
Electrochemical Corrosion Behavior of MIG-Welded 7N01-T4 Aluminum Alloy by ER5356 and ER5087 Welding Wires

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Experimental Materials
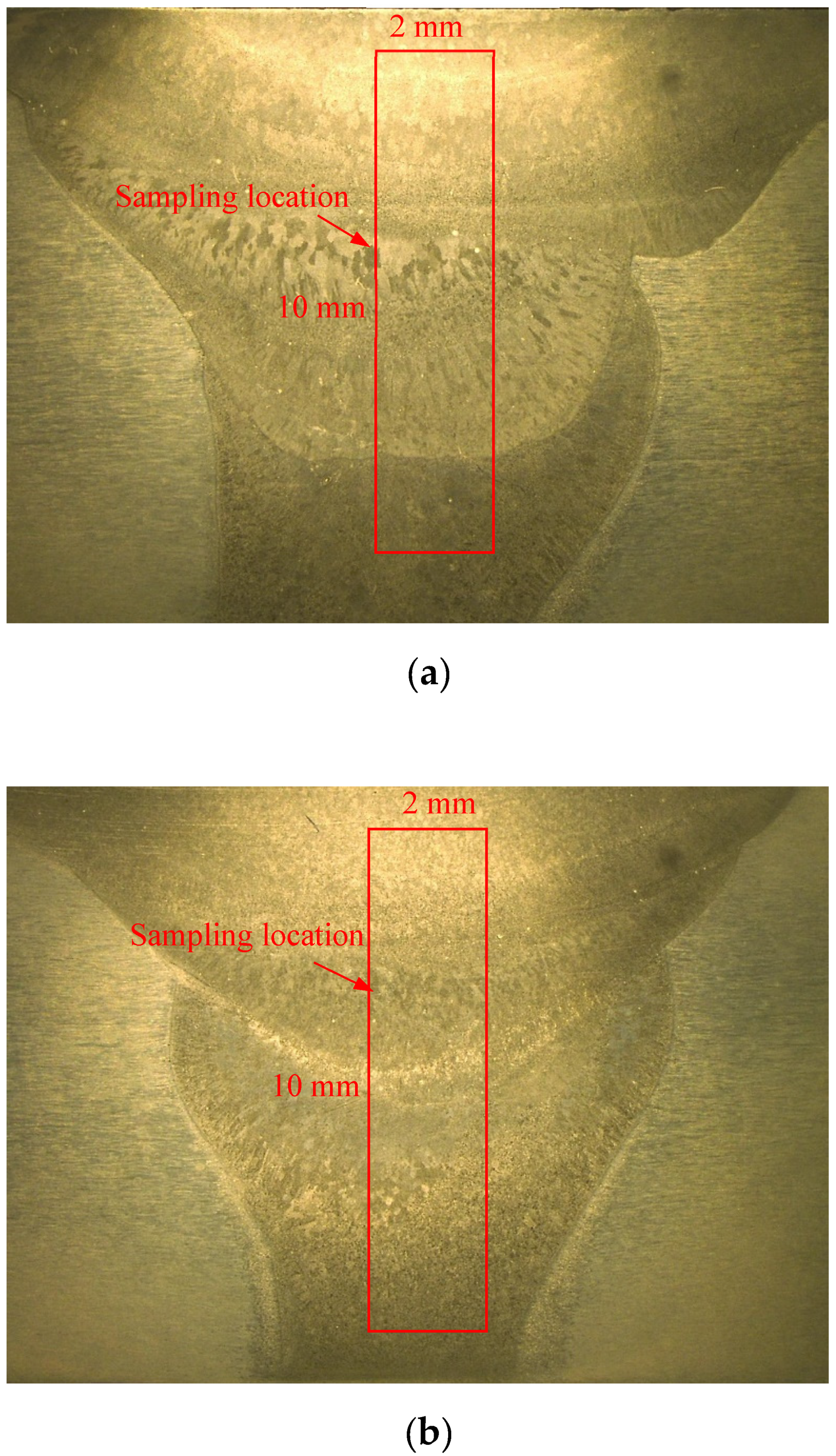
2.2. Welding Process
2.3. Electrochemical Corrosion Test and Microstructural Observation
3. Results and Discussion
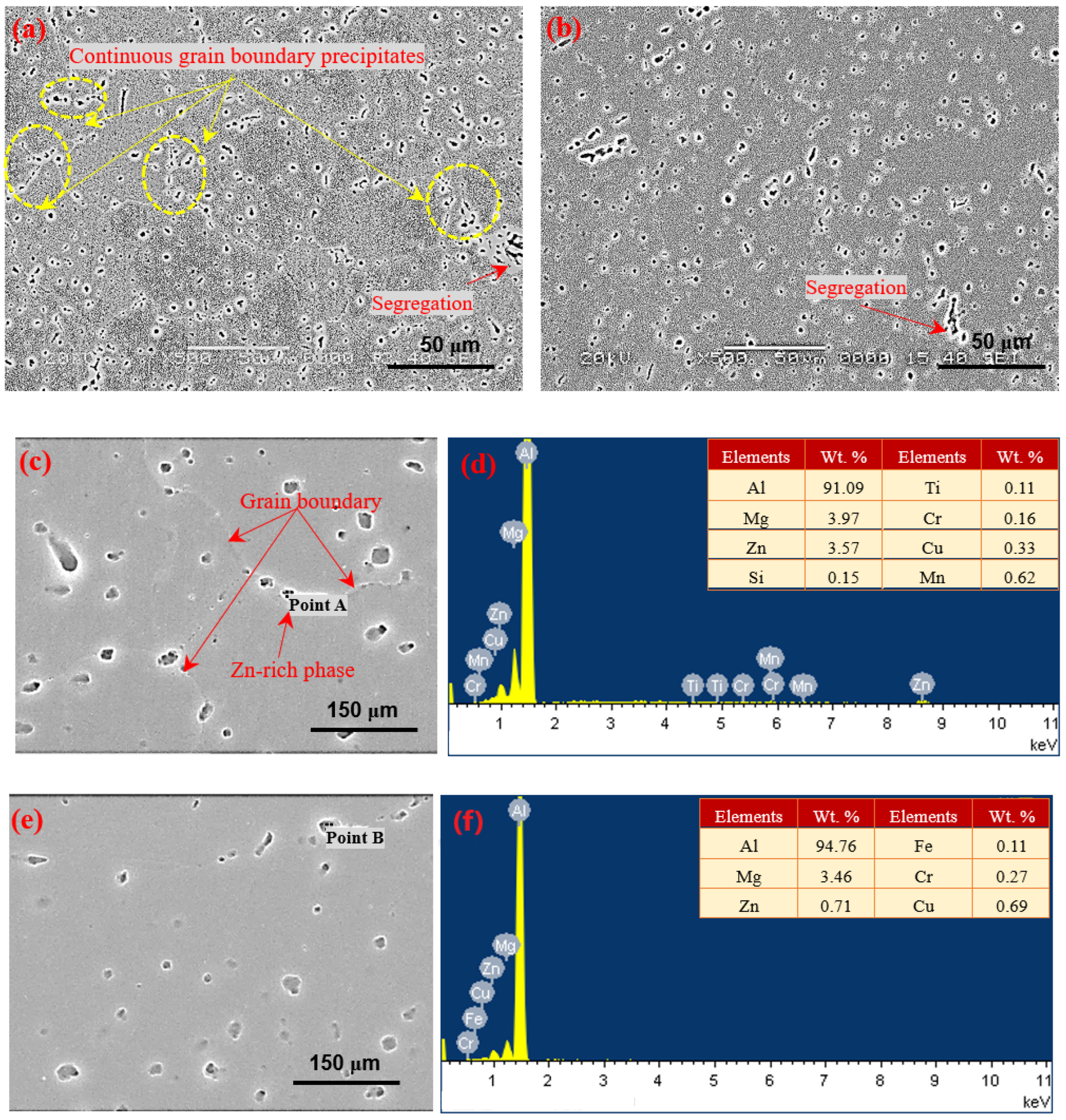
3.1. Microstructure
3.2. Polarization Curve
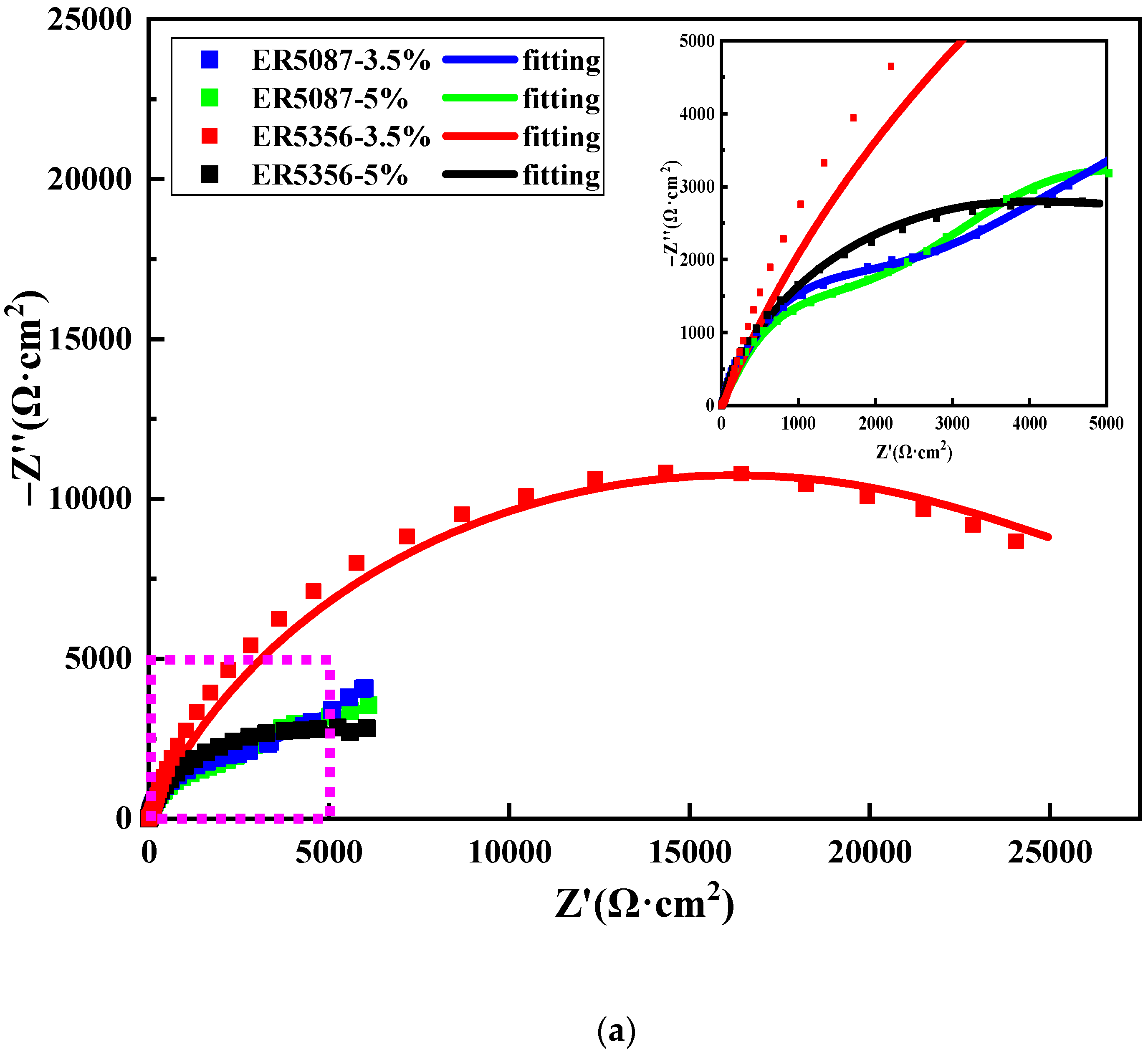
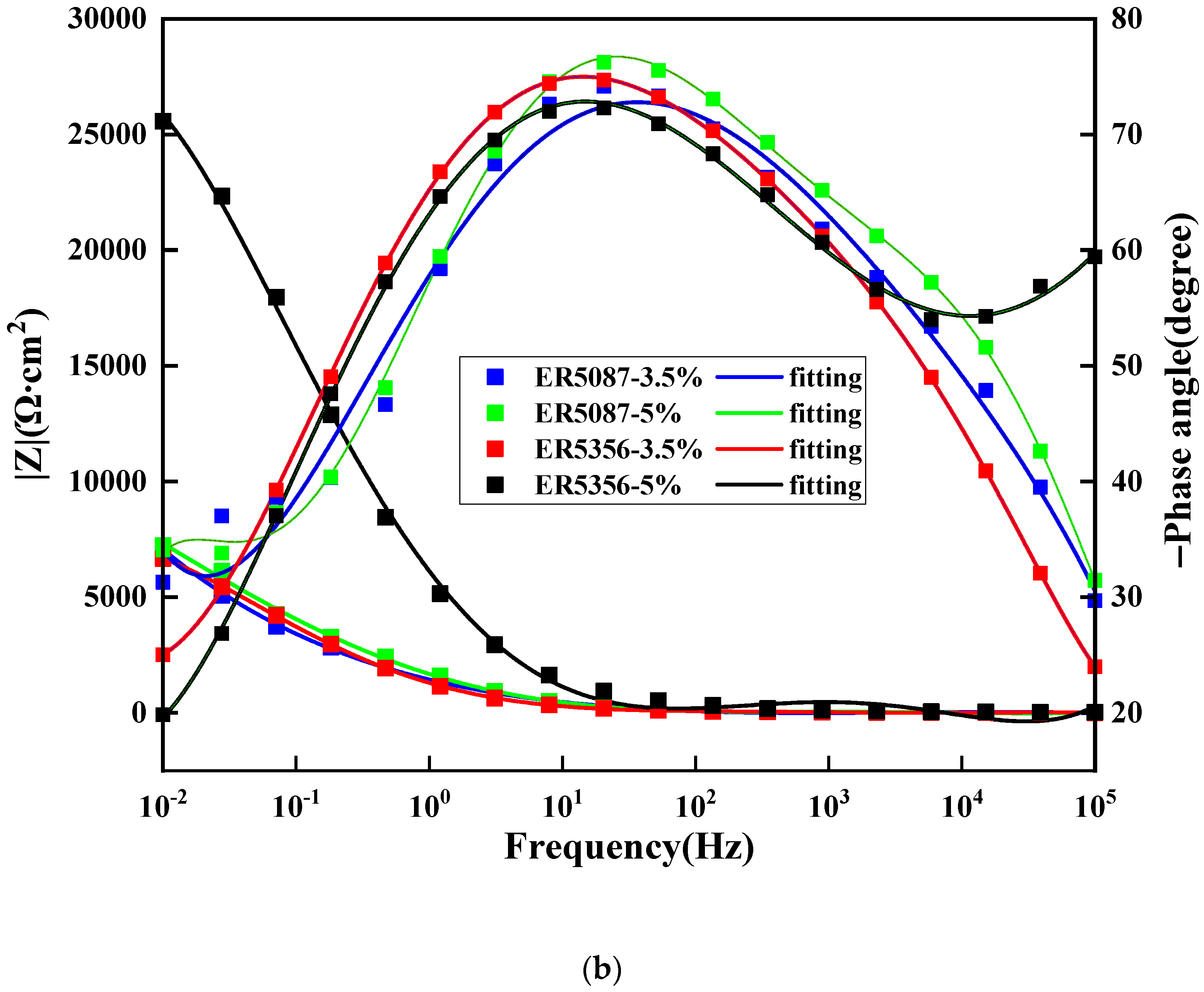
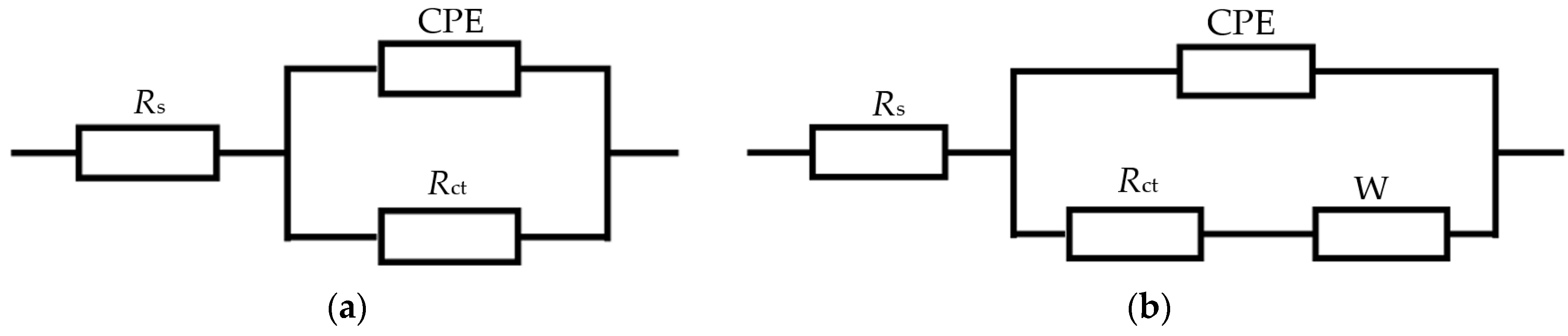
3.3. Electrochemical Impedance
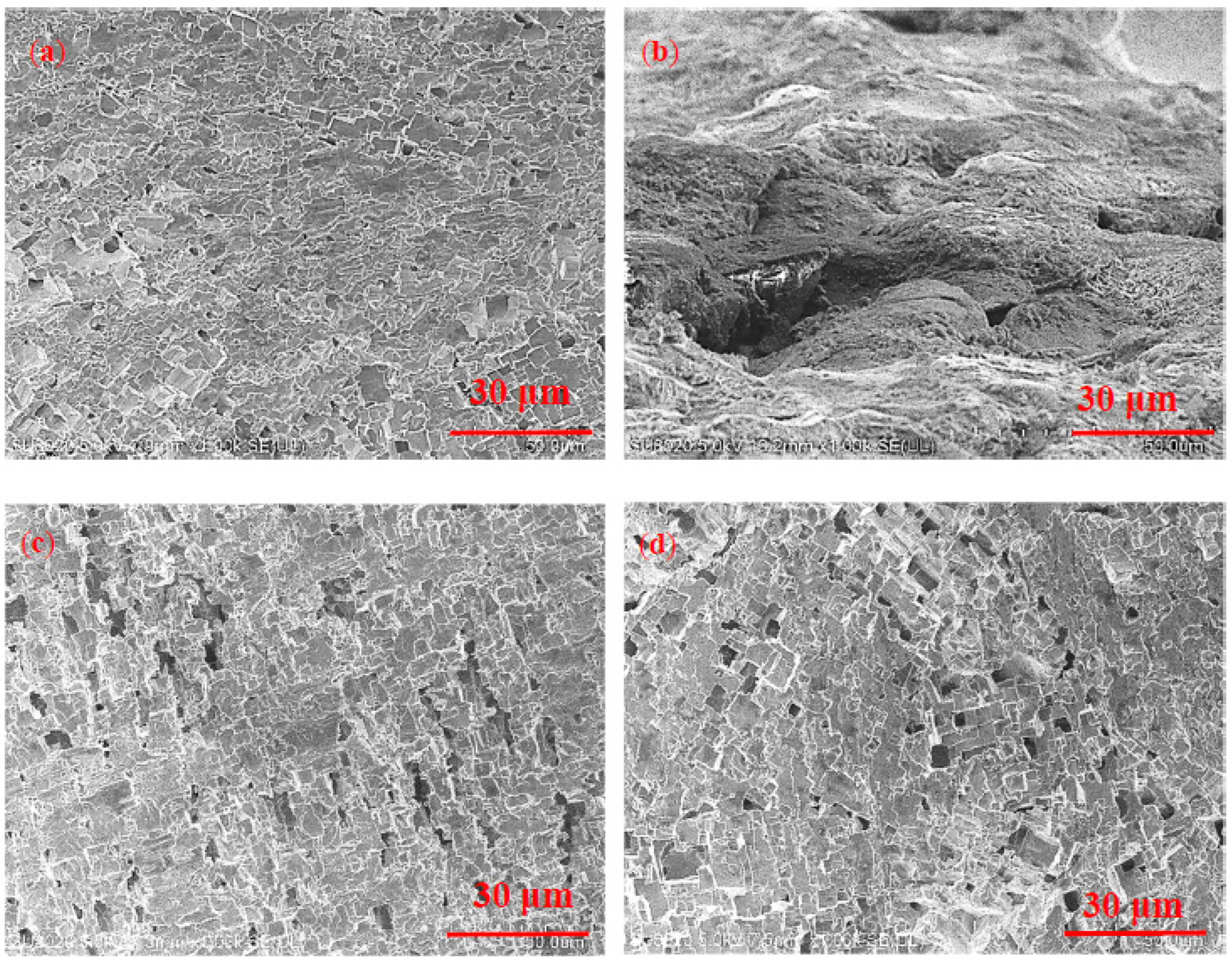
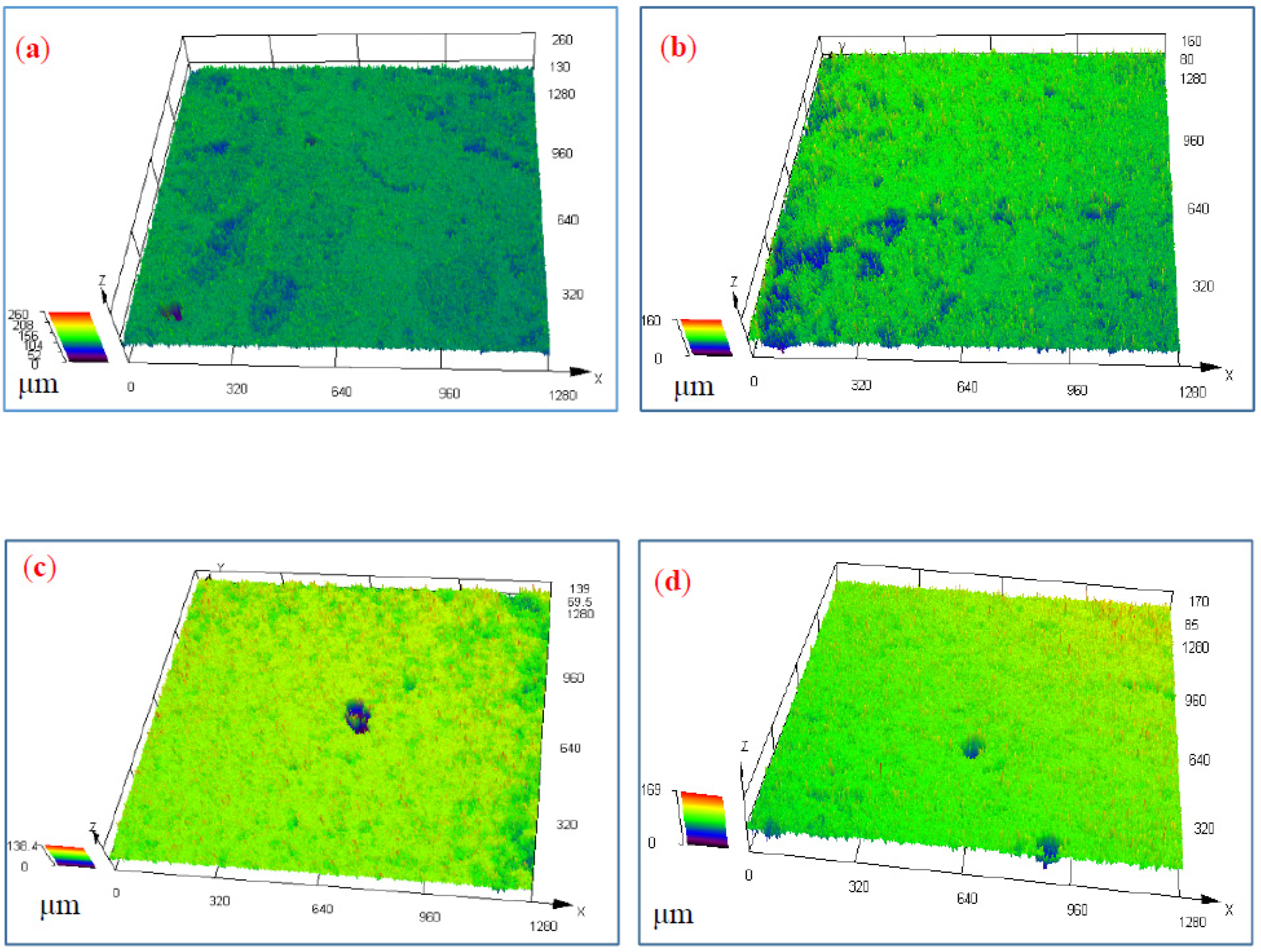
3.4. Surface Morphology after Corrosion
4. Conclusions
- (1)
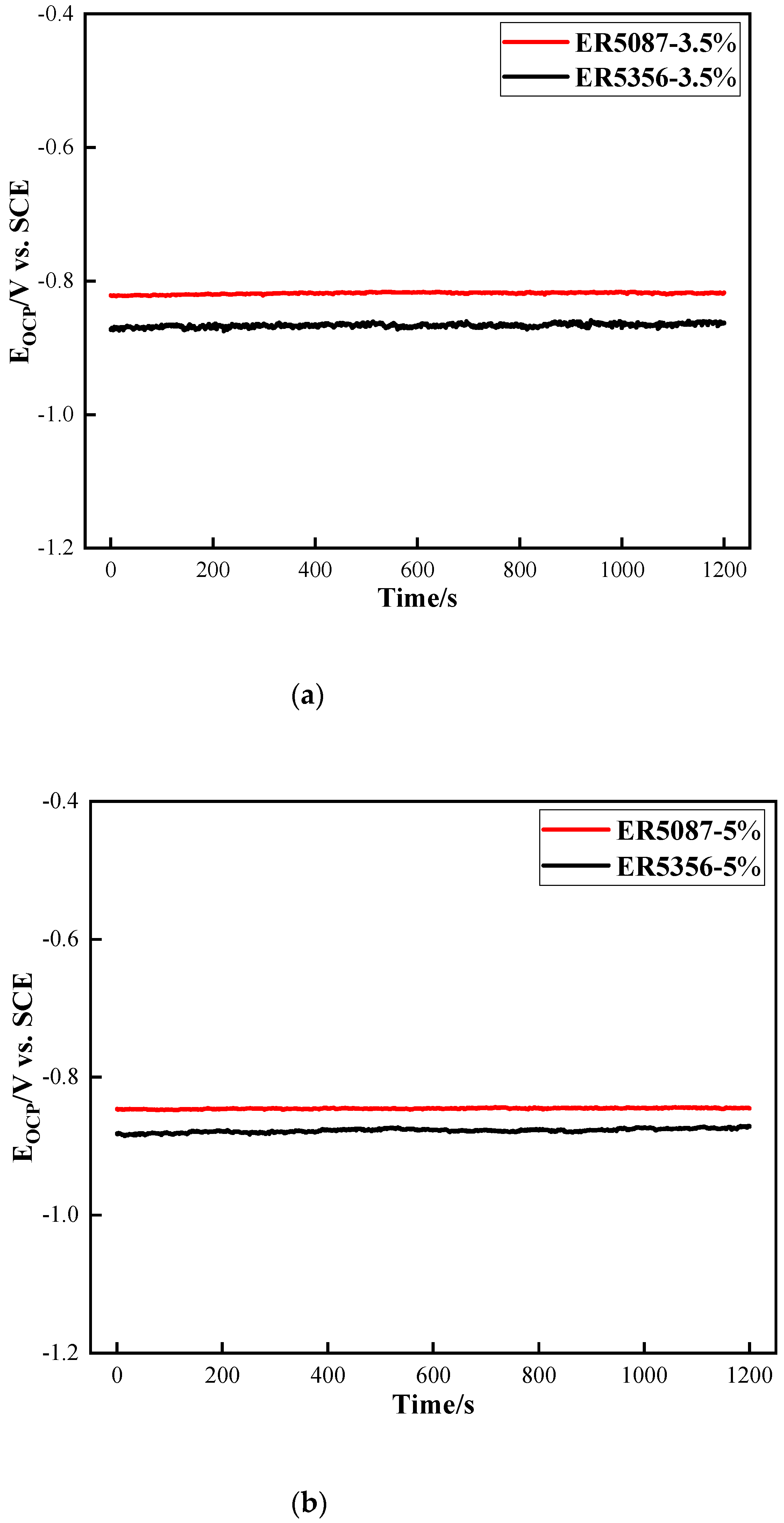
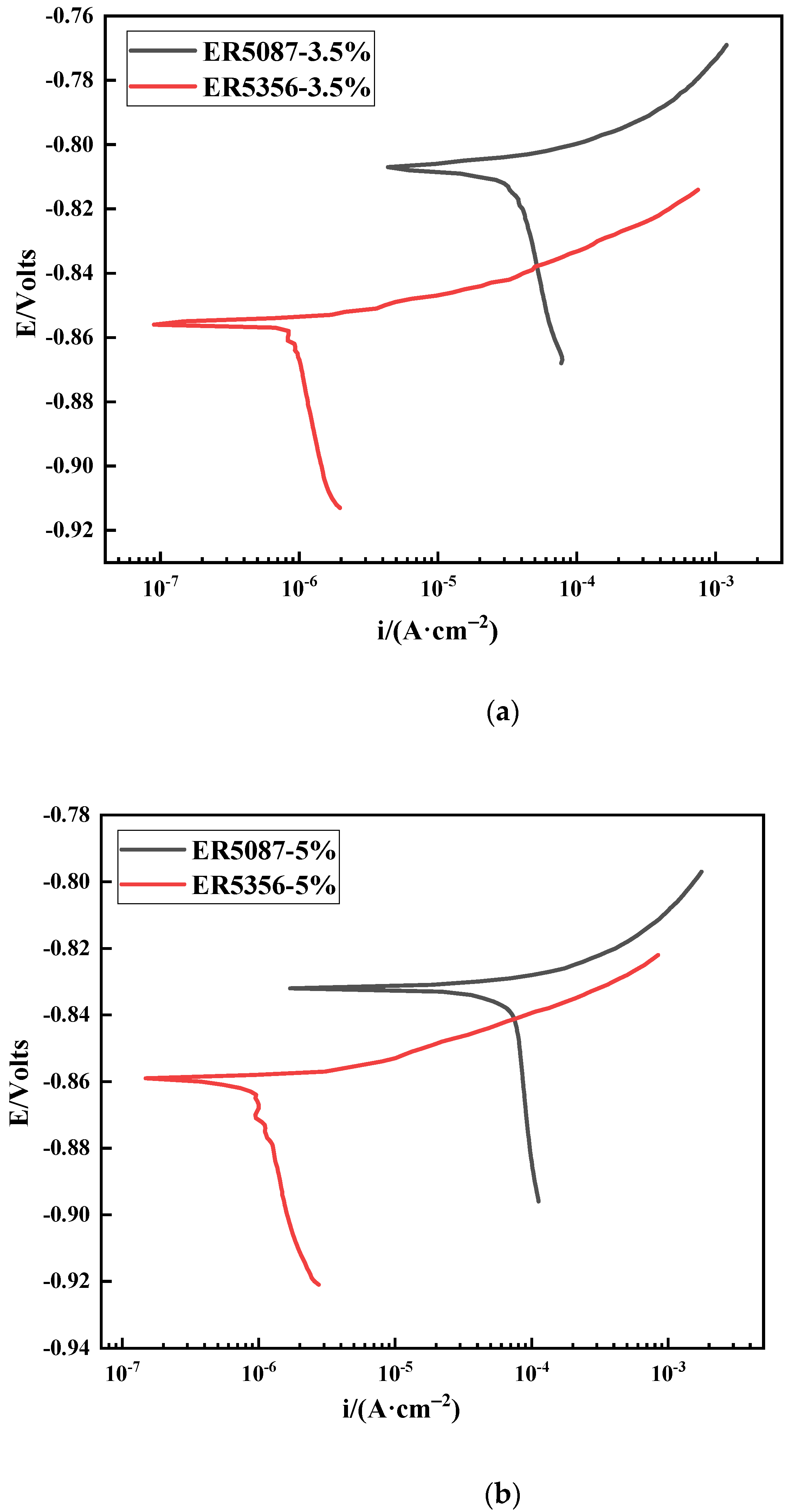
- The results of the polarization curve and EIS indicated the better corrosion resistance of the weld zone in the ER5356 welded joint compared to that in the ER5087 welded joint, which was related to the different contents of Mn and Zn elements and distribution of precipitates for the weld zones in the two kinds of welded joints.
- (2)
- The dmax for corrosion pits of the weld zone in the ER5356 welded joint was smaller than that in the ER5087 welded joint when immersed in the same NaCl concentrations. The dmax of the corrosion pit of the weld zone in the ER5356 welded joint with 5 wt.% NaCl solution was 78.5 ± 0.96 μm, which was much bigger than that with 3.5 wt.% NaCl solution. For the weld zone in the ER5087 welded joint with 5 wt.