
Influence of Cr3C2 and VC Content on WC Grain Size, WC Shape and Mechanical Properties of WC–6.0 wt. % Co Cemented Carbides

Abstract
:1. Introduction
2. Experimental
2.1. Materials Preparation
2.2. Characterization
3. Results and Discussion
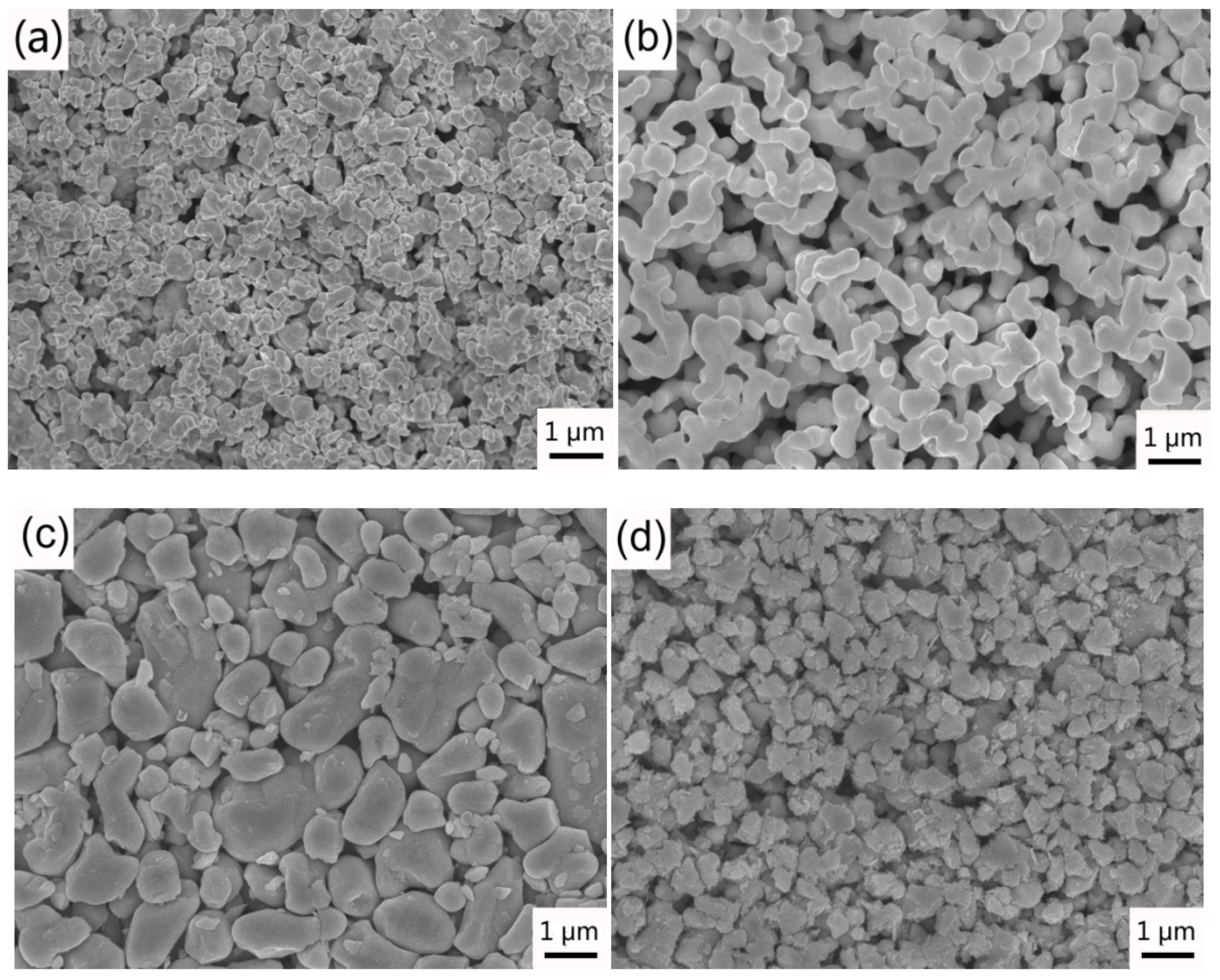
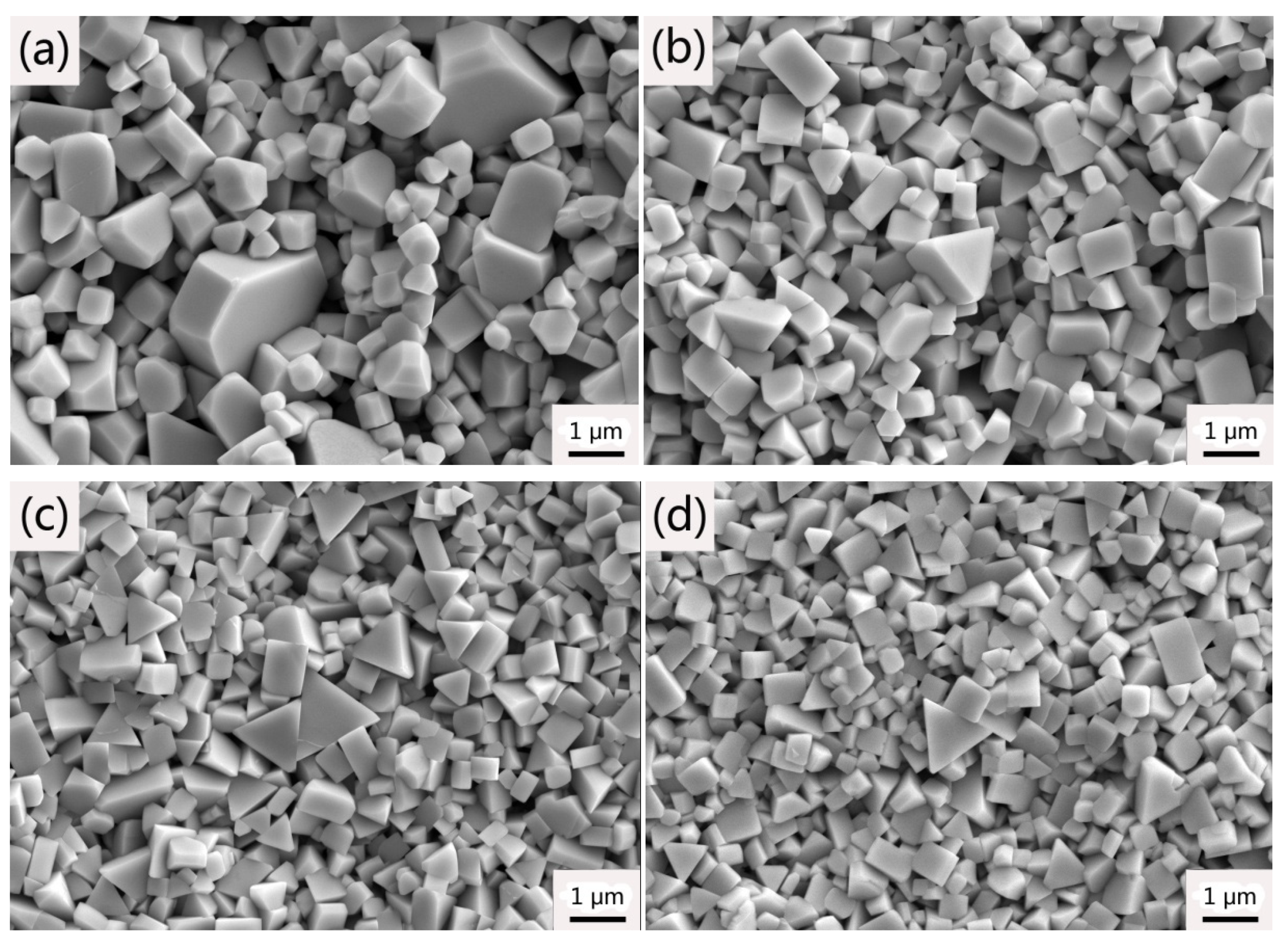
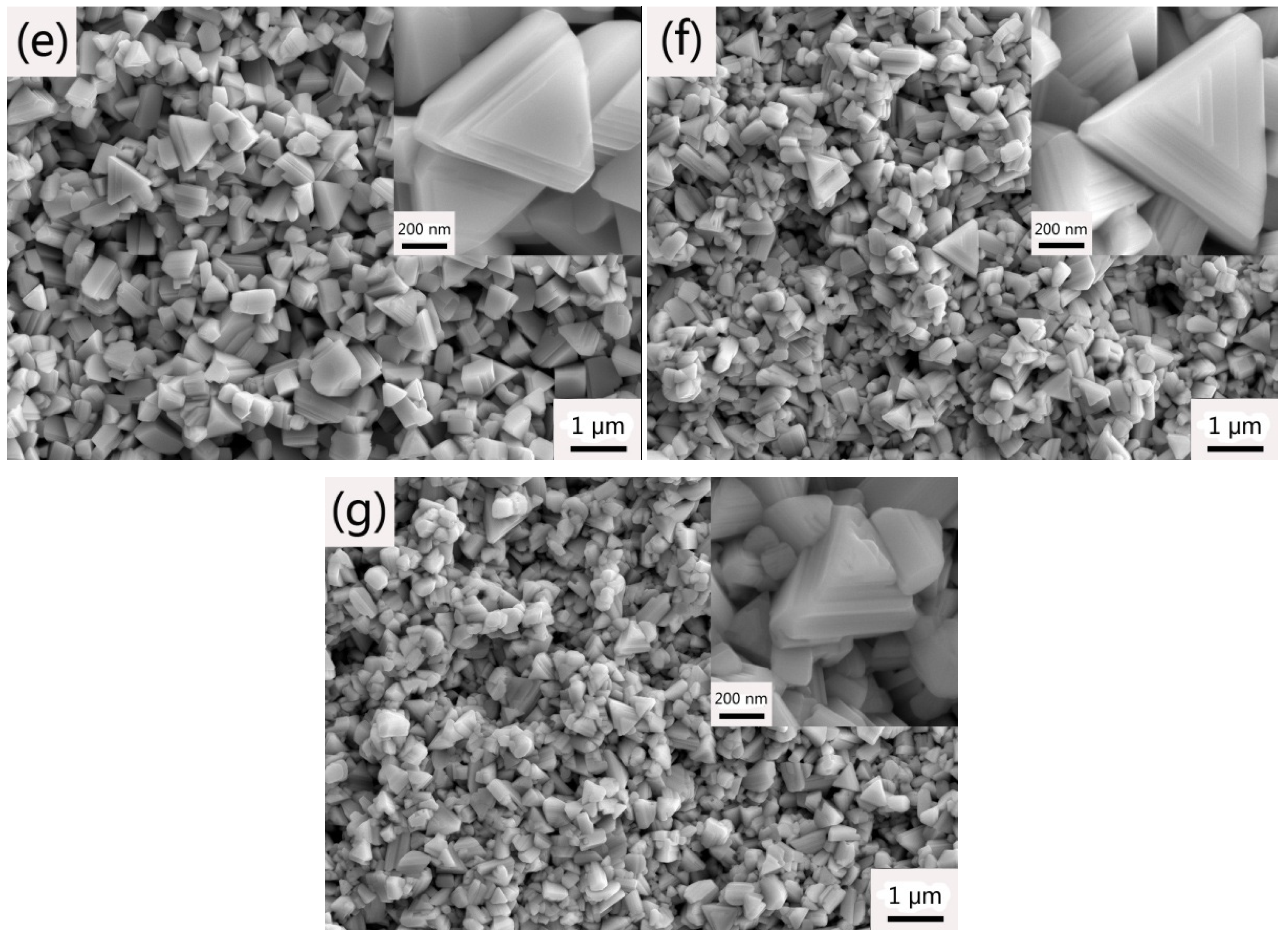
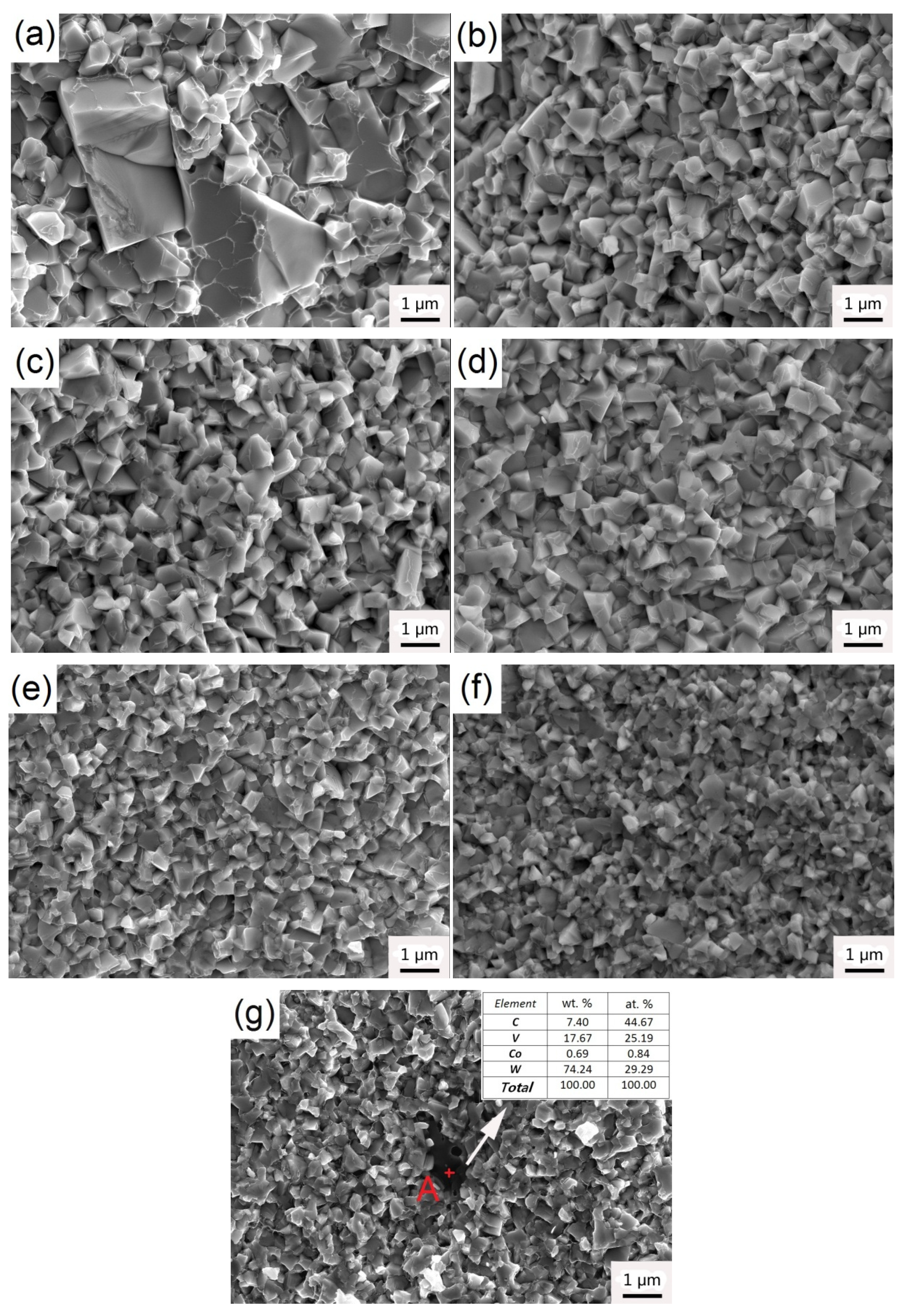
3.1. Microstructure and Phase Constitution Analysis
3.2. Effect of Cr3C2/VC Content on WC Grain Size
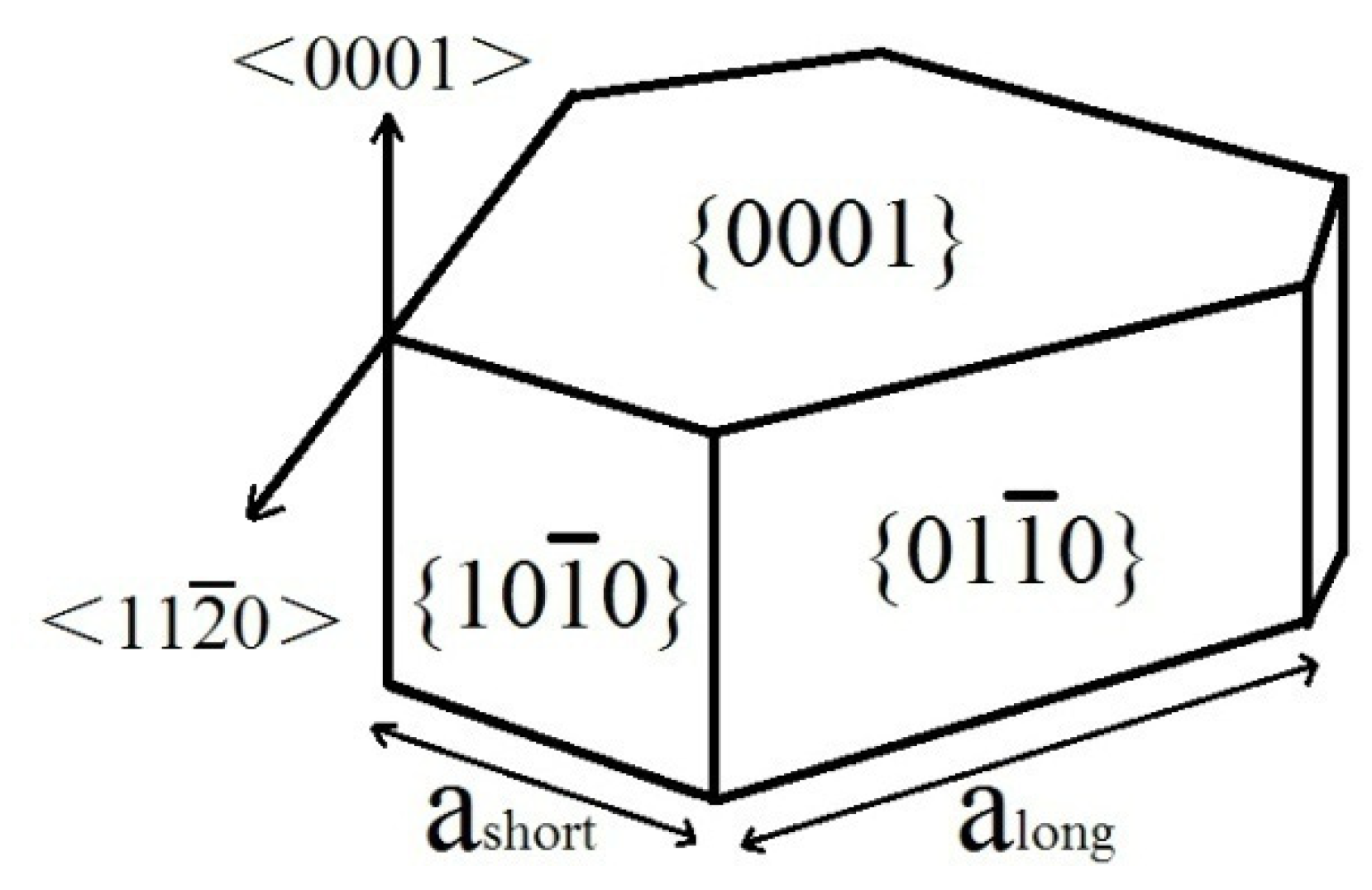
3.3. Effect of Cr3C2/VC Content on WC Grain Morphology
3.4. Effect of Cr3C2/VC Content on the Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- García, J.; Ciprés, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Da Silva, A.G.P.; De Souza, C.P.; Gomes, U.U.; Medeiros, F.F.P.; Ciaravino, C.; Roubin, M. A low temperature synthesized NbC as grain growth inhibitor for WC–Co composites. Mater. Sci. Eng. A 2000, 293, 242–246. [Google Scholar] [CrossRef]
- Zhao, S.X.; Song, X.Y.; Zhang, J.X.; Liu, X.M. Effects of scale combination and contact condition of raw powders on SPS sintered near-nano crystalline WC-Co alloy. Mater. Sci. Eng. A 2008, 473, 323–329. [Google Scholar] [CrossRef]
