pp. 282–284. [Google Scholar]
- Hänsch, A.; Krebs, J. Eigenspannungen und Schrumpfungen in Schweißkonstruktionen; VEB Verlag Technik: Berlin, Germany, 1961. [Google Scholar]
- Hänsch, A. Schweißeigenspannungen und Formänderungen an stabartigen Bauteilen, Bere Chnung und Bewertung; VEB Verlag Technik und Düsseldorf, DVS-Verlag: Berlin, Germany, 1984. [Google Scholar]
- Kalyankar, V.; Shah, P. A review on methodologies to reduce welding distortion. Mater. Today Proc. 2018, 5, 24741–24749. [Google Scholar] [CrossRef]
- Kalyankar, V.D.; Chudasama, G. Effect of post weld heat treatment on mechanical properties of pressure vessel steels. Mater. Today Proc. 2018, 5, 24675–24684. [Google Scholar] [CrossRef]
- Ueda, Y.; Yuan, M.G.; Mochizuki, M.; Umezawa, S.; Enomoto, K. A Predicting Method of Welding Residual Stress Using Source of Residual Stress. Report 4. Experimental Verification for Predicting Method of Welding Residual Stresses in T-joints Using Inherent Strains. Q. J. Jpn. Weld. Soc. 1993, 11, 327–333. [Google Scholar] [CrossRef] [Green Version]
- Das Banik, S.; Kumar, S.; Singh, P.K.; Bhattacharya, S.; Mahapatra, M.M. Distortion and residual stresses in thick plate weld joint of austenitic stainless steel: Experiments and analysis. J. Mater. Process. Technol. 2021, 289, 116944. [Google Scholar] [CrossRef]
- Pandit, M.; Sood, S.; Mishra, P.; Khanna, P. Mathematical analysis of the effect of process parameters on angular distortion of MIG welded stainless steel 202 plates by using the technique of response surface Methodology. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Choi, W.; Chung, H. Variation simulation model for pre-stress effect on welding distortion in multi-stage assemblies. Thin-Walled Struct. 2018, 127, 832–843. [Google Scholar] [CrossRef]
- Lin, Y.; Chou, C. A new technique for reducing the residual stress induced by welding in type 304 stainless steel. J. Mater. Process. Technol. 1995, 48, 693–698. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Effect of impact energy on residual stresses induced by hammer peening of 304L plates. J. Mater. Process. Technol. 2008, 208, 542–548. [Google Scholar] [CrossRef]