% NaCl solution, more Cl− was adsorbed onto the active surface of weld zones, which accelerated the corrosion, resulting in the corrosion mechanism from pitting to intergranular corrosion.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, W.; Wu, D.; Duan, S.; Wang, T.; Zou, Y. A study on fatigue crack propagation for friction stir welded plate of 7N01 Al-Zn-Mg alloy by EBSD. Materials 2020, 13, 330. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, S.; Dong, H.; Li, P.; Chen, S. Effect of repetitious non-isothermal heat treatment on corrosion behavior of Al-Zn-Mg alloy. Corros. Sci. 2018, 131, 278–289. [Google Scholar] [CrossRef]
- Xie, H.; Xiao, Z.; Li, Z.; Wang, M.; Ma, S.; Jiang, H. Quench sensitivity of AA7N01 alloy used for high-speed train body structure. JOM 2018, 71, 1681–1686. [Google Scholar] [CrossRef]
- Wang, X.M.; Zhao, J.J.; Gou, G.Q. Research on Salt Fog Corrosion Behavior of Welded Joint of 7N01-T4 Aluminum Alloy for High-Speed Train. Adv. Mater. Res. 2011, 239, 2822–2826. [Google Scholar] [CrossRef]
- Wang, X.M.; Gou, G.Q.; Zhao, J.J.; Liu, Y. Study on the intergranular corrosion behavior of welding joint of A7N01-T4 Al-Alloy for high-speed train. Adv. Mater. Res. 2011, 284, 1594–1597. [Google Scholar] [CrossRef]
- Lin, H.-Q.; Ye, L.-Y.; Sun, L.; Xiao, T.; Liu, S.-D.; Deng, Y.-L.; Zhang, X.-M. Effect of three-step homogenization on microstructure and properties of 7N01 aluminum alloys. Trans. Nonferrous Met. Soc. China 2018, 28, 829–838. [Google Scholar] [CrossRef]
