
Digital Image Correlation of Tensile Properties for Monel 400/SS 316L Dissimilar Metal Welding Joints


Abstract
:1. Introduction
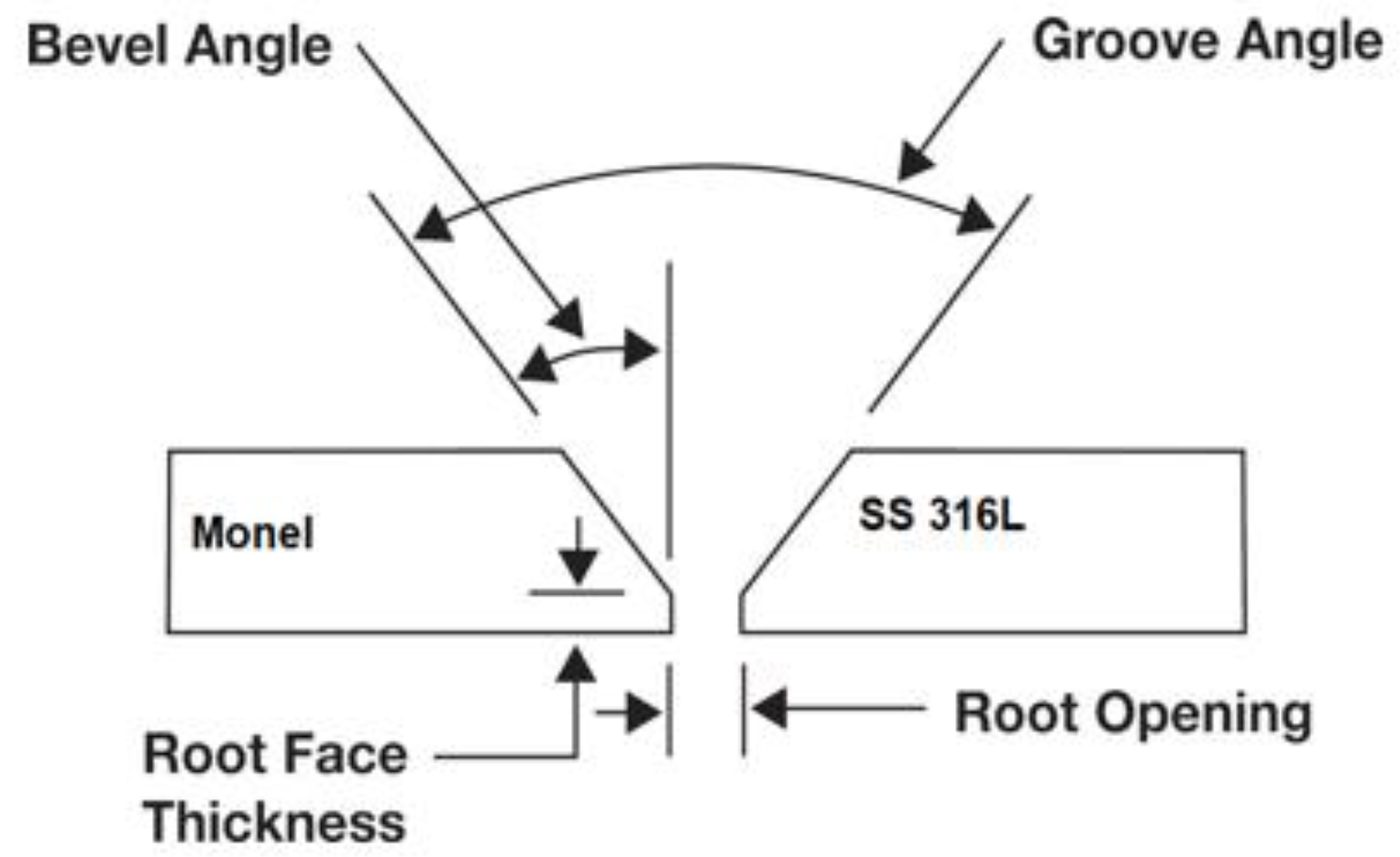
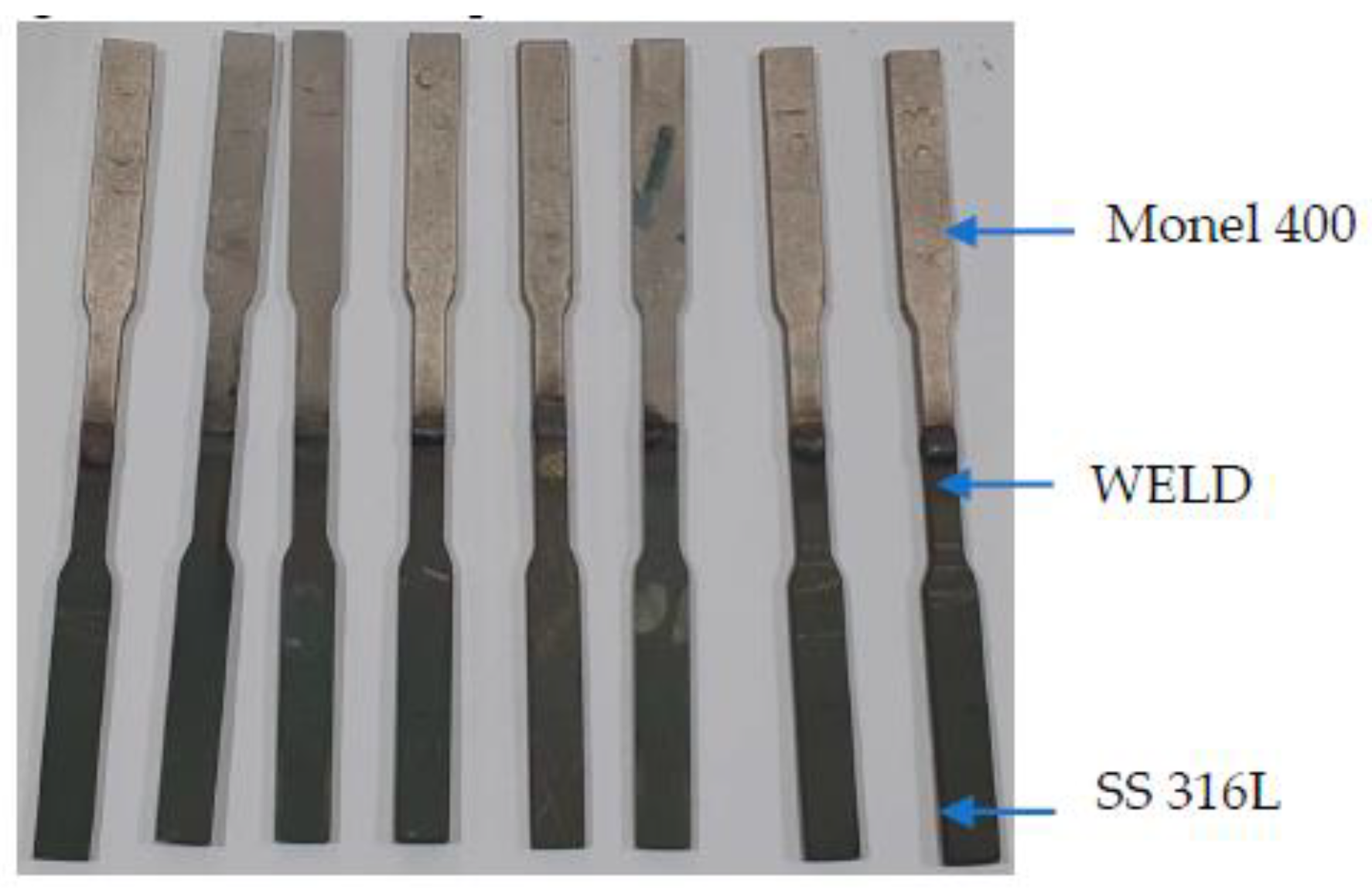
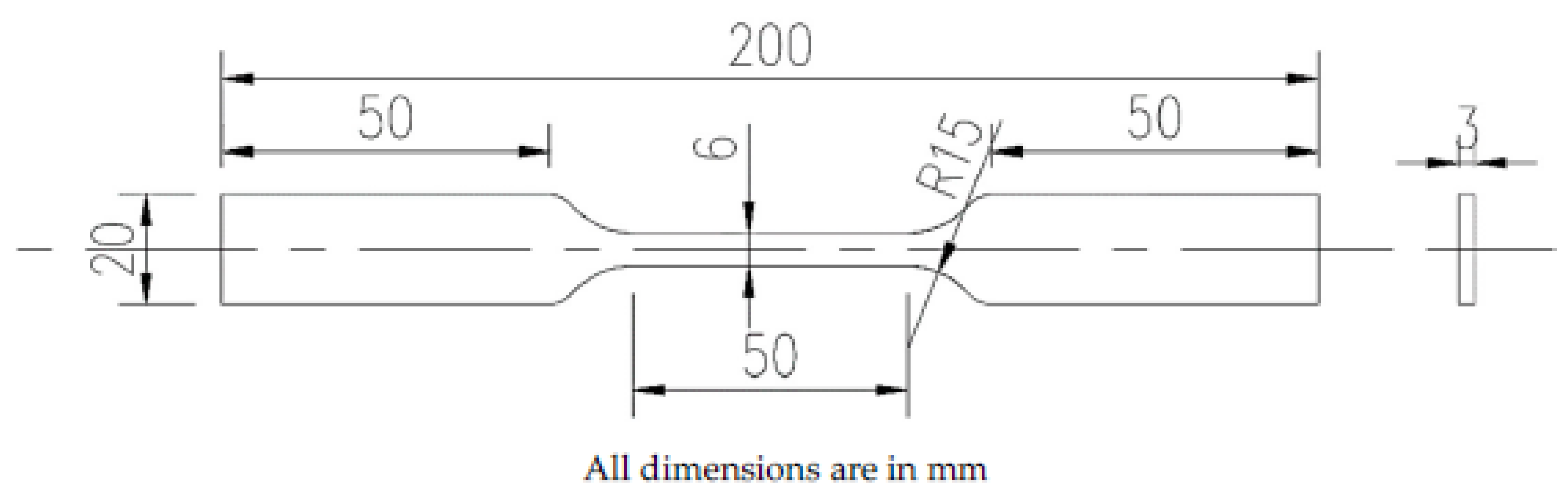
2. Materials and Methods
3. Post Weld Treatments
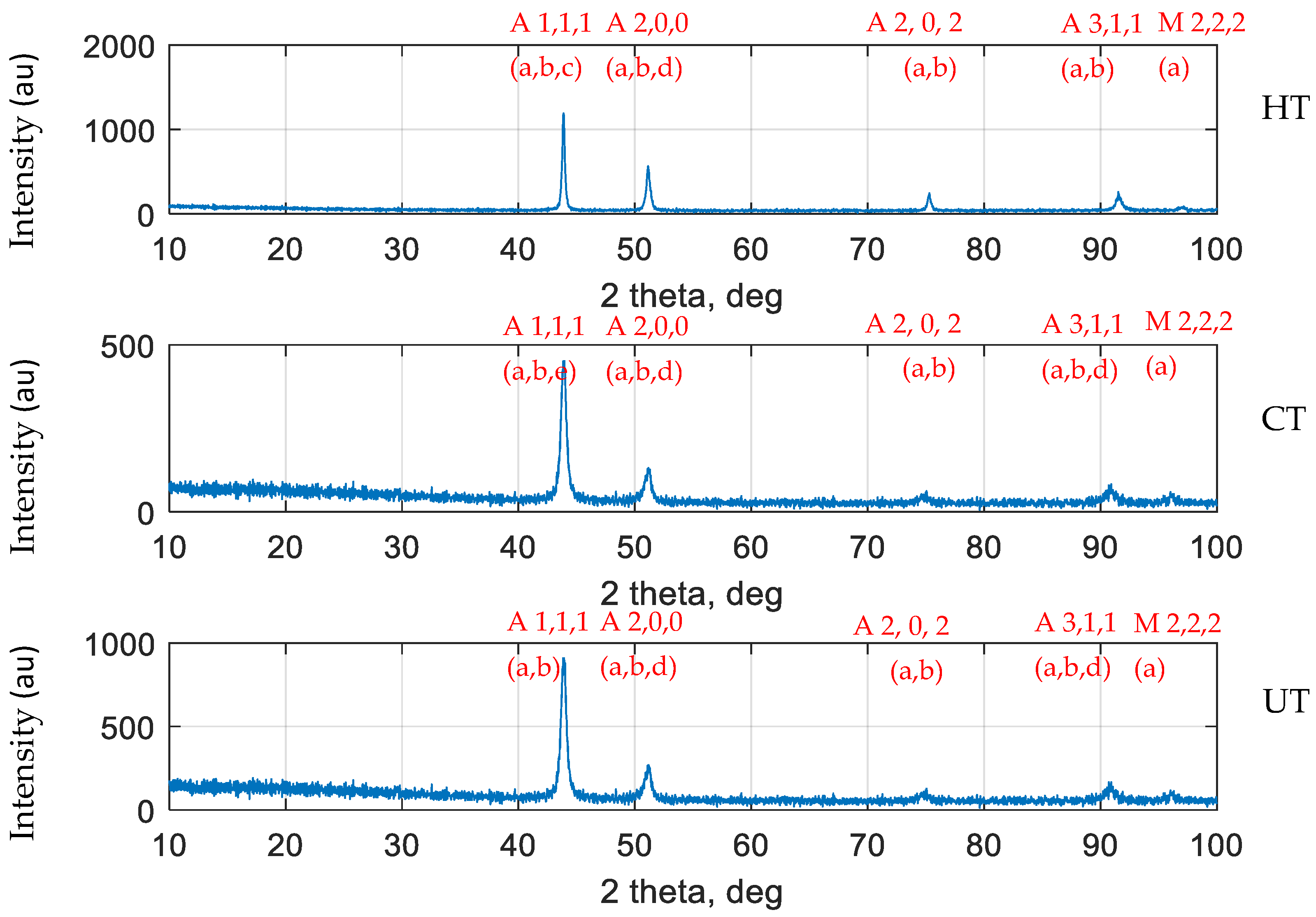
4. XRD Analysis
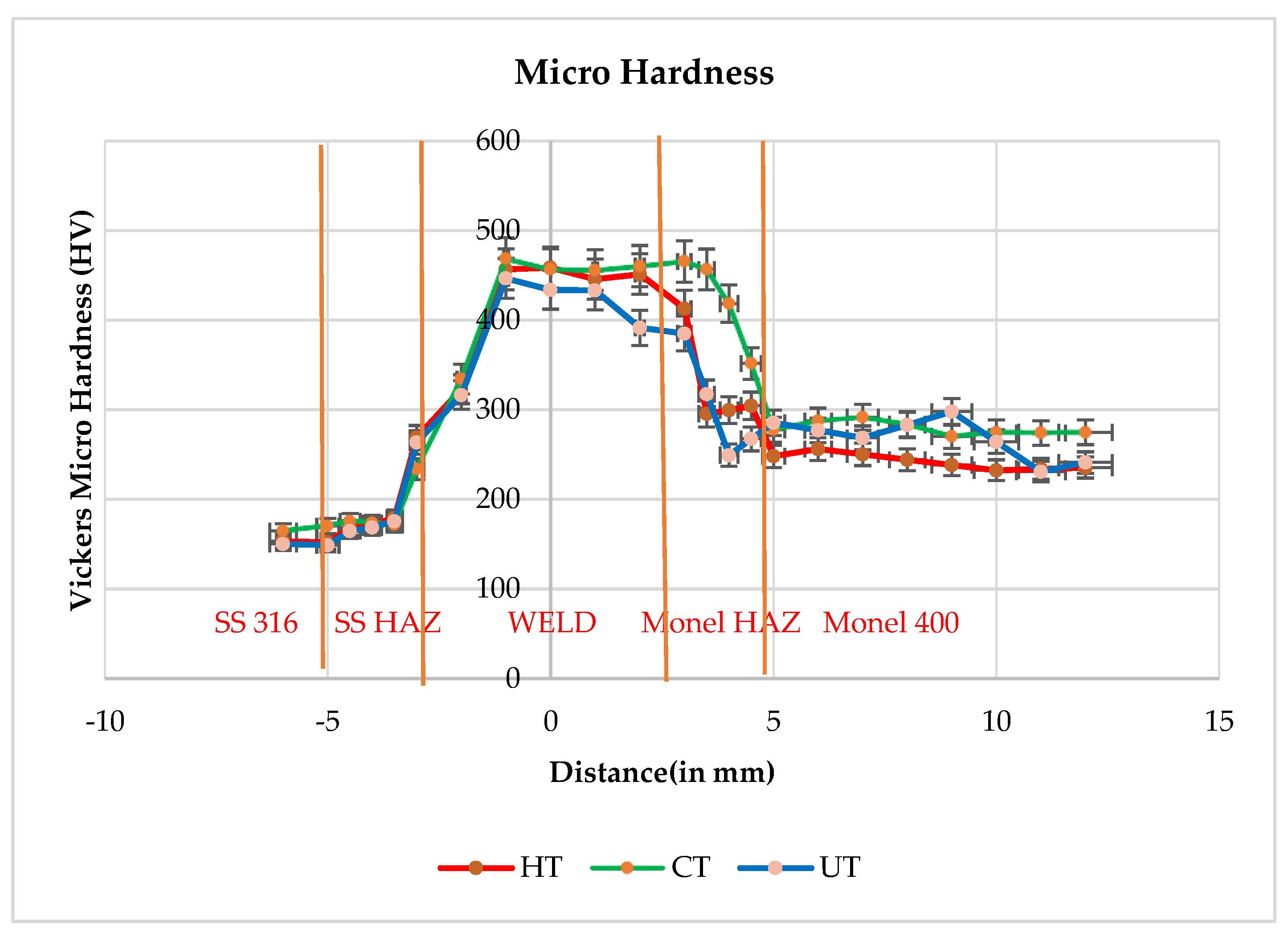
5. Micro Hardness Distribution
6. Tensile Test, Digital Image Correlation, Fractography, and Dimple Size Analysis
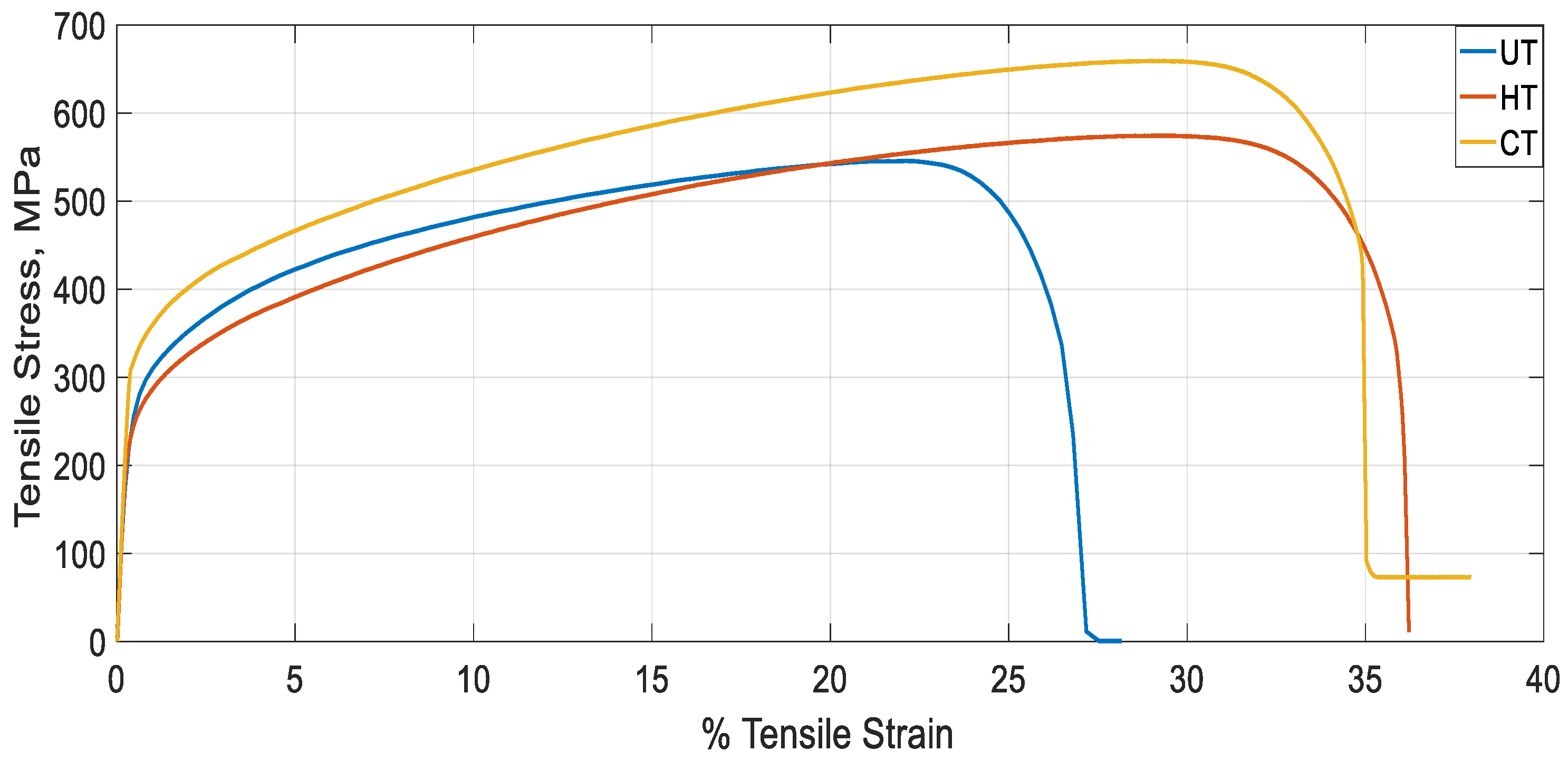
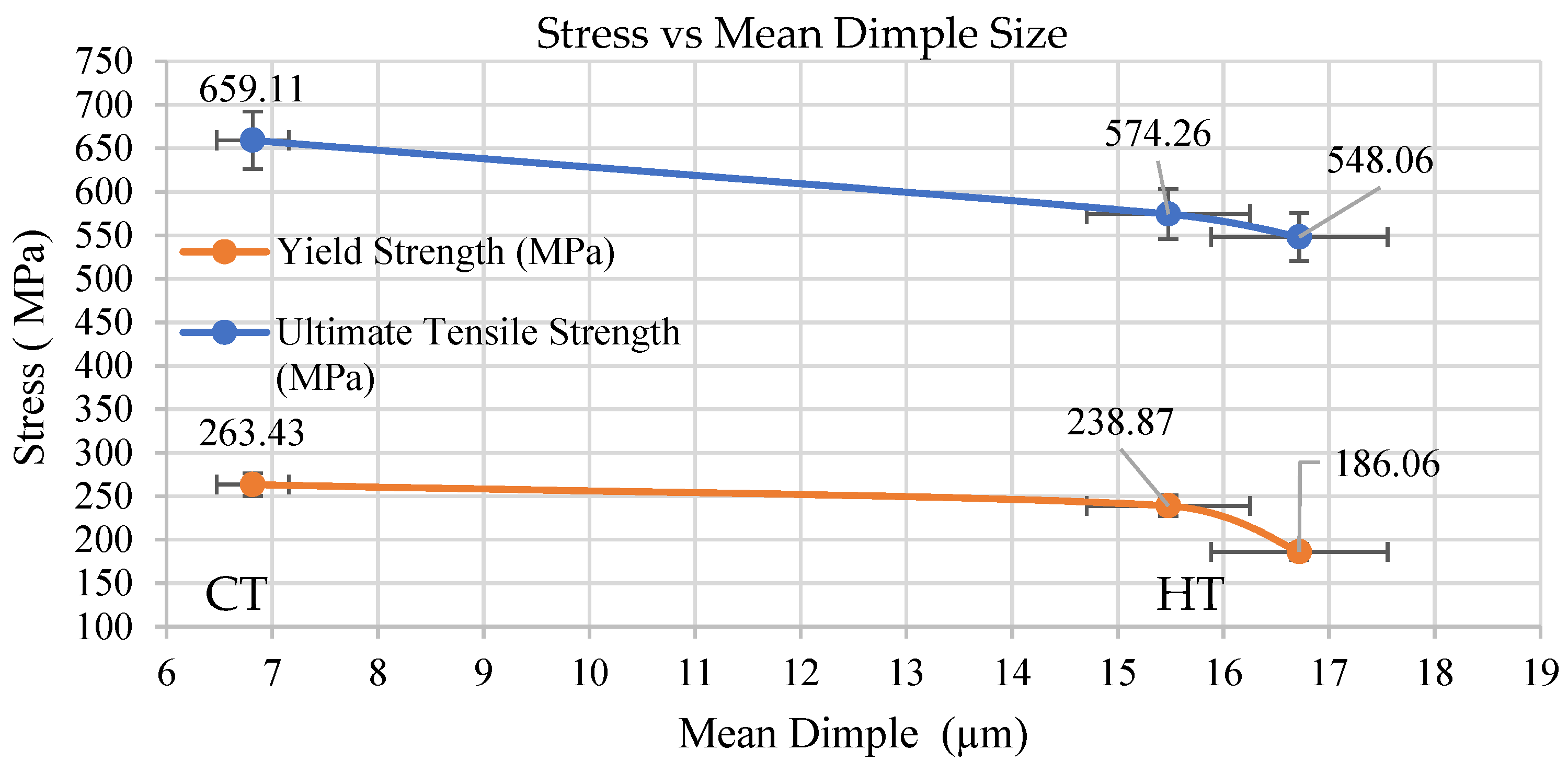
6.1. Comparison of Tensile Test Results of UT, HT, and CT Specimens
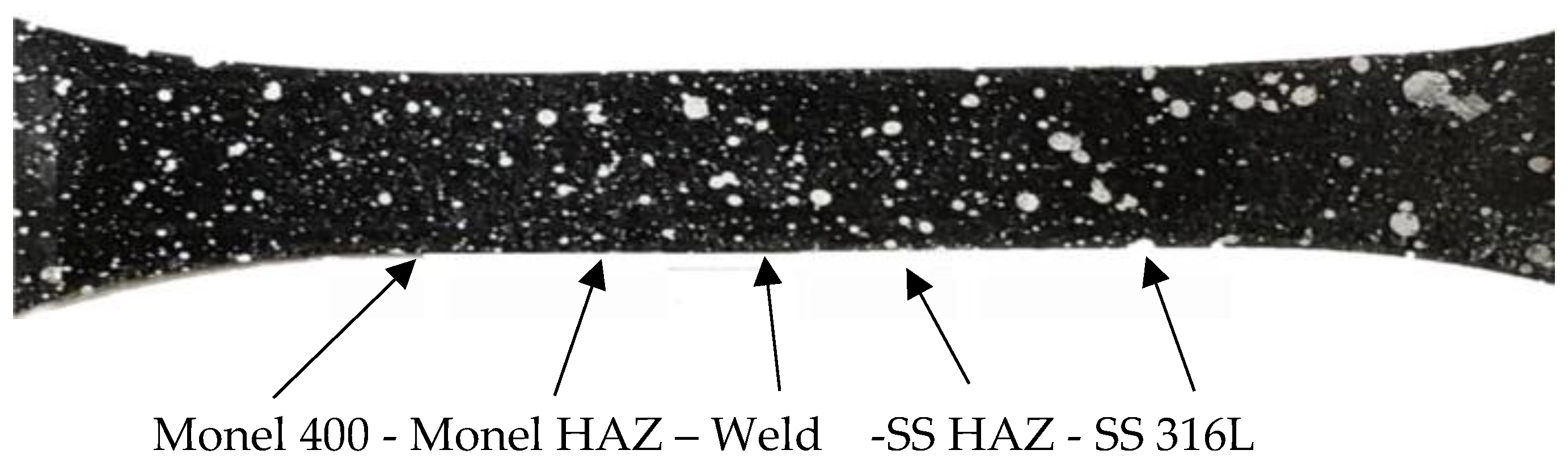
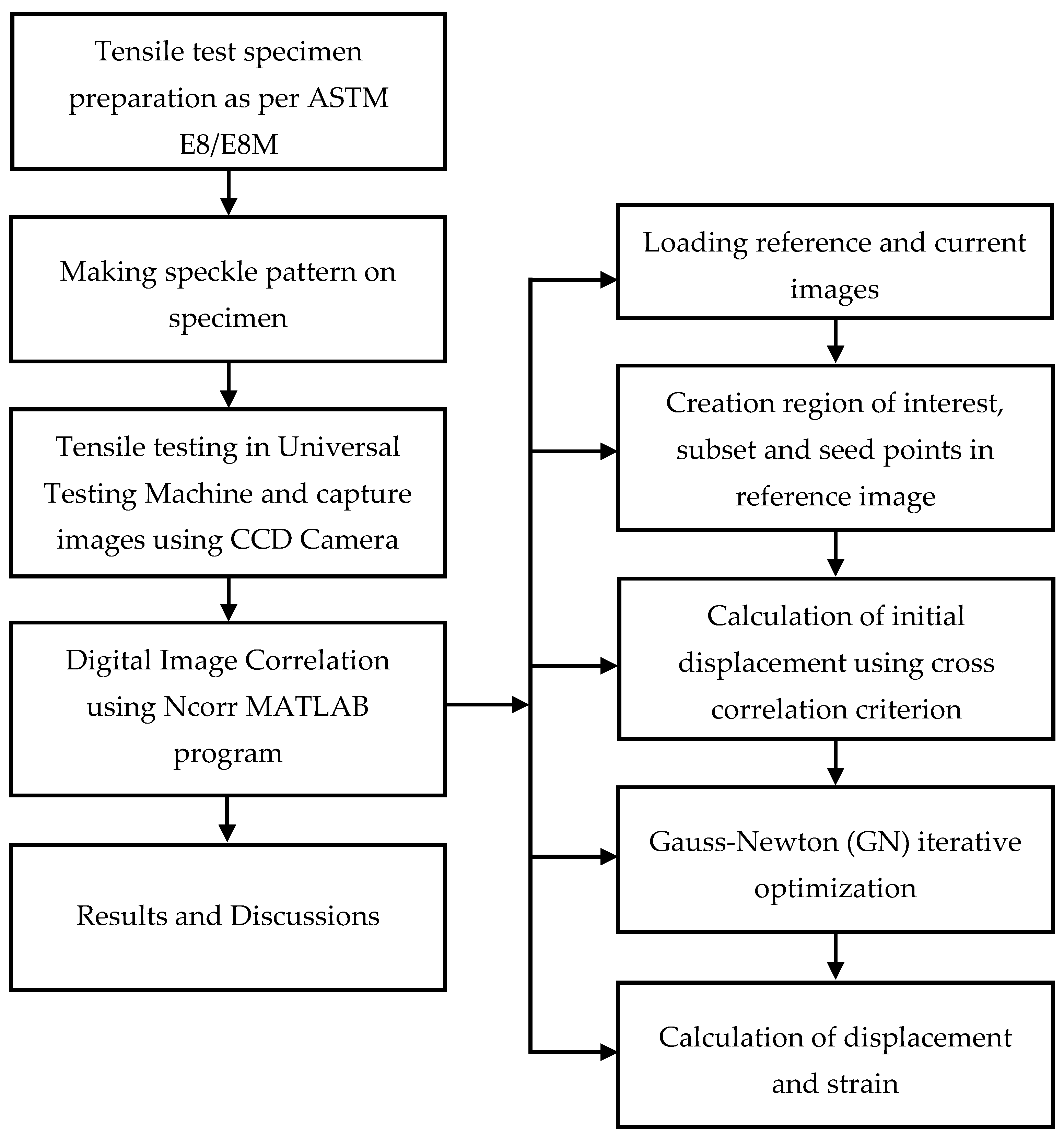
