
Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders






Abstract
:1. Introduction
2. Materials and Methods
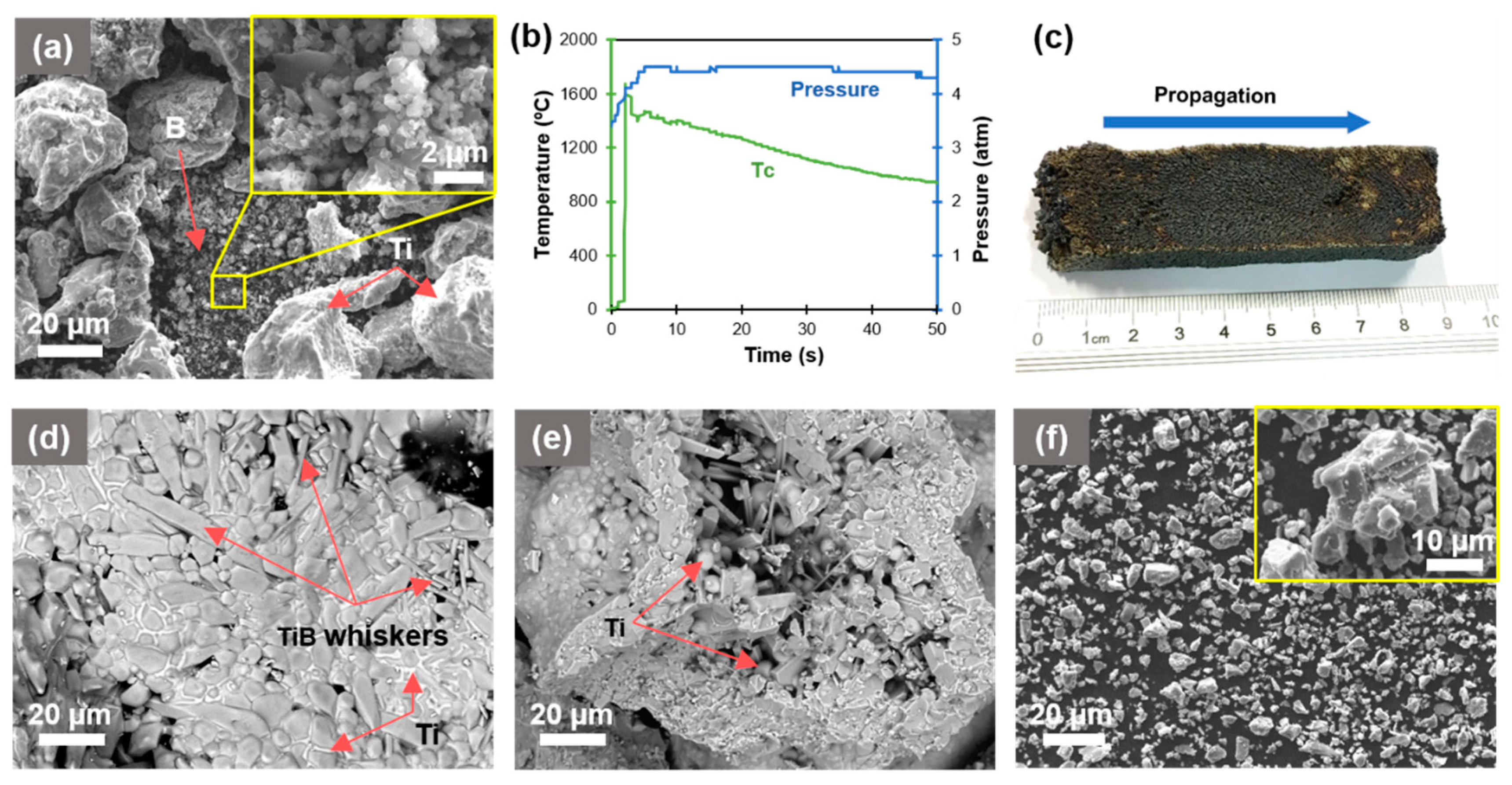
2.1. Self-Propagating High-Temperature Synthesis
2.2. Spark Plasma Sintering
2.3. Materials Characterization
2.4. Sliding Wear Test
3. Results and Discussion
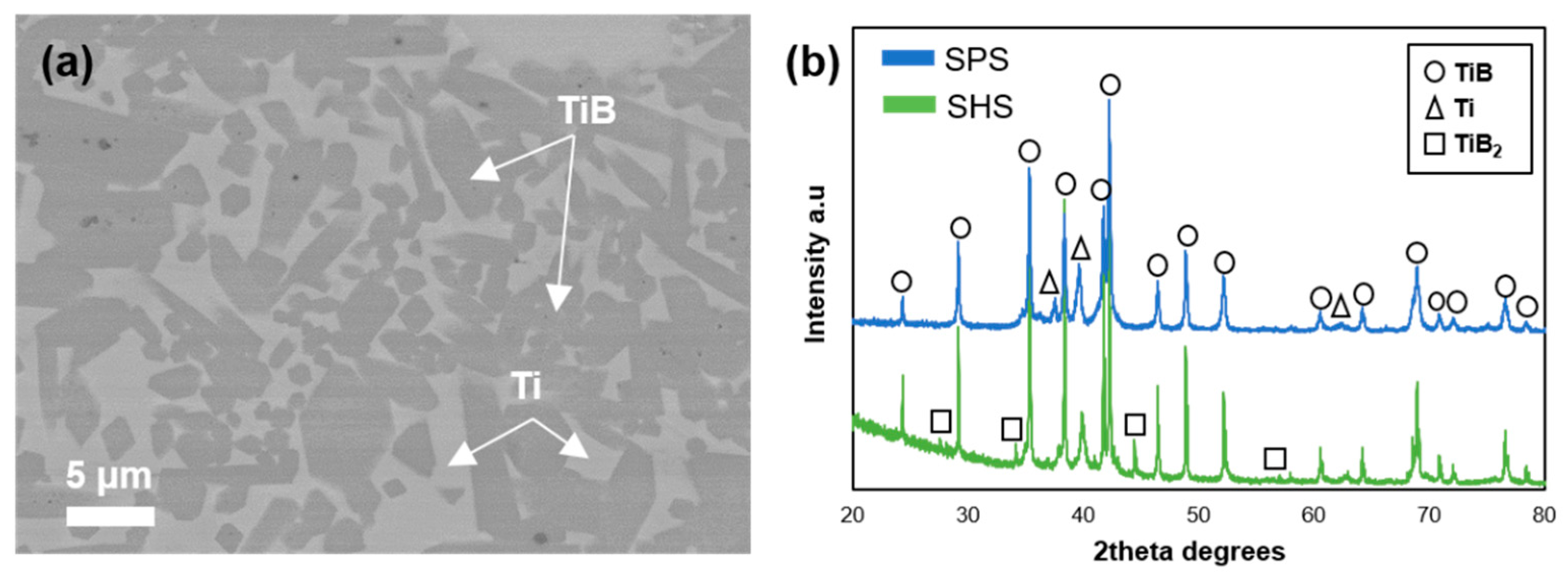
3.1. Microstructural Analysis
3.2. Mechanical Properties
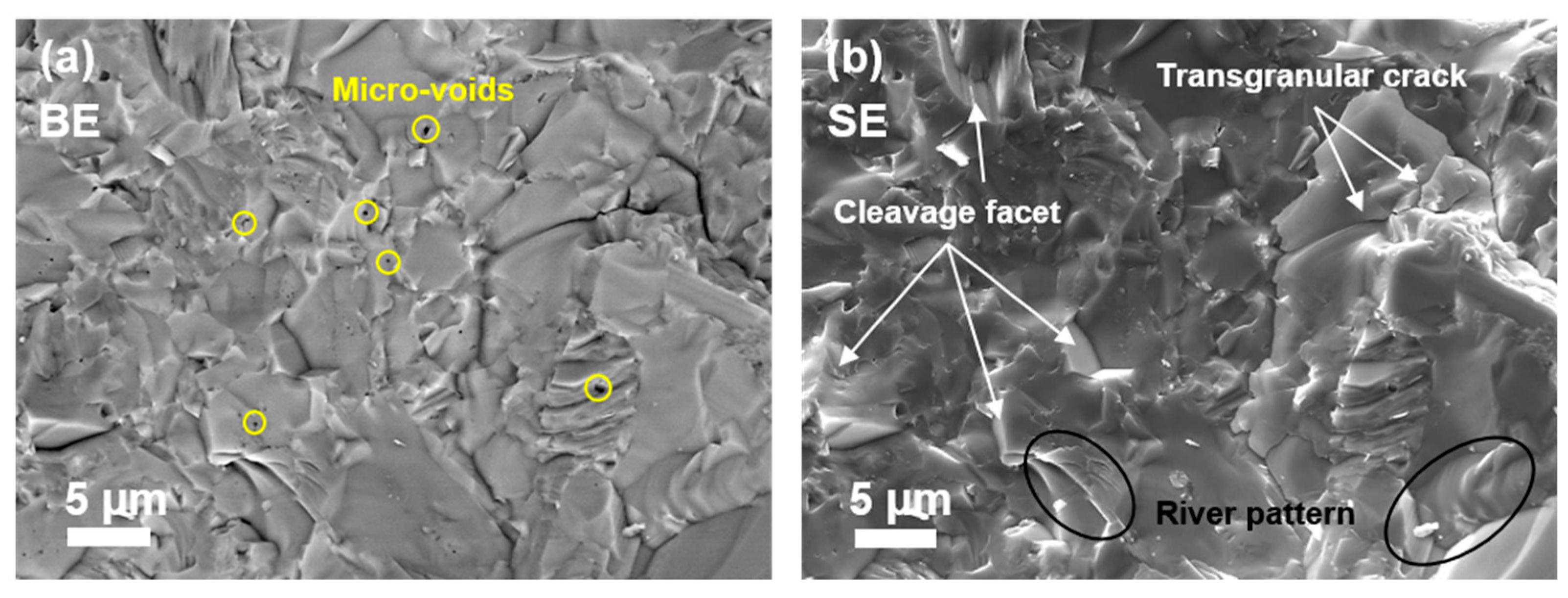
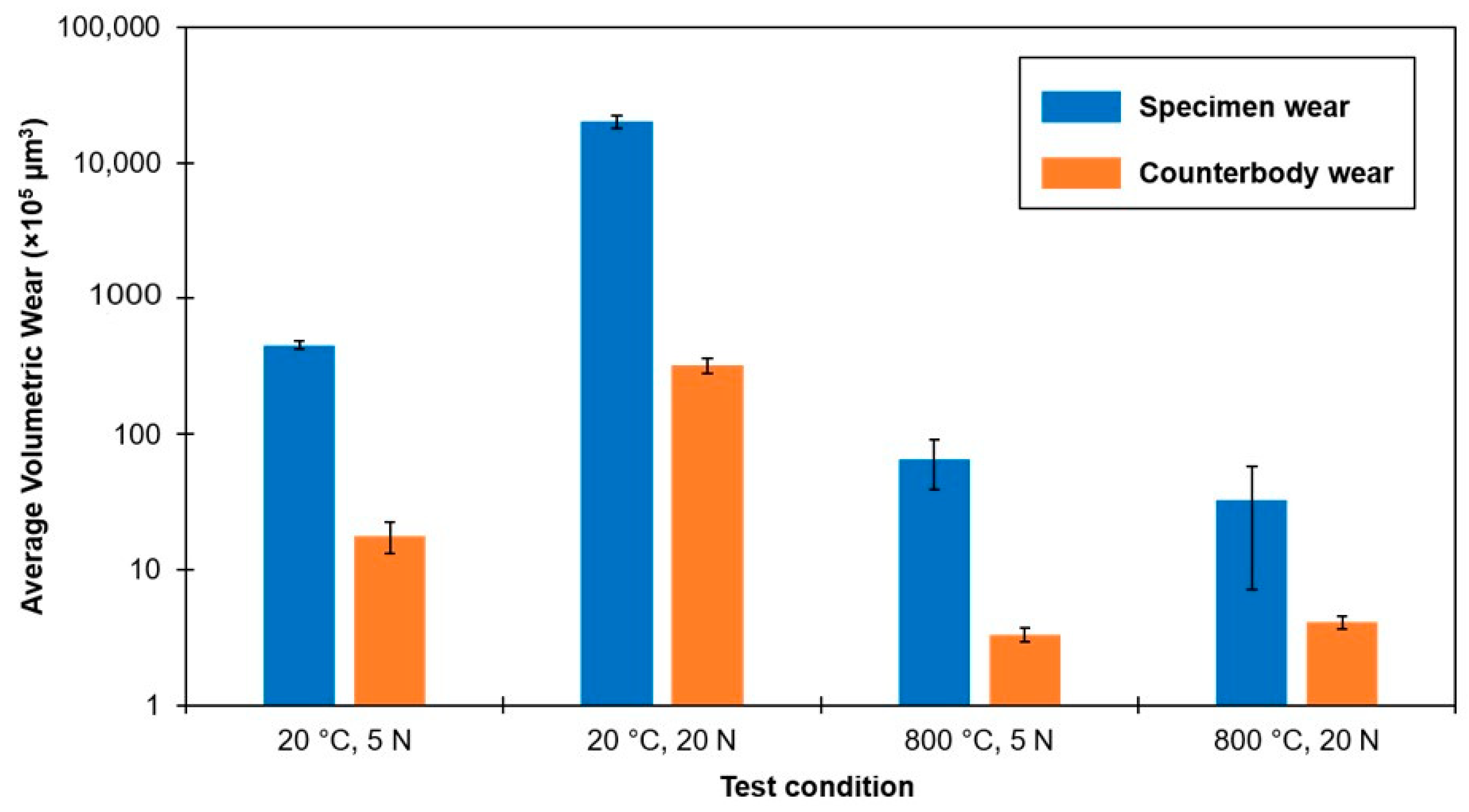
3.3. Sliding Wear
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Namini, A.S.; Dilawary, S.A.A.; Motallebzadeh, A.; Asl, M.S. Effect of TiB2 addition on the elevated temperature tribological behavior of spark plasma sintered Ti matrix composite. Compos. Part B Eng. 2019, 172, 271–280. [Google Scholar] [CrossRef]
- Blau, P.J. Elevated-temperature tribology of metallic materials. Tribol. Int. 2010, 43, 1203–1208. [Google Scholar] [CrossRef]
- Atar, E.; Kayali, E.S.; Cimenoglu, H. Characteristics and wear performance of borided Ti6Al4V alloy. Surf. Coat. Technol. 2008, 202, 4583–4590. [Google Scholar] [CrossRef]
