
Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites


Abstract
:1. Introduction
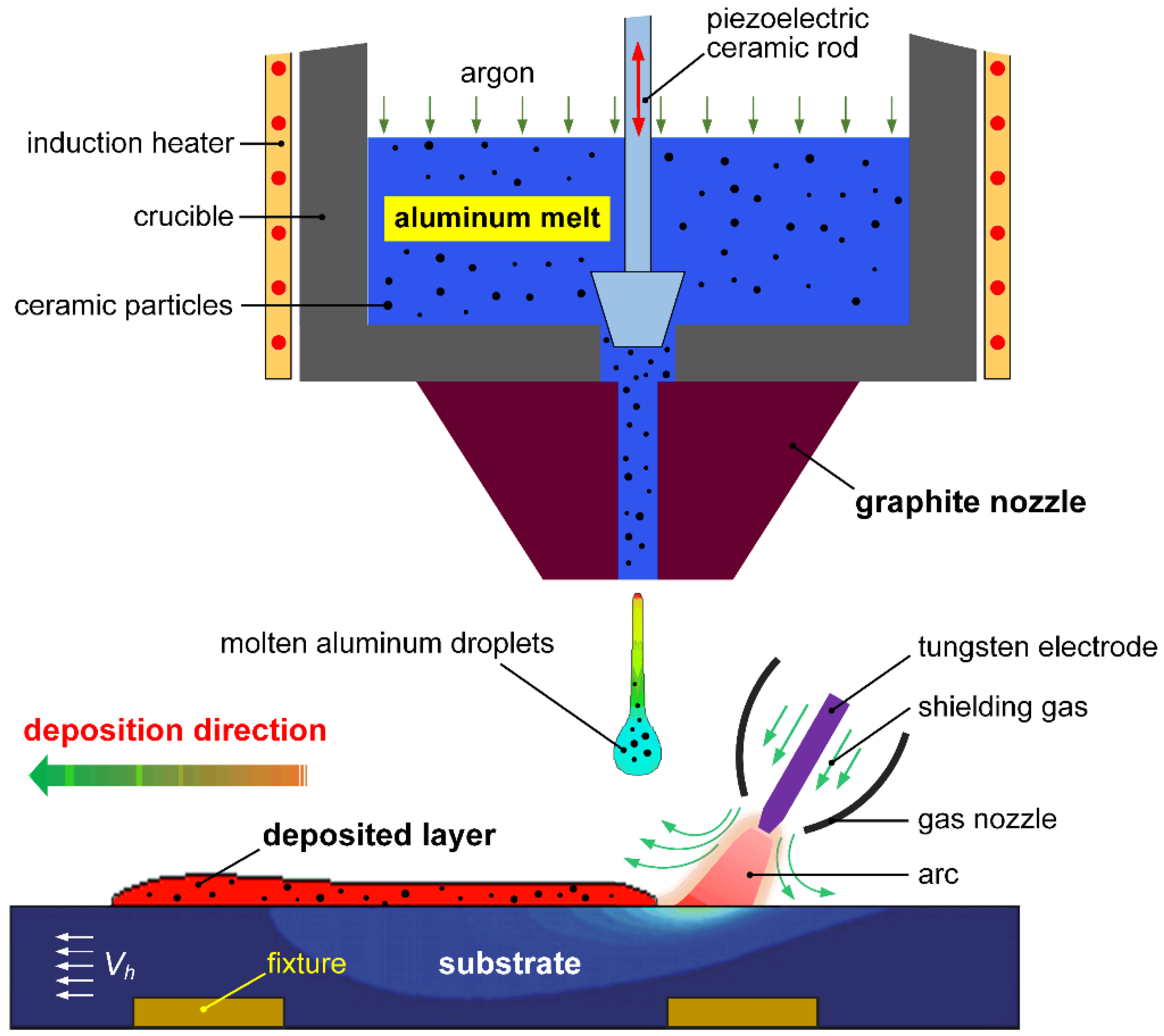
2. Principle of TIG-Assisted DDM Process
3. Description of the Mathematical Model
3.1. Physical Description of TIG-Assisted DDM Process
3.2. Basic Assumptions
3.3. Governing Equations
3.4. Driving Forces
3.5. Droplet Model with SiC Particles