- Costa, M.; Leitão, C.; Rodrigues, D. Parametric study of friction stir welding induced distortion in thin aluminium alloy plates: A coupled numerical and experimental analysis. Thin-Walled Struct. 2019, 134, 268–276. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Zhao, G. Numerical studies of post weld heat treatment on residual stresses in welded impeller. Int. J. Press. Vessel. Pip. 2017, 153, 1–14. [Google Scholar] [CrossRef]
- Zargar, S.H.; Farahani, M.; Kazem, M.; Givi, B. Numerical and experimental investigation on the effects of submerged arc welding sequence on the residual distortion of the fillet welded plates. Eng. Manuf. 2016, 230, 654–661. [Google Scholar] [CrossRef]
- D’Amico, G.; Caixas, J.; LoBue, A.; Bayon, A. In-process control of ITER vacuum vessel PS1 welding jig by means of FEM simulation and welding distortion analysis. Fusion Eng. Des. 2019, 146, 1843–1847. [Google Scholar] [CrossRef]
- Cozzolino, L.D.; Coules, H.E.; Colegrove, P.; Wen, S. Investigation of post-weld rolling methods to reduce residual stress and distortion. J. Mater. Process. Technol. 2017, 247, 243–256. [Google Scholar] [CrossRef]
- Hao, Z.; Luo, J.; Jin, Y.; Meng, D.; Zhang, C. Application of pre-deformation rolling in the welding heat-affected zone of tailor-welded blanks formed by deep-drawing process. J. Manuf. Proc. 2020, 51, 151–160. [Google Scholar] [CrossRef]
- Gunnert, R. Residual Welding Stresses; Almqvist & Wiksell: Stockholm, Sweden, 1955. [Google Scholar]
- Malisius, R. Schrumpfungen, Spannungen und Risse Beim Schweißen; DVS-Verlag: Düsseldorf, Germany, 1960. [Google Scholar]
- Huang, B.; Liu, J.; Zhang, S.; Chen, Q. Effect of post-weld heat treatment on the residual stress and deformation of 20/0Cr18Ni9 dissimilar metal welded joint by experiments and simulations. J. Mater. Res. Technol. 2020, 9, 6186–6200. [Google Scholar] [CrossRef]
- Okerblom, N.O. The Calculation of Deformations of Welded Metal Structures; H. M. Stationery Office: London, UK, 1958; (Original: Raschet Deformatsii Metallokonstruktsii Pri Svarke; Mashgiz: Moscow, Russia, 1955). [Google Scholar]
- Vinokurov, V.A. Welding Stresses and Distortion; British Library: Wetherby, UK, 1977; (Original: Svarochnye Deformatsii i Napryazheniya: Metody ikh Ustraneniya; Mashinostroeniu: Moscow, Russia, 1968). [Google Scholar]