- Pu, Y.; Guo, B.; Zhou, J.; Zhang, S.; Zhou, H.; Chen, J. Microstructure and tribological properties of in situ synthesized TiC, TiN, and SiC reinforced Ti3Al intermetallic matrix composite coatings on pure Ti by laser cladding. Appl. Surf. Sci. 2008, 255, 2697–2703. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M. Self-lubricating materials for extreme temperature tribo-applications. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, W.; Wang, M.; Man, H. In-situ synthesis and wear performance of TiC particle reinforced composite coating on alloy Ti6Al4V. Surf. Coat. Technol. 2001, 138, 95–100. [Google Scholar] [CrossRef]
- Morsi, K.; Patel, V.V. Processing and properties of titanium–titanium boride (TiB w) matrix compo-sites—A review. J. Mater. Sci. 2007, 42, 2037–2047. [Google Scholar] [CrossRef]
- Liu, L.; Minasyan, T.; Ivanov, R.; Aydinyan, S.; Hussainova, I. Selective laser melting of TiB2-Ti compo-site with high content of ceramic phase. Ceram. Int. 2020, 46, 21128–21135. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Veinthal, R.; Pirso, J. Effect of temperature and load on three-body abra-sion of cermets and steel. Tribol. Int. 2012, 46, 261–268. [Google Scholar] [CrossRef]
