
Comparison of Constitutive Models and Microstructure Evolution of GW103K Magnesium Alloy during Hot Deformation

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Flow Softening Mechanism
3.2. Johnson-Cook Constitutive Model
3.3. Strain-Compensated Arrhenius Model
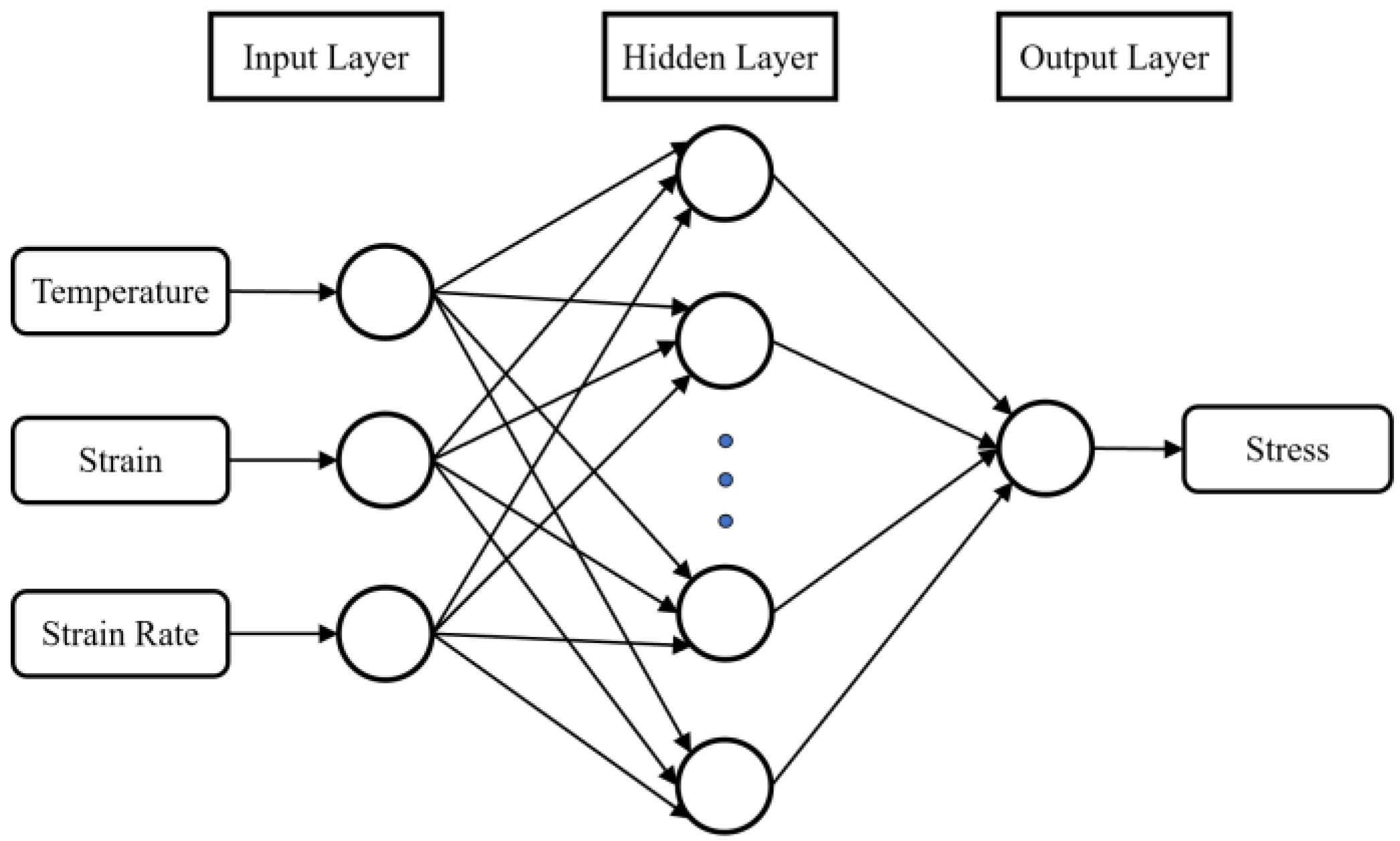