- Harte, A.; Dawson, H.; Bowden, D.; Spencer, R.; Kirk, S.; Gorley, M. Deformation heterogeneity in laser-welded Eurofer. Fusion Eng. Des. 2020, 161, 111860. [Google Scholar] [CrossRef]
- Wang, J.; Sano, M.; Rashed, S.; Murakawa, H. Reduction of Welding Distortion for an Improved Assembly Process for Hatch Coaming Production. J. Ship Prod. Des. 2013, 29, 1–9. [Google Scholar] [CrossRef]
- Liu, X.; Wei, Y.; Wu, H.; Zhang, T. Factor analysis of deformation in resistance spot welding of complex steel sheets based on reverse engineering technology and direct finite element analysis. J. Manuf. Process. 2020, 57, 72–90. [Google Scholar] [CrossRef]
- Wu, C.; Kim, J.W. Numerical prediction of deformation in thin-plate welded joints using equivalent thermal strain method. Thin-Walled Struct. 2020, 157, 107033. [Google Scholar] [CrossRef]
- Watanabe, M.; Satoh, K. Thermal stress and residual stress of circular plate heated at its center. J. Soc. Nav. Archil. Jpn. 1954, 86, 185–197. [Google Scholar]
- Schenk, T. Modelling of Welding Distortion the Influence of Clamping and Sequencing. Ph.D. Thesis, Albert-Ludwig-Universtität Freiburg, Breisgau, Germany, 30 July 2011. [Google Scholar]
- Rappe, H.A. Betrachtungen zu Schweißeigenspannungen. Schweiß. u. Schneid. 1974, 26, 45–50. [Google Scholar]
- Cañas, J.; Picón, R.; París, F.; Martin, J.C. A simplified numerical analysis of residual stresses in aluminium welded plates. Comp. Struct. 1996, 58, 55–69. [Google Scholar] [CrossRef]
- Neumann, A.; Röbenack, K.D. Verformungen und Spannungen beim Schweißen; DVS-Verlag: Düsseldorf, Germany, 1979. [Google Scholar]
- Argyris, J.H.; Szimmat, J.; Willam, K.I. Finite element analysis of arc welding processes. In Numerical Methods in Heat Transfer; Lewis, R.W., Ed.; Wiley: London, UK, 1985; Volume 3, pp. 1–34. [Google Scholar]
- Delfin, P.; Sattari-Far, I.; Brickstad, B. Effect of Thermal and Weld Induced Residual Stresses on the J-Integral and CTOD in Elastic-Plastic Fracture Analyses, Final Report SINTAP/SAQ/03; SAQ KONTROLL AB: Stockholm, Sweden, June 1998. [Google Scholar]
