
A Pocket-Textured Surface for Improving the Tribological Properties of Point Contact under Starved Lubrication

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
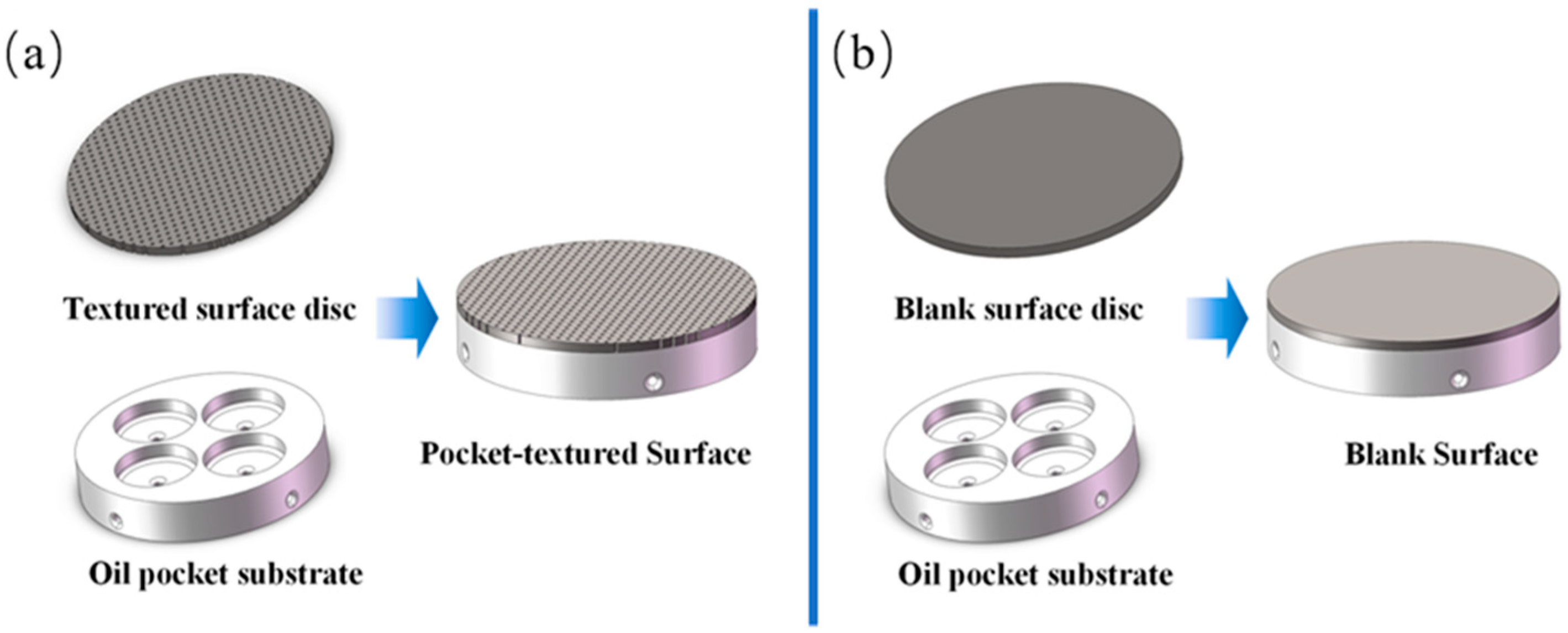
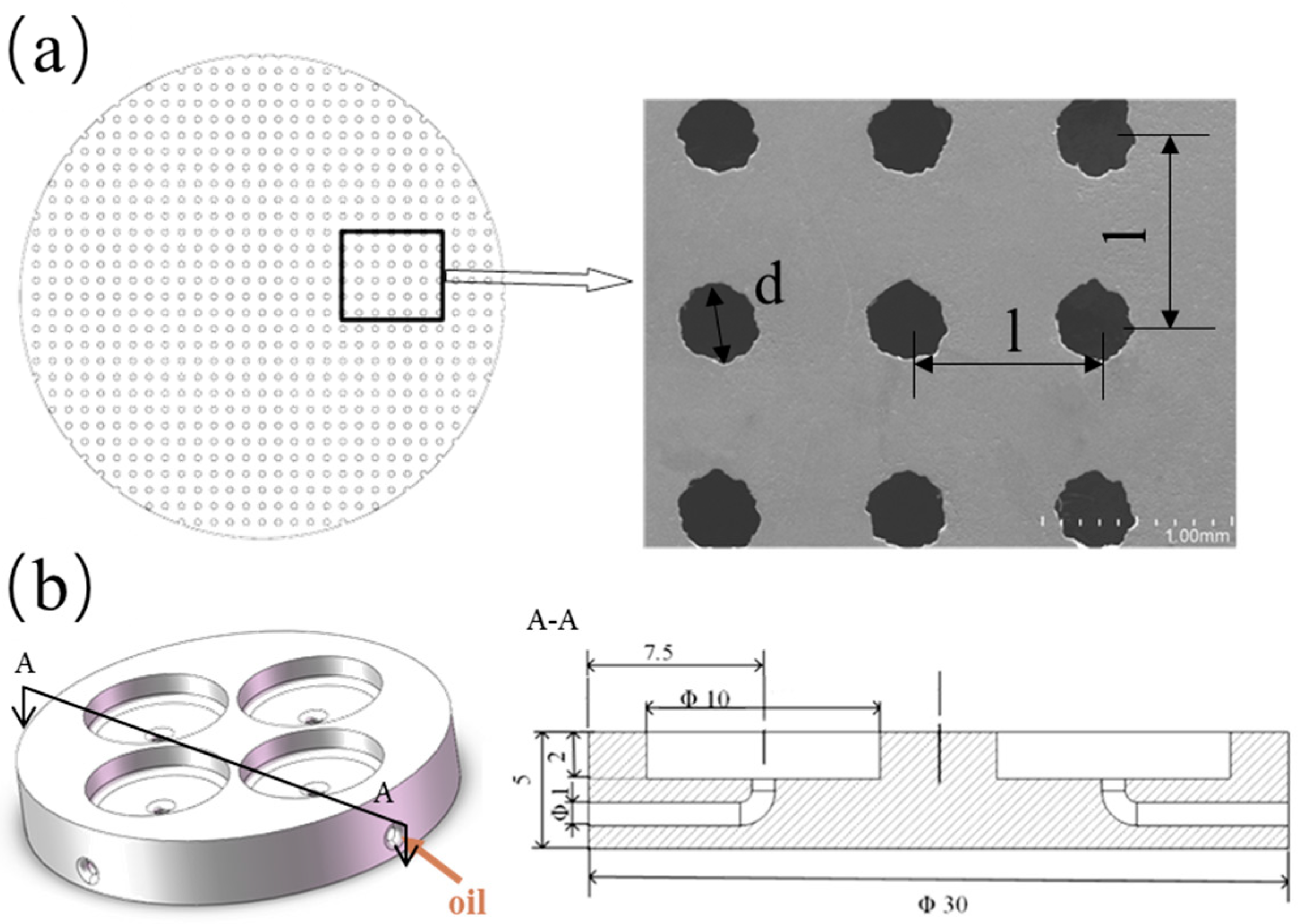
2.1. Materials Preparation
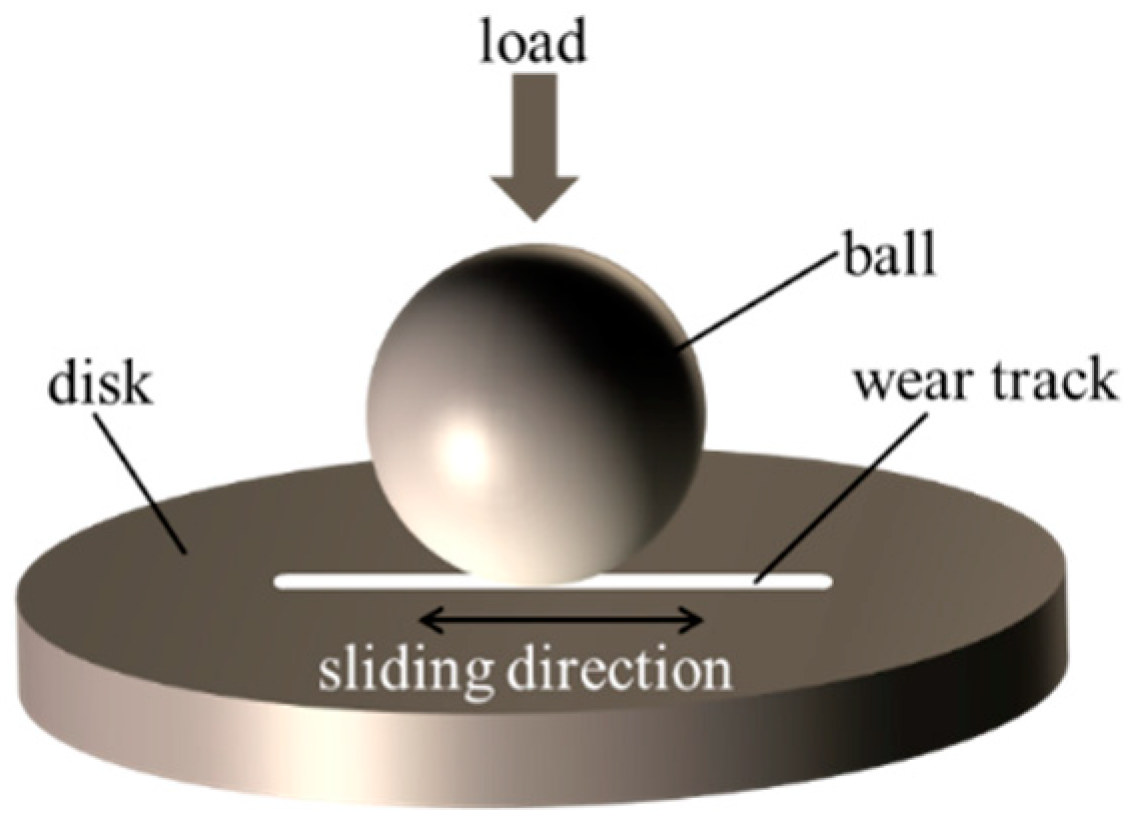
2.2. Friction Test
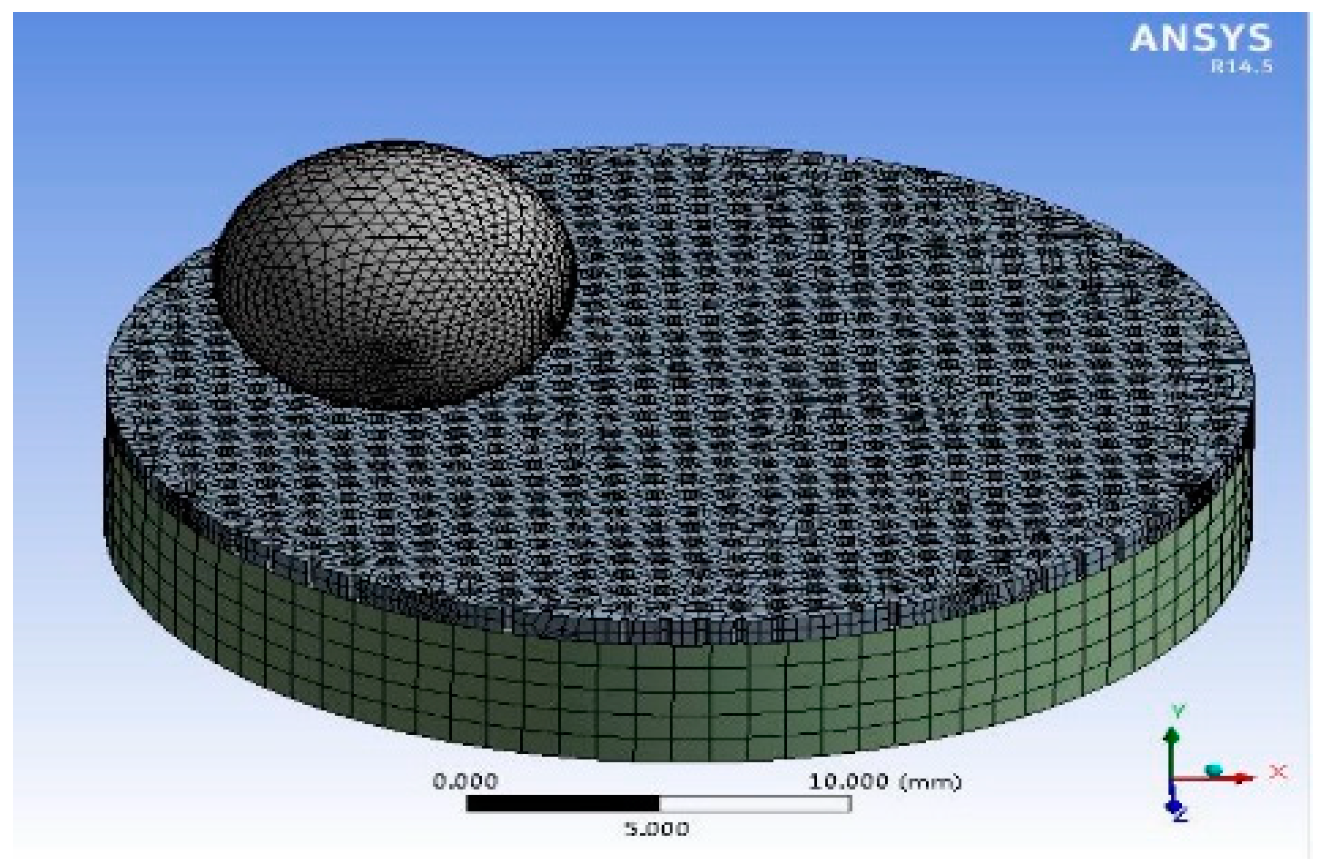
2.3. Ansys Simulation Preparation
3. Results
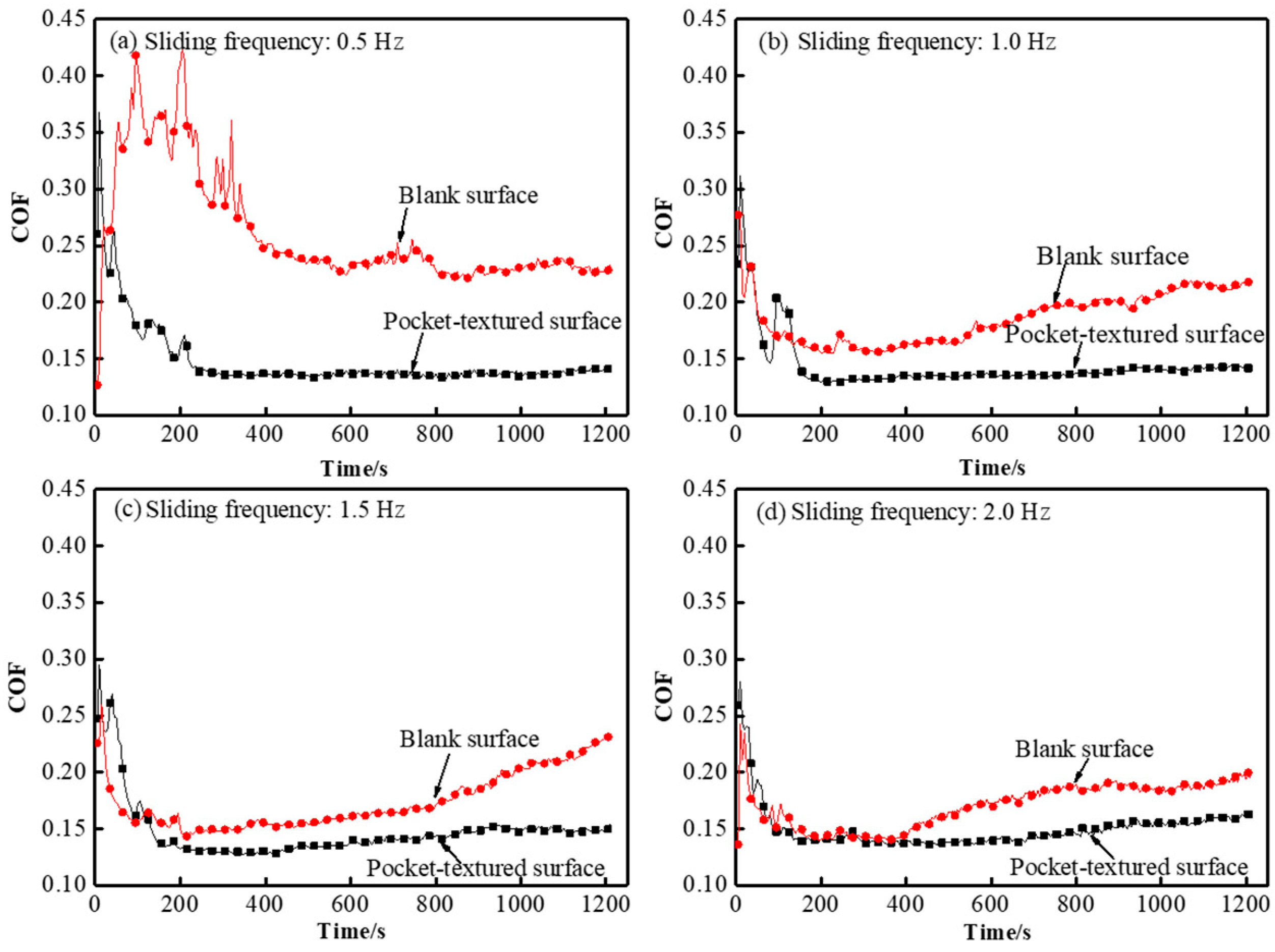
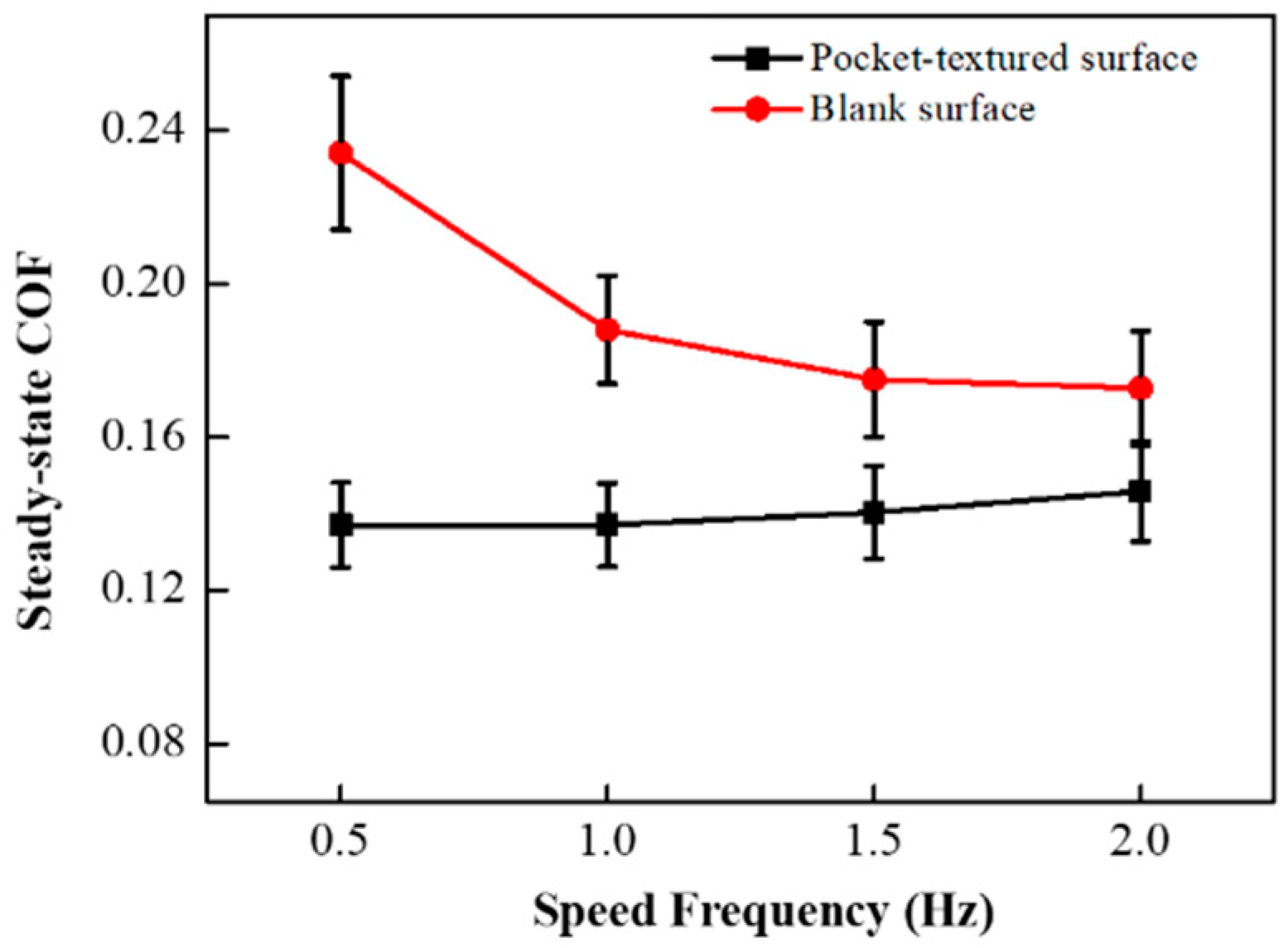
3.1. Tribological Properties of under Different Sliding Speeds
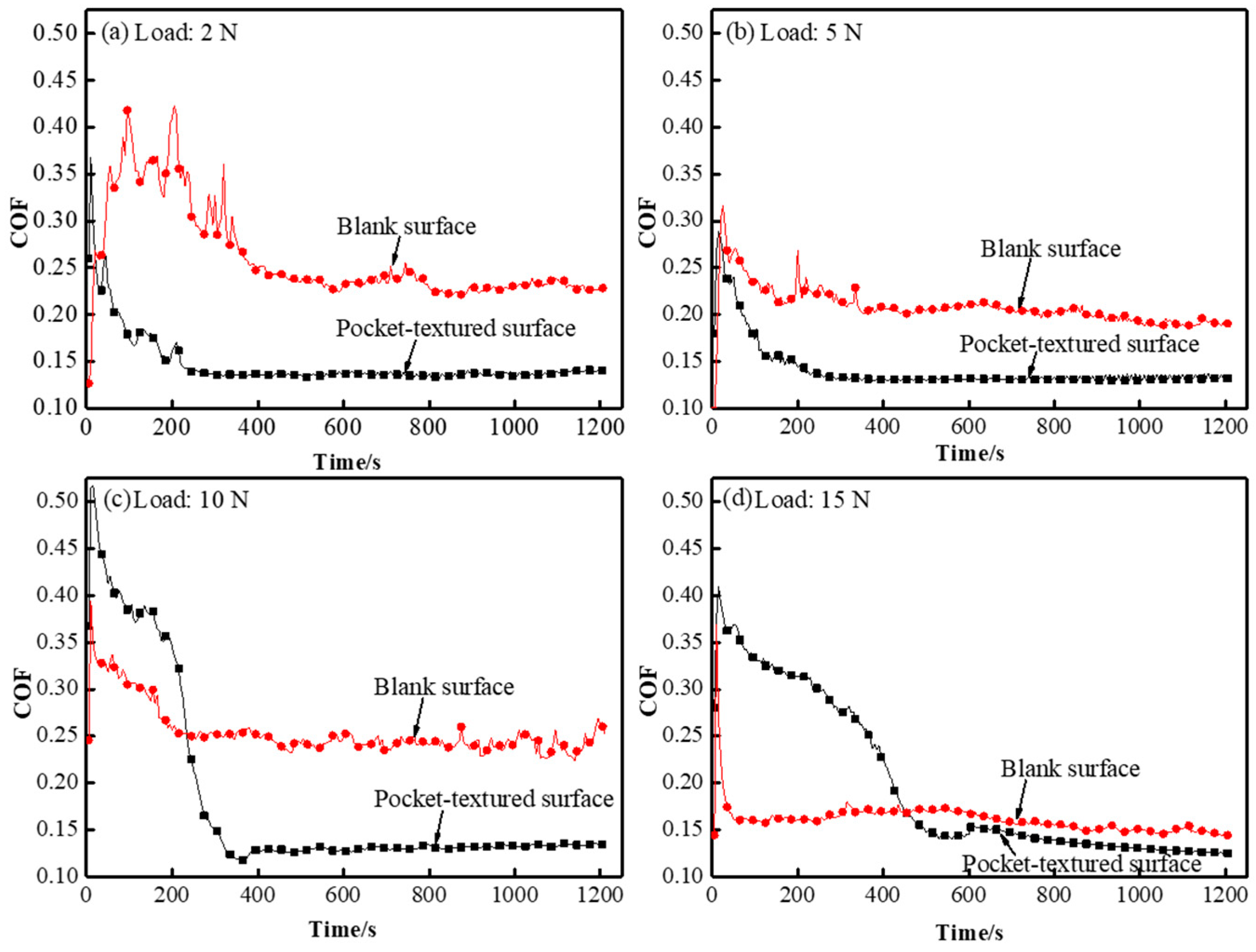
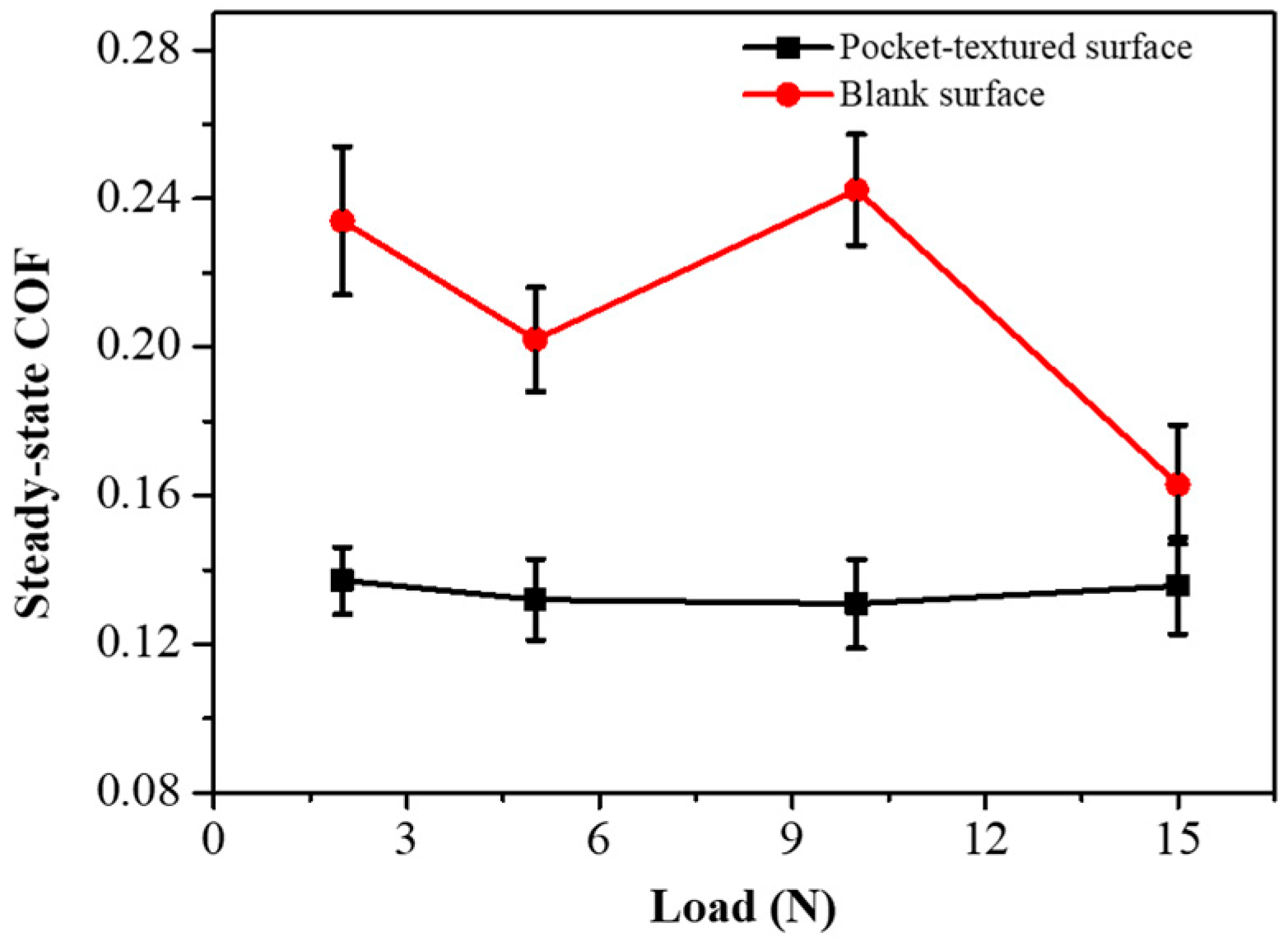
3.2. Tribological Properties under Different Loads
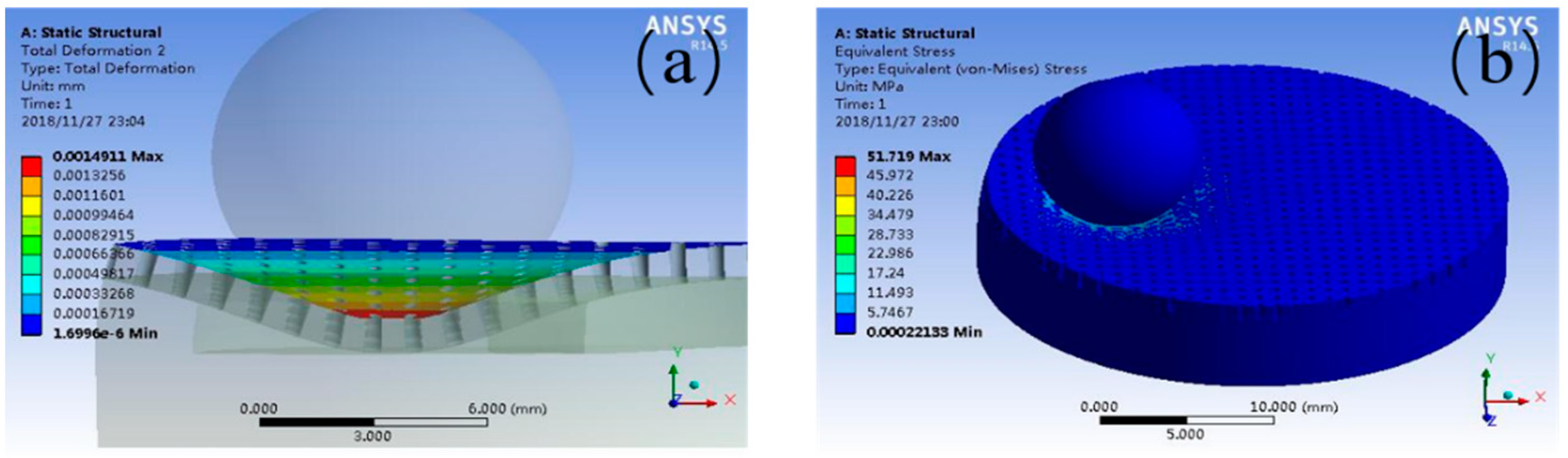
3.3. Ansys Simulation
4. Discussion
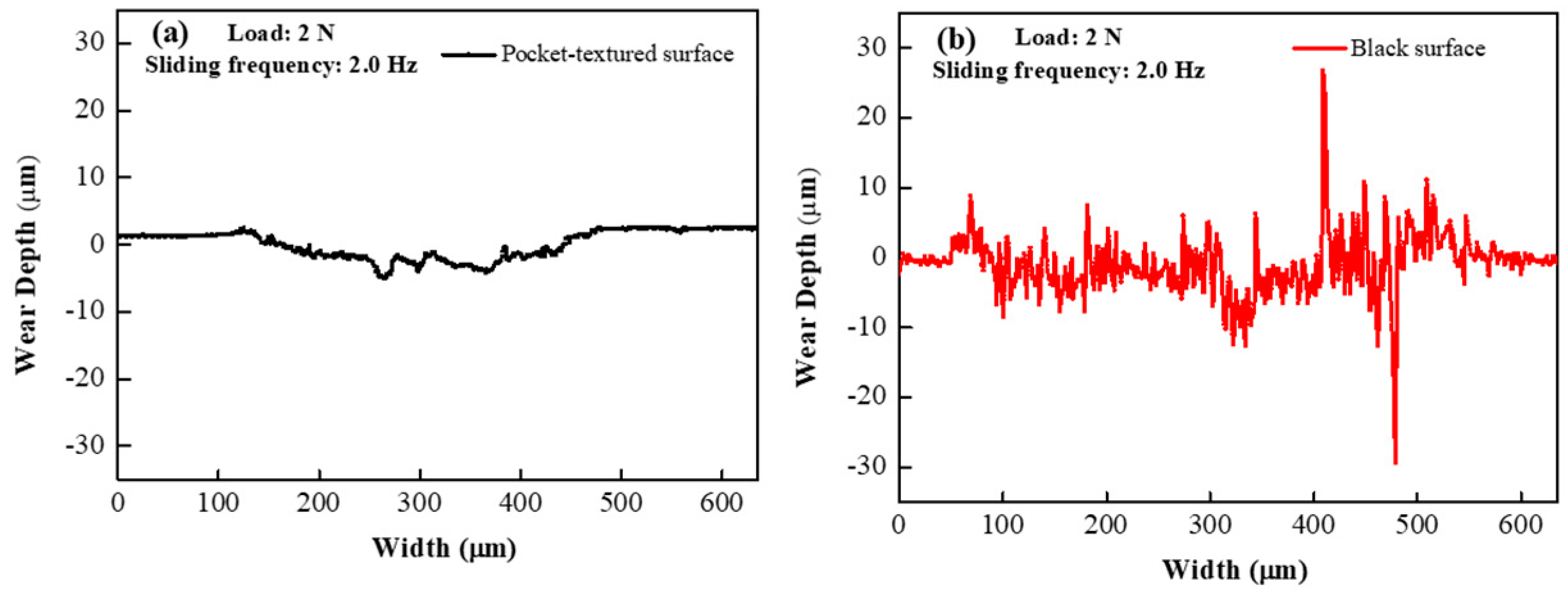
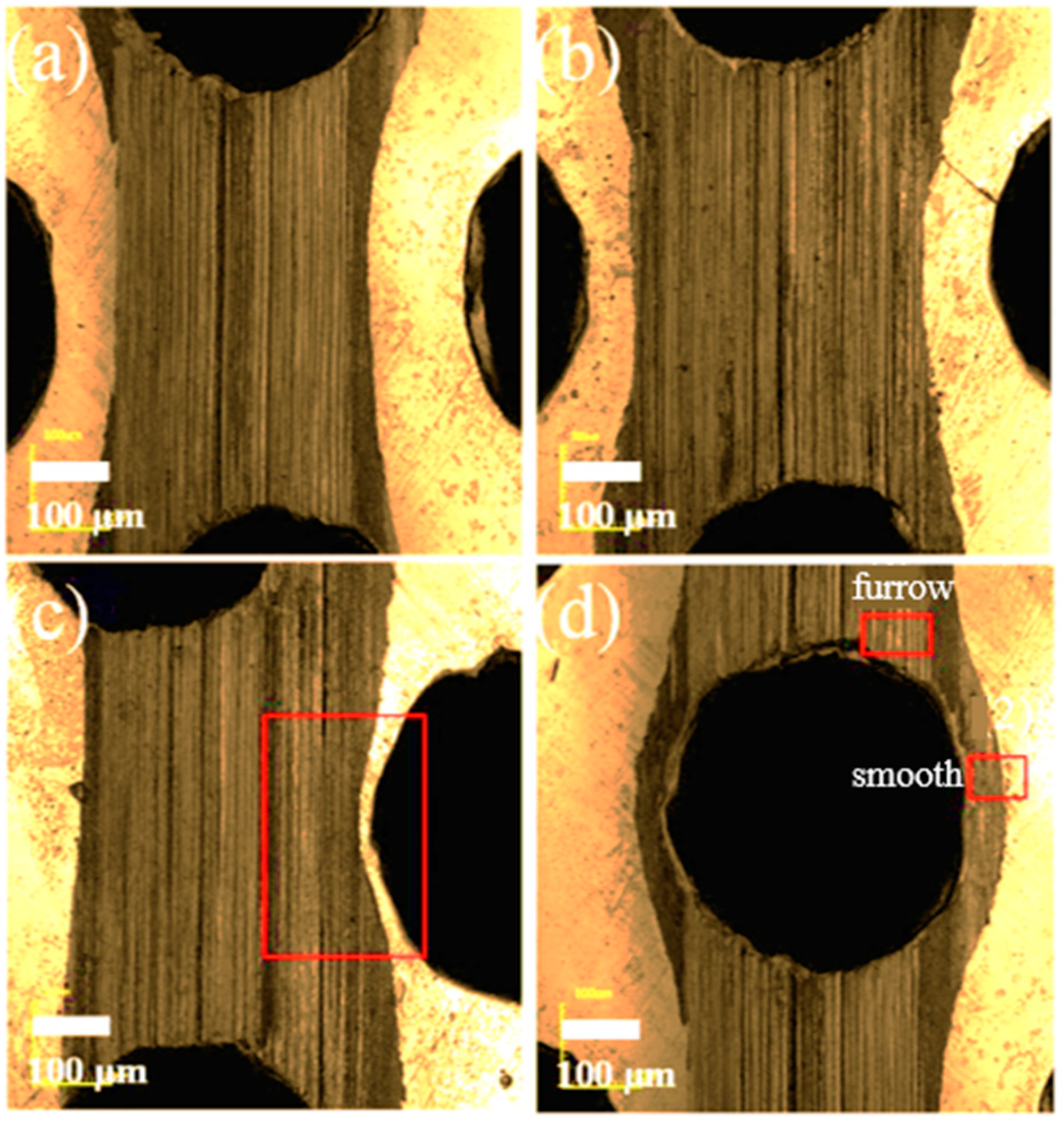
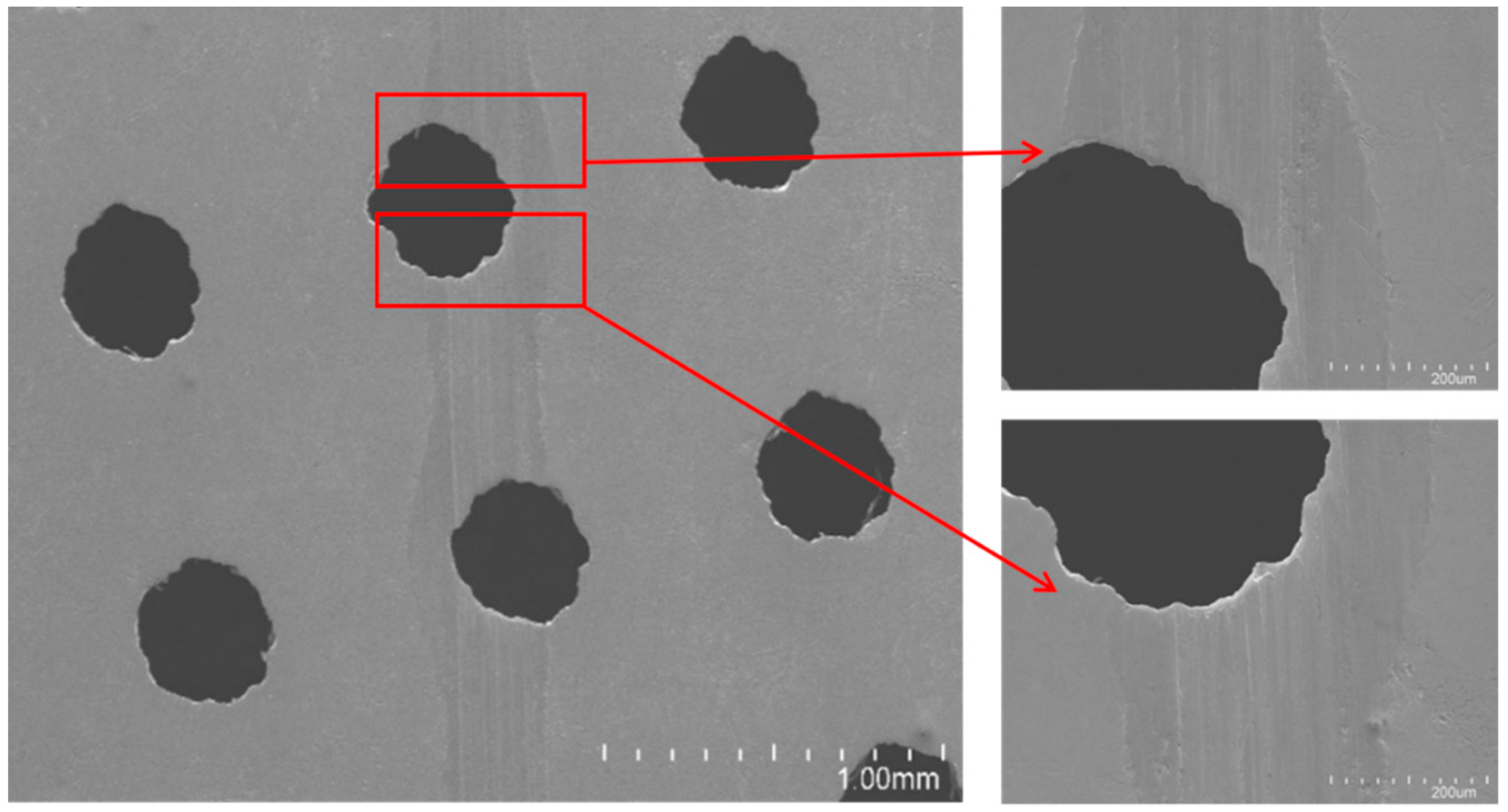
4.1. Wear Track Analysis
4.2. Discussion
5. Conclusions
- The designed pocket-textured surface has better tribological performance under low-load. Different textured surfaces incline to vary the upper-limit of such loads. This is mainly because higher loads tend to severely deform the asperities rapidly in textured surfaces;
