
Volcanic Ash as a Sustainable Binder Material: An Extensive Review


Abstract
:1. Introduction
2. Natural Volcanic Ashes
2.1. Properties of Volcanic Ash
2.1.1. Chemical and Mineral Composition
2.1.2. Physical Properties
2.2. Standard Requirements and Test Procedures for Determination of VA Reactivity
3. Treatments to Increase the Reactivity of Natural Volcanic Ashes
3.1. Mechanical Activation
3.2. Thermal Activation Via Calcination
4. Alkaline Activation of Natural Volcanic Ashes
4.1. Type and Dosage of Alkaline Activators
4.2. Conditions of the Curing Regime
4.3. Effect of Mineral Additives or Correctors
5. Fresh and Hardened Properties of Alkali-Activated Volcanic Ash-Based Pastes and Mortars
5.1. Fresh Properties
Setting Time and Heat Hydration
5.2. Density, Apparent Porosity and Water Absorption
5.3. Compressive Strength of Mortars
6. Engineering Properties of Alkali-Activated Volcanic Ash-Based Concretes
7. Durability Properties of Alkali-Activated Volcanic Ash-Based Materials
7.1. Permeability
7.2. Sulphate and Acid Resistance
7.3. Drying Shrinkage/Crack
7.4. Efflorescence
8. Conclusions
- VA is an unexploited suitable and sustainable raw material that is deposited around the world; VA has easy accessibility, low cost and little environmental impact;
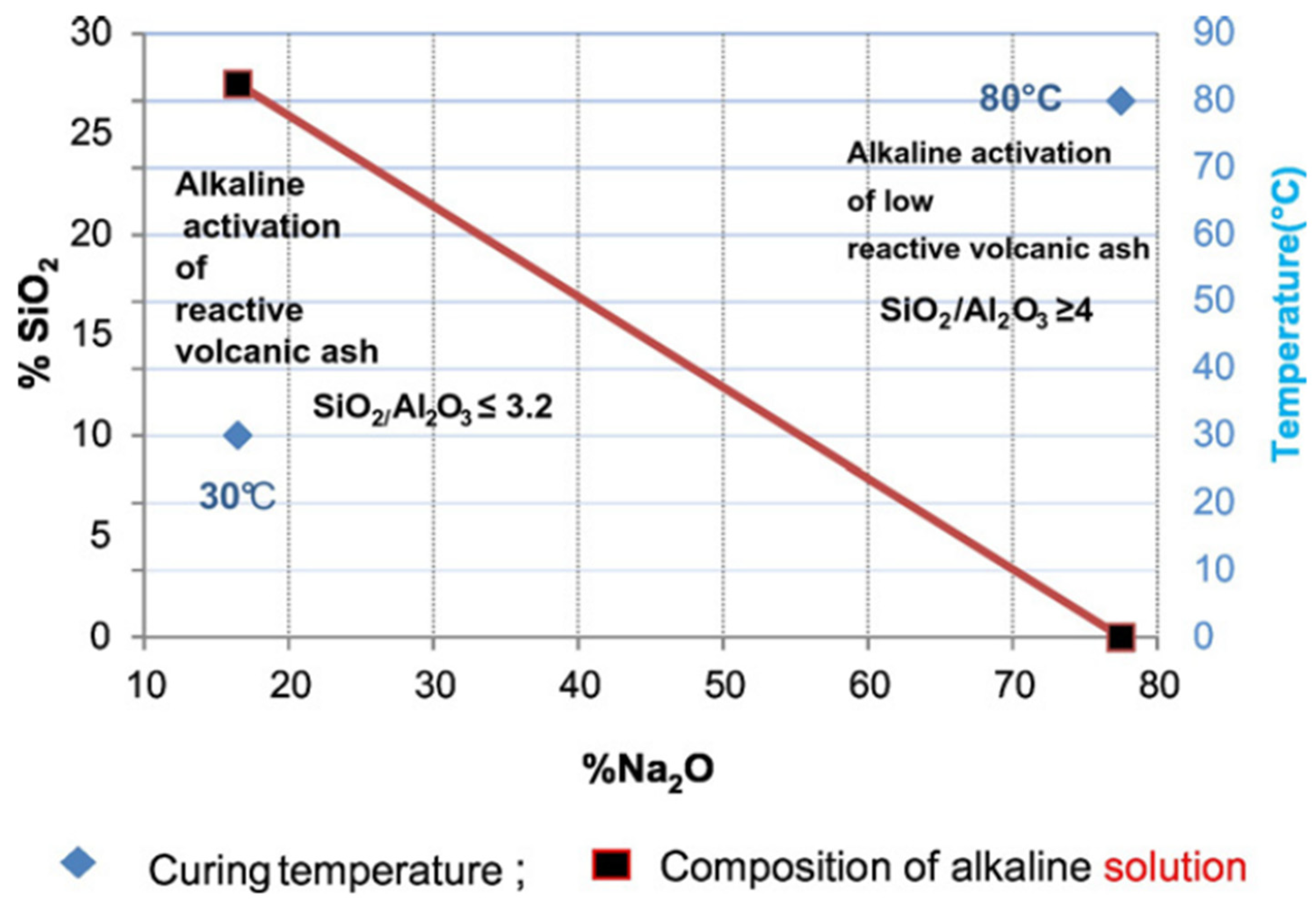
- For alkali-activated binder production, VA material should have a composition of SiO2 + Al2O3 ≥ 70%. Additionally, the optimum SiO2/Al2O3 molar ratio should be 3.3 to 4.5 and the amorphous content should be a minimum of 36% to be suitable for alkali-activated binder production;
- MA and calcination increase the VA reactivity. MA increases the SSA of VA and reduces the crystallinity. However, an extended grinding process could cause a reduction in VA reactivity. A calcination process >700 °C can cause the crystalline phases to become an amorphous and more reactive material.
- Due to the weak reactivity of VA in an alkaline environment, a high concentration of 10–14 M of an alkali activator is required. Strong bases, such as NaOH (NH), KOH (KH) and Na2SiO3 (NS), have been used. NH causes a faster reaction and a higher dissolution of VA. KH improves the degree of polycondensation and produces stronger matrixes. Both NH and KH, in combination with NS, cause a faster strength development, and thus a higher ultimate strength of AAM materials. However, increasing the alkali dosage can produce detrimental effects, such as efflorescence, due to high amounts of free alkali in the final product;
- High curing temperatures of 40–90 °C under atmospheric pressure in sealed curing conditions and extended curing periods lead to an increase in the dissolution rate (i.e., synthesis of AAM) at early stages. This can improve the mechanical and physical properties of AAM. A long-term heat-curing period of 7 days could improve the microstructural refinement in the matrix and restrict water loss during the drying period, which could help mitigate binder shrinkage. However, prolonged curing at high temperatures could also cause shrinkage cracks.