- German, R.M.; Suri, P.; Park, S.J. Review: Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Wang, Z.H.; Yin, Z.B.; Cao, L.Y.; Yuan, J.T. Effect of Co content on microstructure and mechanical properties of ultrafine grained WC-Co cemented carbide sintered by spark plasma sintering. Ceram. Int. 2018, 44, 18711–18718. [Google Scholar] [CrossRef]
- Hayashi, K.; Fuke, Y.; Suzuki, H. Effects of addition carbides on the grain size of WC-Co alloy. J. Jpn. Soc. Powder Powder Metall. 1972, 19, 67–71. [Google Scholar] [CrossRef]
- Xiao, D.H.; He, Y.H.; Song, M.; Lin, N.; Zhang, R.F. Y2O3-and NbC-doped ultrafine WC-10Co alloys by low pressure sintering. Int. J. Refract. Met. Hard Mater. 2010, 28, 407–411. [Google Scholar] [CrossRef]
- Wittmann, B.; Schubert, W.D.; Lux, B. WC Grain Growth and Grain Growth Inhibition in Nickel and Iron Binder Hardmetals. Int. J. Refract. Met. Hard Mater. 2002, 20, 51–60. [Google Scholar] [CrossRef]
- Lee, H.R.; Kim, D.J.; Hwang, N.M.; Kim, D.Y. Role of vanadium carbide additive during sintering of WC–Co: Mechanism of grain growth inhibition. J. Am. Ceram. Soc. 2004, 86, 152–154. [Google Scholar] [CrossRef]
- Huang, S.G.; Liu, R.L.; Li, L.; Van der Biest, O.; Vleugels, J. NbC as grain growth inhibitor and carbide in WC-Co hardmetals. Int. J. Refract. Met. Hard Mater. 2008, 26, 389–395. [Google Scholar] [CrossRef]
- Guo, Z.X.; Xiong, J.; Yang, M.; Song, X.Y.; Jiang, C.J. Effect of Mo2C on the microstructure and properties of WC-TiC-Ni cemented carbide. Int. J. Refract. Met. Hard Mater. 2008, 28, 601–605. [Google Scholar] [CrossRef]