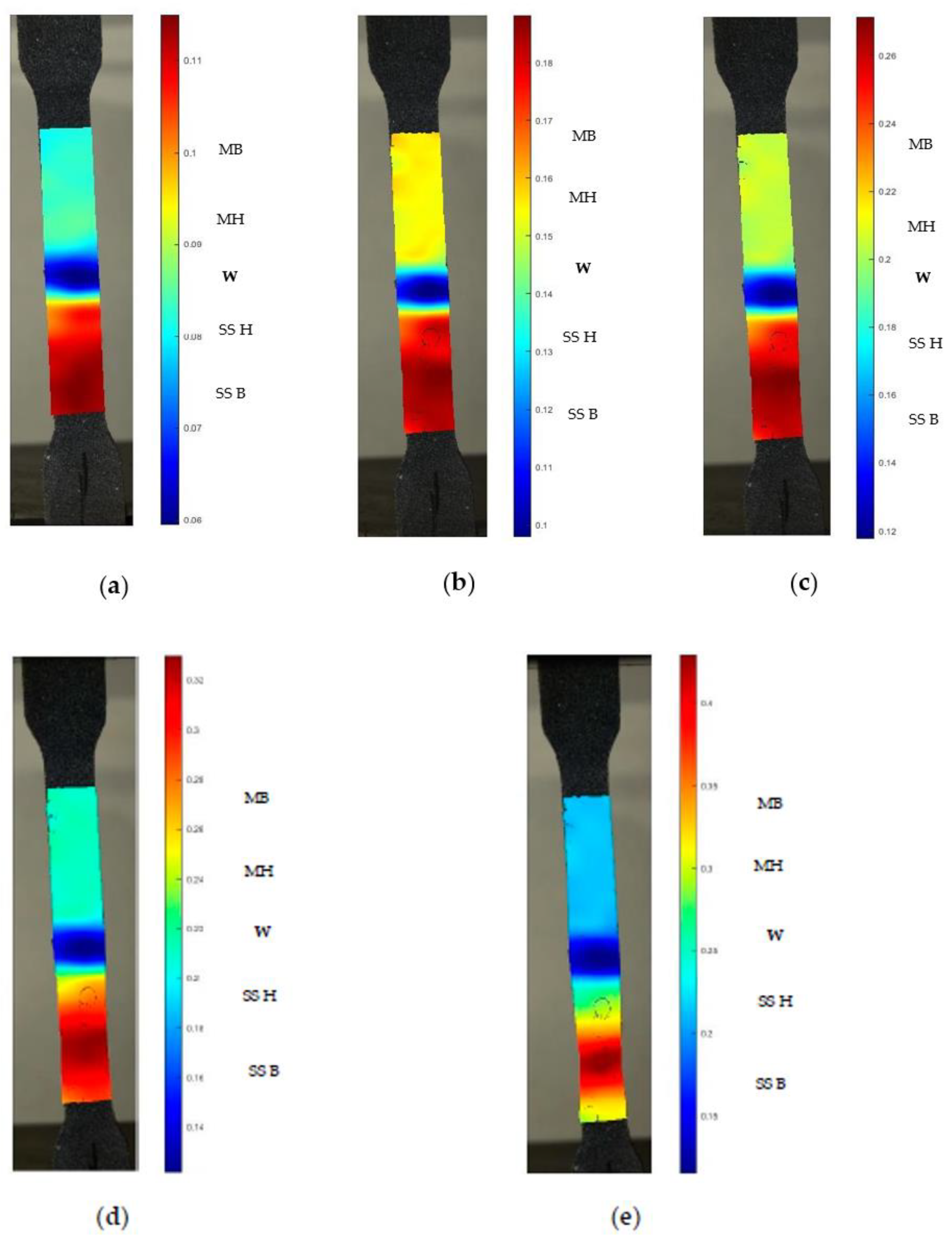
6.2. Digital Image Correlation (DIC)
6.2.1. DIC Specimen Preparation
6.2.2. Analysis Using Ncorr 2D Digital Image Correlation
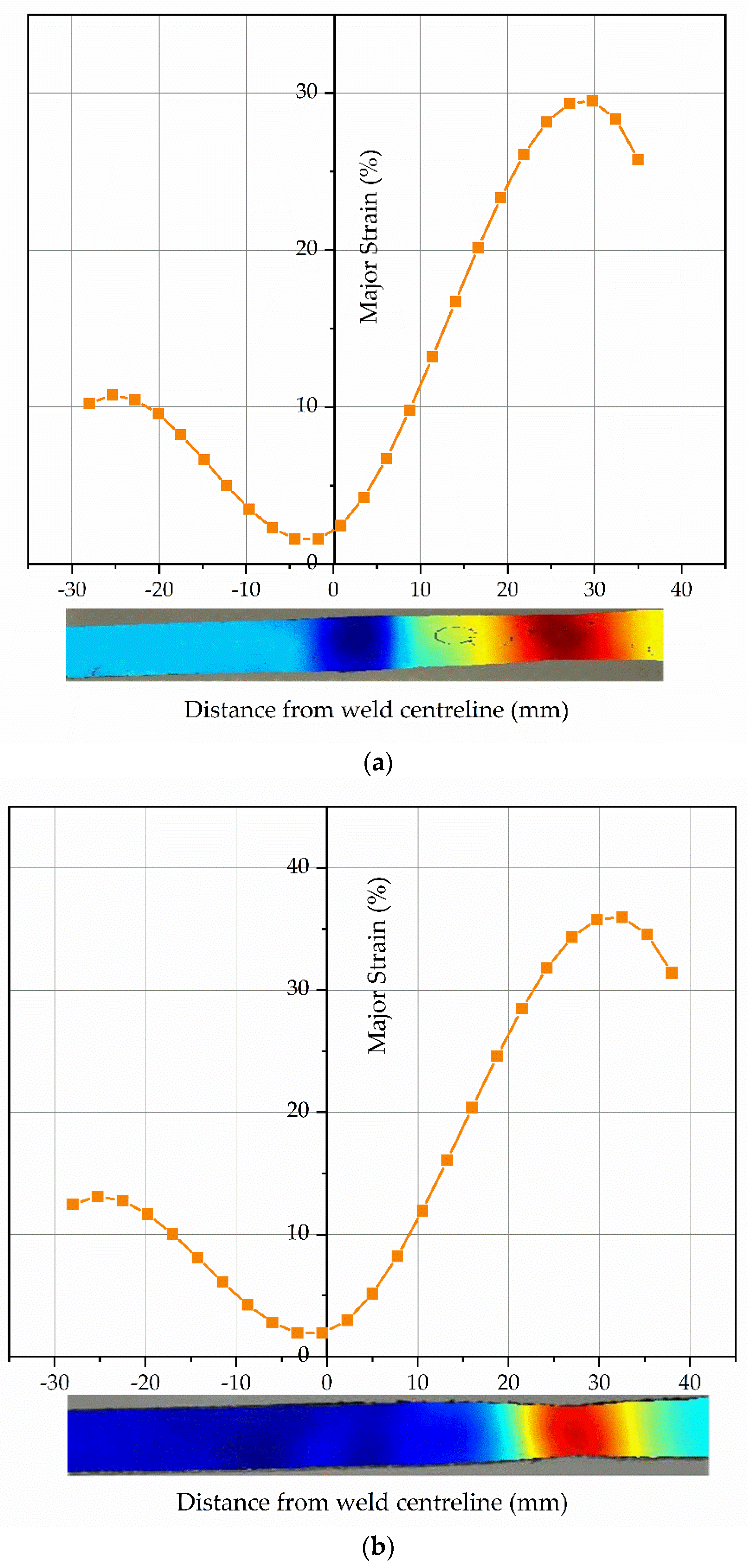
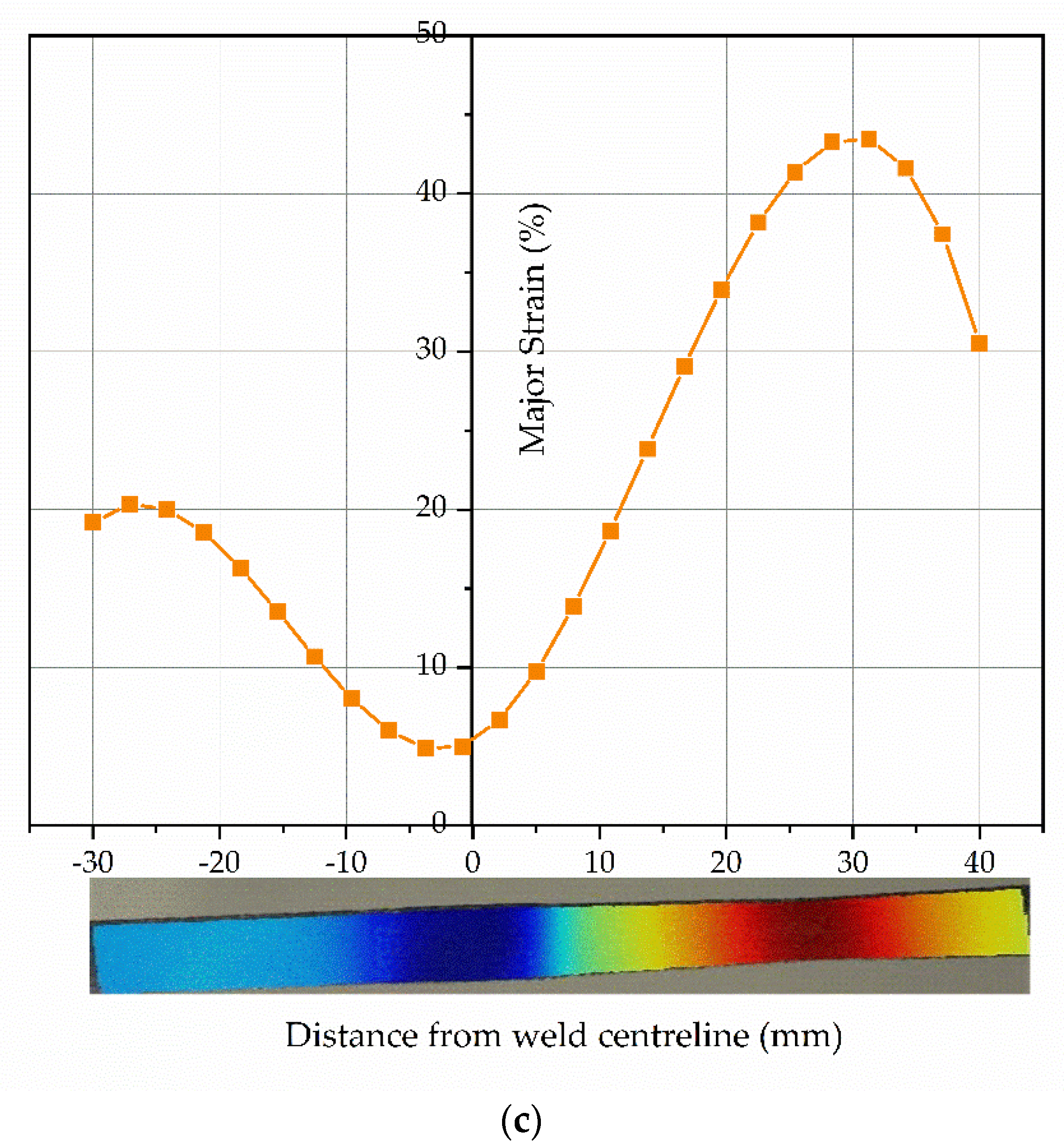
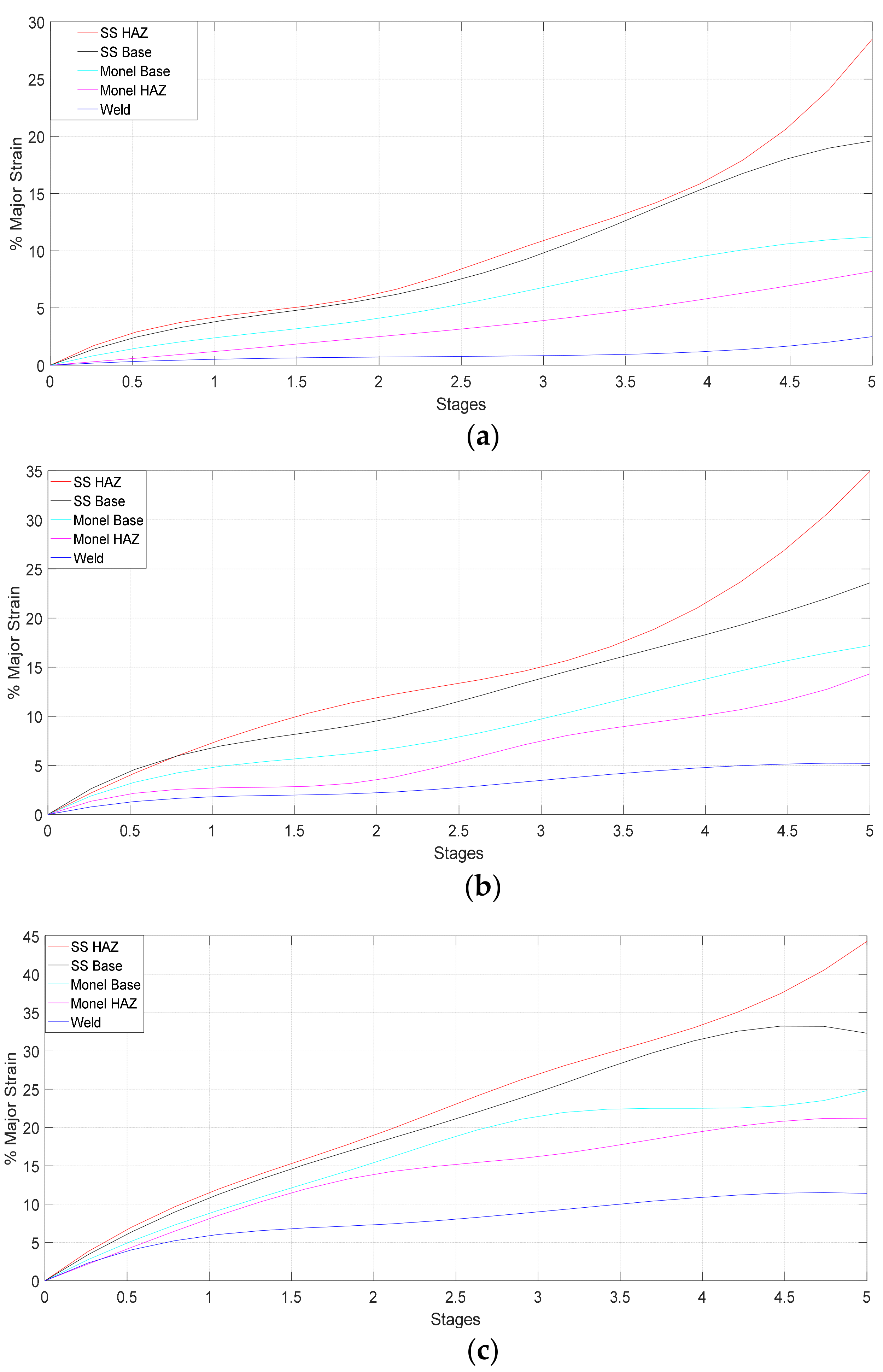
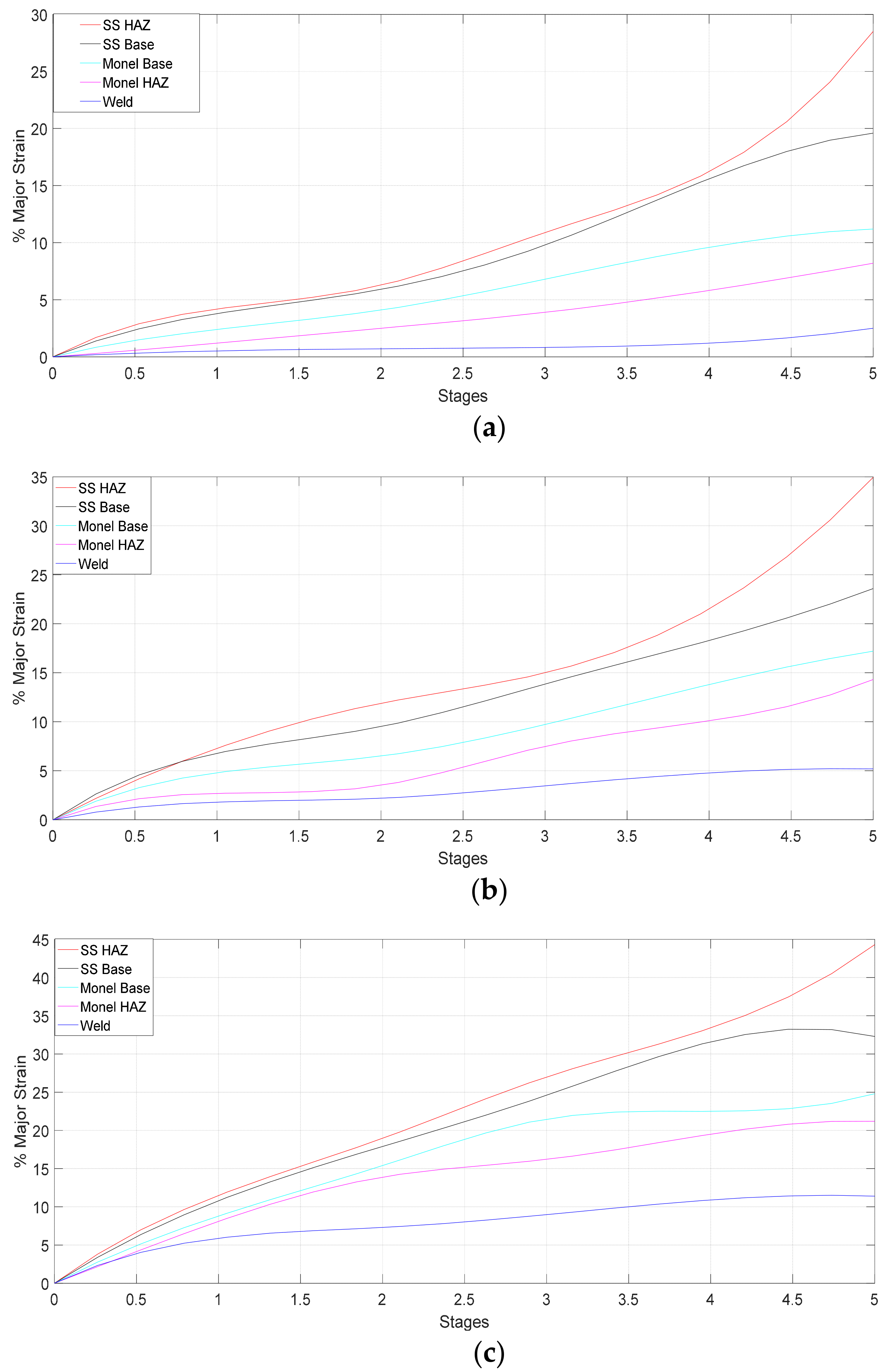
6.2.3. DIC Results and Discussion
6.3. SEM for Tensile Specimens
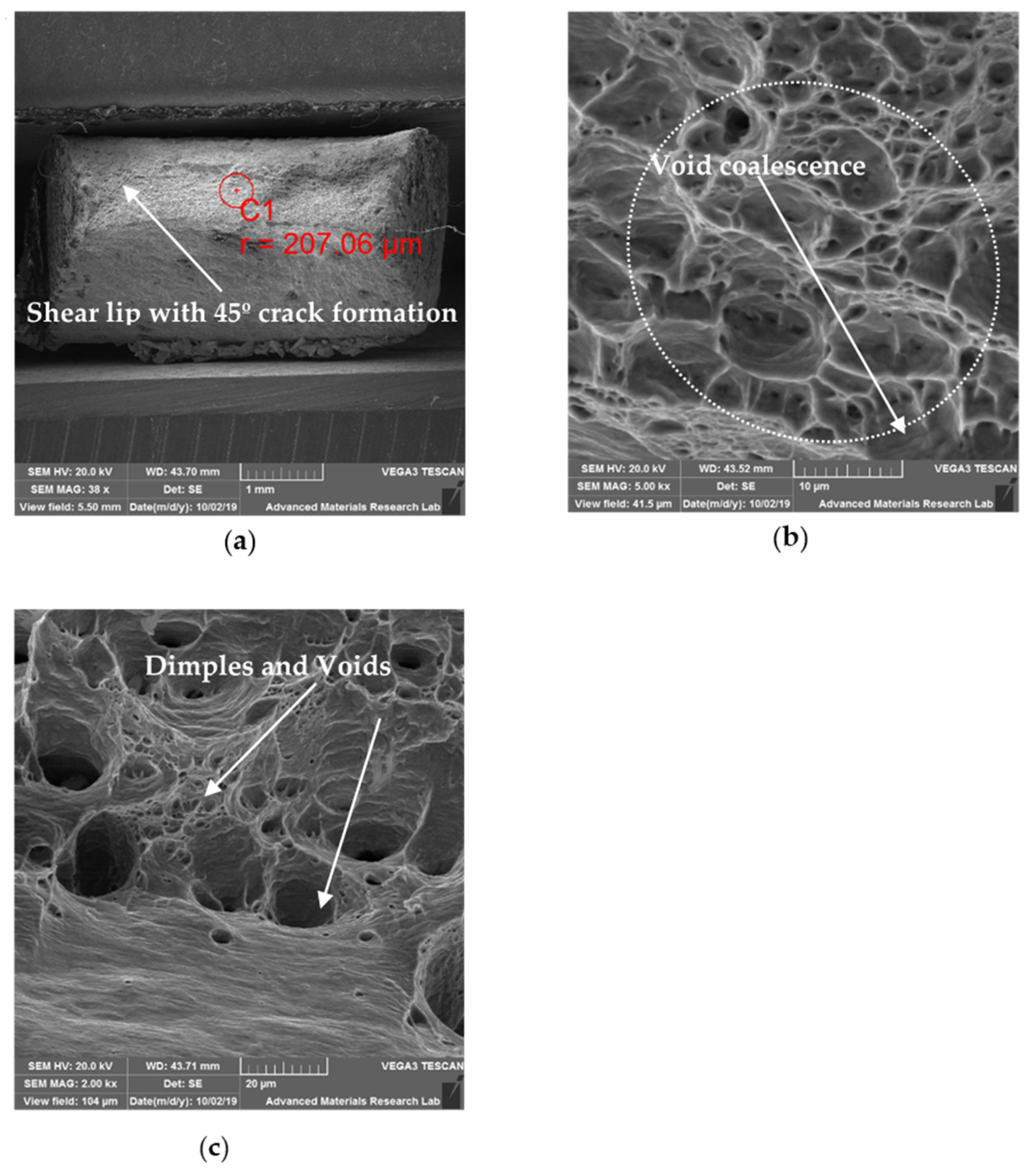
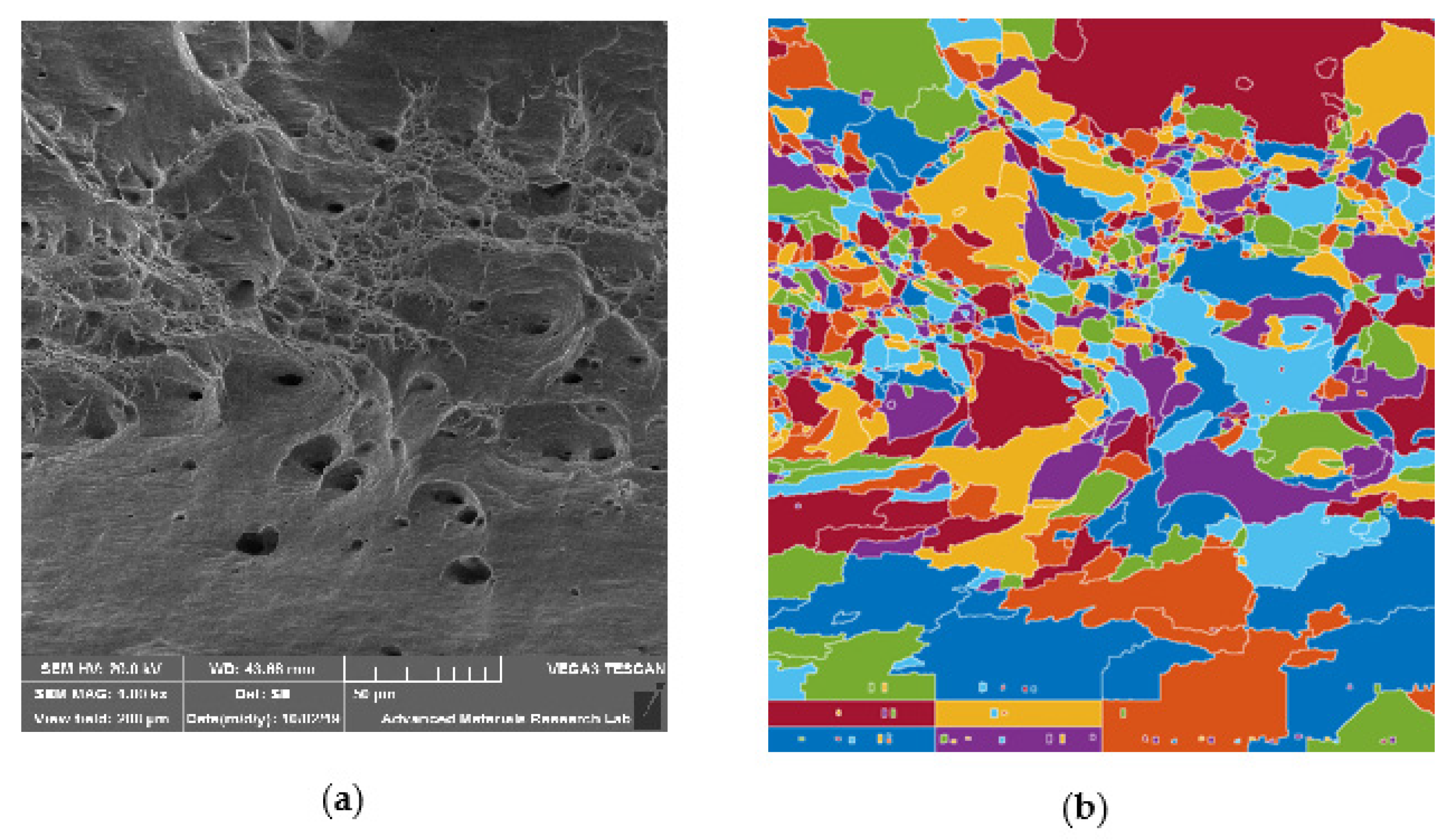
6.3.1. SEM Observation of UT Specimen
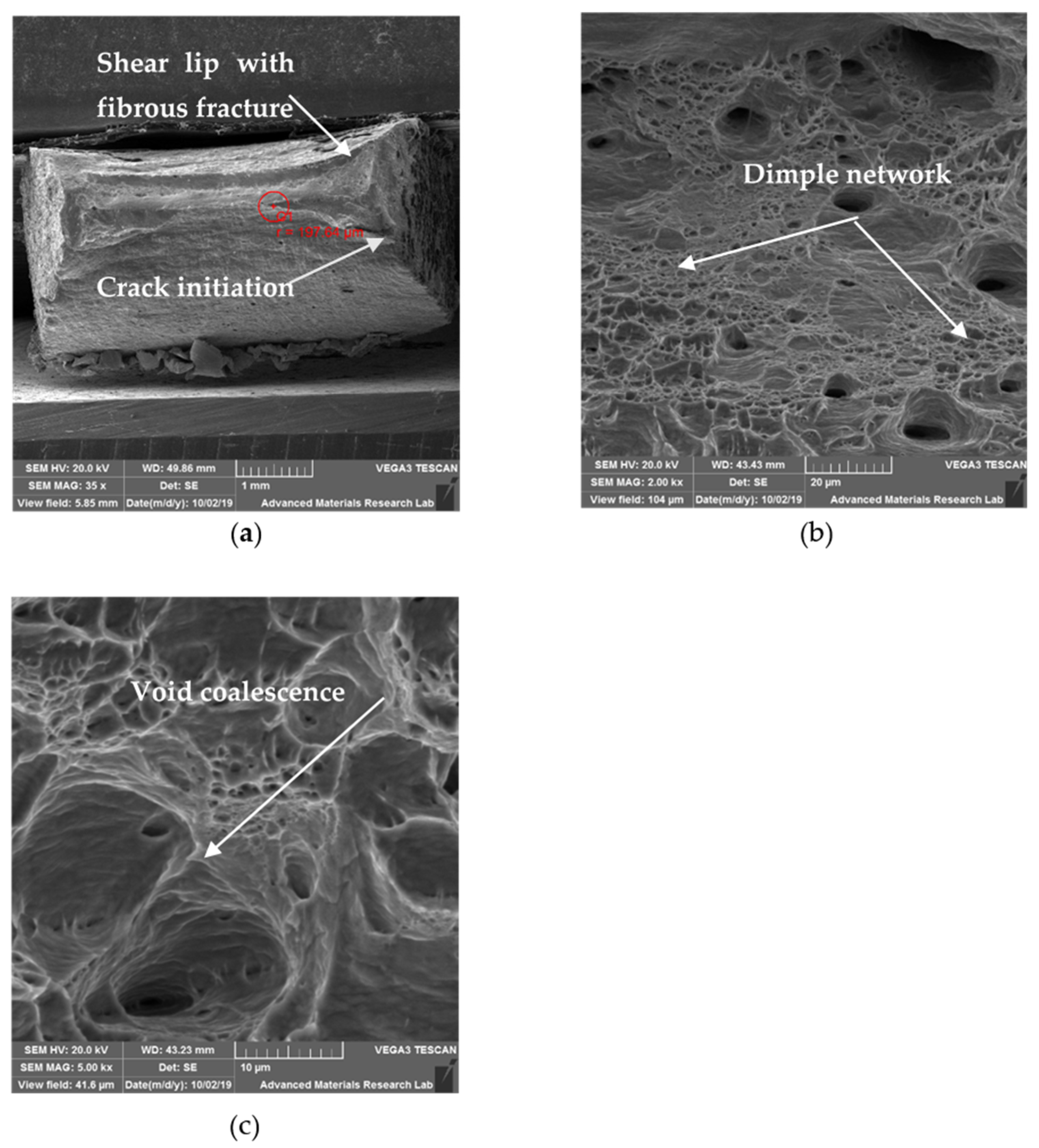
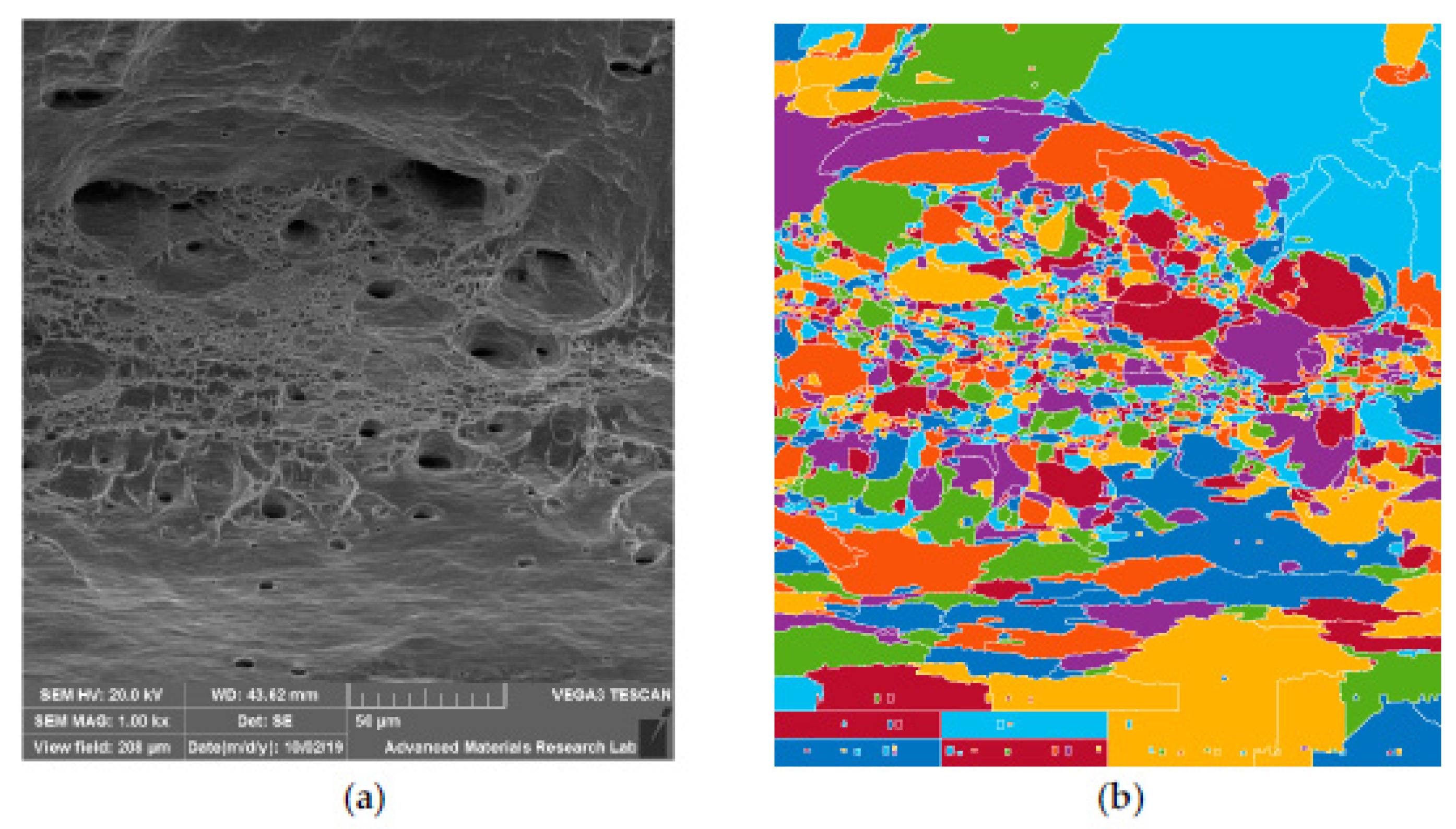
6.3.2. SEM Observation of HT Specimen
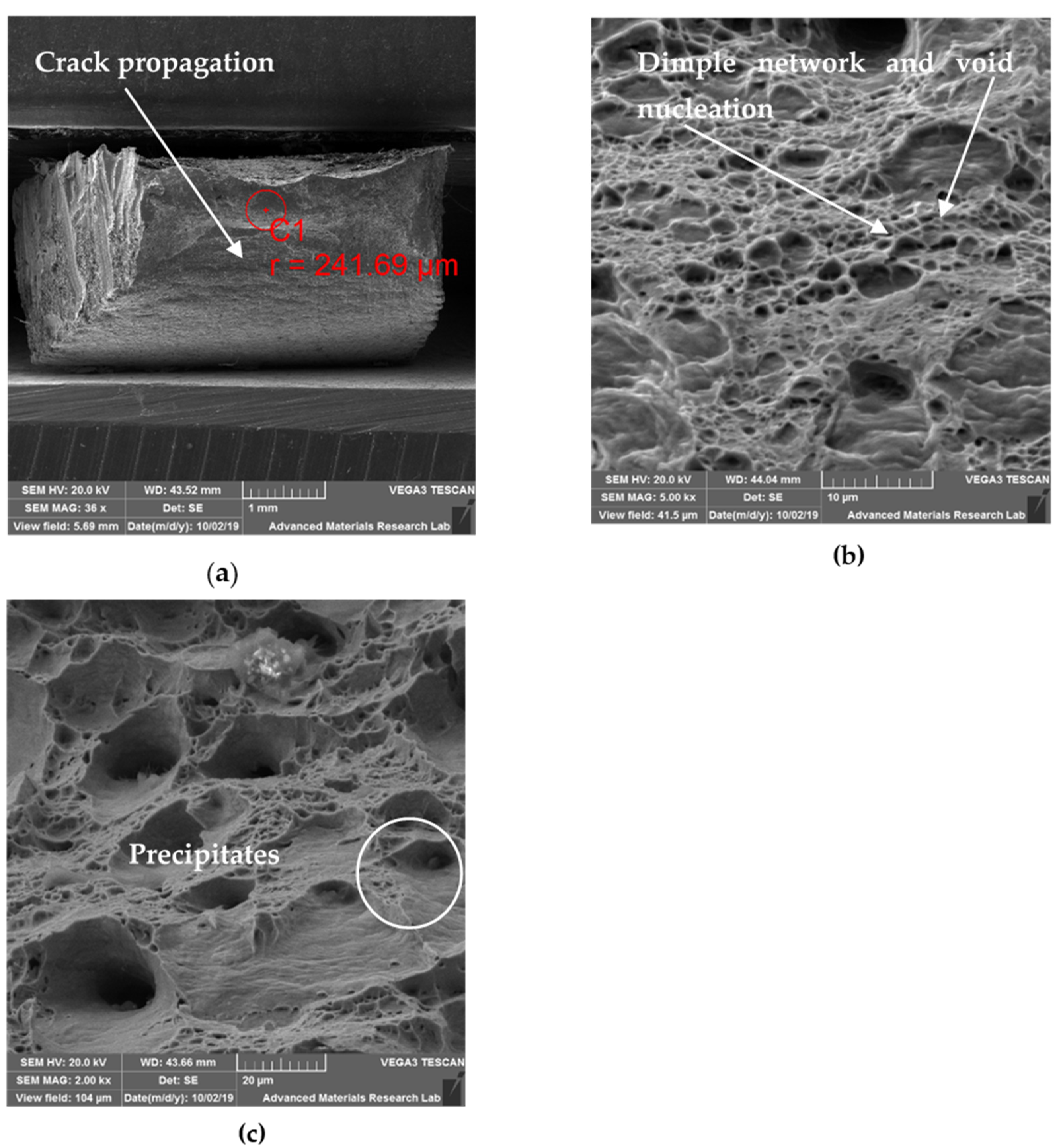
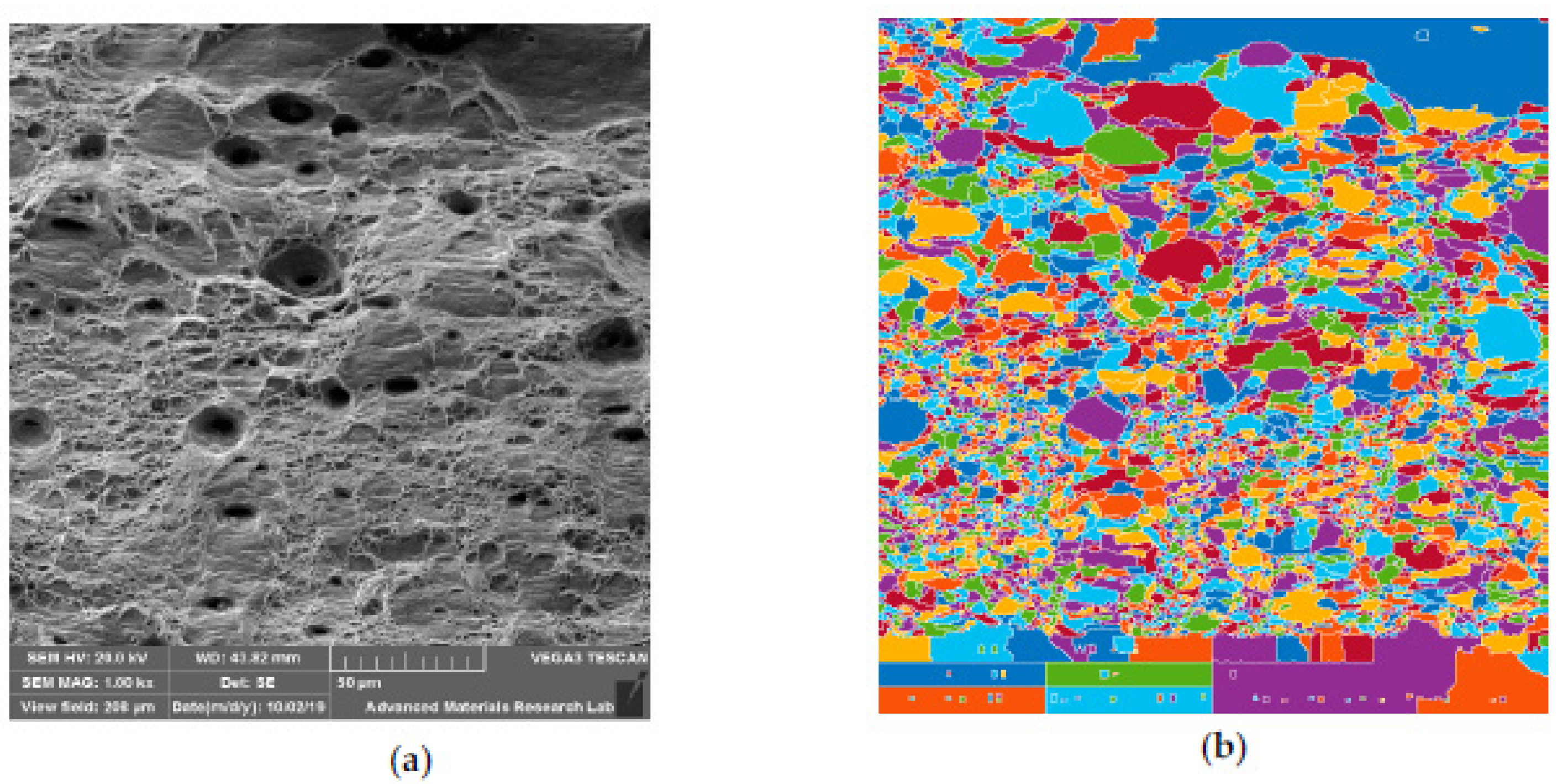
6.3.3. SEM Observation of CT Specimen