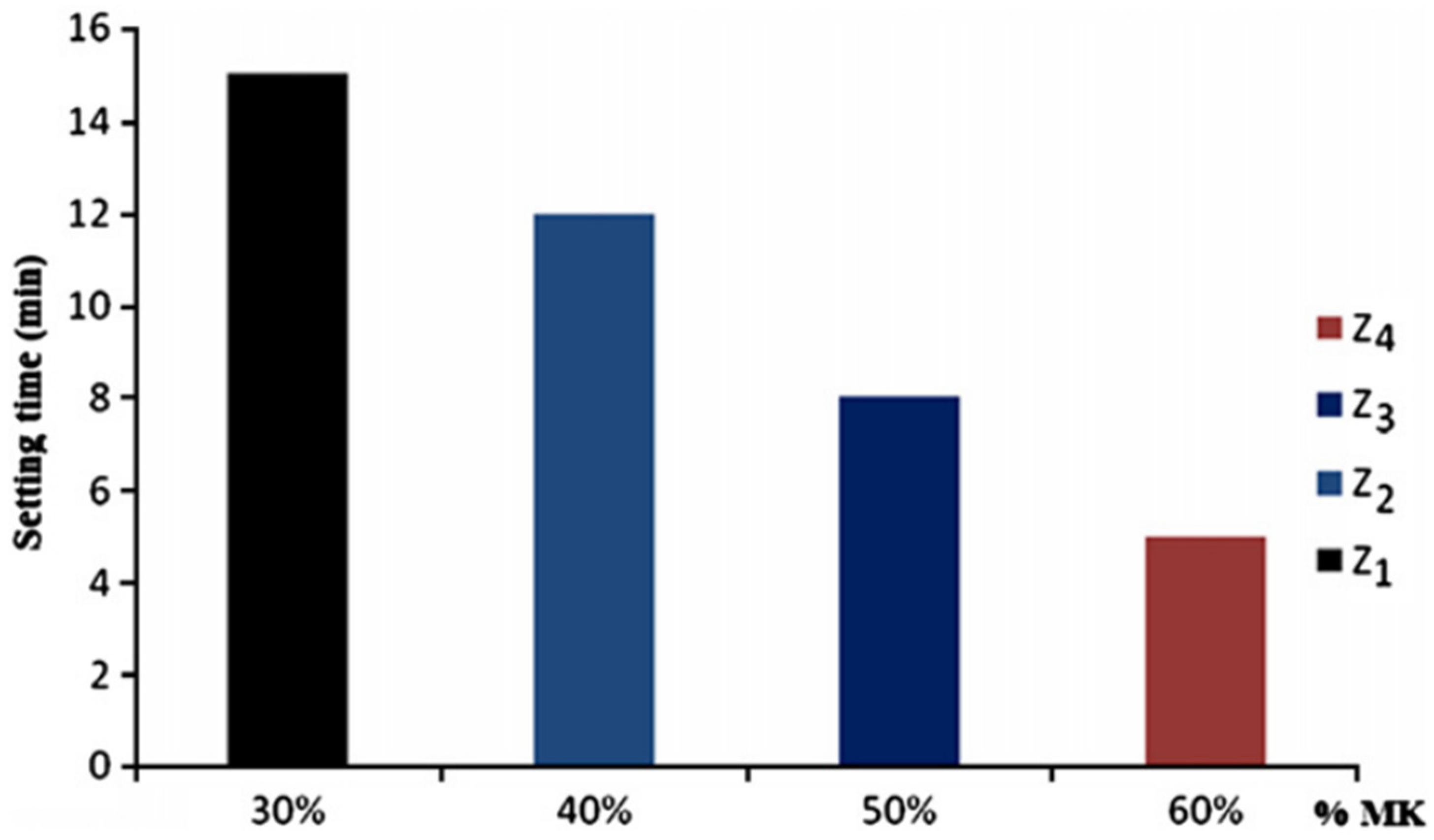
- Adding mineral additives, such as MK, GBFS and lime, can compensate for deficiencies of the main oxides, such as SiO2, Al2O3 and CaO, in VA materials. These mineral additives increase the level of oxides in the final product before activation. Adding small fractions (5–30%) of minerals, especially MK or GBFS, reduce the setting times and increase the heat of reaction and the strength of these binders at an early stage. Furthermore, these minerals could replace hydrothermal curing during binder synthesis and calcination processes >700 °C for VA with low reactivity;
- Adequate fresh properties of setting time and fluidity can be achieved using proper combinations of mixture proportions. In this case, the concentration of the activators, such as NaOH, and the S/B ratio are the most important factors. The workability of the paste decreases when a concentration of NaOH > 12 M and an S/B ratio < 0.4 are used;
- The mortar mixtures produced with a high NaOH concentration between 10–12 M and with a low S/B ratio of 0.4 have an increased mechanical performance in terms of strength;
- Increasing the S/B ratio decreases the compressive strength because of the higher liquid content. Increasing the S/B ratio beyond a certain point, particularly for alkali-activated mortars with S/B ratios of 0.45–0.65, will not increase the strength, although it will enhance the workability. Mortar mixes prepared with a low S/B ratio are less workable;
- The alkali-activated VA-based mortars exhibit good performance under wetting and drying cycles. In addition, the presence of Na-rich gel improves the acid resistance. However, the structure and permeability of the pores are key factors in controlling their durability properties.
