
Effects of Electromagnetic Fields on the Microstructure of Laser Cladding

Abstract
:1. Introduction
2. Experimental Method
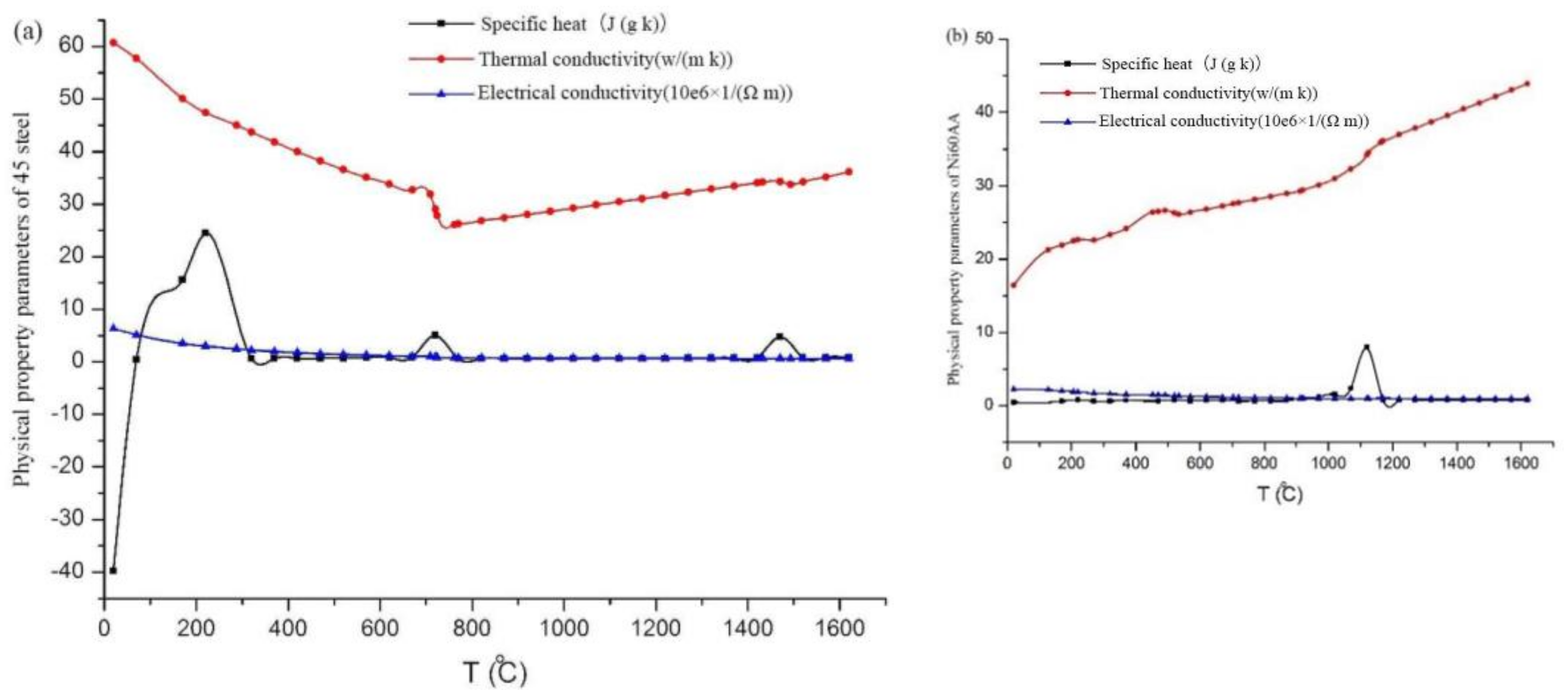
2.1. Materials
2.2. Experimental Platform