- Deng, Y.; Peng, B.; Xu, G.; Pan, Q.; Yin, Z.; Ye, R.; Wang, Y.; Lu, L. Effects of Sc and Zr on mechanical property and microstructure of tungsten inert gas and friction stir welded aerospace high strength Al–Zn–Mg alloys. Mater. Sci. Eng. A 2015, 639, 500–513. [Google Scholar] [CrossRef]
- Xie, H.; Hu, L.; Ma, Q.-H.; Meng, W.; Yin, X.-H. Microstructure and mechanical properties of A7N01 aluminum alloy weld joints filled with ER5356 and ER5087 weld wires. J. Min. Met. Sect. B Met. 2022, 58, 157–167. [Google Scholar] [CrossRef]
- Liu, D.; Wei, P.; Long, W.; Zhou, W.; Wu, M.; Wang, J. Effect of welding wires on fatigue property of 7N01-T4 aluminium alloy joints. Sci. Technol. Weld. Join. 2020, 26, 1–10. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Li, Y.; Xing, Y.S.; Yin, H.; He, C.S. Change of Intergranular Corrosion Behavior along the Thickness in a Friction-Stir-Welded 7N01-T5 Aluminum Alloy. Mater. Sci. Forum 2018, 941, 1754–1759. [Google Scholar] [CrossRef]
- Huang, S.; Xu, L.; Chen, H.; Che, X.; Wang, Y.; Yang, X. Effect of laser repairing on corrosion behaviour of metal–inert gas welding joint of 7N01 aluminium alloy. Mater. Corros. 2019, 70, 1578–1592. [Google Scholar] [CrossRef]
- Pan, Y.; Wang, Y.; Guo, F.; Zhang, T.; Matsuda, K.; Wu, D.; Zhang, Y.; Zou, Y. Stress corrosion behavior of friction stir welding joint of 7N01 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1130–1144. [Google Scholar] [CrossRef]
- Wang, X.; Liao, X.; Ma, C.; Zhang, S.; Liu, Y.; Chen, H. Effects of chemical composition on the corrosion behavior of A7N01S-T5 Al alloys. Int. J. Mod. Phys. B 2015, 29, 1540025. [Google Scholar] [CrossRef]