- The few studies that have been published on alkali-activated VA-based concrete show that the concrete has good workability and compressive strength development when the materials are produced at acceptably low w/b ratios of 0.42–0.45;
- While the alkali-activated VA-based concretes mostly have low strength and modulus of elasticity than OPC mixtures at early stages, they reach the same or higher strength and modulus of elasticity after long-term curing;
- Information about the durability properties of alkali-activated VA-based concrete/materials as an environmentally friendly construction material is limited.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kayali, O.; Haque, M.N.; Khatib, J.M. Sustainability and Emerging Concrete Materials and Their Relevance to the Middle East. Open Constr. Build. Technol. J. 2008, 2, 103–110. [Google Scholar] [CrossRef] [Green Version]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Neville, A.M.; Neville, A.M. Properties of Concrete; Pearson: London, UK, 2011; ISBN 9780273755807. [Google Scholar]
- Müller, N.; Harnisch, J. A Blueprint for a Climate Friendly Cement Industry; A Report Prepared for WWF—Lafarge Conservation Partnership; WWF: Gland, Switzerland, 2008; pp. 1–101. [Google Scholar]
- Robayo-Salazar, R.; Mejía-Arcila, J.; Mejía de Gutiérrez, R.; Martínez, E. Life cycle assessment (LCA) of an alkali-activated binary concrete based on natural volcanic pozzolan: A comparative analysis to OPC concrete. Constr. Build. Mater. 2018, 176, 103–111. [Google Scholar] [CrossRef]
- Favier, A.; De Wolf, C.; Scrivener, K.; Habert, G. A Sustainable Future for the European Cement and Concrete Industry: Technology Assessment for Full Decarbonisation of the Industry by 2050; ETH: Zurich, Switzerland, 2018. [Google Scholar]
- Miller, S.A.; John, V.M.; Pacca, S.A.; Horvath, A. Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Massazza, F. Pozzolana and pozzolanic cements. In Lea’s Chemistry of Cement and Concrete, 4th ed.; Hewlett, P.C., Ed.; Butterworth-Heinemann: Oxford, UK, 1998; pp. 471–631. [Google Scholar]
- Sims, I.; Brown, B. 16—Concrete Aggregates. In Lea’s Chemistry of Cement and Concrete, 4th ed.; Hewlett, P.C., Ed.; Butterworth-Heinemann: Oxford, UK, 1998; pp. 907–1015. ISBN 978-0-7506-6256-7. [Google Scholar]
- Moropoulou, A.; Bakolas, A.; Anagnostopoulou, S. Composite materials in ancient structures. Cem. Concr. Compos. 2005, 27, 295–300. [Google Scholar] [CrossRef]
- Sleep, M.; Masley, M. The Use of Mt. Mazama Volcanic Ash as Natural Pozzolans for Sustainable Soil and Unpaved Road Improvement; Transportation Research and Education Center (TREC): Portland, OR, USA, 2018. [Google Scholar]
- Lemougna, P.N.; Wang, K.T.; Tang, Q.; Nzeukou, A.N.; Billong, N.; Melo, U.C.; Cui, X.M. Review on the use of volcanic ashes for engineering applications. Resour. Conserv. Recycl. 2018, 137, 177–190. [Google Scholar] [CrossRef]
- Sleep, M.D.; Masley, M. Innovative and Sustainable Uses of Volcanic Ash as a Natural Pozzolan for Dust Abatement and Unpaved Roadway Improvement. In Proceedings of the Geo-Congress 2019, Philadelphia, PA, USA, 24–27 March 2019; pp. 222–231. [Google Scholar]
- Mertens, G.; Elsen, J.; Snellings, R. Supplementary Cementitious Materials. Rev. Mineral. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- Provis, J.L.; Van Deventer, J.S.J. 1—Introduction to geopolymers. In Geopolymers: Structures, Processing, Properties and Industrial Applications; Provis, J.L., van Deventer, J.S.J., Eds.; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Cambridge, UK, 2009; pp. 1–11. ISBN 978-1-84569-449-4. [Google Scholar]
- Singh, B.; Ishwarya, G.; Gupta, M.; Bhattacharyya, S.K. Geopolymer concrete: A review of some recent developments. Constr. Build. Mater. 2015, 85, 78–90. [Google Scholar] [CrossRef]
- Ilham, D.J.; Kautsar, F.R.; Januarti, J.; Anggarini, U.; Fiantis, D. The potential use of volcanic deposits for geopolymer materials. IOP Conf. Ser. Earth Environ. Sci. 2020, 497, 012035. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2018, 50, 40–48. [Google Scholar] [CrossRef]
- Firdous, R.; Stephan, D.; Djobo, J.N.Y. Natural pozzolan based geopolymers: A review on mechanical, microstructural and durability characteristics. Constr. Build. Mater. 2018, 190, 1251–1263. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Palomo, A.; Fernández-Jiménez, A. An Overview of the Chemistry of Alkali-Activated Cement-Based Binders; Woodhead Publishing Limited: Cambridge, UK, 2015; ISBN 9781782422884. [Google Scholar]
- Cai, G.; Noguchi, T.; Degée, H.; Zhao, J.; Kitagaki, R. Volcano-related materials in concretes: A comprehensive review. Environ. Sci. Pollut. Res. 2016, 23, 7220–7243. [Google Scholar] [CrossRef]
- Yankwa Djobo, J.N.; Elimbi, A.; Kouamo Tchakouté, H.; Kumar, S. Mechanical properties and durability of volcanic ash based geopolymer mortars. Constr. Build. Mater. 2016, 124, 606–614. [Google Scholar] [CrossRef]
- Heath, A.; Paine, K.; McManus, M. Minimising the global warming potential of clay based geopolymers. J. Clean. Prod. 2014, 78, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Habert, G.; d’Espinose de Lacaillerie, J.B.; Roussel, N. An environmental evaluation of geopolymer based concrete production: Reviewing current research trends. J. Clean. Prod. 2011, 19, 1229–1238. [Google Scholar] [CrossRef]
- Maddalena, R.; Roberts, J.J.; Hamilton, A. Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J. Clean. Prod. 2018, 186, 933–942. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; Mejía de Gutiérrez, R. Natural volcanic pozzolans as an available raw material for alkali-activated materials in the foreseeable future: A review. Constr. Build. Mater. 2018, 189, 109–118. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; de Gutiérrez, M.; Puertas, F. Study of synergy between a natural volcanic pozzolan and a granulated blast furnace slag in the production of geopolymeric pastes and mortars. Constr. Build. Mater. 2017, 157, 151–160. [Google Scholar] [CrossRef]