- The designed pocket-textured surface pertains better tribological performance under slow sliding speed, which may provide a means to solve the run-in problem that happened at the start and the instant of the stop;
- The designed pocket-textured surface, without changing the surface hardness, has great equivalent stress reduction, while it results in smaller deformation compared to the regular surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wedeven, L.; Evans, D.; Cameron, A. Optical analysis of ball bearing starvation. J. Lubric. Technol. Trans. ASME 1971, 93, 349–363. [Google Scholar] [CrossRef] [Green Version]
- Ludema, K.C. A review of scuffing and running-in of lubricated surfaces, with asperities and oxides in perspective. Wear 1984, 100, 315–331. [Google Scholar] [CrossRef] [Green Version]
- Ma, M.-T.; Sherrington, I.; Smith, E.H. Implementation of an Algorithm to Model the Starved Lubrication of a Piston Ring in Distorted Bores: Prediction of Oil Flow and Onset of Gas Blow-By. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 1996, 210, 29–44. [Google Scholar] [CrossRef]
- Conradi, M.; Drnovšek, A.; Gregorčič, P. Wettability and friction control of a stainless steel surface by combining nanosecond laser texturing and adsorption of superhydrophobic nanosilica particles. Sci. Rep. 2018, 8, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ali, F.; Křupka, I.; Hartl, M. Enhancing the parameters of starved EHL point conjunctions by artificially induced replenishment. Tribol. Int. 2013, 66, 134–142. [Google Scholar] [CrossRef]
- Cyriac, F.; Lugt, P.M.; Bosman, R.; Venner, C.H. Impact of Water on EHL Film Thickness of Lubricating Greases in Rolling Point Contacts. Tribol. Lett. 2016, 61, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Faraon, I.C.; Schipper, D.J. Stribeck Curve for Starved Line Contacts. J. Tribol. 2006, 129, 181–187. [Google Scholar] [CrossRef]
- Damiens, B.; Venner, C.H.; Cann, P.M.E.; Lubrecht, A.A. Starved Lubrication of Elliptical EHD Contacts. J. Tribol. 2004, 126, 105–111. [Google Scholar] [CrossRef]
- van Zoelen, M.T.; Venner, C.H.; Lugt, P.M. The prediction of contact pressure-induced film thickness decay in starved lubricated rolling bearings. Tribol. Trans. 2010, 53, 831–841. [Google Scholar] [CrossRef]
- Gershuni, L.; Larson, M.G.; Lugt, P.M. Lubricant Replenishment in Rolling Bearing Contacts. Tribol. Trans. 2008, 51, 643–651. [Google Scholar] [CrossRef]