- Grasso, S.; Poetschke, J.; Richter, V.; Maizza, G.; Sakka, Y.; Reece, M.J. Low-Temperature spark plasma sintering of pure nano WC powder. J. Am. Ceram. Soc. 2013, 96, 1702–1705. [Google Scholar] [CrossRef]
- Lay, S.; Loubradou, M.; Johansson, S.A.E.; Wahnstroem, G. Interface structure in a WC-Co alloy co-doped with VC and Cr3C2. J. Mater. Sci. 2012, 47, 1588–1593. [Google Scholar] [CrossRef]
- Lay, S.; Hamar-Thibault, S.; Lackner, A. Location of VC in VC, Cr3C2 codoped WC–Co cermets by HRTEM and EELS. Int. J. Refract. Met. Hard Mater. 2002, 20, 61–69. [Google Scholar] [CrossRef]
- Yamamoto, T.; Ikuhara, Y.; Watanabe, T.; Sakuma, T.; Taniuchi, Y.; Okada, K.; Tanase, T. High resolution microscopy study in Cr3C2-doped WC−Co. J. Mater. Sci. 2001, 36, 3885–3890. [Google Scholar] [CrossRef]
- Song, X.Y.; Gao, Y.; Liu, X.M.; Wei, C.B.; Wang, H.B.; Xu, W.W. Effect of interfacial characteristics on toughness of nanocrystalline cemented carbides. Acta Mater. 2013, 61, 2154–2162. [Google Scholar] [CrossRef]
- Xie, H.X.; Song, X.Y.; Yin, F.X.; Zhang, Y.G. Effect of WC/Co coherency phase boundaries on fracture toughness of the nanocrystalline cemented carbides. Sci. Rep. 2016, 6, 31047. [Google Scholar] [CrossRef] [PubMed]