- Chen, J.; Wu, Y.; Zhang, K. Effect of welding thermal cycle on corrosion behavior of 7N01 alloy. Mater. Express 2020, 10, 2130–2142. [Google Scholar] [CrossRef]
- Zheng, Y.; Li, Y.; Chen, J.H.; Zou, Z.Y. Effects of tensile and compressive deformation on corrosion behavior of a Mg-Zn alloy. Corros. Sci. 2015, 90, 445–450. [Google Scholar] [CrossRef]
- Kannan, M.B.; Raja, V. Influence of Heat Treatment and Scandium Addition on the Electrochemical Polarization Behavior of Al-Zn-Mg-Cu-Zr Alloy. Met. Mater. Trans. A 2007, 38, 2843–2852. [Google Scholar] [CrossRef]
- Xu, W.; Liu, J. Microstructure and pitting corrosion of friction stir welded joints in 2219-O aluminum alloy thick plate. Corros. Sci. 2009, 51, 2743–2751. [Google Scholar] [CrossRef]
- Macdonald, D.D. Reflections on the history of electrochemical impedance spectroscopy. Electrochim. Acta 2006, 51, 1376–1388. [Google Scholar] [CrossRef]
- Liu, C.; Bi, Q.; Leyland, A.; Matthews, A. An electrochemical impedance spectroscopy study of the corrosion behaviour of PVD coated steels in 0.5 N NaCl aqueous solution: Part II.: EIS interpretation of corrosion behaviour. Corros. Sci. 2003, 45, 1257–1273. [Google Scholar] [CrossRef]
- Mazinani, S.; Samsami, A.; Jahanmiri, A.; Sardarian, A. Experimental study on equilibrium solubility (at low partial pressures), density, viscosity and corrosion rate of carbon dioxide in aqueous solutions of ascorbic acid. Fluid Phase Equilibria 2011, 305, 39–42. [Google Scholar] [CrossRef]