- Querlioz, E.; Ville, F.; Lenon, H.; Lubrecht, T.; Lubrecht, A. Experimental investigations on the contact fatigue life under starved conditions. Tribol. Int. 2007, 40, 1619–1626. [Google Scholar] [CrossRef]
- Kumar, P.; Khonsari, M.M. Effect of Starvation on Traction and Film Thickness in Thermo-EHL Line Contacts with Shear-Thinning Lubricants. Tribol. Lett. 2008, 32, 171–177. [Google Scholar] [CrossRef]
- Cann, P.; Damiens, B.; Lubrecht, A. The transition between fully flooded and starved regimes in EHL. Tribol. Int. 2004, 37, 859–864. [Google Scholar] [CrossRef]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A Theory of Lubrication by Microirregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Zhang, H.; Hua, M.; Dong, G.-N.; Zhang, D.-Y.; Chin, K.-S. A mixed lubrication model for studying tribological behaviors of surface texturing. Tribol. Int. 2016, 93, 583–592. [Google Scholar] [CrossRef]
- Anno, J.N.; Walowit, J.A.; Allen, C.M. Microasperity lubrication. J. Tribol. 1968, 90, 351–355. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Vlădescu, S.-C.; Ciniero, A.; Tufail, K.; Gangopadhyay, A.; Reddyhoff, T. Looking into a laser textured piston ring-liner contact. Tribol. Int. 2017, 115, 140–153. [Google Scholar] [CrossRef]