- Pourkhorshidi, A.R.; Najimi, M.; Parhizkar, T.; Jafarpour, F.; Hillemeier, B. Applicability of the standard specifications of ASTM C618 for evaluation of natural pozzolans. Cem. Concr. Compos. 2010, 32, 794–800. [Google Scholar] [CrossRef]
- Takahashi, T.; Shoji, S. Distribution and classification of volcanic ash soils. Glob. Environ. Res. 2002, 6, 83–97. [Google Scholar]
- Najimi, M.; Ghafoori, N.; Radke, B.; Sierra, K.; Sharbaf, M.R. Comparative study of alkali-activated natural Pozzolan and fly ash mortars. J. Mater. Civ. Eng. 2018, 30, 1–9. [Google Scholar] [CrossRef]
- Djon Li Ndjock, B.I.; Elimbi, A.; Cyr, M. Rational utilization of volcanic ashes based on factors affecting their alkaline activation. J. Non Cryst. Solids 2017, 463, 31–39. [Google Scholar] [CrossRef]
- Tchakoute, H.K.; Elimbi, A.; Yanne, E.; Djangang, C.N. Utilization of volcanic ashes for the production of geopolymers cured at ambient temperature. Cem. Concr. Compos. 2013, 38, 75–81. [Google Scholar] [CrossRef]
- Kouamo Tchakoute, H.; Elimbi, A.; Diffo Kenne, B.B.; Mbey, J.A.; Njopwouo, D. Synthesis of geopolymers from volcanic ash via the alkaline fusion method: Effect of Al2O3/Na2O molar ratio of soda-volcanic ash. Ceram. Int. 2013, 39, 269–276. [Google Scholar] [CrossRef]
- Tchakoute Kouamo, H.; Mbey, J.A.; Elimbi, A.; Kenne Diffo, B.B.; Njopwouo, D. Synthesis of volcanic ash-based geopolymer mortars by fusion method: Effects of adding metakaolin to fused volcanic ash. Ceram. Int. 2013, 39, 1613–1621. [Google Scholar] [CrossRef]
- Tchakoute Kouamo, H.; Elimbi, A.; Mbey, J.A.; Ngally Sabouang, C.J.; Njopwouo, D. The effect of adding alumina-oxide to metakaolin and volcanic ash on geopolymer products: A comparative study. Constr. Build. Mater. 2012, 35, 960–969. [Google Scholar] [CrossRef]
- Lemougna, P.N.; MacKenzie, K.J.D.; Melo, U.F.C. Synthesis and thermal properties of inorganic polymers (geopolymers) for structural and refractory applications from volcanic ash. Ceram. Int. 2011, 37, 3011–3018. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Chinje Melo, U.F.; Delplancke, M.P.; Rahier, H. Influence of the chemical and mineralogical composition on the reactivity of volcanic ashes during alkali activation. Ceram. Int. 2014, 40, 811–820. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Mechanical activation of volcanic ash for geopolymer synthesis: Effect on reaction kinetics, gel characteristics, physical and mechanical properties. RSC Adv. 2016, 6, 39106–39117. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Reactivity of volcanic ash in alkaline medium, microstructural and strength characteristics of resulting geopolymers under different synthesis conditions. J. Mater. Sci. 2016, 51, 10301–10317. [Google Scholar] [CrossRef]
- Hossain, K.M.A. Volcanic ash and pumice as cement additives: Pozzolanic, alkali-silica reaction and autoclave expansion characteristics. Cem. Concr. Res. 2005, 35, 1141–1144. [Google Scholar] [CrossRef]
- Moon, J.; Kim, K.; Yoon, S.; Bae, S.; Kim, K.S.; Celik, K.; Monteiro, P.J.M. Characterization of natural pozzolan-based geopolymeric binders. Cem. Concr. Compos. 2014, 53, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Robayo, R.A.; Mejía de Gutiérrez, R.; Gordillo, M. Natural pozzolan-and granulated blast furnace slag-based binary geopolymers. Mater. Constr. 2016, 66. [Google Scholar] [CrossRef] [Green Version]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N.; Ramezanianpour, A.A. Effect of heat treatment on reactivity-strength of alkali-activated natural pozzolans. Constr. Build. Mater. 2011, 25, 4065–4071. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N.; Ramezanianpour, A.A. Effect of type, form, and dosage of activators on strength of alkali-activated natural pozzolans. Cem. Concr. Compos. 2011, 33, 251–260. [Google Scholar] [CrossRef]
- Corrotte, M.; Fernandes, M.C.; Tam, C.; Andrews, N.W. Toxin Pores Endocytosed During Plasma Membrane Repair Traffic into the Lumen of MVBs for Degradation. Traffic 2012, 13, 483–494. [Google Scholar] [CrossRef] [Green Version]
- Ghafoori, N.; Najimi, M.; Radke, B. Natural Pozzolan-based geopolymers for sustainable construction. Environ. Earth Sci. 2016, 75, 1–16. [Google Scholar] [CrossRef]
- Takeda, H.; Honda, S.; Kanie, H.; Iwamoto, Y.; Hashimoto, S. Fabrication and characterization of hardened bodies from Japanese volcanic ash using geopolymerization. Ceram. Int. 2013, 40, 4071–4076. [Google Scholar] [CrossRef]
- Labbaci, Y.; Abdelaziz, Y.; Mekkaoui, A.; Alouani, A.; Labbaci, B. The use of the volcanic powders as supplementary cementitious materials for environmental-friendly durable concrete. Constr. Build. Mater. 2017, 133, 468–481. [Google Scholar] [CrossRef]
- Hamidi, M.; Kacimi, L.; Cyr, M.; Clastres, P. Evaluation and improvement of pozzolanic activity of andesite for its use in eco-efficient cement. Constr. Build. Mater. 2013, 47, 1268–1277. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Chin, S.; Johnston, M.L.; Maragh, J.; Masic, A.; Büyüköztürk, O. Particle Size Effect of Volcanic Ash towards Developing Engineered Portland Cements. J. Mater. Civ. Eng. 2018, 30, 4018190. [Google Scholar] [CrossRef]
- Kılıç, A.; Sertabipoğlu, Z. Effect of heat treatment on pozzolanic activity of volcanic pumice used as cementitious material. Cem. Concr. Compos. 2015, 57, 128–132. [Google Scholar] [CrossRef]