- Morton, C.W.; Wills, D.J.; Stjernberg, K. The Temperature Ranges for Maximum Effectiveness of Grain Growth Inhibitors in WC-Co Alloys. Int. J. Refract. Met. Hard Mater. 2005, 23, 287–293. [Google Scholar] [CrossRef]
- Wang, B.X.; Wang, Z.H.; Yin, Z.B.; Yuan, J.T.; Jia, J.H. Preparation and properties of the VC/Cr3C2/TaC doped ultrafine WC–Co tool material by spark plasma sintering. J. Alloys Compd. 2020, 816, 152598. [Google Scholar] [CrossRef]
- Chen, H.; Yang, Q.M.; Yang, J.G.; Yang, H.L.; Chen, L.Y.; Ruan, J.M.; Huang, Q.Z. Effects of VC/Cr3C2 on WC grain morphologies and mechanical properties of WC–6 wt. %Co cemented carbides. J. Alloys Compd. 2017, 714, 245–250. [Google Scholar] [CrossRef]
- Wang, Y.; Pauty, E.; Lay, S.; Allibert, C.H. Microstructure evolution in the cemented carbides WC–Co II. Cumulated effects of Cr additions and of the C/W ratio on the crystal features of the WC grains. Phys. Status Solidi A 2002, 193, 284–293. [Google Scholar] [CrossRef]
- Peng, Y.B.; Buchegger, C.; Lengauer, W.; Du, Y.; Zhou, P. Solubilities of grain-growth inhibitors in WC-Co-based cemented carbides: Thermodynamic calculations compared to experimental data. Int. J. Refract. Met. Hard Mater. 2016, 61, 121–127. [Google Scholar] [CrossRef]
- Lauter, L.; Hochenauer, R.; Buchegger, C.; Bohn, M.; Lengauer, W. Solid-state solubilities of grain-growth inhibitors in WC-Co and WC-MC-Co hard metals. J. Alloys Compd. 2016, 675, 407–415. [Google Scholar] [CrossRef] [Green Version]