- Duvvuru, R.S.; Jackson, R.L.; Hong, J.W. Self-Adapting Microscale Surface Grooves for Hydrodynamic Lubrication. Tribol. Trans. 2008, 52, 1–11. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Hafezi, M.; Hua, M.; Dong, G.-N. A distribution design for circular concave textures on sectorial thrust bearing pads. Tribol. Int. 2020, 149, 105733. [Google Scholar] [CrossRef]
- Muthukumar, M.; Bobji, M.S. Effect of micropillar surface texturing on friction under elastic dry reciprocating contact. Meccanica 2018, 53, 2221–2235. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Li, B.; Hua, M.; Dong, G. Improving processing quality and tribological behavior of laser surface textures using oil layer method. Tribol. Int. 2020, 150, 106353. [Google Scholar] [CrossRef]
- Wojciechowski, L.; Kubiak, K.; Mathia, T.G. Roughness and wettability of surfaces in boundary lubricated scuffing wear. Tribol. Int. 2016, 93, 593–601. [Google Scholar] [CrossRef] [Green Version]
- Tozetti, K.; Albertin, E.; Scandian, C. Abrasive size and load effects on the wear of a 19.9% chromium and 2.9% carbon cast iron. Wear 2017, 376–377, 46–53. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, C.; Wang, M.; Zhao, Q. Manipulation of tribological properties of stainless steel by picosecond laser texturing and quenching. Tribol. Int. 2016, 99, 14–22. [Google Scholar] [CrossRef]