- Kani, E.N.; Allahverdi, A. Effects of curing time and temperature on strength development of inorganic polymeric binder based on natural pozzolan. J. Mater. Sci. 2009, 44, 3088–3097. [Google Scholar] [CrossRef]
- Kani, E.N.; Allahverdi, A.; Provis, J.L.; Najafi Kani, E.; Allahverdi, A.; Provis, J.L. Efflorescence control in geopolymer binders based on natural pozzolan. Cem. Concr. Compos. 2012, 34, 25–33. [Google Scholar] [CrossRef]
- Vafaei, M.; Allahverdi, A. Influence of calcium aluminate cement on geopolymerization of natural pozzolan. Constr. Build. Mater. 2016, 114, 290–296. [Google Scholar] [CrossRef]
- Kantarcı, F.; Türkmen, İ.; Ekinci, E. Optimization of production parameters of geopolymer mortar and concrete: A comprehensive experimental study. Constr. Build. Mater. 2019, 228, 116770. [Google Scholar] [CrossRef]
- Al-Fadala, S.; Chakkamalayath, J.; Ahmed, S.; Al-Aibani, A.; Al-Bahar, S. Significance of performance based specifications in the qualification and characterization of blended cement using volcanic ash. Constr. Build. Mater. 2017, 144, 532–540. [Google Scholar] [CrossRef]
- Ibrahim, M.; Megat Johari, M.A.; Rahman, M.K.; Maslehuddin, M. Effect of alkaline activators and binder content on the properties of natural pozzolan-based alkali activated concrete. Constr. Build. Mater. 2017, 147, 648–660. [Google Scholar] [CrossRef]
- Haddad, R.H.; Alshbuol, O. Production of geopolymer concrete using natural pozzolan: A parametric study. Constr. Build. Mater. 2016, 114, 699–707. [Google Scholar] [CrossRef]
- Moropoulou, A.; Bakolas, A.; Aggelakopoulou, E. Evaluation of pozzolanic activity of natural and artificial pozzolans by thermal analysis. Thermochim. Acta 2004, 420, 135–140. [Google Scholar] [CrossRef]
- Vogel, A.; Diplas, S.; Durant, A.J.; Azar, A.S.; Sunding, M.F.; Rose, W.I.; Sytchkova, A.; Bonadonna, C.; Krüger, K.; Stohl, A. Reference data set of volcanic ash physicochemical and optical properties. J. Geophys. Res. Atmos. 2017, 122, 9485–9514. [Google Scholar] [CrossRef] [Green Version]
- Hossain, K.M.A. Blended cement using volcanic ash and pumice. Cem. Concr. Res. 2003, 33, 1601–1605. [Google Scholar] [CrossRef]
- Olawuyi, B.J.; Olusola, K.O. Compressive Strength of Volcanic Ash/Ordinary Portland Cement Laterized Concrete. Civ. Eng. Dimens. 2013, 12, 23–28. [Google Scholar] [CrossRef] [Green Version]
- Singh, M. 1—Coal bottom ash. In Waste and Supplementary Cementitious Materials in Concrete; Siddique, R., Cachim, P., Eds.; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Cambridge, UK, 2018; pp. 3–50. ISBN 978-0-08-102156-9. [Google Scholar]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Volcanic ash-based geopolymer cements/concretes: The current state of the art and perspectives. Environ. Sci. Pollut. Res. 2017, 24, 4433–4446. [Google Scholar] [CrossRef] [PubMed]
- Torres-Carrasco, M.; Puertas, F. Alkaline activation of different aluminosilicates as an alternative to Portland cement: Alkali activated cements or geopolymers [La activación alcalina de diferentes aluminosilicatos como una alternativa al Cemento Portland: Cementos activados alcaliname]. Rev. Ing. Constr. 2017, 32, 05–12. [Google Scholar] [CrossRef] [Green Version]
- Shi, C. An overview on the activation of reactivity of natural pozzolans. Can. J. Civ. Eng. 2011, 28, 778–786. [Google Scholar] [CrossRef]
- Askarinejad, A.; Pourkhorshidi, A.R.; Parhizkar, T. Evaluation the pozzolanic reactivity of sonochemically fabricated nano natural pozzolan. Ultrason. Sonochem. 2012, 19, 119–124. [Google Scholar] [CrossRef] [PubMed]
- Donatello, S.; Tyrer, M.; Cheeseman, C.R. Comparison of test methods to assess pozzolanic activity. Cem. Concr. Compos. 2010, 32, 121–127. [Google Scholar] [CrossRef] [Green Version]
- Roszczynialski, W. Determination of pozzolanic activity of materials by thermal analysis. J. Therm. Anal. Calorim. 2002, 70, 387–392. [Google Scholar] [CrossRef]
- Al-Swaidani, A.M.; Aliyan, S.D.; Adarnaly, N. Mechanical strength development of mortars containing volcanic scoria-based binders with different fineness. Eng. Sci. Technol. Int. J. 2016, 19, 970–979. [Google Scholar] [CrossRef] [Green Version]
- Almalkawi, A.T.; Hamadna, S.; Soroushian, P. One-part alkali activated cement based volcanic pumice. Constr. Build. Mater. 2017, 152, 367–374. [Google Scholar] [CrossRef]
- Nourredine, G.; Kerdal, D.E.; Nouria, K.; Rachida, I. Potential use of activated Algerian natural pozzolan powder as a cement replacement material. Eur. J. Environ. Civ. Eng. 2019, 8189. [Google Scholar] [CrossRef]
- Balczár, I.; Korim, T.; Kovács, A.; Makó, É. Mechanochemical and thermal activation of kaolin for manufacturing geopolymer mortars—Comparative study. Ceram. Int. 2016, 42, 15367–15375. [Google Scholar] [CrossRef]
- Kalinkina, E.V.; Kalinkin, A.M.; Forsling, W.; Makarov, V.N. Sorption of atmospheric carbon dioxide and structural changes of Ca and Mg silicate minerals during grinding. Int. J. Miner. Process. 2001, 61, 273–288. [Google Scholar] [CrossRef]
- Day, R.L.; Shi, C. Influence of the fineness of pozzolan on the strength of lime natural-pozzolan cement pastes. Cem. Concr. Res. 1994, 24, 1485–1491. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; De Wolf, C.; Chin, S.; Ochsendorf, J.; Hajiah, A.E.; Al-Mumin, A.; Büyüköztürk, O. Impact of Embodied Energy on materials/buildings with partial replacement of ordinary Portland Cement (OPC) by natural Pozzolanic Volcanic Ash. J. Clean. Prod. 2018, 177, 547–554. [Google Scholar] [CrossRef]
- Ardoğa, M.K.; Erdoğan, S.T.; Tokyay, M. Effect of particle size on early heat evolution of interground natural pozzolan blended cements. Constr. Build. Mater. 2019, 206, 210–218. [Google Scholar] [CrossRef]