- Kukielka, L. Mathematical modelling and numerical simulation of non-linear deformation of the asperity in the burnishing cold rolling operation. In Computational Methods in Contact Mechanics V: Proceedings of the 5th International Conference on Computational Methods in Contact Mechanics, Seville, Spain, 7 June 2001; Book Series: Computational and Experimental Methods Volume 5; WIT Press: Ashurst, UK, 2001; pp. 317–326. [Google Scholar]
- Bohdal, Ł.; Kukiełka, L. Application of variational and fem methods to the modelling and numerical analysis of the slitting process for geometrical and physical nonlinearity. J. Theor. Appl. Mech. 2015, 53, 487. [Google Scholar] [CrossRef]
- Kukielka, L. Non-linear analysis of heat transfer in burnishing rolling operation. In Advanced Computational Methods in Heat Transer VII: Proceedings of the 7th International Conference on Advanced Computational Methods in Heat Transfer, Halkidiki, Greece, 22–24 April 2002; Book Series: Computational Studies Volume 4; WIT Press: Ashurst, UK, 2002; pp. 405–414. [Google Scholar]
- Kukielka, K.; Kukielka, L. Thermomechanical modeling and analysis of the thread rolling process with electrocontact heating. In Engineering Mechanics 2017: Proceedings of the 23rd International Conference on Engineering Mechanics, Svratka, Czech Republic, 15–17 May 2017; Book Series: Engineering Mechanics; Brno University of Technology, Faculty of Mechanical Engineering, Institute of Solid Mechanics, Mechatronics and Biomechanics: Brno, Czech Republic, 2017; pp. 554–557. [Google Scholar]
- Kukielka, L. Application of variational and FEM methods to the dynamic incremental nonlinear analysis in the burnishing rolling operation. In Proceedings of the Conference: 13th European Simulation Multiconference (ESM 99), Warsaw, Poland, 1–4 June 1999; Book Series: ESM’99—Modelling and Simulation: A Tool for the Next Millennium, Volume II; Society for Computer Simulation International: Warsaw, Poland, 1999; pp. 221–225. [Google Scholar]
- Bathe, K.J. Finite Element Procedures in Engineering Analisis; Prentice Hall: Englewood Cliffs, NJ, USA, 1982. [Google Scholar]
- Zienkiewicz, O.C. Metoda Elementów Skończonych; Arkady: Warszawa, Poland, 1972. [Google Scholar]
- Marciniak, Z. Konstrukcja Tłoczników; Wydawnictwo Ośrodek Techniczny A, Marciniak Sp. z o.o.: Nowa Iwiczna, Poland, 2002. [Google Scholar]