- Brug, G.J.; Van Den Eeden, A.L.G.; Sluyters-Rehbach, M.; Sluyters, J.H. The analysis of electrode impedances complicated by the presence of a constant phase element. J. Electroanal. Chem. Interfacial Electrochem. 1984, 176, 275–295. [Google Scholar] [CrossRef]
- Lasia, A.; White, B.E. Modern Aspects of Electrochemistry; Kluwer Academic/Plenum Publishers: Boston, NY, USA, 1999; Volume 32, pp. 143–248. [Google Scholar]
- Li, S.; Dong, H.G.; Wang, X.X.; Liu, Z.Y. Quenching sensitivity of Al-Zn-Mg alloy after non-isothermal heat treatment. Materials 2019, 12, 1595. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tavares, S.; Pardal, J.; Lima, L.; Bastos, I.; Nascimento, A.; de Souza, J. Characterization of microstructure, chemical composition, corrosion resistance and toughness of a multipass weld joint of superduplex stainless steel UNS S32750. Mater. Charact. 2007, 58, 610–616. [Google Scholar] [CrossRef]
- Song, F.X.; Zhang, X.M.; Liu, S.D.; Tan, Q.; Li, D.F. The effect of quench transfer time on microstructure and localized corrosion behavior of 7050-T6 Al alloy. Mater. Corros. 2014, 65, 1007–1016. [Google Scholar] [CrossRef]
- Liu, S.; Chen, B.; Li, C.; Dai, Y.; Deng, Y.; Zhang, X. Mechanism of low exfoliation corrosion resistance due to slow quenching in high strength aluminium alloy. Corros. Sci. 2015, 91, 203–212. [Google Scholar] [CrossRef]
- Song, F.; Zhang, X.; Liu, S.; Tan, Q.; Li, D. The effect of quench rate and overageing temper on the corrosion behaviour of AA7050. Corros. Sci. 2014, 78, 276–286. [Google Scholar] [CrossRef]