3.4. BP Neural Network Model
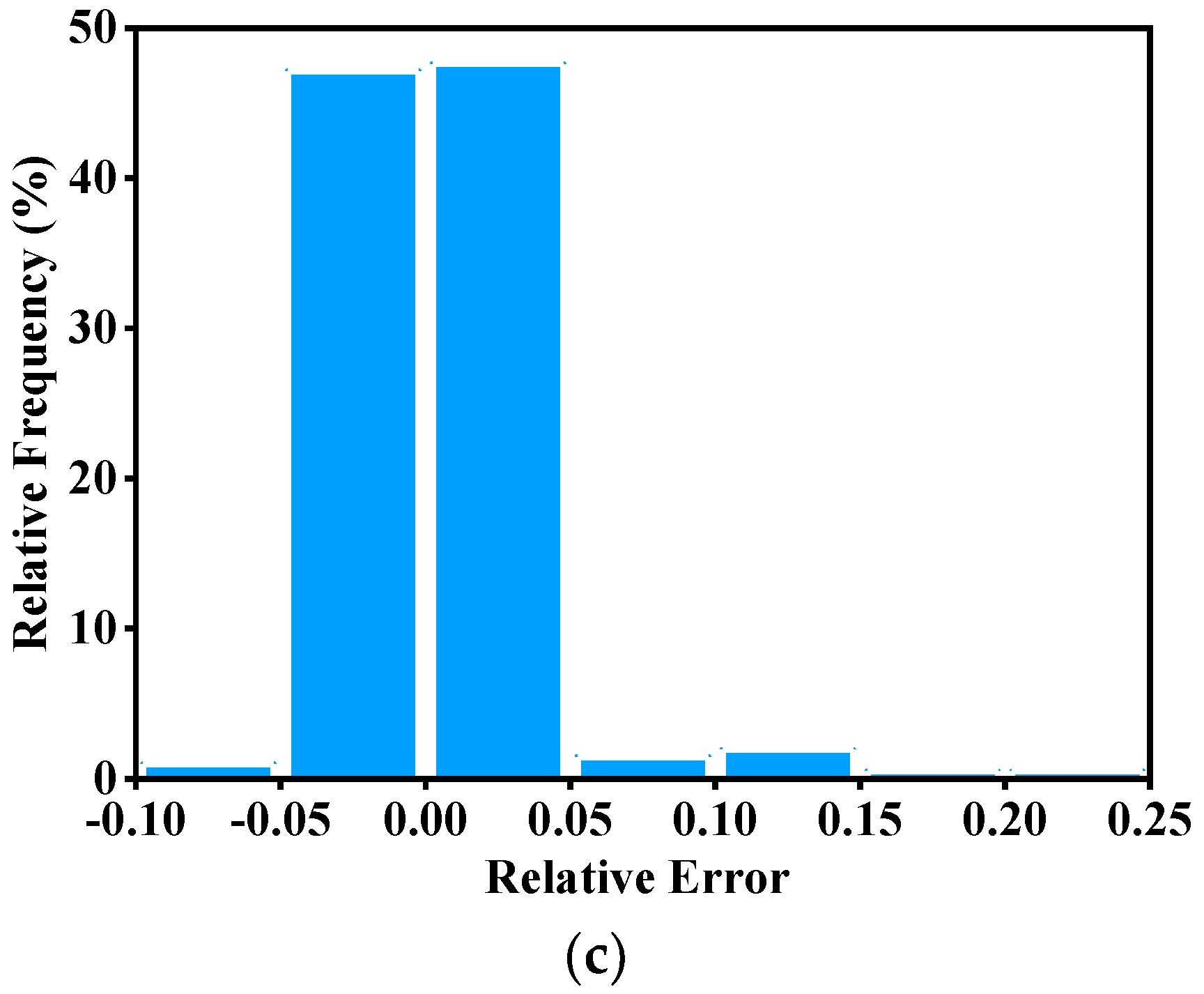
3.5. Comparison of Three Models
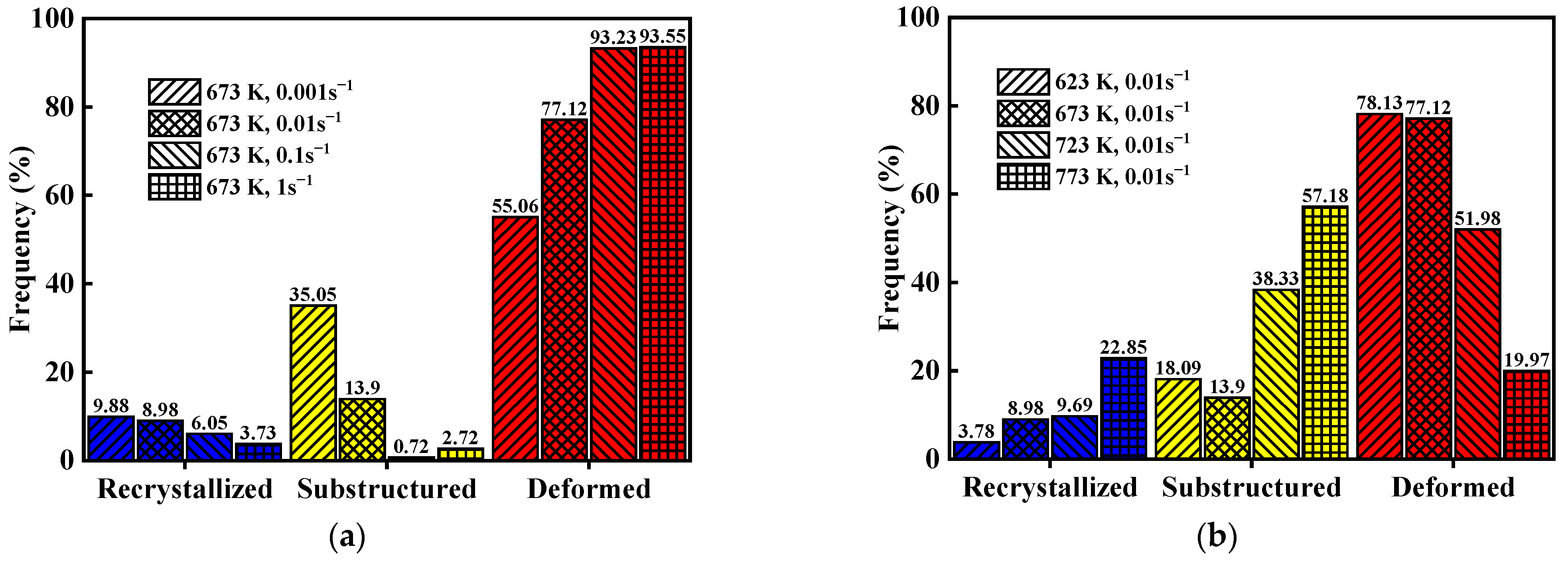
3.6. Microstructural Evolution
4. Conclusions
- The flow stress of GW103K is significantly correlated with strain rate and temperature; flow stress value increases when strain rate is raised and temperature is reduced.
- Comparatively, the JC and SCA models are inadequate to describe the flow behavior of GW103K alloy. The BPNN model has higher accuracy and efficiency than the other two models in predicting the flow behavior of GW103K magnesium alloy.