- Tchadjie, L.N.; Ekolu, S.O. Enhancing the reactivity of aluminosilicate materials toward geopolymer synthesis. J. Mater. Sci. 2018, 53, 4709–4733. [Google Scholar] [CrossRef]
- ACI Committee 232. Use of Raw or Processed Natural Pozzolans in Concrete; ACI 232.1R-00; American Concrete Institute: Farmington Hills, MI, USA, 2001; ISBN 9780870317736. [Google Scholar]
- Liebig, E.; Althaus, E. Pozzolanic Activity of Volcanic Tuff and Suevite: Effects of Calcination. Cem. Concr. Res. 1998, 28, 567–575. [Google Scholar] [CrossRef]
- Shi, C.; Day, R.L. Comparison of different methods for enhancing reactivity of pozzolans. Cem. Concr. Res. 2001, 31, 813–818. [Google Scholar] [CrossRef]
- Mboya, H.A.; King’ondu, C.K.; Njau, K.N.; Mrema, A.L. Measurement of Pozzolanic Activity Index of Scoria, Pumice, and Rice Husk Ash as Potential Supplementary Cementitious Materials for Portland Cement. Adv. Civ. Eng. 2017, 2017, 6952645. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Activated Materials: State-of-the-Art Report, RILEM TC 224-AAM; Springer Science & Business Media: Berlin, Germany, 2013; Volume 13. [Google Scholar]
- Djobo, J.N.Y.; Tchadjié, L.N.; Tchakoute, H.K.; Kenne, B.B.D.; Elimbi, A.; Njopwouo, D. Synthesis of geopolymer composites from a mixture of volcanic scoria and metakaolin. J. Asian Ceram. Soc. 2014, 2, 387–398. [Google Scholar] [CrossRef] [Green Version]
- Khale, D.; Chaudhary, R. Mechanism of geopolymerization and factors influencing its development: A review. J. Mater. Sci. 2007, 42, 729–746. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Illikainen, M.; Kinnunen, P. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-T.; Tang, Q.; Melo, U.C.; Cui, X.-M. Recent developments on inorganic polymers synthesis and applications. Ceram. Int. 2016, 42, 15142–15159. [Google Scholar] [CrossRef]
- Komnitsas, K.; Zaharaki, D. Geopolymerisation: A review and prospects for the minerals industry. Miner. Eng. 2007, 20, 1261–1277. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Fernández-Jiménez, A.; Krivenko, P.V.; Kavalerova, E.; Palacios, M.; Shi, C. Binder chemistry—High-calcium alkali-activated materials. In Alcali Activated Materials; State-of-the-Art Reports, RILEM TC 224-AAM; Springer: Dordrecht, The Netherlands, 2014; Volume 13, pp. 59–91. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Chinje Melo, U.F.; Delplancke, M.P.; Rahier, H. Influence of the activating solution composition on the stability and thermo-mechanical properties of inorganic polymers (geopolymers) from volcanic ash. Constr. Build. Mater. 2013, 48, 278–286. [Google Scholar] [CrossRef]
- Firdous, R.; Stephan, D. Effect of silica modulus on the geopolymerization activity of natural pozzolans. Constr. Build. Mater. 2019, 219, 31–43. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Nzeukou, A.; Aziwo, B.; Tchamba, A.B.; Wang, K.; Melo, U.C.; Cui, X. Effect of slag on the improvement of setting time and compressive strength of low reactive volcanic ash geopolymers synthetized at room temperature. Mater. Chem. Phys. 2020, 239, 122077. [Google Scholar] [CrossRef]
- Lee, W.K.W.; Van Deventer, J.S.J. The interface between natural siliceous aggregates and geopolymers. Cem. Concr. Res. 2004, 34, 195–206. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N.; Ramezanianpour, A.A. Engineering Properties of Alkali-Activated Natural Pozzolan Concrete. ACI Mater. J. 2011, 108, 64–72. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N. Sulfate Resistance of Alkali Activated Pozzolans. Int. J. Concr. Struct. Mater. 2015, 9, 145–158. [Google Scholar] [CrossRef] [Green Version]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N. Oxygen and Chloride Permeability of Alkali-Activated Natural Pozzolan Concrete. ACI Mater. J. 2012, 109, 53–61. [Google Scholar] [CrossRef]
- Allahverdi, A.; Mehrpour, K.; Najafikani, E. Investigating the possibility of utilizing pumice-type natural pozzonal in production of geopolymer cement. Ceram. Silikaty 2008, 52, 16–23. [Google Scholar]
- Zuhua, Z.; Xiao, Y.; Huajun, Z.; Yue, C. Role of water in the synthesis of calcined kaolin-based geopolymer. Appl. Clay Sci. 2009, 43, 218–223. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Origin and Type Reference | SiO2 (%) | Al2O3 (%) | Fe2O3 (%) | CaO (%) | MgO (%) | Na2O (%) | K2O (%) | LOI (%) |
|---|---|---|---|---|---|---|---|---|
| Cameroon (Ndjock et al. [31]) | 40.1 | 16.3 | 13.5 | 6.30 | 5.3 | 0.8 | 0.5 | 11.1 |
| 45.8 | 13.8 | 13.5 | 11.8 | 8.4 | 3.2 | 1.5 | 0.1 | |
| 45.3 | 12.4 | 12.9 | 13.1 | 9.9 | 2.4 | 1.3 | 0.2 | |
| 46.1 | 14.0 | 13.1 | 10.7 | 7.0 | 2.7 | 1.4 | 1.5 | |
| 45.5 | 12.6 | 13.3 | 13.4 | 9.5 | 2.9 | 0.9 | 0.9 | |
| Cameroon Basaltic (Tchakouté et al. [32,33,34,35]) | 41.36 | 15.41 | 12.88 | 7.88 | 6.45 | 2.22 | 0.90 | 9.31 |
| 44.04 | 15.26 | 12.77 | 9.29 | 7.0 | 5.64 | 1.35 | 1.1 | |
| Cameroon Basaltic (Lemougna et al. [36,37]) | 44.19 | 14.06 | 13.22 | 10.38 | 9.73 | 3.69 | 1.53 | −0.62 |
| 43.0 | 15.0 | 12.0 | 11.0 | 6.80 | 4.6 | 1.7 | – | |
| Cameroon Basaltic (Djobo et al. [22,38,39]) | 46.28 | 15.41 | 13.22 | 9.07 | 6.74 | 3.88 | 1.42 | −0.40 |
| 47.74 | 15.36 | 12.88 | 8.25 | 6.95 | 3.62 | 1.11 | 0.66 | |
| Papua New Guinea Andesite (Hossain [40]) | 59.32 | 17.54 | 7.06 | 6.10 | 2.55 | 3.80 | 2.03 | 1.03 |
| Saudi Arabia Basaltic (Moon et al. [41]) | 46.48 | 14.74 | 12.16 | 8.78 | 8.73 | 3.39 | 1.27 | 1.32 |
| Colombia Andesite (Robayo el al. [5,27,42]) | 61.99 | 15.52 | 7.33 | 5.19 | 2.49 | 4.07 | 1.59 | 0.48 |
| 61.17 | 16.57 | 5.81 | 2.86 | 3.73 | 0.66 | 0.68 | 7.63 | |
| Iran Dacite and Andesite (the last sample) (Bondar et al. [43,44,45]) | 70.13 | 11.11 | 1.27 | 2.52 | 0.92 | 1.01 | 2.25 | 10.28 |
| 64.67 | 11.85 | 3.03 | 6.79 | 1.11 | 2.30 | 4.26 | 5.15 | |
| 68.51 | 11.84 | 3.73 | 2.90 | 1.43 | 1.62 | 3.19 | 6.14 | |