3.6. Boundary Conditions
3.6.1. Energy Boundary Conditions
3.6.2. Momentum Boundary Conditions
3.7. Numerical Method
3.8. Properties of As-Used Materials and TIG-Assisted DDM Processing Parameters
4. Experiment Details
4.1. TIG-Assisted DDM PROCESS of SiC-Particle Reinforced AMCs
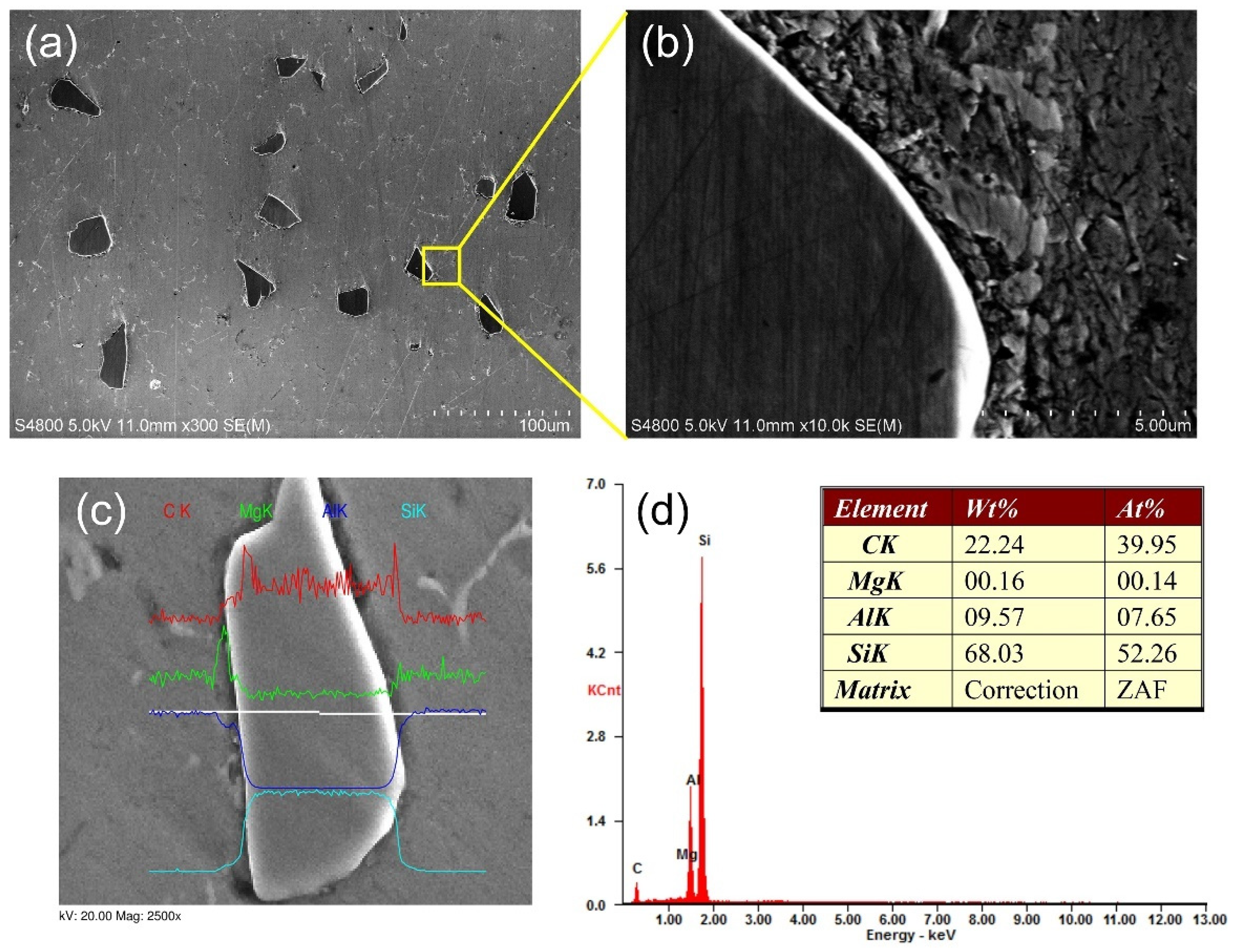
4.2. Microstructural Characterization