- Marciniak, Z. Konstrukcja Wykrojników; Wydawnictwo Naukowo-Techniczne: Warsaw, Poland, 1970. [Google Scholar]
- Marciniak, Z.; Kołodziejski, J. Teoria Procesów Obróbki Plastycznej cz. II: Tłoczenie Blach; Wydawnictwo Politechniki Warszawskiej: Warsaw, Poland, 1983. [Google Scholar]
- Kałduński, P. Plane Anisotropy Parameters Identification Based on Barlat’s Model Advances in Mechanics: Theoretical, Computional and Interdisciplinary Issues; CRC Press/Balkema: Boca Raton, FL, USA, 2016; pp. 275–278. [Google Scholar]
- Bohdal, Ł.; Legutko, S.; Patyk, R.; Radchenko, M. Modeling and Experimental Analysis of Shear-Slitting of AA6111-T4 Aluminum Alloy Sheet. Materials 2020, 13, 3175. [Google Scholar] [CrossRef] [PubMed]
- Kukiełka, L.; Kukiełka, K.; Kułakowska, A.; Patyk, R.; Bohdal, Ł. Incremental Modelling and Numerical Solution of the Contact Problem between Movable Elastic and Elastic/Visco-Plastic Bodies and Application in the Technological Processes. Appl. Mech. Mater. 2014, 474, 159–164. [Google Scholar] [CrossRef]
- Maruda, R.W.; Feldshtein, E.; Legutko, S.; Królczyk, G.M. Research on emulsion mist generation in the conditions of minimum quantity cooling lubrication (MQCL). Teh. Vjesn. Tech. Gaz. 2015, 22, 1213–1218. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average coefficient of thermal expansion 293 °K–673 °K (K−1) | 17.5 × 10−6 |
| Thermal conductivity (W/(m·K)) | 15 |
| Specific heat at 293 °K (J/(kgK)) | 500 |
| Electrical specific resistance (Ώ m) | 0.73 × 10−6 |
| Density (kg/m3) | 7900 |
| Melting temperature (K) | 1673–1723 |
| Yield point Re (Rp0.2) min (N/m2) | 230 × 106 |
| Tensile strength (N/m2) | 540–750·106 |
| Elongation at break A5 min (%) | 45 |
| Hardness HB | 215 |
| Modulus of elasticity E (Pa) | 193 × 106 |
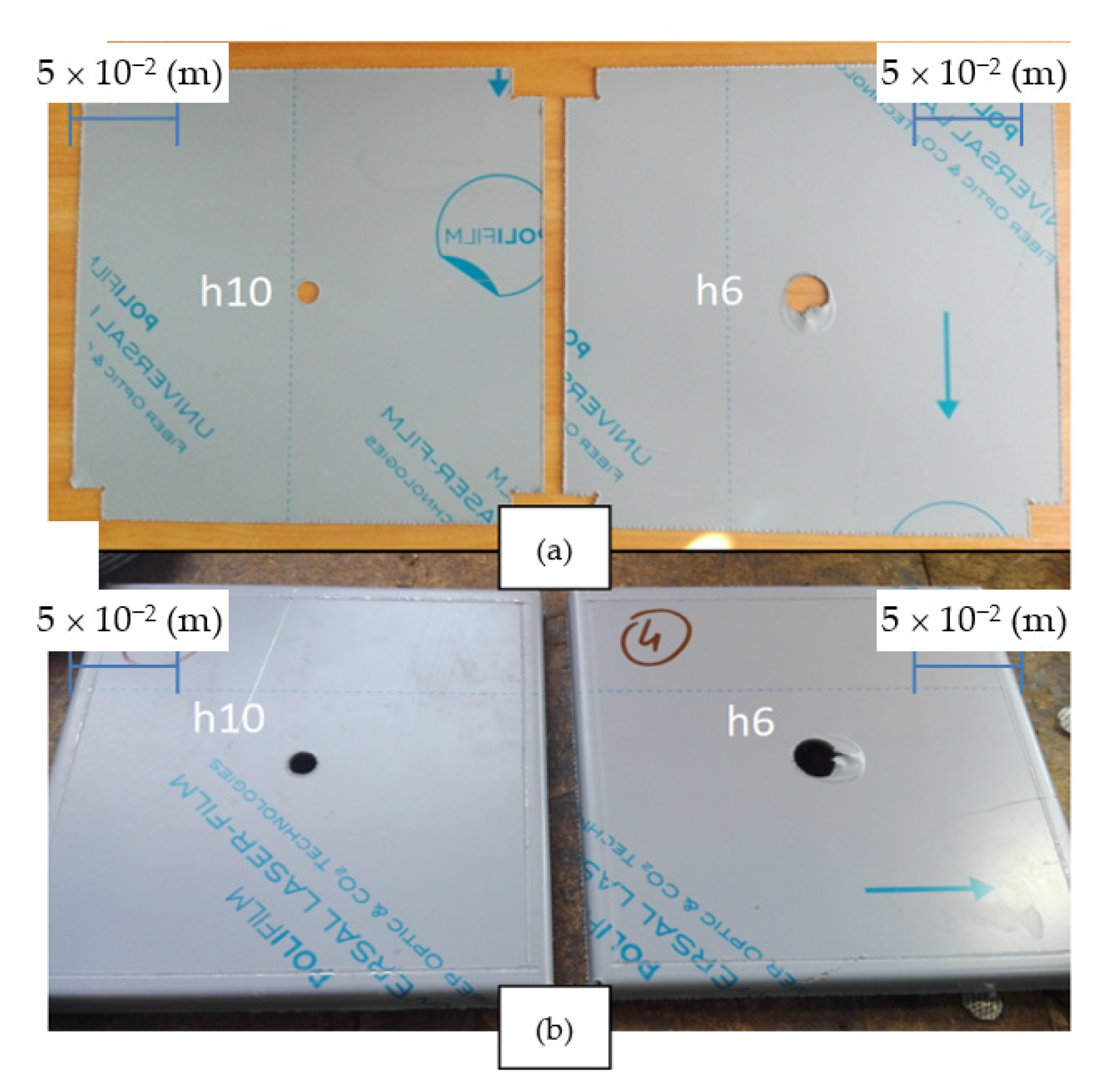
| Sample Number | d (m) | hmin (m) | hmax (m) |
|---|---|---|---|
| 1—model h10 | 24.6 × 10−3 | 10.02 × 10−3 | 10.88 × 10−3 |
| 2—model h10 | 24.72 × 10−3 | 10.08 × 10−3 | 11.02 × 10−3 |
| 3—model h10 | 24.68 × 10−3 | 10.14 × 10−3 | 11.12 × 10−3 |
| Average | 24.66 × 10−3 | 10.08 × 10−3 | 11.01 × 10−3 |
| Standard deviation | 0.061 × 10−3 | 0.06 × 10−3 | 0.121 × 10−3 |