- Jiang, J.T.; Xiao, W.Q.; Yang, L.; Shao, W.Z.; Yuan, S.J.; Zhen, L. Ageing behavior and stress corrosion cracking resistance of a non-isothermally aged Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2014, 605, 167–175. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, X.; Zou, L.; Yu, Y.; Li, Q. Effect of precipitate state on the stress corrosion behavior of 7050 aluminum alloy. Mater. Charact. 2016, 114, 1–8. [Google Scholar] [CrossRef]
- Huang, L.; Chen, K.; Li, S. Influence of grain-boundary pre-precipitation and corrosion characteristics of inter-granular phases on corrosion behaviors of an Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. B 2012, 177, 862–868. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Davies, J.R. Corrosion of Aluminum and Aluminum Alloys; ASM International: Almere, The Netherlands, 1999. [Google Scholar]
- Sampath, D.; Moldenhauer, S.; Schipper, H.; Mechsner, K.; Haszler, A. Decomposition of Solid Solution of the AA5083 Alloy upon Exposure to Elevated Temperatures. Mater. Sci. Forum 2000, 331, 1089–1094. [Google Scholar] [CrossRef]
- Engler, O.; Kuhnke, K.; Krupp, H.-J.; Hentschel, T. Characterization of Intergranular Corrosion in AA 5xxx Al-Mg Alloys. Prat. Met. 2020, 57, 545–568. [Google Scholar] [CrossRef]
- Xiao, Y.-P.; Pan, Q.-L.; Li, W.-B.; Liu, X.-Y.; He, Y.-B. Influence of retrogression and re-aging treatment on corrosion behaviour of an Al–Zn–Mg–Cu alloy. Mater. Des. 2011, 32, 2149–2156. [Google Scholar] [CrossRef]