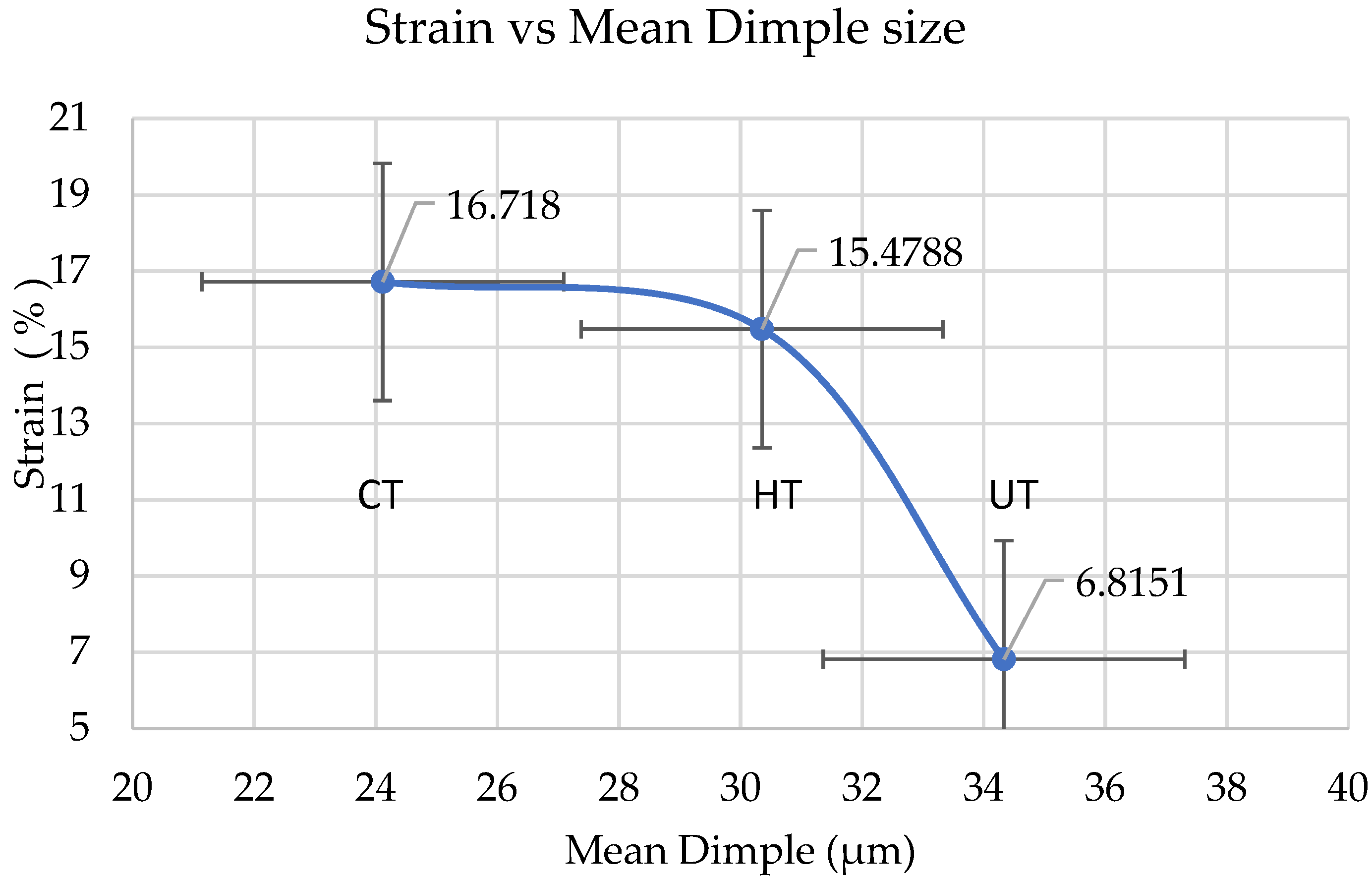
6.4. Dimple Size Analysis Using Image Processing
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature and Abbreviation
| σi | true stress |
| εi | true strain |
| A0 | initial cross-sectional area |
| Ai | instantaneous cross-sectional area |
| Pi | instantaneous tensile load |
| AISI | American Iron and Steel Institute |
| ASTM | American Society for Testing and Materials |
| CCD | charge coupled device |
| CT | Heat treated followed by cryogenic treated specimen |
| DCT | deep cryogenic treatment |
| GTAW | gas tungsten arc welding |
| DIC | Digital Image Correlation |
| HAZ | heat affected zone |
| BM | Base metal |
| HT | heat treated specimen |
| UT | Untreated specimen |