- Cui, C.; Hu, J.; Liu, Y.; Guo, Z. Microstructure evolution on the surface of stainless steel by Nd:YAG pulsed laser irradiation. Appl. Surf. Sci. 2008, 254, 3442–3448. [Google Scholar] [CrossRef]
- Akgun, O.V.; Inal, O.T. Desensitization of sensitized 304 stainless steel by laser surface melting. J. Mater. Sci. 1992, 27, 2147–2153. [Google Scholar] [CrossRef]
- Holmberg, K.; Andersson, P.; Erdemir, A. Global energy consumption due to friction in passenger cars. Tribol. Int. 2012, 47, 221–234. [Google Scholar] [CrossRef]
- Podgornik, B.; Hren, D.; Vižintin, J.; Jacobson, S.; Stavlid, N.; Hogmark, S. Combination of DLC coatings and EP additives for improved tribological behaviour of boundary lubricated surfaces. Wear 2006, 261, 32–40. [Google Scholar] [CrossRef]
- Vlǎdescu, S.-C.; Medina, S.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. The Transient Friction Response of a Laser-Textured, Reciprocating Contact to the Entrainment of Individual Pockets. Tribol. Lett. 2016, 62, 19. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Xia, M.; Song, W. Study on the anti-friction mechanism of nitrding surface texture 304 steel. Coatings 2020, 10, 554. [Google Scholar] [CrossRef]