| 4—model h6 | 24.96 × 10−3 | 6.06 × 10−3 | 6.38 × 10−3 |
| 5—model h6 | 24.96 × 10−3 | 6.34 × 10−3 | 6.54 × 10−3 |
| 6—model h6 | 24.99 × 10−3 | 6.28 × 10−3 | 6.54 × 10−3 |
| Average | 24.97 × 10−3 | 6.23 × 10−3 | 6.49 × 10−3 |
| Standard deviation | 0.014 × 10−3 | 0.12 × 10−3 | 0.075 × 10−3 |
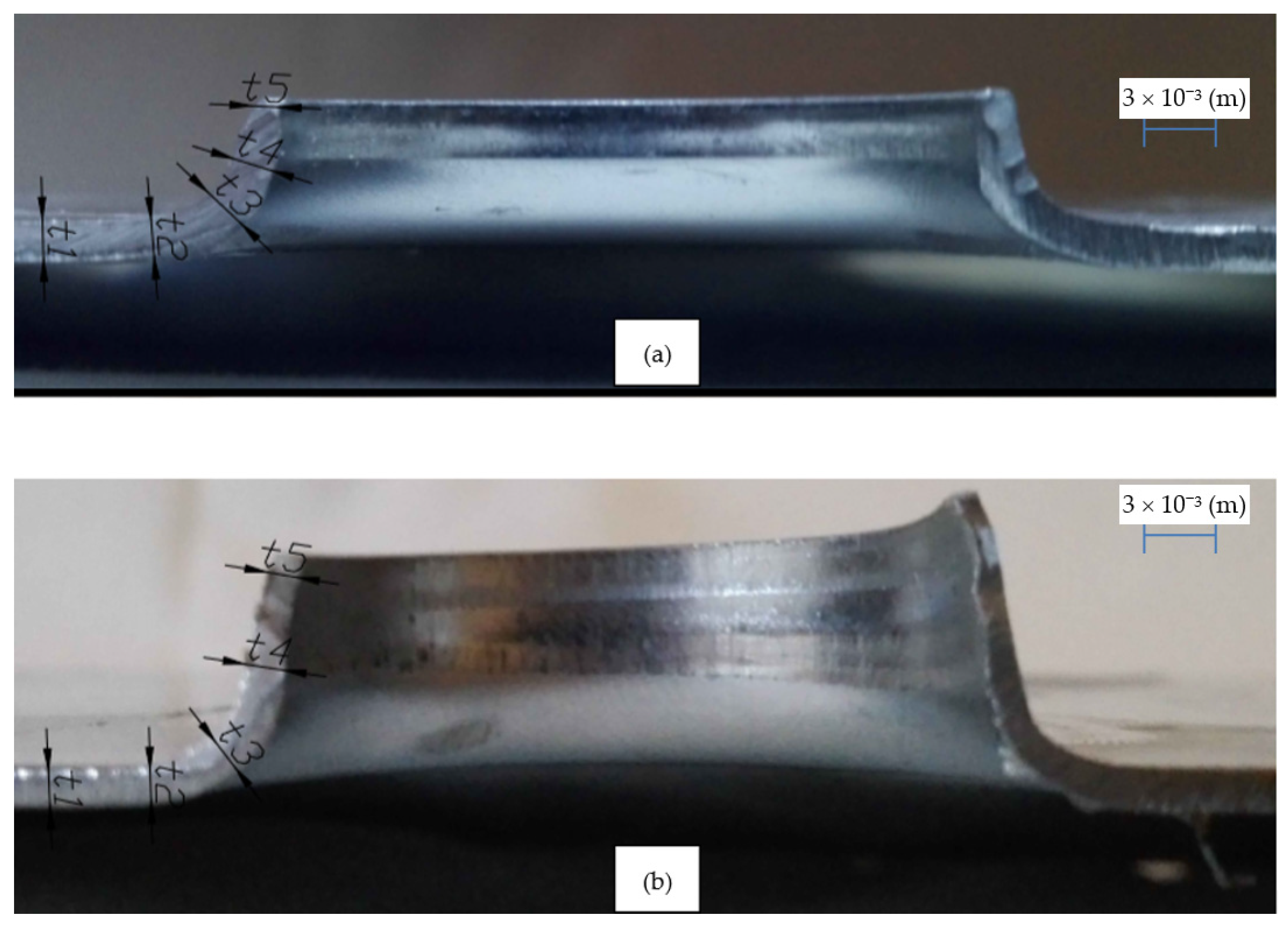
| Sample Number | t1 (m) | t2 (m) | t3 (m) | t1 (m) | t5 (m) |
|---|---|---|---|---|---|
| 1—model h10-experiment | 1.52 × 10−3 | 1.44 × 10−3 | 1.22 × 10−3 | 1.10 × 10−3 | 1.06 × 10−3 |
| 2—model h10-experiment | 1.50 × 10−3 | 1.38 × 10−3 | 1.26 × 10−3 | 1.16 × 10−3 | 1.00 × 10−3 |
| 3—model h10-experiment | 1.54 × 10−3 | 1.42 × 10−3 | 1.32 × 10−3 | 1.18 × 10−3 | 1.00 × 10−3 |
| Average | 1.52 × 10−3 | 1.41 × 10−3 | 1.27 × 10−3 | 1.15 × 10−3 | 1.02 × 10−3 |
| Standard deviation | 0.02 × 10−3 | 0.03 × 10−3 | 0.05 × 10−3 | 0.04 × 10−3 | 0.03 × 10−3 |
| model h10–FEM model | 1.50 × 10−3 | 1.44 × 10−3 | 1.42 × 10−3 | 1.21 × 10−3 | 0.99 × 10−3 |
| 4—model h6-experiment | 1.50 × 10−3 | 1.46 × 10−3 | 1.40 × 10−3 | 1.32 × 10−3 | 1.30 × 10−3 |
| 5—model h6-experiment | 1.48 × 10−3 | 1.48 × 10−3 | 1.40 × 10−3 | 1.34 × 10−3 | 1.28 × 10−3 |
| 6—model h6-experiment | 1.50 × 10−3 | 1.46 × 10−3 | 1.40 × 10−3 | 1.36 × 10−3 | 1.30 × 10−3 |
| Average | 1.49 × 10−3 | 1.47 × 10−3 | 1.40 × 10−3 | 1.34 × 10−3 | 1.29 × 10−3 |
| Standard deviation | 0.01 × 10−3 | 0.01 × 10−3 | 0 | 0.02 × 10−3 | 0.01 × 10−3 |
| model h6–FEM model | 1.50 × 10−3 | 1.49 × 10−3 | 1.45 × 10−3 | 1.32 × 10−3 | 1.29 × 10−3 |
| Traditional Technology | New Technology |
|---|---|
 |  |
| Details of the welding technology | |
| Material: EN 1.4301 | Material: EN 1.4301 |
| Welding method: 141 | Welding method: 141 |
| Type of weld: FW-fillet weld | Type of weld: BW-butt weld |
| Welding position: PH, PB | Welding position: PB |
| Details: | Details: |
| Mechanical cleaning-grinding to a metallic sheen | Mechanical cleaning-grinding to a metallic sheen |
| Tack welds: | Tack welds: |
| Tack welds-3 every 120°, pipe to the plate connected without a butt joint | Tack welds-3 every 120°, pipe with flange connected without butt joint |
| Welding parameters: | Welding parameters: |