References
- Saini, M.; Arora, N.; Pandey, C.; Mehdi, H. Mechanical properties of bimetallic weld joint between SA 516 GRADE 65 carbon steel and SS 304 L for steam generator application. Int. J. Res. Eng. Technol. 2014, 3, 39–42. [Google Scholar]
- Chaudhari, P.; More, N. Effect of Welding Process Parameters On Tensile Strength. IOSR J. Eng. 2014, 4, 1–5. [Google Scholar] [CrossRef]
- Mohammed, G.; Ishak, M.; Aqida, S.; Abdulhadi, H. Effects of Heat Input on Microstructure, Corrosion and Mechanical Characteristics of Welded Austenitic and Duplex Stainless Steels: A Review. Metals 2017, 7, 39. [Google Scholar] [CrossRef] [Green Version]
- Gaffar, M.; Shankar, M.; Kumar, P.; Satyanarayana, V. Experimental Investigation on Welded Joints of Dissimilar Steels. Int. J. Curr. Eng. Technol. 2017, 7, 1–8. [Google Scholar]
- Perez, M.; Rodriguez, C.; Belzunce, F. The Use of Cryogenic Thermal Treatments to Increase the Fracture Toughness of a Hot Work Tool Steel Used to Make Forging Dies. Procedia Mater. Sci. 2014, 3, 604–609. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, O.; Elshazly, E. Tensile and Fracture Properties of Circumferentially Notched Tensile Specimens of Stainless Steel Weldments. Arab J. Nucl. Sci. Appl. 2015, 47, 154–163. [Google Scholar]
- Nasir, N. The Effect of Heat Treatment on the Mechanical Properties of Stainless Steel Type 304. Int. J. Sci. Eng. Res. 2014, 3, 87–93. [Google Scholar]