- Morad, M.S. Some environmentally friendly formulations as inhibitors for mild steel corrosion in sulfuric acid solution. J. Appl. Electrochem. 2007, 37, 661–668. [Google Scholar] [CrossRef]
- Liu, Y.X.; Sun, Z.; He, D.Y.; Lin, J.J.; Wang, K.B.; Zhao, X.; Lv, Y.H. Corrosion Behavior of 7A52 Aluminum Alloy Plasma Arc Welding Joint in Simulated Marine Atmosphere Environment. Adv. Mater. Res. 2022, 1170, 39–48. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Cu | Mn | Mg | Zn | Ti | Cr | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 7N01-T4 | ≤0.30 | ≤0.30 | ≤0.20 | 0.2–0.7 | 1.0–2.0 | 4.0–5.0 | ≤0.20 | ≤0.30 | — | Bal. |
| ER5356 | 0.05 | 0.10 | <0.01 | 0.14 | 5.00 | <0.01 | 0.07 | 0.06 | — | Bal. |
| ER5087 | 0.25 | 0.40 | 0.05 | 0.90 | 4.80 | 0.25 | 0.15 | 0.15 | 0.15 | Bal. |
| Weld Pass No. | Welding Current/A | Welding Voltage/V | Welding Speed/(mm∙s−1 ) |
|---|---|---|---|
| 1 | 250 | 24 | 8 |
| 2 | 260 | 24.5 | 7 |
| 3 | 250 | 24 | 7 |
| Acronyms | Notes |
|---|---|
| ER5087-3.5% | The weld zone of ER5087 welded joint in 3.5 wt.% NaCl solution |
| ER5087-5% | The weld zone of ER5087 welded joint in 5 wt.% NaCl solution |
| ER5356-3.5% | The weld zone of ER5356 welded joint in 3.5 wt.% NaCl solution |
| ER5356-5% | The weld zone of ER5356 welded joint in 5 wt.% NaCl solution |
| Sample | OCP (mV) | Ecorr (mV) | Icorr (10−7A·cm−2) |
|---|---|---|---|
| ER5087-3.5% | −817.6 ± 2 | −807 ± 4 | 49.4 ± 0.3 |
| ER5087-5% | −845.6 ± 1 | −832 ± 3 | 76.5 ± 0.4 |
| ER5356-3.5% | −863.1 ± 1.5 | −856 ± 3 | 5.1 ± 1.2 |
| ER5356-5% | −871 ± 2 | −859 ± 2 | 9.8 ± 0.5 |