- Mao, Y.S.; Wang, L.; Chen, K.M.; Wang, S.Q.; Cui, X.H. Tribo-layer and its role in dry sliding wear of Ti–6Al–4V alloy. Wear 2013, 297, 1032–1039. [Google Scholar] [CrossRef]
- Zhang, Q.Y.; Zhou, Y.; Li, X.X.; Wang, L.; Cui, X.H.; Wang, S.Q. Accelerated Formation of Tribo-oxide Layer and Its Effect on Sliding Wear of a Titanium Alloy. Tribol. Lett. 2016, 63, 1–13. [Google Scholar] [CrossRef]
- Bertrand, G.K.J.M.; Jarraya, K.; Chaix, J.M. Morphology of oxide scales formed on titanium. Oxid. Met. 1984, 21, 1–19. [Google Scholar] [CrossRef]
- Qin, Y.; Geng, L.; Ni, D. Dry sliding wear behavior of extruded titanium matrix composite reinforced by in situ TiB whisker and TiC particle. J. Mater. Sci. 2011, 46, 4980–4985. [Google Scholar] [CrossRef]
- Dalili, N.; Edrisy, A.; Farokhzadeh, K.; Li, J.; Lo, J.; Riahi, A.R. Improving the wear resistance of Ti–6Al–4V/TiC composites through thermal oxidation (TO). Wear 2010, 269, 590–601. [Google Scholar] [CrossRef]
- Qin, Y.; Lu, W.; Qin, J.; Zhang, D. Oxidation Behavior of In Situ Synthesized TiB/Ti Composite in Air Environment. Mater. Trans. 2004, 45, 3241–3246. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Aydinyan, S.; Minasyan, T.; Hussainova, I. SHS Produced TiB2-Si Powders for Selective Laser Melting of Ceramic-Based Composite. Appl. Sci. 2020, 10, 3283. [Google Scholar] [CrossRef]
- Xinghong, Z.; Qiang, X.; Jiecai, H.; Kvanin, V.L. Self-propagating high temperature combustion syn-thesis of TiB/Ti composites. Mater. Sci. Eng. A 2003, 348, 41–46. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I. Experimental setup for testing and mapping of high temperature abra-sion and oxidation synergy. Wear 2009, 267, 1798–1803. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Liu, L.; Hussainova, I. Sliding wear performance of in-situ spark plasma sintered Ti-TiBw composite at temperatures up to 900 °C. Wear 2021, 203663, 203663. [Google Scholar] [CrossRef]
- Fabijanić, T.A.; Ćorić, D.; Musa, M.Š.; Sakoman, M. Vickers Indentation Fracture Toughness of Near-Nano and Nanostructured WC-Co Cemented Carbides. Metals 2017, 7, 143. [Google Scholar] [CrossRef] [Green Version]
- Blau, P.J. Running-in: Art or engineering? J. Mater. Eng. 1991, 13, 47–53. [Google Scholar] [CrossRef]