- Schubert, W.D.; Neumeister, H.; Kinger, G.; Lux, B. Hardness to toughness relationship of fine–grained WC–Co hardmetals. Int. J. Refract. Met. Hard Mater. 1998, 16, 133–142. [Google Scholar] [CrossRef]
- Peng, Y.B.; Du, Y.; Zhou, P.; Zhang, W.B.; Chen, W.M.; Chen, L.; Wang, S.Q.; Wen, G.H.; Xie, W. CSUTDCC1—A thermodynamic database for multicomponent cemented carbides. Int. J. Refract. Met. Hard Mater. 2014, 42, 57–70. [Google Scholar] [CrossRef]
- Christensen, M.; Wahnstrom, G.; Allibert, C. Quantitative analysis of WC grain shape in sintered WC-Co cemented carbides. Phys. Rev. Lett. 2005, 94, 066105. [Google Scholar] [CrossRef]
- Long, J.Z.; Li, K.; Chen, F.; Yi, M.Z.; Du, Y.; Lu, B.Z.; Zhang, Z.J.; Wang, Y.R.; Chen, K.M.; Zhang, K. Microstructure evolution of WC grains in WC–Co–Ni–Al alloys: Effect of binder phase composition. J. Alloys Compd. 2017, 710, 338–348. [Google Scholar] [CrossRef]
- Zhong, Y.; Shaw, L.L. Growth mechanisms of WC in WC–5.75 wt.% Co. Ceram. Int. 2011, 37, 3591–3597. [Google Scholar] [CrossRef]
- Exner, H.E. Physical and chemical nature of cemented carbides. Int. Met. Rev. 1979, 24, 149–171. [Google Scholar] [CrossRef]
- Zavodinsky, V.G. Ab intio study of inhibitors influence on growth of WC crystallites in WC/Co hard alloys. Int. J. Refract. Met. Hard Mater. 2012, 31, 263–265. [Google Scholar] [CrossRef]