- It has been proved that DRX is more likely to take place with increasing temperature and decreasing strain rate. Meanwhile, the size of recrystallized grains will also be larger under higher temperature and/or lower strain rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Li, L.; Zhang, X.M. Hot compression deformation behavior and processing parameters of a cast Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2011, 528, 1396–1401. [Google Scholar] [CrossRef]
- Hort, N.; Huang, Y.D.; Kainer, K.U. Intermetallics in magneisum alloys. Adv. Eng. Mater. 2006, 8, 235–240. [Google Scholar] [CrossRef]
- Hajari, A.; Morakabati, M.; Abbasi, S.M.; Badri, H. Constitutive modeling for high-temperature flow behavior of Ti-6242S alloy. Mater. Sci. Eng. A 2016, 681, 103–113. [Google Scholar] [CrossRef]
- Zheng, T.T.; Lin, D.J.; Zeng, X.Q.; Ding, W.J. Hot compressive deformation behaviors of Mg–10Gd–3Y–0.5Zr alloy. Prog. Nat. Sci. Mater. 2016, 26, 78–84. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Chen, X. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Design. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. Eng. Fract. Mech. 1983, 21, 541–548. [Google Scholar]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Metall. Mater. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Roy, M.; Maijer, D.; Dancoine, L. Constitutive behavior of as-cast A356. Mater. Sci. Eng. A 2012, 548, 195–205. [Google Scholar] [CrossRef] [Green Version]
- Bisht, A.; Yadav, V.; Suwas, S.; Dixit, U.S. Deformation Behavior of AM30 Magnesium Alloy. J. Mater. Eng. Perform. 2018, 27, 4900–4910. [Google Scholar] [CrossRef]
- Zhou, T.F.; Wu, J.J.; Liang, Z.Q.; Che, J.T.; Zhang, Y.C.; Wang, X.B. A novel constitutive model for Ti-6Al-4V alloy based on dislocation pile-up theory. Mater. Sci. Technol. 2017, 33, 1379–1387. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, R.H. The flow behavior modeling of cast A356 aluminum alloy at elevated temperatures considering the effect of strain. Mater. Sci. Eng. A 2012, 535, 252–257. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Shahsavari, P. Strain-dependent constitutive equations to predict high temperature flow behavior of AA2030 aluminum alloy. Mech. Mater. 2016, 100, 209–218. [Google Scholar] [CrossRef]
- Slooff, F.A.; Zhou, J.; Duszczyk, J.; Katgerman, L. Constitutive analysis of wrought magnesium alloy Mg–Al4–Zn1. Scr. Mater. 2007, 57, 759–762. [Google Scholar] [CrossRef]
- Arjomandi, M.; Sadati, S.H.; Khorsand, H.; Abdoos, H. Austenite formation temperature prediction in steels using an artificial neural network. Defect Diff. Forum 2008, 273, 335–341. [Google Scholar] [CrossRef]
- Abbasi-Bani, A.; Zarei-Hanzaki, A.; Pishbin, M.H.; Haghdadi, N. A comparative study on the capability of Johnson–Cook and Arrhenius-type constitutive equations to describe the flow behavior of Mg–6Al–1Zn alloy. Mech. Mater. 2014, 71, 52–61. [Google Scholar] [CrossRef]
- Adarsh, S.H.; Sampath, V. Prediction of high temperature deformation characteristics of an Fe-based shape memory alloy using constitutive and artificial neural network modelling. Mater. Today Commun. 2020, 22, 100841. [Google Scholar] [CrossRef]
- Wang, M.H.; Wang, G.T.; Wang, R. Flow stress behavior and constitutive modeling of 20MnNiMo low carbon alloy. J. Cent. South Univ. 2016, 23, 1863–1872. [Google Scholar] [CrossRef]
- Sandlobes, S.; Friak, M.; Zaefferer, S.; Dick, A.; Yi, S.; Letzig, D.; Pei, Z.; Zhu, L.F.; Neugebauer, J.; Raabe, D. The relation between ductility and stacking fault energies in Mg and Mg-Y alloys. Acta Mater. 2012, 60, 3011–3021. [Google Scholar] [CrossRef]