- Antonov, M.; Afshari, H.; Baronins, J.; Adoberg, E.; Raadik, T.; Hussainova, I. The effect of tempera-ture and sliding speed on friction and wear of Si3N4, Al2O3, and ZrO2 balls tested against AlCrN PVD coating. Tribol. Int. 2018, 118, 500–514. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Beste, U.; Goljandin, D. Assessment of 3D printed steels and composites intended for wear applications in abrasive, dry or slurry erosive conditions. Int. J. Refract. Met. Hard Mater. 2020, 86, 105126. [Google Scholar] [CrossRef]
- Bhat, B.R.; Subramanyam, J.; Prasad, V.B. Preparation of Ti-TiB-TiC&Ti-TiB composites by in-situ reaction hot pressing. Mater. Sci. Eng. A 2002, 325, 126–130. [Google Scholar]
- Antonov, M.; Hussainova, I. Cermets surface transformation under erosive and abrasive wear. Tribol. Int. 2010, 43, 1566–1575. [Google Scholar] [CrossRef]
- Kumar, R.; Malaval, B.; Antonov, M.; Zhao, G. Performance of polyimide and PTFE based composites under sliding, erosive and high stress abrasive conditions. Tribol. Int. 2020, 147, 106282. [Google Scholar] [CrossRef]
- Holovenko, Y.; Antonov, M.; Kollo, L.; Hussainova, I. Friction studies of metal surfaces with various 3D printed patterns tested in dry sliding conditions. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2017, 232, 43–53. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Stott, F.; Stack, M. The role of triboparticulates in dry sliding wear. Tribol. Int. 1998, 31, 245–256. [Google Scholar] [CrossRef]
- Hanaor, D.A.H.; Sorrell, C.C. Review of the anatase to rutile phase transformation. J. Mater. Sci. 2011, 46, 855–874. [Google Scholar] [CrossRef] [Green Version]
- Erdemir, A.; Bindal, C.; Zuiker, C.; Savrun, E. Tribology of naturally occurring boric acid films on bo-ron carbide. Surf. Coat. Technol. 1996, 86, 507–510. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (Ti–TiB SHSed Powder) | ||
|---|---|---|
| D10 (µm) | D50 (µm) | D90 (µm) |
| 2.12 μm | 8.98 μm | 27.2 μm |
| Material | Process | Relative Density (%) | Hardness | IFT (MPa⋅m1/2) |
|---|---|---|---|---|
| CpTi [1] | SPS | 97.92 ± 0.03 | 291 ± 10 (HV30) | - |
| TiBw-60 wt.% Ti [15] | Mixing + SPS | 99.6% | - | 9.35 |
| TiBw-50 wt.% Ti [19] | Mixing + SPS | 99.4% | 1324 ± 18 (HV30) | 10.52 |
| TiB- 33 vol% Ti [24] | Ball Milling + Reaction hot pressing | - | 1351 (HV50) | - |
| TiB–30 wt.% Ti [17] | SHS + PHIP (Pseudo Hot Isostatic Pressing) | 98.45 | 87.8 HRA | 6.15 |