- Christensen, M.; Dudiy, S.; Wahnström, G. First-principles simulations of metal ceramic interface adhesion: Co/WC versus Co/TiC. Phys. Rev. B 2002, 65, 045408. [Google Scholar] [CrossRef]
- Christensen, M.; Wahnström, G. Effects of cobalt intergranular segregation on interface energetics in WC–Co. Acta Mater. 2004, 52, 2199–2207. [Google Scholar] [CrossRef]
- Shatov, A.V.; Firstov, S.A.; Shatova, I.V. The shape of WC crystals in cemented carbides. Mater. Sci. Eng. A 1998, 242, 7–14. [Google Scholar] [CrossRef]
- Ryoo, H.S.; Hwang, S.K. Anisotropic atomic packing model for abnormal grain growth mechanism of WC–25 wt%Co alloy. Scr. Mater. 1998, 39, 1577–1583. [Google Scholar] [CrossRef]
- Yamamoto, T.; Ikuhara, Y.; Sakuma, T. High resolution transmission electron microscopy study in VC-doped WC–Co compound. Sci. Technol. Adv. Mater. 2001, 1, 97–104. [Google Scholar] [CrossRef]
- Kawakami, M.; Kitamura, K. Segregation layers of grain growth inhibitors at WC/WC interfaces in VC-doped submicron-grained WC–Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2015, 52, 229–234. [Google Scholar] [CrossRef]
- Yin, C.; Ruan, J.M.; Du, Y.; Long, J.Z.; Peng, Y.B.; Li, K. Effects of Cr3C2, VC, and TaC on microstructure, WC morphology and mechanical properties of ultrafine WC–10 wt.% Co cemented carbides. Metals 2020, 10, 1211. [Google Scholar] [CrossRef]