- Marchattiwar, A.; Sarkar, A.; Chakravartty, J.K.; Kashyap, B.P. Dynamic Recrystallization during Hot Deformation of 304 Austenitic Stainless Steel. J. Mater. Eng. Perf. 2013, 22, 2168–2175. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metal. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Maghsoudi, M.H.; Zarei-Hanzaki, A.; Changizian, P.; Marandi, A. Metadynamic recrystallization behavior of AZ61 magnesium alloy. Mater. Des. 2014, 57, 487–493. [Google Scholar] [CrossRef]
- Sumit, G.; Madan, P.; Mahesh, C.S.; Pasi, P. Characteristics of dynamic softening during high temperature deformation of CoCrFeMnNi highentropy alloy and its correlation with the evolving microstructure and micro-texture. J. Mater. Res. Technol. 2021, 15, 6608–6623. [Google Scholar]
- Chen, B.R.; Yeh, A.C.; Yeh, J.W. Effect of one-step recrystallization on the grain boundary evolution of CoCrFeMnNi high entropy alloy and its subsystems. Sci. Rep. 2016, 6, 22306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thirathipviwat, P.; Song, G.; Jayaraj, J.; Bednarcik, J.; Wendrock, H.; Gemming, T.; Freudenberger, J.; Nielsch, K.; Han, J. A comparison study of dislocation density, recrystallization and grain growth among nickel, FeNiCo ternary alloy and FeNiCoCrMn high entropy alloy. J. Alloys Comp. 2019, 790, 266–273. [Google Scholar] [CrossRef]
- Masoumi, M.; Herculano, L.F.G.; Almeida, A.A.; Beres, M.; De Abreu, H.F.G. Texture study across thickness of API X70 steel after hot deformation and different posttreatments. JOM 2016, 68, 401–409. [Google Scholar] [CrossRef]
- Solhjoo, S. Determination of critical strain for initiation of dynamic recrystallization. Mater. Des. 2010, 31, 1360–1364. [Google Scholar] [CrossRef]
- Guo, N.N.; Wang, L.; Luo, L.S.; Li, X.Z.; Chen, R.R.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Hot deformation characteristics and dynamic recrystallization of the MoNbHfZrTi refractory high-entropy alloy. Mater. Sci. Eng. A 2016, 651, 698–707. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Dynamic recrystallization: Mechanical and microstructural considerations. Acta Metal. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy Zk60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Takigawa, Y.; Honda, M.; Uesugi, T.; Higashi, K. Effect of Initial Grain Size on Dynamically Recrystallized Grain Size in AZ31 Magnesium Alloy. Mater. Trans. 2008, 49, 1979–1982. [Google Scholar] [CrossRef] [Green Version]
- Hadadzadeh, A.; Mokdad, F.; Wells, M.A.; Chen, D.L. Modeling dynamic recrystallization during hot deformation of a cast-homogenized Mg-Zn-Zr alloy. Mater. Sci. Eng. A 2018, 720, 180–188. [Google Scholar] [CrossRef]
- Martin, E.; Jonas, J.J. Evolution of microstructure and microtexture during the hot deformation of Mg–3% Al. Acta Mater. 2010, 58, 4253–4266. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gd | Y | Zr | Mg |
|---|---|---|---|
| 10.3 | 3.3 | 0.4 | Bal |
| Model | Mean Value | Standard Deviation |
|---|---|---|
| JC | 0.0154 | 0.1878 |
| SCA | 0.0006 | 0.0992 |
| BPNN | 0.0053 | 0.0354 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, L.; Wu, Y. Comparison of Constitutive Models and Microstructure Evolution of GW103K Magnesium Alloy during Hot Deformation. Materials 2022, 15, 4116. https://doi.org/10.3390/ma15124116
Yin L, Wu Y. Comparison of Constitutive Models and Microstructure Evolution of GW103K Magnesium Alloy during Hot Deformation. Materials. 2022; 15(12):4116. https://doi.org/10.3390/ma15124116
Chicago/Turabian StyleYin, Lan, and Yunxin Wu. 2022. "Comparison of Constitutive Models and Microstructure Evolution of GW103K Magnesium Alloy during Hot Deformation" Materials 15, no. 12: 4116. https://doi.org/10.3390/ma15124116
APA StyleYin, L., & Wu, Y. (2022). Comparison of Constitutive Models and Microstructure Evolution of GW103K Magnesium Alloy during Hot Deformation. Materials, 15(12), 4116. https://doi.org/10.3390/ma15124116