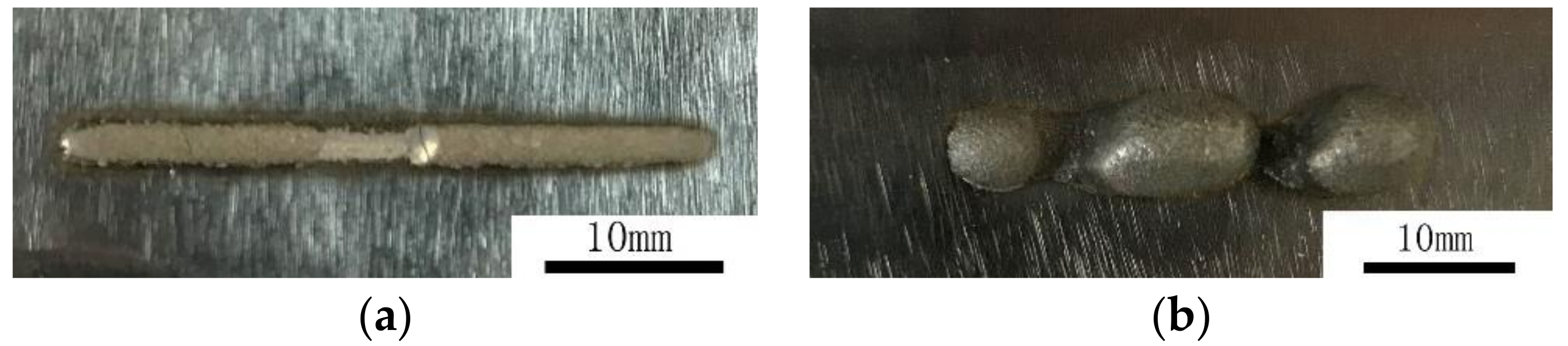
2.3. Selection of Technological Parameters
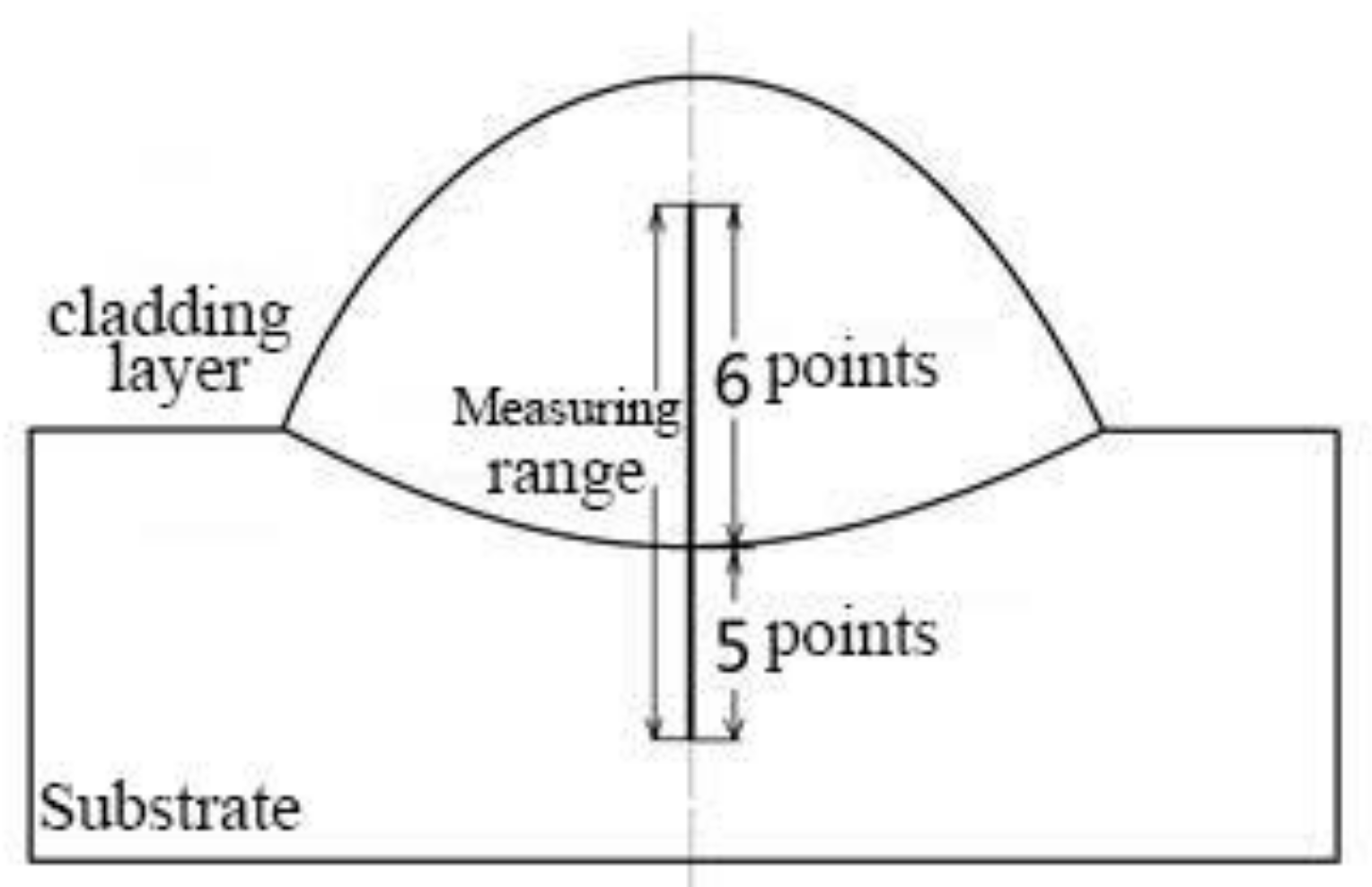
2.4. Test Method of Molding Parts
3. Results and Analysis
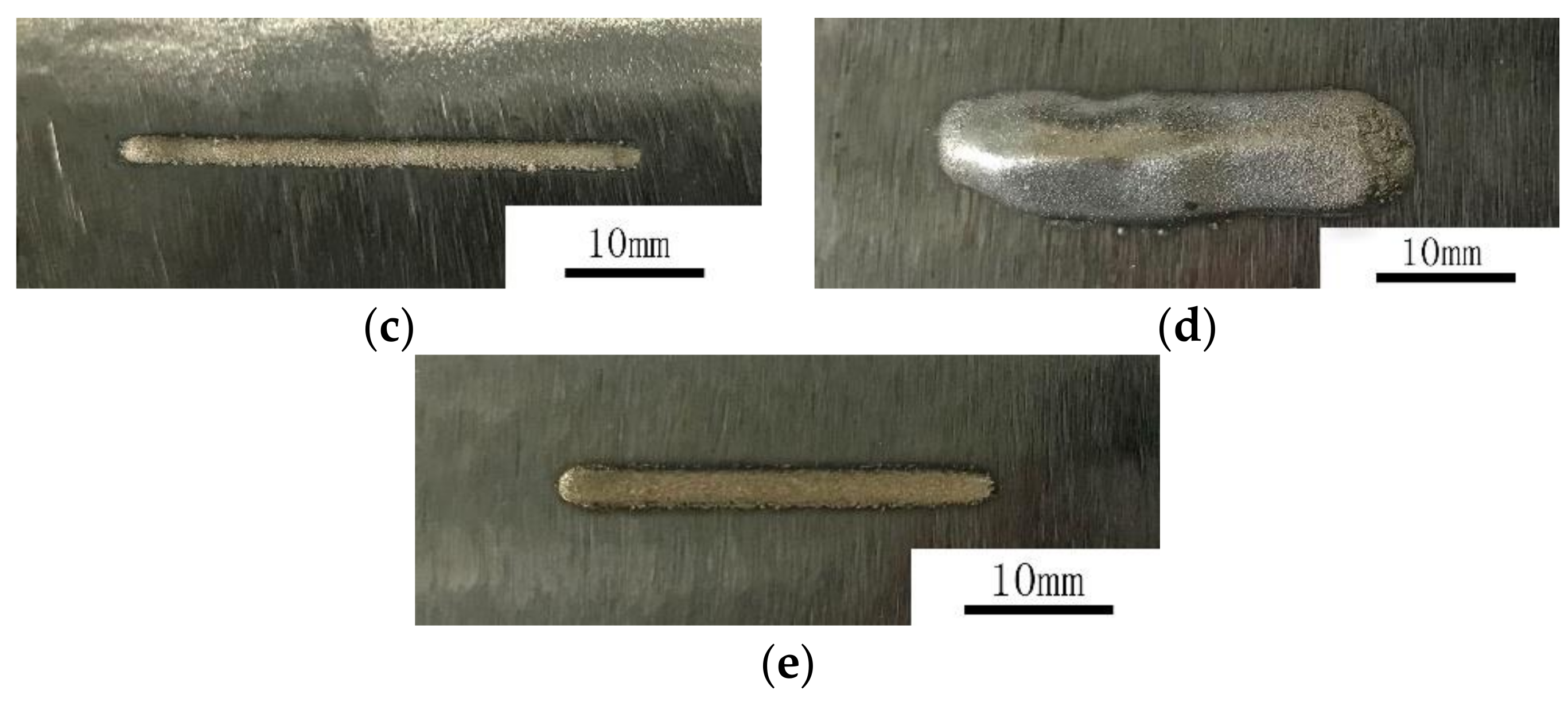