| 68.31 | 12.59 | 2.70 | 3.88 | 1.37 | 2.40 | 3.26 | 4.41 | |
| 61.67 | 15.90 | 4.32 | 7.99 | 2.04 | 3.21 | 2.12 | 1.85 | |
| USA Dacite (Ghafoori et al. [46]) | 68.80 | 8.50 | 3.80 | 3.20 | – | 5.20 | – | 3.7 |
| Japan Basaltic Andesite (Takeda et al. [47]) | 54.93 | 16.44 | 10.89 | 8.79 | 3.30 | 2.84 | 1.72 | – |
| Algeria Amphibole-biotite Andesite and Rhyodacite (Labbaci et al. [48]) | 51.88 | 16.31 | 8.81 | 6.12 | 3.98 | 3.93 | 3.09 | 2.38 |
| 67.21 | 13.53 | 5.96 | 0.57 | 1.05 | 3.48 | 5.44 | 1.4 | |
| Algeria Andecite (Hamidi et al. [49]) | 57.3 | 15.0 | 6.0 | 9.0 | 2.0 | 1.8 | 1.2 | 3.3 |
| Saudi Arabia (Kunal et al. [50]) | 47.0 | 14.8 | 12.5 | 9.29 | 7.95 | 3.54 | 1.4 | – |
| Turkey Pumice (Kılıc and Sertabipoglu [51]) | 72.58 | 14.49 | 2.14 | 1.08 | 0.11 | 4.03 | 4.92 | – |
| Iran Pumice (Kani and Allahverdi [52,53], Vafaei and Allahverdi [54]) | 61.57 | 18.00 | 4.93 | 6.69 | 2.63 | 1.65 | 1.95 | 2.15 |
| Turkey Tuff (Kantarci et al. [55]) | 77.22 | 18.89 | 1.77 | 0.27 | – | – | 0.91 | – |
| Saudi Arabia Al-Fadala et al. [56] | 44.54 | 13.45 | 12.18 | 9.28 | 8.11 | 3.79 | 1.35 | 1.32 |
| Turkey (Ibrahim et al. [57]) | 40.48 | 12.90 | 17.62 | 11.83 | 8.33 | 3.60 | 1.67 | 1.6 |
| Jordania (Haddad and Alshbuol [58]) | 40.17 | 13.86 | 15.16 | 9.7 | 9.57 | 3.66 | 1.53 | 4.75 |
| Greece Tuff (Moropoulou et al. [59]) | 69.66 | 12.21 | 2.34 | 2.01 | 0.70 | 0.62 | 3.28 | 7.35 |
| General Range | 40–70 | 10–20 | 1–15 | 2–10 | 1–10 | 1–5 | 1–5 | <15 |
| Reference | Fineness/Specific Surface Area (m2/kg) (2/kg) | Specific Gravity | Bulk Density (kg/m3) |
|---|---|---|---|
| Djobo et al. [22] | – | 2.62 | – |
| Djon Li Ndjock et al. [31] | 731.9–261.4 | – | – |
| Tchakouté et al. [32] | 2300 and 15,700 | – | – |
| Bondar et al. [43] | 1062.1–383.6 | 2.28–2.08 | – |
| Ghafoori et al. [46] | 608.8 | 2.29 | – |
| Kılıc and Sertabipoglu [51] | 1640 | 2.42 | 895 |
| Vafaei and Allahverdi [54] | 380 | 2.22 | – |
| Al-Fadala et al. [56] | 296 and 396 | – | 2750–2780 |
| Hossain [61] | 242 | – | 2450 * |
| Olawuyi and Olusola [62] | – | 3.04 | 1649 ** |
| Raw Material | Types of Activators/Alkaline Solution | Curing Conditions | Compressive Strength | Ref. | ||||
|---|---|---|---|---|---|---|---|---|
| VA 1 | (NS 2, NH 3, KH 4) | SiO2/Na2O | Na2O/SiO2 | L/S 5 | ||||
| VA (ZD), <80 µm, ≥2.3 m2/g, SiO2/Al2O3 4.90 | NS + NH (12 M) | 0.7, 0.9, 1.1, 1.3 and 1.4 | 0.37 | Ambient temp. 24 ± 3 °C for 28 days. | 19 MPa at 28 days | Tchakouté et al. [32] | ||
| VA (ZG), <80 µm, ≥15.7 m2/g, SiO2/Al2O3 4.55 | 0.49 | 50 MPa at 28 days | ||||||
| Vas < 75 µm: | Type 1 (High soluble CaO) | KH (2.5, 5, 7.5, 10 M) NH (2.5, 5, 7.5, 10 M) NS | 2.1, 2.4, and 3.1 | 3.33 | Sealed and cured at 40 °C and 60 °C and Autoclave at 2 MPa and 150 °C for 3 h | 44 MPa at 28 days | Bondar et al. [44] | |
| Type 2 (High soluble silicates) | Sealed and cured at 40 °C and 60 °C | 56.2 MPa at 60 °C at 28 days | ||||||
| 49.7 MPa at 90 days (Ms, 3.1) | ||||||||
| Type 3 (Type 2 but calcined at 800 °C) | Sealed and cured at 40 °C and 60 °C | 39.8 MPa at 90 days (Ms, 3.1) | ||||||
| VA ≤ 200 µm | NH (1–16.5 M) | 0.3 | 50 °C and 80% RH for 3 days | 80.1 MPa at 3 days | Takeda et al. [47] | |||
| Volcanic pumice ground ≥305 m2/kg, ≤22.63 µm | NH + NS | 0.6 and 0.75 | Na2O/Al2O30.92, 1.08, 1.23 | Precuring: 95% RH at 25 °C Hydrothermal treatment in steam saturated atmosphere at 45, 65, 85 °C for 5, 10, 15 and 20 h after 1 and 7 days of precuring | 37.5 MPa at 28 days after 1-day of precuring | Kani & Allahverdi [52] | ||
| 57.5 MPa at 28 days after 7-day of precuring | ||||||||
| NH +NS | 0.6 | Na2O/Al2O31.08 | Autoclave curing at 125, 150, 180 and 210 °C for time periods of 20, 30, 40 and 50 h | 108.75 MPa | ||||
| VA < 75 µm | NH (10 M) | 3.22 | 0.45 | Oven at 80 °C and 100% RH cured for 1, 3, 7 and 28 days | 33 MPa at 28 days | Moon et al. [41] | ||
| 80% NH (10 M) + 20% NS | 47 MPa at 28 days | |||||||
| VA < 75 µm VAs untreated and calcined at 700, 800, 900 °C | Type 1 | KH (5–7.5 M) + NS | 2.1 | Curing temperature of 20, 40, 60 and 80 °C for 27 days. | 68.5 MPa calcined at 800 °C and cured at 20 °C 81.55 MPa untreated and cured at 80 °C | Bondar et al. [43] | ||
| Type 2 | 32.9 MPa calcined at 900 °C and cured at 80 °C 8.0 MPa untreated and cured at 80 °C | |||||||
| Type 3 | 13 MPa calcined at 800 °C and cured at 80 °C 29 MPa untreated and cured at 60 °C | |||||||
| Type 4 | 42.4 MPa calcined at 800 °C and cured at 80 °C 22.3 MPa untreated and cured at 60 °C | |||||||
| Type 5 | 65 MPa calcined at 700 °C cured at 80 °C 53 MPa cured at 60 °C | |||||||
| VA < 200 µm and mechanical activation, milling time | 60 min | NS + NH (12 M) NS/NH (mass ratio) = 2.4 | 1.45 | 0.40 | Cured at 27, 45 and 60 °C for 24 h then demolded and cured at room temperature | 27 °C: 32.1 MPa; 45 °C: 34.5 MPa; 60 °C: 29.4 | Djobo et al. [38] | |
| 90 min | 27 °C: 37 MPa; 45 °C: 52.5 MPa; 60 °C: 48.3 | |||||||
| 120 min | 27 °C: 45.8 MPa; 45 °C: 53.6 MPa; 60 °C: 46.8 | |||||||
| Raw Material (VA 1) | Product | Types of Activators/ Alkaline Solution (KH 2, NS 3, NH 4, Ms 5) | Additive | Curing Conditions | Compressive Strength (28 Days) | Optimal Conditions | Ref. |
|---|---|---|---|---|---|---|---|
| Iran VA | Paste | KH (7.5 M) + NS SiO2/Al2O3 = 3.3 & 6.5 for final products | Kaolinite | Autoclave | 45.61 MPa | 20% kaolinite | Bondar et al. [45] |
| Sealed cured at 25 °C | 19.26 MPa | ||||||
| Calcined VA (at 800 °C for 12 h) | Autoclave | 45.56 MPa | 16.7% calcined VA | ||||
| Sealed cured at 25 °C | 25.28 MPa | ||||||
| Burnt Lime | Autoclave | 27.8 MPa | 3.4% Burnt lime | ||||
| Sealed cured at 25 °C | 19.6 MPa | ||||||