| Electric current: I1 = 90 (A) | Electric current: I1 = 90 (A) |
| Electric tension: U = 11 (V) | Electric tension: U = 11 (V) |
| Current type/polarity: DC– | Current type/polarity: DC– |
| Gas flow: Argon = 1.2 × 10−4 (m3·s−1) | Gas flow: Argon = 1.2 × 10−4 (m3·s−1) |
| Without binder | Without binder |
| Proper welding: | Proper welding: |
| Electric current: I1 = 40 (A) | Electric current: I1 = 40 (A) |
| Electric tension: U = 13 (V) | Electric tension: U = 13 (V) |
| Current type/polarity: DC– | Current type/polarity: DC– |
| Gas flow: Argon = 1.2 × 10−4 (m3·s−1) | Gas flow: Argon = 1.2 × 10−4 (m3·s−1) |
| Binder: wire WMoSi diameter ϕ =1.2 × 10−3 (m) | Binder: wire WMoSi diameter ϕ =1.2 × 10−3 (m) |
| Description of the Technology | Sample Flatness Deviation [m] | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| min | max | min | max | min | max | |
| Welding directly into the hole | −0.71 × 10−3 | +11.09 × 10−3 | −0.63 × 10−3 | +9.19 × 10−3 | −0.55 × 10−3 | +10.56 × 10−3 |
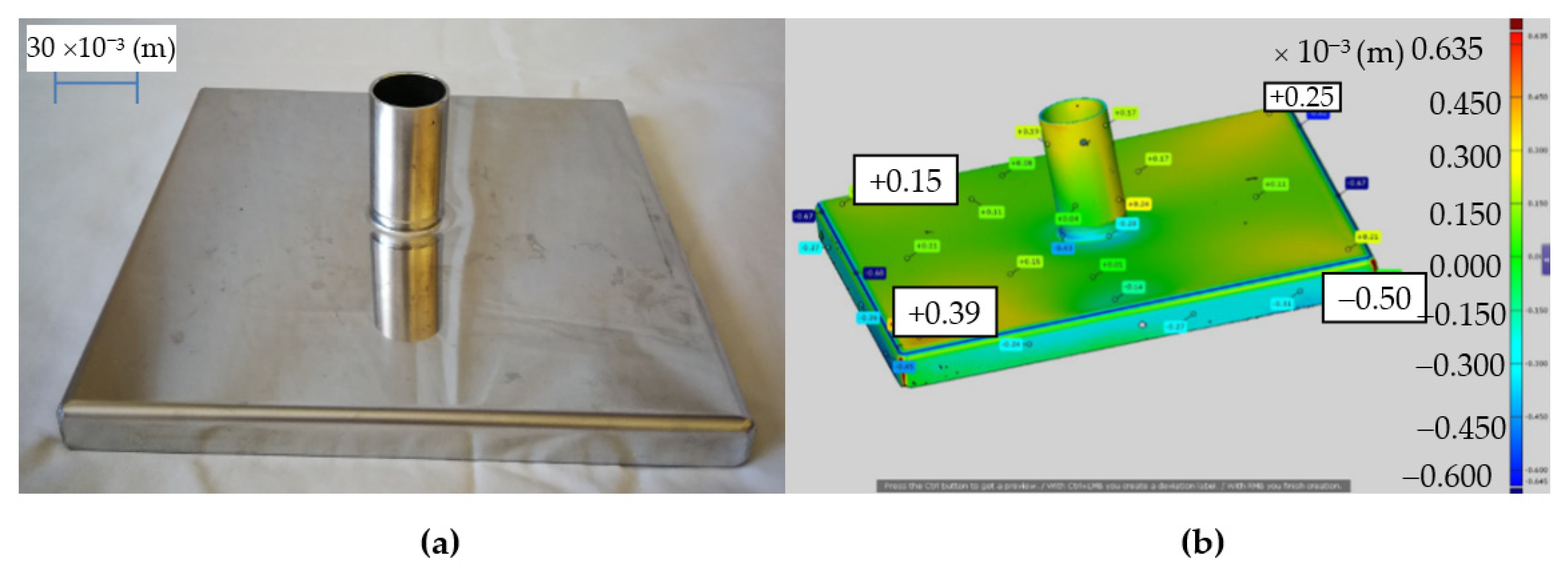
| Welding to an innovative flange | −0.14 × 10−3 | +0.39 × 10−3 | −0.12 × 10−3 | +0.13 × 10−3 | −0.04 × 10−3 | +0.29 × 10−3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horajski, P.; Bohdal, L.; Kukielka, L.; Patyk, R.; Kaldunski, P.; Legutko, S. Advanced Structural and Technological Method of Reducing Distortion in Thin-Walled Welded Structures. Materials 2021, 14, 504. https://doi.org/10.3390/ma14030504
Horajski P, Bohdal L, Kukielka L, Patyk R, Kaldunski P, Legutko S. Advanced Structural and Technological Method of Reducing Distortion in Thin-Walled Welded Structures. Materials. 2021; 14(3):504. https://doi.org/10.3390/ma14030504
Chicago/Turabian StyleHorajski, Piotr, Lukasz Bohdal, Leon Kukielka, Radoslaw Patyk, Pawel Kaldunski, and Stanislaw Legutko. 2021. "Advanced Structural and Technological Method of Reducing Distortion in Thin-Walled Welded Structures" Materials 14, no. 3: 504. https://doi.org/10.3390/ma14030504
APA StyleHorajski, P., Bohdal, L., Kukielka, L., Patyk, R., Kaldunski, P., & Legutko, S. (2021). Advanced Structural and Technological Method of Reducing Distortion in Thin-Walled Welded Structures. Materials, 14(3), 504. https://doi.org/10.3390/ma14030504