- Singla, A.; Singh, J.; Kumar, P.; Kumar, A.; Sharma, V. Effect of cryogenic treatment on the wear resistance and microstructure of Ti-6Al-4V. Indian J. Eng. Mater. Sci. 2018, 25, 243–249. [Google Scholar]
- Vengatesh, M.; Srivignesh, R.; Balaji, T.P.; Karthik, N. Review on Cryogenic Treatment of Steels. Int. Res. J. Eng. Technol. 2016, 3, 417–422. [Google Scholar]
- Sun, P.; Zhu, Z.; Su, C.; Lu, L.; Zhou, C.; He, X. Experimental characterisation of mechanical behaviour for a TA2 welded joint using digital image correlation. Opt. Lasers Eng. 2019, 115, 161–171. [Google Scholar] [CrossRef]
- Mani, C.; Balasubramani, S.; Karthikeyan, R. Finite element simulation on effect of bevel angle and filler material on tensile strength of 316L stainless steel/Monel 400 dissimilar metal welded joints. Mater. Today Proc. 2019, 28, 1048–1053. [Google Scholar] [CrossRef]
- Prieto, G.; Ipina, J.; Tuckart, W. Cryogenic treatments on AISI 420 stainless steel: Microstructure and mechanical properties. Mater. Sci. Eng. A 2014, 605, 236–243. [Google Scholar] [CrossRef]
- Zhu, Y.; Yin, Z.; Zhou, Y.; Lei, Q.; Fang, W. Effects of cryogenic treatment on mechanical properties and microstructure of Fe-Cr-Mo-Ni-C-Co alloy. J. Cent. South Univ. Technol. 2008, 15, 454–458. [Google Scholar] [CrossRef]
- Wasnik, D. Precipitation stages in a 316L austenitic stainless steel. Scr. Mater. 2003, 49, 135–141. [Google Scholar] [CrossRef]
- ASTM E8–Standard Test Methods for Tension Testing of Metallic Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 2013.