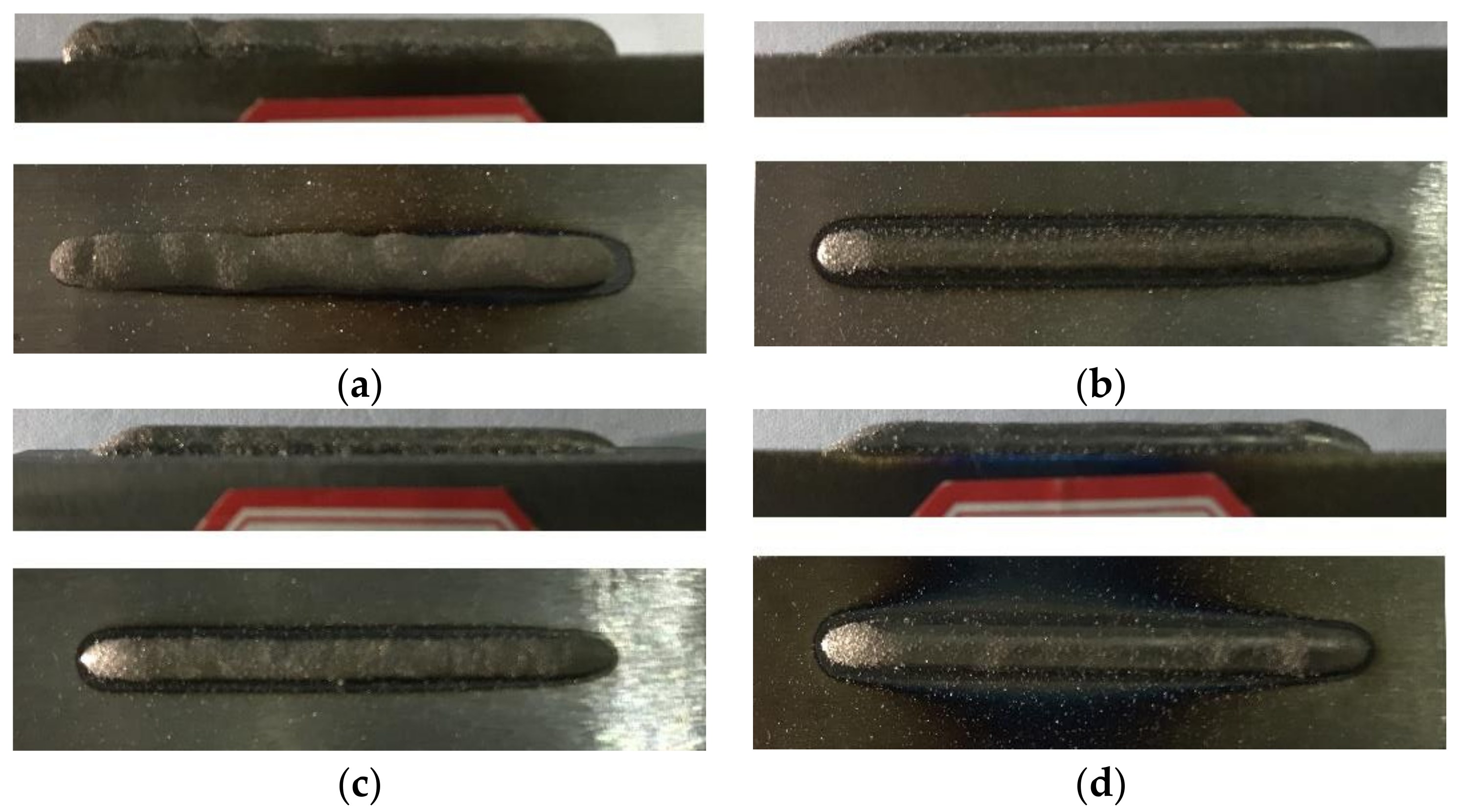
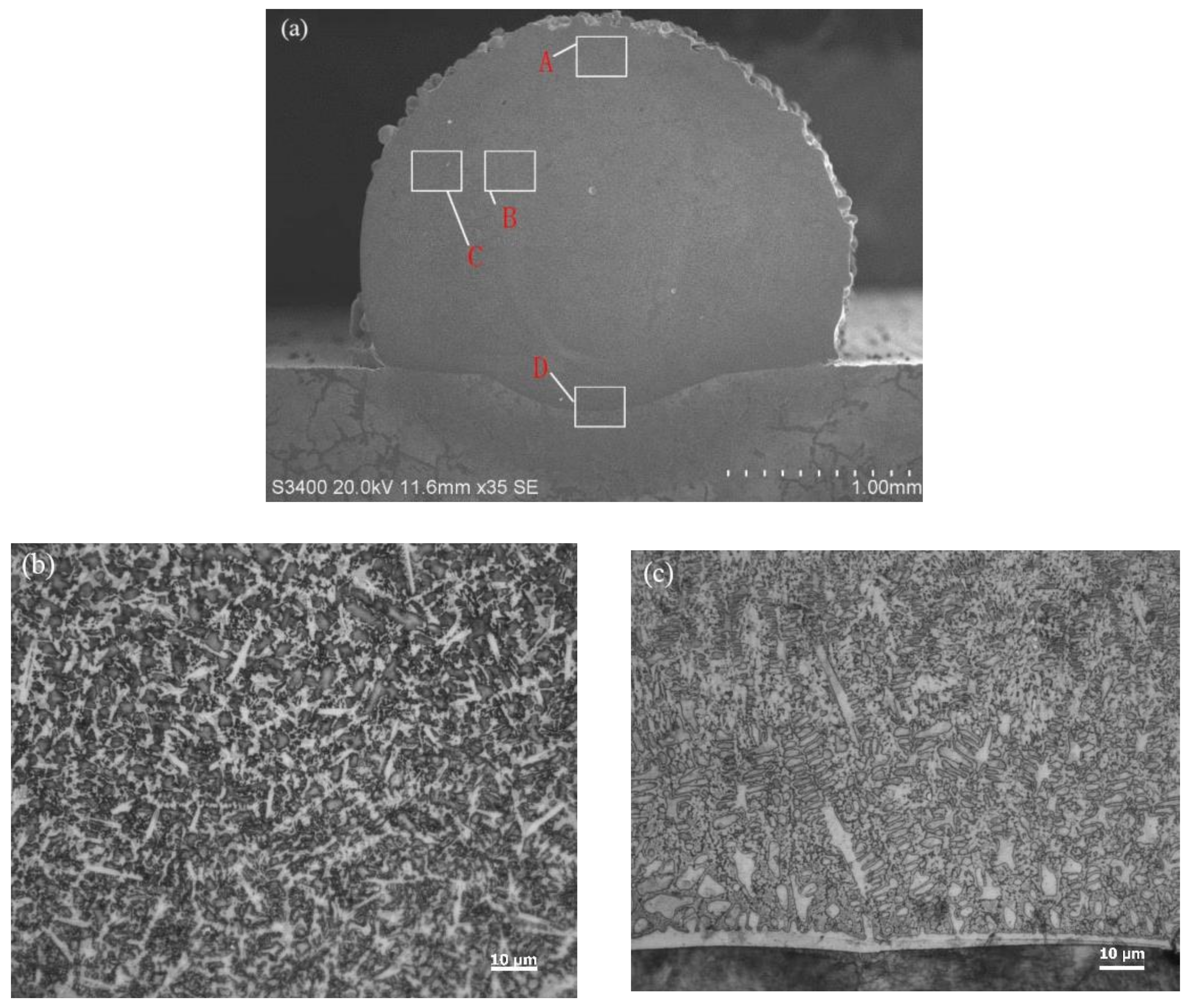
3.1. Effects of Electromagnetic Field Assistance on the Macroscopic Morphology of Specimens
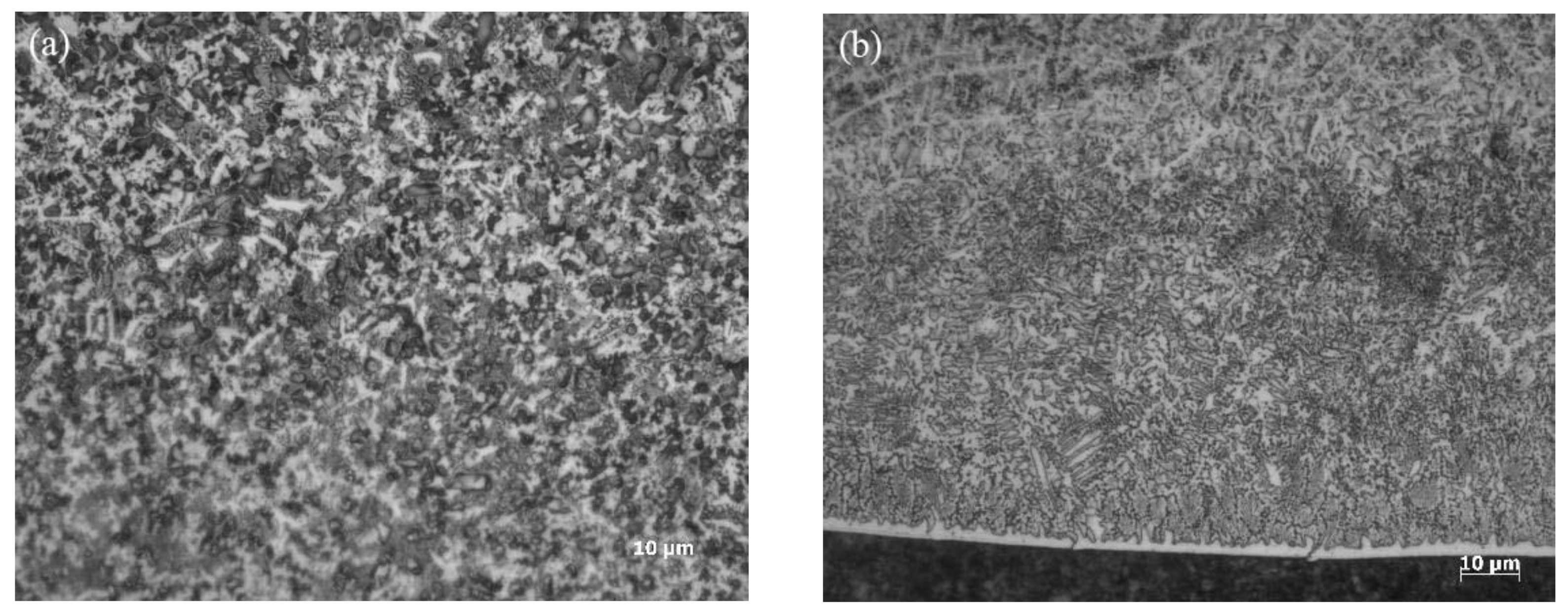
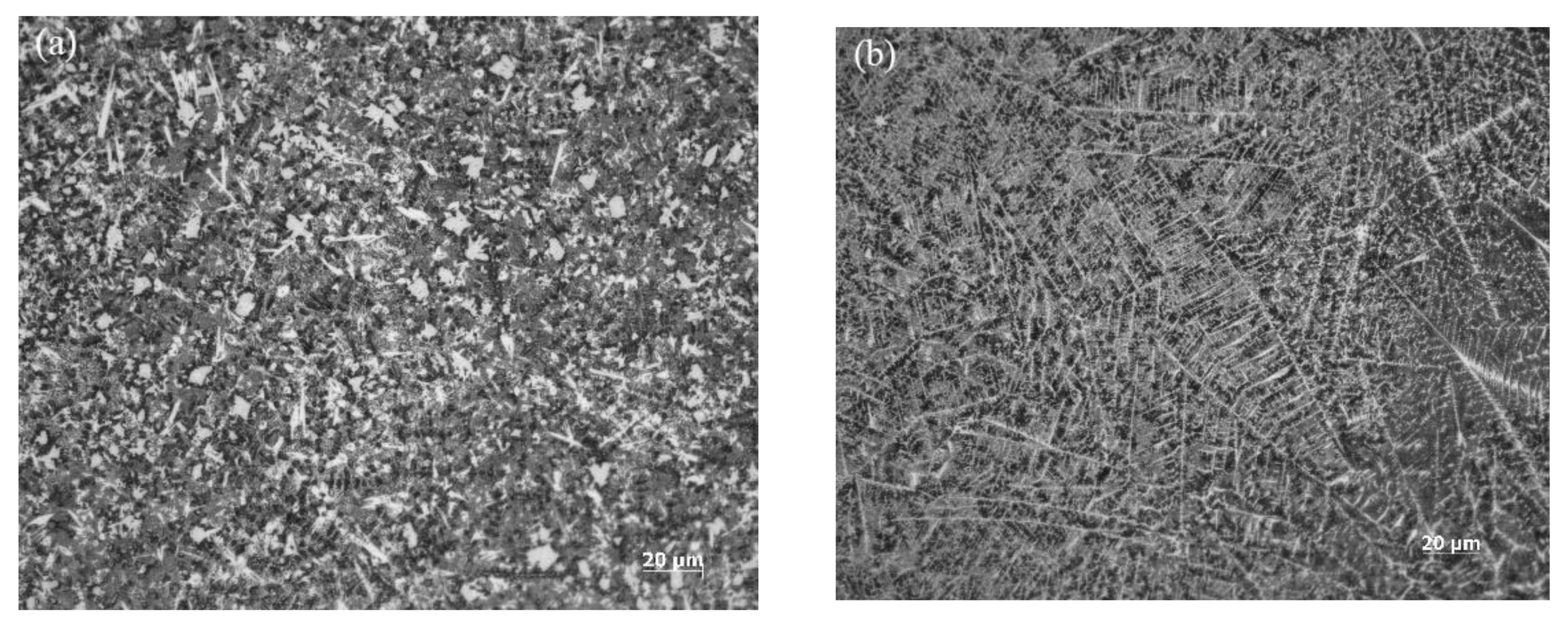