5. Results and Discussion
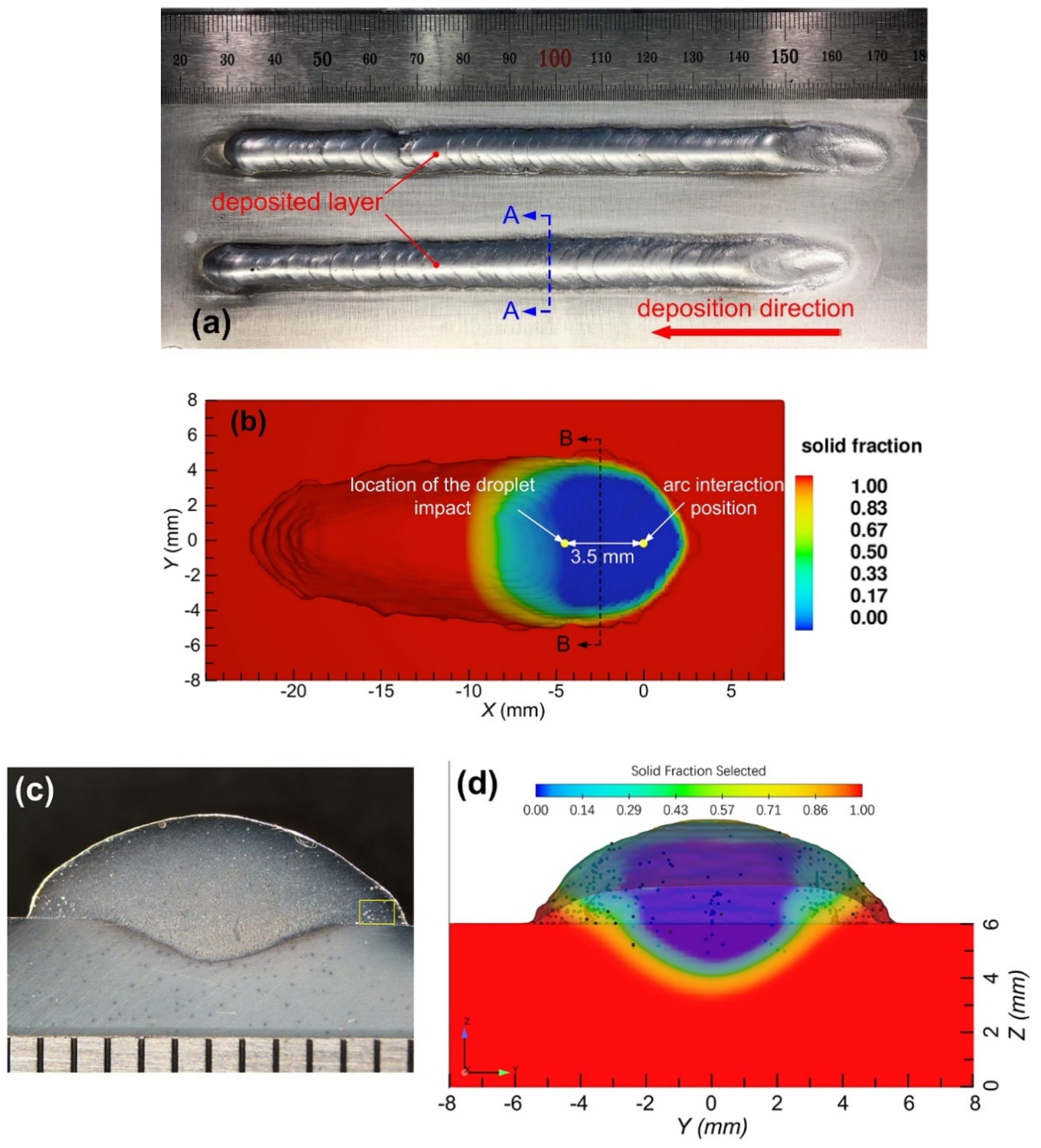
5.1. Experiment Verification
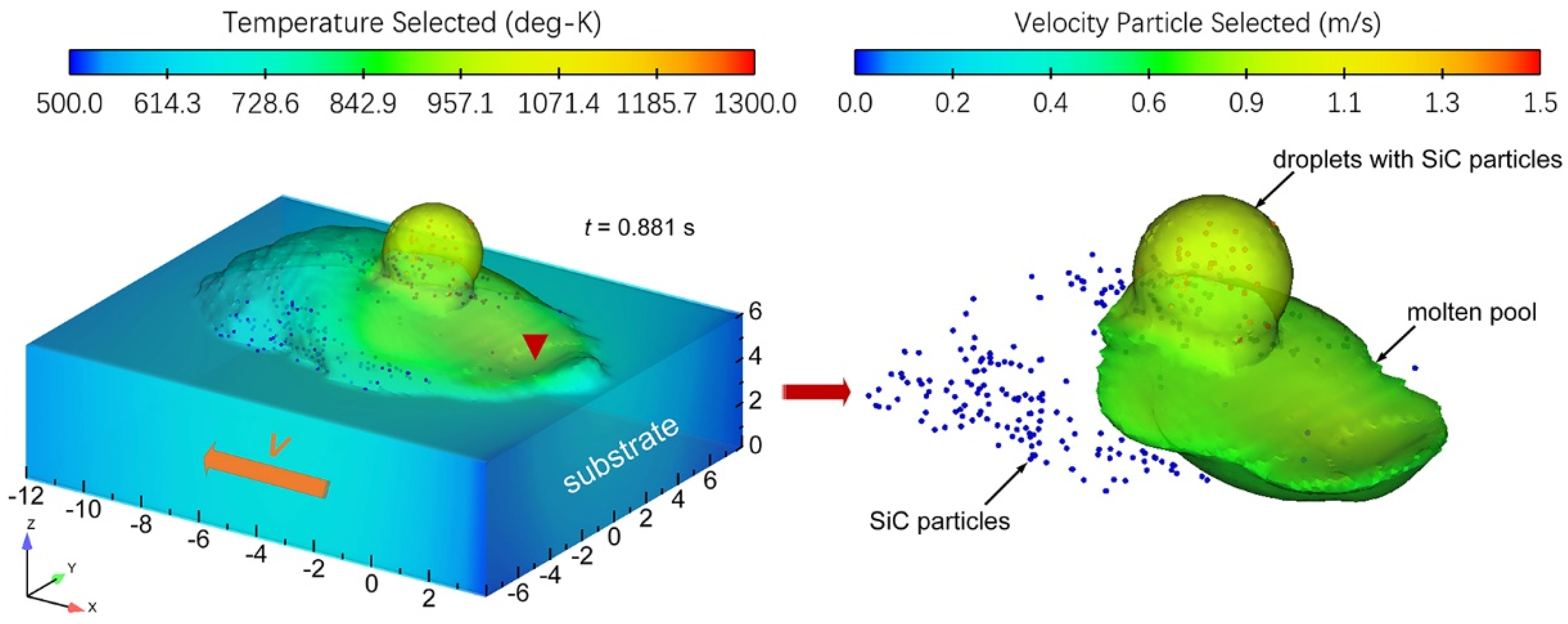
5.2. Impact, Spreading, and Solidification Behaviors in the TIG-Assisted DDM Process
5.3. Migration Behaviors of the SiC Particles in the Molten Pool
6. Conclusions
- (1)
- The feasibility to fabricate ceramic-reinforced aluminum matrix composite components by TIG-assisted DDM has been proven.
- (2)
- The cross-sectional morphology of a single-track deposited layer and the distribution characteristics of the SiC particle-reinforced phase reasonably agree with the experimental results, and the relative errors are within 9.5%, which indicated that the model can reveal the formation mechanism of TIG-assisted DDM.