- Greco, A.; Martini, A.; Liu, Y.; Lin, C.; Wang, Q.J. Rolling Contact Fatigue Performance of Vibro-Mechanical Textured Surfaces. Tribol. Trans. 2010, 53, 610–620. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Wu, Z.; Wu, F. High friction and low wear properties of laser-textured ceramic surface under dry friction. Opt. Laser Technol. 2017, 93, 24–32. [Google Scholar] [CrossRef]
- Saeidi, F.; Meylan, B.; Hoffmann, P.; Wasmer, K. Effect of surface texturing on cast iron reciprocating against steel under starved lubrication conditions: A parametric study. Wear 2016, 348–349, 17–26. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Liu, S.; Yu, A.; Xiang, S. Effect of laser surface texture on CuSn6 bronze sliding against PTFE material under dry friction. Tribol. Int. 2018, 118, 37–45. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Force (N) | 2 | 5 | 10 | 15 |
|---|---|---|---|---|
| Deformation of textured surface (m/10−8) | 19.9 | 49.7 | 99.4 | 149.1 |
| Force (N) | 2 | 5 | 10 | 15 |
|---|---|---|---|---|
| Equivalent stress of textured surface (MPa) | 6.89 | 17.24 | 34.479 | 51.719 |
| Stress of smooth surface (MPa) | 580 | 790 | 1000 | 1140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Zhao, W.; Liu, Y.; Zhang, H.; Hua, M.; Dong, G.; Tam, H.-Y.; Chin, K.-S. A Pocket-Textured Surface for Improving the Tribological Properties of Point Contact under Starved Lubrication. Materials 2021, 14, 1789. https://doi.org/10.3390/ma14071789
Wang W, Zhao W, Liu Y, Zhang H, Hua M, Dong G, Tam H-Y, Chin K-S. A Pocket-Textured Surface for Improving the Tribological Properties of Point Contact under Starved Lubrication. Materials. 2021; 14(7):1789. https://doi.org/10.3390/ma14071789
Chicago/Turabian StyleWang, Wei, Wenhan Zhao, Yang Liu, Hui Zhang, Meng Hua, Guangneng Dong, Hon-Yuen Tam, and Kwai-Sang Chin. 2021. "A Pocket-Textured Surface for Improving the Tribological Properties of Point Contact under Starved Lubrication" Materials 14, no. 7: 1789. https://doi.org/10.3390/ma14071789
APA StyleWang, W., Zhao, W., Liu, Y., Zhang, H., Hua, M., Dong, G., Tam, H. -Y., & Chin, K. -S. (2021). A Pocket-Textured Surface for Improving the Tribological Properties of Point Contact under Starved Lubrication. Materials, 14(7), 1789. https://doi.org/10.3390/ma14071789