- Boumerzoug, Z.; Derfouf, C.; Baudin, T. Effect of Welding on Microstructure and Mechanical Properties of an Industrial Low Carbon Steel. Engineering 2010, 2, 502–506. [Google Scholar] [CrossRef]
- Nauman, M.; Mohideen, S.; Kaleem, N. Material Characterization of 316L Stainless Steel After Being Subjected To Cryogenic Treatment. Int. J. Mech. Ind. Eng. 2012, 2, 44–48. [Google Scholar]
- Blaber, J.; Adair, B.; Antoniou, A. Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Exp. Mech. 2015, 55, 1105–1122. [Google Scholar] [CrossRef]
- Pan, B.; Dafang, W.; Yong, X. Incremental calculation for large deformation measurement using reliability-guided digital image correlation. Opt. Lasers Eng. 2012, 50, 586–592. [Google Scholar] [CrossRef]
- Kulkarni, A.; Dwivedi, D.; Vasudevan, M. Microstructure and mechanical properties of A-TIG welded AISI 316L SS-Alloy 800 dissimilar metal joint. Mater. Sci. Eng. A 2020, 790, 139685. [Google Scholar] [CrossRef]
- Buddu, R.; Chauhan, N.; Raole, P. Mechanical properties and microstructural investigations of TIG welded 40 mm and 60 mm thick SS 316L samples for fusion reactor vacuum vessel applications. Fusion Eng. Des. 2014, 89, 3149–3158. [Google Scholar] [CrossRef]
- Beachem, C. Microscopic Fracture Processes. In Fracture, An Advanced Treatise, Microscopic and Macroscopic Fundamentals; Liebowitz, H., Ed.; Academic Press: New York, NY, USA, 1968. [Google Scholar]
- Ramkumar, K.; Singh, A.; Raghuvanshi, S.; Bajpai, A.; Solanki, T.; Arivarasu, M.; Arivazhagan, N.; Narayanan, S. Metallurgical and mechanical characterization of dissimilar welds of austenitic stainless steel and super-duplex stainless steel—A comparative study. J. Manuf. Process. 2015, 19, 212–232. [Google Scholar] [CrossRef]
- Li, P.; Gong, Y.; Liang, C.; Yang, Y.; Cai, M. Effect of post-heat treatment on residual stress and tensile strength of hybrid additive and subtractive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 2579–2592. [Google Scholar] [CrossRef]
- Singh, T.; Singla, A.; Singh, J.; Singh, K.; Gupta, M.; Ji, H.; Song, Q.; Liu, Z.; Pruncu, C. Abrasive Wear Behavior of Cryogenically Treated Boron Steel (30MnCrB4) Used for Rotavato Blades. Materials 2020, 13, 436. [Google Scholar] [CrossRef] [Green Version]
- Malhotra, D.; Shahi, A. Metallurgical, Fatigue and Pitting Corrosion Behavior of AISI 316 Joints Welded with Nb-Based Stabilized Steel Filler. Metall. Mater. Trans. A 2020, 51, 1647–1664. [Google Scholar] [CrossRef]
- Bidulsky, R.; Bidulska, J.; Gobber, F.; Kvackaj, T.; Petrousek, P.; Actis-Grande, M.; Weiss, K.; Manfredi, D. Case Study of the Tensile Fracture Investigation of Additive Manufactured Austenitic Stainless Steels Treated at Cryogenic Conditions. Materials 2020, 13, 3328. [Google Scholar] [CrossRef] [PubMed]
- Khalifeh, A. Stress Corrosion Cracking Damages. In Failure Analysis; Huang, Z., Hemeda, S., Eds.; IntechOpen: London, UK, 2019. [Google Scholar]
- Lynch, S.; Moutsos, S. A brief history of fractography. J. Fail. Anal. Prev. 2006, 6, 54–69. [Google Scholar] [CrossRef]
- Konovalenko, I.; Maruschak, P.; Brezinova, J.; Brezina, J. Morphological Characteristics of Dimples of Ductile Fracture of VT23M Titanium Alloy and Identification of Dimples on Fractograms of Different Scale. Materials 2019, 12, 2051. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Das, A.; Tarafder, S. Geometry of dimples and its correlation with mechanical properties in austenitic stainless steel. Scr. Mater. 2008, 59, 1014–1017. [Google Scholar] [CrossRef]
- Erdogan, M.; Tekeli, S. The effect of martensite particle size on tensile fracture of surface-carburised AISI 8620 steel with dual phase core microstructure. Mater. Des. 2002, 23, 597–604. [Google Scholar] [CrossRef]
- Poruks, P.; Yakubtsov, I.; Boyd, J. Martensite-ferrite interface strength in a low-carbon bainitic steel. Scr. Mater. 2006, 54, 41–45. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % Wt | C | Cr | Fe | Mn | P | S | Si | Mo | Cu | Co | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SS 316L | 0.03 | 17 | 65.64 | 2 | 0.045 | 0.03 | 0.75 | 2.5 | 0 | - | 12 | |
| Monel 400 | 0.3 | - | 2.5 | 2 | - | 0.024 | 0.5 | - | 31.6 | - | 63 | |
| ENiCr Fe-5 | 0.04 | 16 | 6–10 | 1.0 | 0.03 | 0.015 | 0.35 | - | 0.5 | 0.1 | 70 | |
| Properties | Monel 400 | SS 316L | AWS*- ERNiCrFe-5 |
|---|---|---|---|
| Modulus of Elasticity | 179 GPa | 193 GPa | 190 GPa |
| Tensile Strength (Annealed) | 550 MPa | 515 MPa | 630 MPa |
| Yield Strength (Annealed) | 240 MPa | 205 MPa | - |
| Elongation | 48% | 60% (in 50 mm) | 34% |
| Parameter | Value of the Parameter |
|---|---|
| Filler wire | ENiCrFe-5 |
| Current, Amps | 120 |
| Gas flow rate, LPM | 16 |
| Welding speed, mm/s | 3.5 |
| Heat input, KJ/mm | 0.4114 |
| Groove angle | V-type −60° |
| Bevel angle | 30° |
| Plate thickness, mm | 3 |
| Root face thickness, mm | 1 |
| Root opening, mm | 2 |
| Polarity | DCEN |
| Backing gas (Argon), lpm | 5 to 7 |
| Tungsten size and type | 1/8”, 2% throated tungsten |
| Specimens | Yield Strength (MPa) | Ultimate Strain (%) | Ultimate Tensile Strength (MPa) |
|---|---|---|---|
| UT | 186.06 | 24.81 | 548.06 |
| HT | 238.87 | 29.65 | 574.26 |
| CT | 263.43 | 34.37 | 659.11 |
| Local Strain (%) | |||||
|---|---|---|---|---|---|
| Stage | Monel 400 Base | Monel HAZ | Weld | SS 316L HAZ | SS 316L Base |
| 1 | 8.8 | 8.1 | 5.9 | 11.5 | 10.8 |
| 2 | 15.4 | 13.9 | 7.3 | 18.96 | 17.9 |
| 3 | 21.5 | 16.2 | 8.98 | 26.99 | 24.6 |
| 4 | 22.5 | 19.5 | 10.9 | 34.4 | 31.6 |
| 5 | 24.8 | 21.2 | 11.4 | 44.31 | 32.3 |
| Specimen | Min, µm | Max, µm | Mean, µm | Count | Density, µm2 | Circularity |
|---|---|---|---|---|---|---|
| UT | 1.6546 | 185.980 | 16.718 | 200 | 0.010087 | 0.641 |
| CT | 0.1653 | 41.042 | 6.8151 | 865 | 0.035161 | 0.683 |
| HT | 0.3283 | 70.918 | 15.4788 | 572 | 0.019383 | 0.739 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mani, C.; Balasubramani, S.; Karthikeyan, R.; Kannan, S. Digital Image Correlation of Tensile Properties for Monel 400/SS 316L Dissimilar Metal Welding Joints. Materials 2021, 14, 1560. https://doi.org/10.3390/ma14061560
Mani C, Balasubramani S, Karthikeyan R, Kannan S. Digital Image Correlation of Tensile Properties for Monel 400/SS 316L Dissimilar Metal Welding Joints. Materials. 2021; 14(6):1560. https://doi.org/10.3390/ma14061560
Chicago/Turabian StyleMani, Cherish, Sozharajan Balasubramani, Ramanujam Karthikeyan, and Sathish Kannan. 2021. "Digital Image Correlation of Tensile Properties for Monel 400/SS 316L Dissimilar Metal Welding Joints" Materials 14, no. 6: 1560. https://doi.org/10.3390/ma14061560
APA StyleMani, C., Balasubramani, S., Karthikeyan, R., & Kannan, S. (2021). Digital Image Correlation of Tensile Properties for Monel 400/SS 316L Dissimilar Metal Welding Joints. Materials, 14(6), 1560. https://doi.org/10.3390/ma14061560