- (3)
- The non-uniformly distribution of SiC reinforcing particles on the cross-section of deposited layer could be found, which can be attributed to the viscous dissipation effect and the time-delayed velocity difference during the droplet spreading and recoiling stage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chawla, N.; Chawla, K.K. Metal Matrix Composites; Spinger: New York, NY, USA, 2013. [Google Scholar]
- Schmidt, A.; Siebeck, S.; Götze, U.; Wagner, G.; Nestler, D. Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals 2018, 8, 143. [Google Scholar] [CrossRef] [Green Version]
- Behera, M.P.; Dougherty, T.; Singamneni, S. Conventional and Additive Manufacturing with Metal Matrix Composites: A Perspective. Procedia Manuf. 2019, 30, 159–166. [Google Scholar] [CrossRef]
- Islam, M.; Khalid, Y.; Ahmad, I.; Almajid, A.A.; Achour, A.; Dunn, T.J.; Akram, A.; Anwar, S. Microstructural Evaluation of Inductively Sintered Aluminum Matrix Nanocomposites Reinforced with Silicon Carbide and/or Graphene Nanoplatelets for Tribological Applications. Metall. Mater Trans. A 2018, 49, 2963–2976. [Google Scholar] [CrossRef]
- Kanth, U.R.; Rao, P.S.; Krishna, M.G. Mechanical behaviour of fly ash/SiC particles reinforced Al-Zn alloy-based metal matrix composites fabricated by stir casting method. J. Mater. Res. Technol. 2019, 8, 737–744. [Google Scholar] [CrossRef]
- Srinivasan, R.; Hemanth Shrinivasan, B.; Jeevan Prasath, K.; Johnson Saleth, R.; Anandhan, R.D. Experimental investigation of aluminium hybrid metal matrix composites processed through squeeze casting process. Mater. Today Proc. 2020, 27, 1821–1826. [Google Scholar] [CrossRef]
- Abdizadeh, H.; Baghchesara, M.A. Investigation on mechanical properties and fracture behavior of A356 aluminum alloy based ZrO2 particle reinforced metal-matrix composites. Ceram. Int. 2013, 39, 2045–2050. [Google Scholar] [CrossRef]
- Chawla, N.; Shen, Y.L. Mechanical Behavior of Particle Reinforced Metal Matrix Composites. Adv. Eng. Mater. 2001, 3, 357–370. [Google Scholar]
- Sharifi, E.M.; Karimzadeh, F. Wear behavior of aluminum matrix hybrid nanocomposites fabricated by powder metallurgy. Wear 2011, 271, 1072–1079. [Google Scholar] [CrossRef]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.P.; Biamino, S.; Ugues, D.; Pavese, M.; Fino, P. Additive Manufacturing of Al Alloys and Aluminium Matrix Composites (AMCs); Monteiro, W.A., Ed.; Light Metal Alloys Applications; IntechOpen: London, UK, 2014. [Google Scholar]
- Simchi, A.; Godlinski, D. Densification and microstructural evolution during laser sintering of A356/SiC composite powders. J. Mater. Sci. 2011, 46, 1446–1454. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Saha, P. Crack and wear behavior of SiC particulate reinforced aluminium based metal matrix composite fabricated by direct metal laser sintering process. Mater. Design. 2011, 32, 139–145. [Google Scholar] [CrossRef]
- Simchi, A.; Godlinski, D. Effect of SiC particles on the laser sintering of Al–7Si–0.3Mg alloy. Scr. Mater. 2008, 59, 199–202. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Mertens, R.; Hao, L.; Van Humbeeck, J.; Kruth, J.P. Selective Laser Melting to Manufacture “In Situ” Metal Matrix Composites: A Review. Adv. Eng. Mater. 2019, 21, 1801244. [Google Scholar] [CrossRef] [Green Version]