3.2. Effects of Electromagnetic Field on the Microstructure
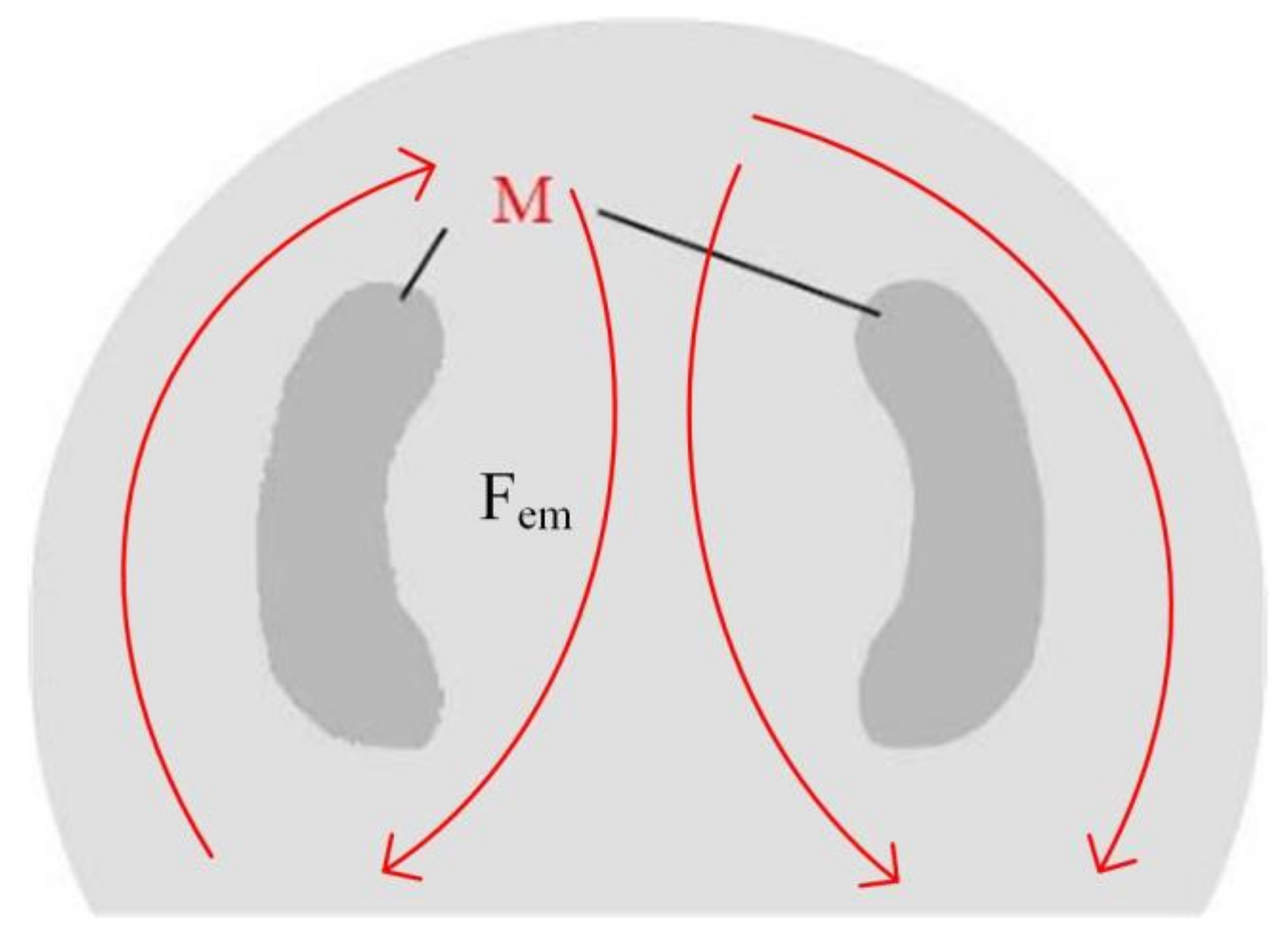
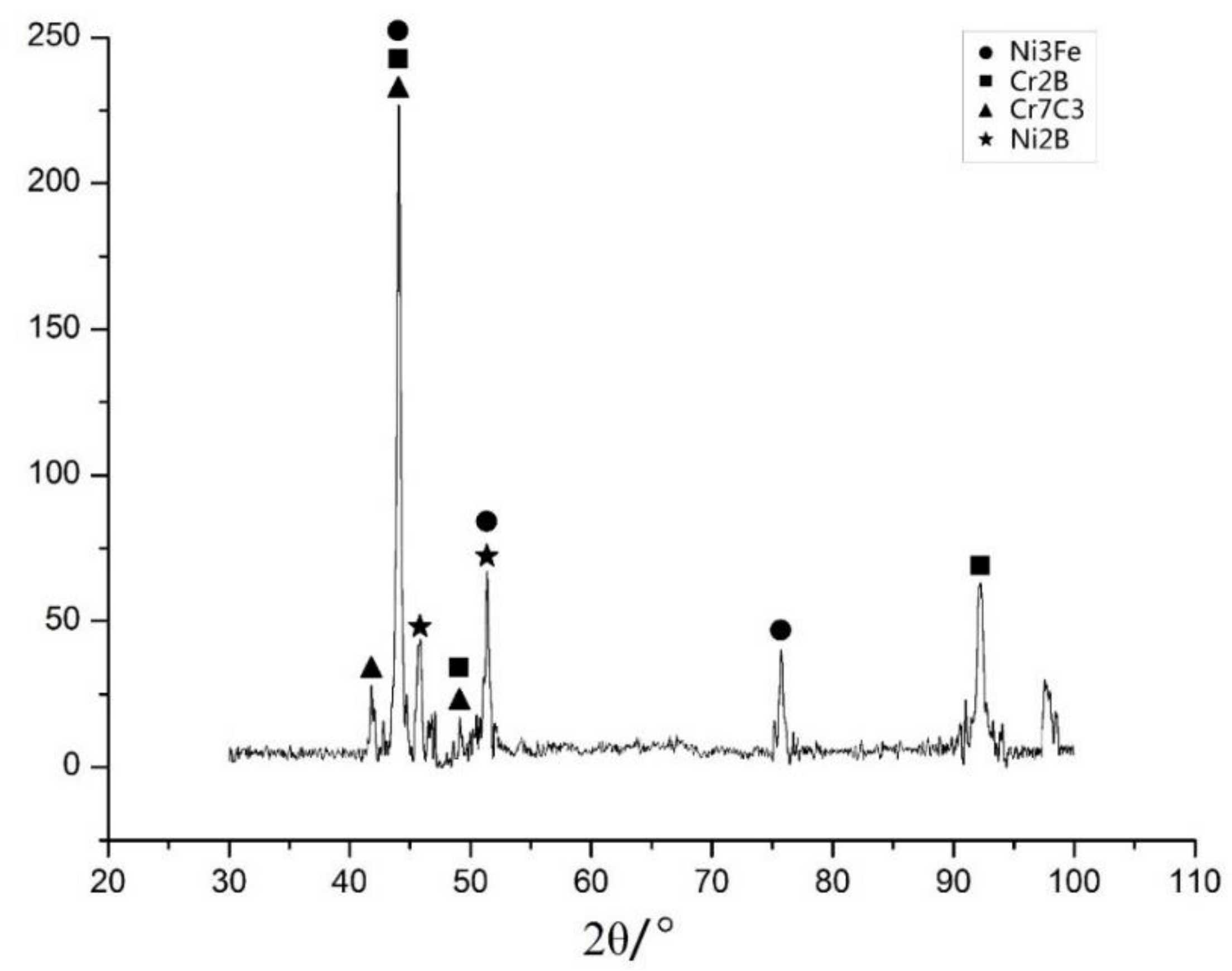
3.3. Effects of the Electromagnetic Field on Phases in the Molten Pool