- Yang, Q.M.; Yang, J.G.; Yang, H.L.; Ruan, J.M. The effects of fine WC contents and temperature on the microstructure and mechanical properties of inhomogeneous WC–(fine WC–Co) cemented carbides. Ceram. Int. 2016, 42, 18100–18107. [Google Scholar] [CrossRef]
- Gao, Y.; Yan, M.Y.; Luo, B.H.; Ouyang, S.; Chen, W.; Bai, Z.H.; Jing, H.B.; Zhang, W.W. Effects of NbC additions on the microstructure and properties of nonuniform structure WC-Co cemented carbides. Mater. Sci. Eng. A 2017, 687, 259–268. [Google Scholar] [CrossRef]
- Liu, X.W.; Song, X.Y.; Wang, H.B.; Liu, X.M.; Tang, F.W.; Lu, H. Complexions in WC-Co cemented carbides. Acta Mater. 2018, 149, 164–178. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cemented Carbides | Number | WC–6Co | Cr3C2 | VC |
|---|---|---|---|---|
| WC–6Co | 1# | 100 | 0 | 0 |
| WC–6Co–0.25Cr3C2 | 2# | 99.75 | 0.25 | 0 |
| WC–6Co–0.6Cr3C2 | 3# | 99.4 | 0.6 | 0 |
| WC–6Co–1.0Cr3C2 | 4# | 99.0 | 1.0 | 0 |
| WC–6Co–0.25VC | 5# | 99.75 | 0 | 0.25 |
| WC–6Co–0.6VC | 6# | 99.4 | 0 | 0.6 |
| WC–6Co–1.0VC | 7# | 99.0 | 0 | 1.0 |
| Sample | 0.05 µm | 0.10 µm | 0.15 µm | 0.20 µm | 0.25 µm | 0.30 µm | 0.35 µm | 0.40 µm | Total |
|---|---|---|---|---|---|---|---|---|---|
| 1# | 0 | 0.72 | 2.52 | 2.16 | 4.68 | 8.89 | 6.37 | 6.00 | 31.37 |
| 2# | 0 | 2.24 | 7.40 | 7.84 | 9.54 | 10.74 | 11.54 | 13.34 | 62.66 |
| 3# | 0 | 2.34 | 6.51 | 8.96 | 11.33 | 12.69 | 12.07 | 10.22 | 64.14 |