| Sample | Rs (Ω·cm2) | CPE | Rct (KΩ·cm2) | YW (10−4 Ω−1·cm−2·s−0.5) | |
|---|---|---|---|---|---|
| Y0 (10−6Ω−1·cm−2·s−n) | n (0 < n < 1) | ||||
| ER5087-3.5% | 2.53 | 57.49 ± 1.56 | 0.81 | 8.03 ± 0.23 | 3.44 ± 0.80 |
| ER5087-5% | 2.17 | 71.60 ± 1.82 | 0.79 | 7.76 ± 0.18 | 3.82 ± 0.78 |
| ER5356-3.5% | 5.24 | 20.63 ± 0.44 | 0.82 | 34.01 ± 0.16 | — |
| ER5356-5% | 3.09 | 74.52 ± 1.22 | 0.74 | 7.89 ± 0.21 | — |
| Sample | dmax (μm) |
|---|---|
| ER5087-3.5% | 71 ± 0.89 |
| ER5087-5% | 86 ± 1.20 |
| ER5356-3.5% | 53 ± 0.45 |
| ER5356-5% | 78.5 ± 0.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, P.; Wu, M.; Liu, D.; Zhao, Z.; Liang, Y.; Dong, Z. Electrochemical Corrosion Behavior of MIG-Welded 7N01-T4 Aluminum Alloy by ER5356 and ER5087 Welding Wires. Materials 2022, 15, 3737. https://doi.org/10.3390/ma15103737
Wei P, Wu M, Liu D, Zhao Z, Liang Y, Dong Z. Electrochemical Corrosion Behavior of MIG-Welded 7N01-T4 Aluminum Alloy by ER5356 and ER5087 Welding Wires. Materials. 2022; 15(10):3737. https://doi.org/10.3390/ma15103737
Chicago/Turabian StyleWei, Ping, Mingfang Wu, Dashuang Liu, Ziqiang Zhao, Yun Liang, and Zhihui Dong. 2022. "Electrochemical Corrosion Behavior of MIG-Welded 7N01-T4 Aluminum Alloy by ER5356 and ER5087 Welding Wires" Materials 15, no. 10: 3737. https://doi.org/10.3390/ma15103737
APA StyleWei, P., Wu, M., Liu, D., Zhao, Z., Liang, Y., & Dong, Z. (2022). Electrochemical Corrosion Behavior of MIG-Welded 7N01-T4 Aluminum Alloy by ER5356 and ER5087 Welding Wires. Materials, 15(10), 3737. https://doi.org/10.3390/ma15103737