| TiB–20 wt.% Ti [17] | SHS + PHIP | 97.57 | 86.7 HRA | 5.23 |
| TiB–12 wt.% Ti (current work) | SHS + SPS | 99.7 | 1550 ± 26 (HV30) | 8.16 |
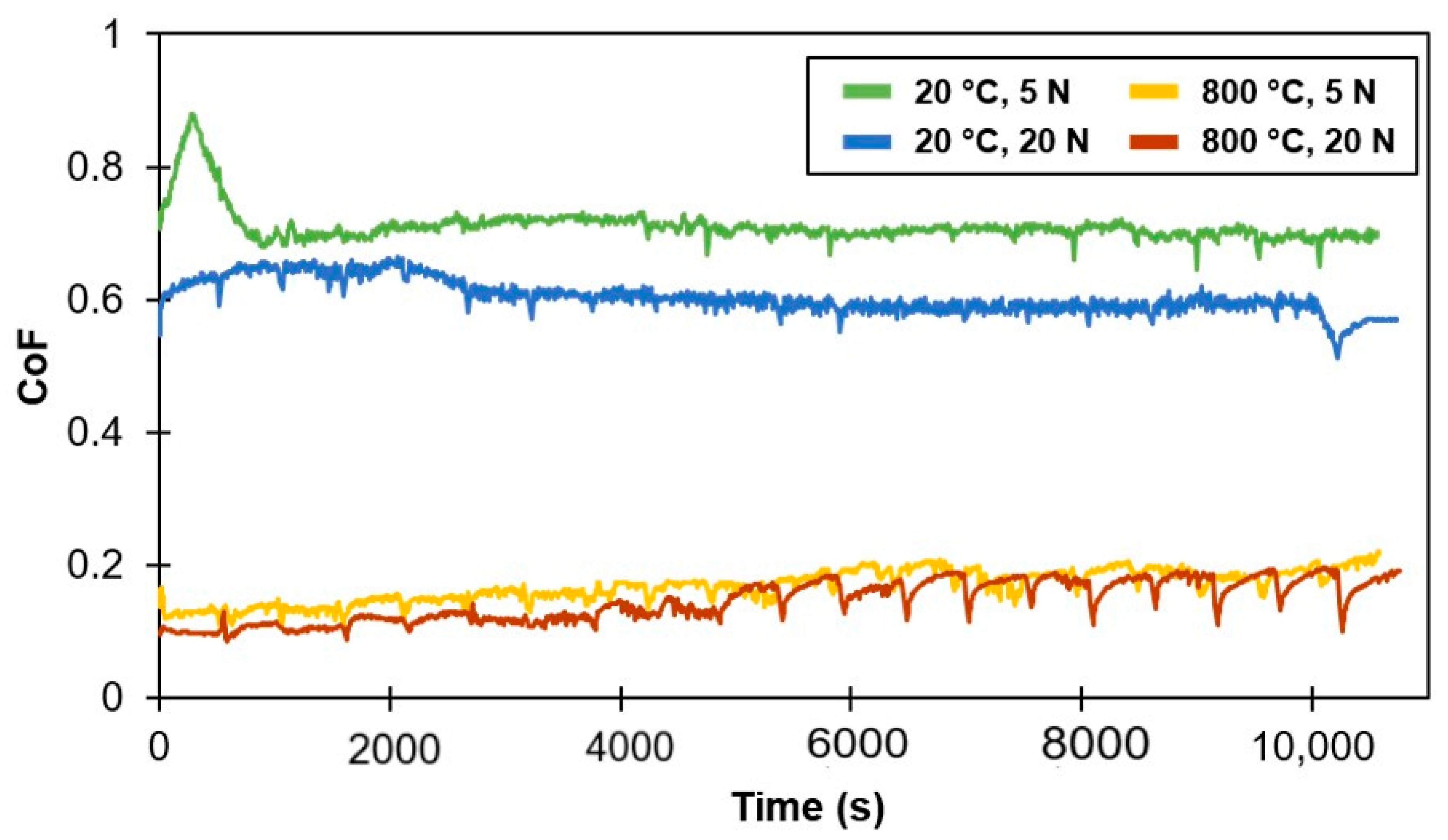
| Test Conditions | Final CoF |
|---|---|
| 20 °C, 5 N | 0.71 ± 0.02 |
| 20 °C, 20 N | 0.60 ± 0.02 |
| 800 °C, 5 N | 0.19 ± 0.02 |
| 800 °C, 20 N | 0.18 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, R.; Liu, L.; Antonov, M.; Ivanov, R.; Hussainova, I. Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders. Materials 2021, 14, 1242. https://doi.org/10.3390/ma14051242
Kumar R, Liu L, Antonov M, Ivanov R, Hussainova I. Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders. Materials. 2021; 14(5):1242. https://doi.org/10.3390/ma14051242
Chicago/Turabian StyleKumar, Rahul, Le Liu, Maksim Antonov, Roman Ivanov, and Irina Hussainova. 2021. "Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders" Materials 14, no. 5: 1242. https://doi.org/10.3390/ma14051242
APA StyleKumar, R., Liu, L., Antonov, M., Ivanov, R., & Hussainova, I. (2021). Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders. Materials, 14(5), 1242. https://doi.org/10.3390/ma14051242