| 4# | 0 | 2.42 | 8.14 | 9.14 | 11.80 | 12.98 | 12.20 | 10.22 | 66.91 |
| 5# | 0 | 3.66 | 12.23 | 13.40 | 16.93 | 12.71 | 11.54 | 10.52 | 81.01 |
| 6# | 0 | 3.95 | 14.13 | 16.98 | 18.40 | 13.86 | 10.23 | 6.94 | 84.51 |
| 7# | 0 | 4.51 | 14.78 | 17.85 | 18.92 | 14.17 | 11.22 | 6.46 | 87.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, C.; Peng, Y.; Ruan, J.; Zhao, L.; Zhang, R.; Du, Y. Influence of Cr3C2 and VC Content on WC Grain Size, WC Shape and Mechanical Properties of WC–6.0 wt. % Co Cemented Carbides. Materials 2021, 14, 1551. https://doi.org/10.3390/ma14061551
Yin C, Peng Y, Ruan J, Zhao L, Zhang R, Du Y. Influence of Cr3C2 and VC Content on WC Grain Size, WC Shape and Mechanical Properties of WC–6.0 wt. % Co Cemented Carbides. Materials. 2021; 14(6):1551. https://doi.org/10.3390/ma14061551
Chicago/Turabian StyleYin, Chao, Yingbiao Peng, Jianming Ruan, Lin Zhao, Ren Zhang, and Yong Du. 2021. "Influence of Cr3C2 and VC Content on WC Grain Size, WC Shape and Mechanical Properties of WC–6.0 wt. % Co Cemented Carbides" Materials 14, no. 6: 1551. https://doi.org/10.3390/ma14061551
APA StyleYin, C., Peng, Y., Ruan, J., Zhao, L., Zhang, R., & Du, Y. (2021). Influence of Cr3C2 and VC Content on WC Grain Size, WC Shape and Mechanical Properties of WC–6.0 wt. % Co Cemented Carbides. Materials, 14(6), 1551. https://doi.org/10.3390/ma14061551