- Chang, F.; Gu, D.; Dai, D.; Yuan, P. Selective laser melting of in-situ Al4SiC4+SiC hybrid reinforced Al matrix composites: Influence of starting SiC particle size. Surf. Coat. Technol. 2015, 272, 15–24. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Tech. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Kumar, A.; DebRoy, T. Calculation of three-dimensional electromagnetic force field during arc welding. J. Appl. Phys. 2003, 94, 1267–1277. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Properties | Value |
|---|---|
| Solid density of ZL101 | ρs = 2500 (kg·m−3) |
| Liquid density of ZL101 | ρl = 2420 (kg·m−3) |
| Solidus temperature | Ts = 829 (K) |
| Liquidus temperature | Tl = 905 (K) |
| Latent heat of fusion | L = 4.29 × 105 (J·kg−1) |
| Latent heat of evaporation | Lev = 2.8 × 107 (J·kg−1) |
| Thermal conductivity of solid phase | ks = 167 (W·m−1·K−1) |
| Thermal conductivity of liquid phase | kl = 79.5 (W·m−1·K−1) |
| Specific heat capacity of solid phase | Cs = 1194 (J·kg−1·K−1) |
| Specific heat capacity of liquid phase | Cl = 1265 (J·kg−1·K−1) |
| Dynamic viscosity | ν = 0.008 (Pa·s) |
| Surface tension | γ0= 0.871 (N·m−1) |
| Temperature coefficient of surface tension | ksur = −3.5 × 10−4 (N·m−1·K−1) |
| Thermal expansion coefficient | ρT = 1.5 × 10−4 (K−1) |
| Particle density | ρp = 3100 (kg·m−3) |
| Particle diameter | rp = 40 (m−6) |
| Particle fraction | f = 0.04 |
| Thermal conductivity of particle | kp = 120 (W·m−1·K−1) |
| Specific heat capacity of particle | Cp = 750 (J·kg−1·K−1) |
| Liquidus temperature of particle | Tpm = 1955 (K) |
| Latent heat of fusion of particle | Hpm = 3.7 × 105 (J·kg−1) |
| Ambient temperature | T0 = 298 (K) |
| Magnetic permeability | μ0 = 1.26 × 10−6 (H·m−1) |
| Convection heat transfer coefficient | hc = 40 (W·m−2·K−1) |
| Radiation emissivity | ε = 0.4 |
| Stefan-Boltzmann constant | σ = 5.67 × 108 (W·m−2·K−4) |
| Process Parameters | Value |
|---|---|
| EP ratio | 50 (%) |
| Current cycle | t0 = 20 (ms) |
| Arc current in EN phase | Ien = 100 (A) |
| Arc current in EP stage | Iep = 200 (A) |
| Arc voltage at EN stage | Uen = 14.3 (V) |
| Arc voltage at EP stage | Uep = 12.1 (V) |
| Arc heat absorption | ηen = 0.7 |
| ηep = 0.4 | |
| Substrate moving speed | v = 7 (mm s−1) |
| Torch angle | θ = 65 (°) |
| Droplet temperature | Td = 1020 (K) |
| Droplet diameter | d0 = 3 (mm) |
| Droplet frequency | f = 10 (Hz) |
| Impact velocity of droplets | v0 = 1.2 (mm) |
| Simulation | Experiment | Error | |
|---|---|---|---|
| Deposition width | 10.6 mm | 11.2 ± 0.3 mm | 5.4% |
| Deposition height | 3.1 mm | 3.3 ± 0.2 mm | 6.1% |
| Depth of penetration | 1.2 mm | 1.1 ± 0.1 mm | 9.1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Du, J.; Wang, H.; Li, H.; Zhao, X. Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites. Materials 2021, 14, 2430. https://doi.org/10.3390/ma14092430
Zhang Y, Du J, Wang H, Li H, Zhao X. Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites. Materials. 2021; 14(9):2430. https://doi.org/10.3390/ma14092430
Chicago/Turabian StyleZhang, Yubin, Jun Du, Huafeng Wang, Hua Li, and Xiaoyun Zhao. 2021. "Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites" Materials 14, no. 9: 2430. https://doi.org/10.3390/ma14092430
APA StyleZhang, Y., Du, J., Wang, H., Li, H., & Zhao, X. (2021). Numerical Analysis of Particulate Migration Behavior within Molten Pool during TIG-Assisted Droplet Deposition Manufacturing of SiC Particle-Reinforced Aluminum Matrix Composites. Materials, 14(9), 2430. https://doi.org/10.3390/ma14092430