| Cameroon VA | Paste | NS + NH (12 M) | Alumina (Al2O3) | Sealed 24 h. Ambient temperature (24 ± 3 °C) | 47.8 MPA | 40% Alumina | Tchakouté et al. [35] |
| Fused-Cameroon VA with NaOH | Mortar | NS | Metakaolin | Sealed 24 h. Ambient temperature (24 ± 3 °C) | 68.8 MPA | 60% Metakaolin | Tchakouté et al. [34] |
| Colombian VA | Paste | NS + NH SiO2/Al2O3 molar ratios 6.0–8.0 Na2O/SiO2 molar ratios 0.05–0.20 | GBFS 6 | Sealed 24 h. Humidity 90% at 25 °C until the test age | 125 MPa | 6.5–7.0 SiO2/Al2O3, 30% GBFS | Robayo-Salazar et al. [27] |
| Iran VA | Mortar | NS + NH Ms = 1, 1.5, 2 SiO2/Al2O3 = 2.35 | CAC 7 | 24 h at 23.0 ± 2.0 °C and a RH > 95% hydrothermal conditions at 95 °C for 20 h | 65 MPa | 24% CAC | Vafaei &. Allahverdi [54] |
| Cameroon VA | Paste | NH (12 M) + NS (Ms = 1.1 & 1.4) | Metakaolin | Sealed 24 h. Ambient temperature (24 ± 3 °C) | 69 MPa | 25% Metakaolin | Djobo et al. [84] |
| Cameroon VA | Paste | NH + NS (SiO2/Na2O =1.6) | GBFS | Stored at 25 °C until the 3, 7 and 28-days compressive strength test. | 85 MPa | 50% Slag | Lemougna et al. [92] |
| Binder | Types of Activators/ Alkaline Solution | Aggregates (A) | Curing Conditions | Compressive Strength | Ref. | |
|---|---|---|---|---|---|---|
| VA 1 | NH 2, NS 3, Ms 4 | S/B 5 | A/B 6 | |||
| Volcanic Tuff < 45 µm, specific gravity = 2.38 | NH (10, 12, 14, 16 M) | 0.35 0.45 | River aggregates (0–2, 2–4 and 4–8 mm), A/B = 2 | Curing in covered molds at 90, 120, 150 °C for 72 h, then samples were kept in laboratory conditions until the test day. | 25.83 MPa at 90 days | Kantarci et al. [55] |
| NS (Ms = 0.6, 0.7, 0.8, 0.9, 1.0) + NH (10 M) | Curing in covered molds at 90, 105, 120 °C for 72 h then samples were kept in laboratory conditions until the test day. | 37.09 MPa at 90 days | ||||
| VA < 200 µm, specific gravity = 2.62 | NS + NH (12 M) Mass ratio of NS/NH = 2.4 | 0.45 | Sand (specific gravity 2.55) A/B = 2 | Room temperature (27 ± 3 °C) for 7-days 80 °C for 24 h The specimens after casting were demolded and keep at ambient temp until test performed. | 37.9 MPa at 90 days | Djobo et al. [22] |
| VA, specific gravity = 2.29 SSA 7 = 6088 cm2/g | NH (2.5, 5, 7.5, 10, 12.5 M) | 0.50, 0.54, 0.58 | Fine aggregate (specific gravity = 2.76) A/B = 2.0 | Pre-curing: 60 °C for 3 h in an oven before demolding Then oven at 80 °C (exposed, sealed and moist cured; 1, 3 and 7 days) | 31.8 MPa at 7 days (exposed) | Ghafoori et al. [46] |
| 26.6 MPa at 7 days (wet) | ||||||
| 37.7 MPa at 7 days (sealed) | ||||||
| VA < 440 µm | NH Na2O/SiO2 * (0.15–0.30) | 0.21 | Sand (density 2.56 g/cm3) (40% by wt.) | Dry curing in the open air at 90 °C for 5 days | 30 MPa at 28 days for a sample with Na2O/SiO2 molar ratio of 0.30 | Lemougna et al. [36] |
| Research Author | VA 1 (kg/m3) | CA 2 (kg/m3) | FA 3 (kg/m3) | Silica Sand (kg/m3) | NS 4 (kg/m3) | AH 5 (kg/m3) | W 6 (kg/m3) | SP 7 (%) | w/b 8 |
|---|---|---|---|---|---|---|---|---|---|
| Ibrahim et al. [57] | 400 | 1206 | 650 | – | 150 | 60 | 100 | – | 0.25 |
| Robayo-Salazar et al. [5] | 400 | 933 | 763 | – | 146 | 103 | – | 0.35 | |
| Haddad et al. [58] | 410 | 740 | 666 | 444 | 132 | 53 | 83 | 3 | 0.40 |
| Bondar et al. [94] | 391 | 1229 | 578 | – | 34 * | 66 | 180 | – | 0.45 |
| 344 | 1121 | 702 | – | 37 * | 72 | 195 | – | 0.55 | |
| 417 | 1283 | 499 | – | 32 * | 67 | 180 | – | 0.42 | |
| 417 | 1283 | 499 | – | 32 * | 67 | 180 | – | 0.42 | |
| Precursors VA 1 (SSA 2) | Alkaline Activators NS 3, NH 4, KH 5 | Aggregates (FA 6, CA 7) | Curing Conditions | CS 8 | Optimal Conditions | Ref. | |
|---|---|---|---|---|---|---|---|
| VA (SSA, 442 m2/kg) | NS + NH(14 M) NS/NH = 2.0, 2.5, 2.75 | FA: Dune Sand CA: Limestone | Oven at 60 °C for 1, 3, 7, 14 and 28 days | 37.52 MPa at 7 days | NS/NH = 2.5 and 7 days of curing | Ibrahim et al. [57] | |
| 70% VA (SiO2/Al2O3, 6.79) + 30% GBFS (SiO2/Al2O3, 4.93) | NS + NH (SiO2/Na2O, 1.09) | FA: Sand CA: Gravel | Room temperature at 25 °C and RH > 80% until reaching their test age. | 21 MPa at 28 days and 33 MPa at 360 days | NS/NH = 2.5 Room temperature at 25 °C and RH > 80% | Robayo-Salazar et al. [5] | |
| VA (fineness 700 m2/kg, SiO2/Al2O3) | NS + NH(14 M) NS/NH = 0.5–3.0 | FA: Mineral (SG, 2.53) CA: Limestone (SG, 2.44) SP 9: Polycarboxylate up to 6% by wt. of VA | Dry curing at room temperature for 7 and 28 days | 24.1 MPa at 28 days | NS/NH = 2.5 Dry curing period for 24 h at 80 °C | Haddad & Alshbuol [58] | |
| Dry curing period at 40, 80 and 120 °C for 24 h and 48 h and kept in air for the rest of the 28 days until testing | 31.9 MPa at 28 days | ||||||
| VAs <75 µm: | Type 1 SSA, 3836 cm2/g | NS+ KH (7.5 M) KH/NS = 7.1 | FA: sand CA: Gravel (SG, 2.6) | Sealed curing at 20, 40 and 60 ± 2 °C Fog curing at 20, 40 and 60 ± 2 °C | 40.97 MPa at 180 days | Cured at 40 °C sealed | Bondar et al. [94] |
| Type 2 SSA, 10621 cm2/g | KH/NS = 7.7 | 33.15 MPa at 90 days | Cured at 60 °C sealed | ||||
| Type 3 (Calcined) SSA, 5500, cm2/g | KH/NS= 7.7 | 40.56 MPa at 180 days | Cured at 20 °C sealed | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Játiva, A.; Ruales, E.; Etxeberria, M. Volcanic Ash as a Sustainable Binder Material: An Extensive Review. Materials 2021, 14, 1302. https://doi.org/10.3390/ma14051302
Játiva A, Ruales E, Etxeberria M. Volcanic Ash as a Sustainable Binder Material: An Extensive Review. Materials. 2021; 14(5):1302. https://doi.org/10.3390/ma14051302
Chicago/Turabian StyleJátiva, Andrés, Evelyn Ruales, and Miren Etxeberria. 2021. "Volcanic Ash as a Sustainable Binder Material: An Extensive Review" Materials 14, no. 5: 1302. https://doi.org/10.3390/ma14051302
APA StyleJátiva, A., Ruales, E., & Etxeberria, M. (2021). Volcanic Ash as a Sustainable Binder Material: An Extensive Review. Materials, 14(5), 1302. https://doi.org/10.3390/ma14051302