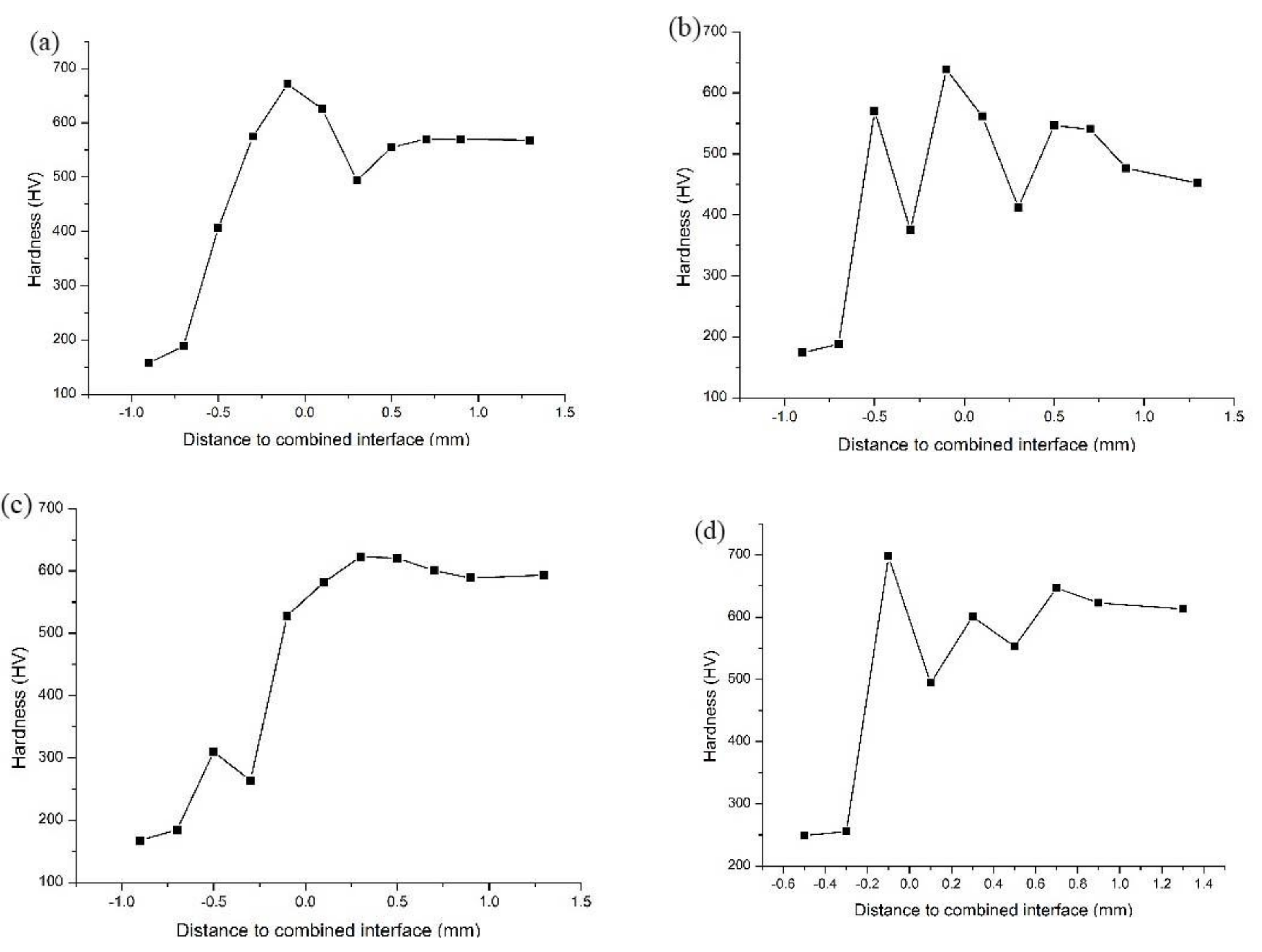
3.4. Effects of the Electromagnetic Field on Microhardness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, C.-M.; Chang, C.-M.; Chen, J.-H.; Hsieh, C.-C.; Wu, W. Microstructure and wear characteristics of high-carbon Cr-based alloy claddings formed by gas tungsten arc welding (GTAW). Surf. Coat. Technol. 2010, 205, 2590–2596. [Google Scholar] [CrossRef]
- Zhang, H.; Shi, Y.; Kutsuna, M.; Xu, G. Laser cladding of Colmonoy 6 powder on AISI316L austenitic stainless steel. Nucl. Eng. Des. 2010, 240, 2691–2696. [Google Scholar] [CrossRef]
- Marchese, G.; Colera, X.G.; Calignano, F. Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition. Adv. Eng. Mater. 2017, 19, 1600635. [Google Scholar] [CrossRef]
- Torims, T. Laser Cladding Device for In Situ Repairs of Marine Crankshafts. Adv. Mater. Res. 2013, 712–715, 709–714. [Google Scholar] [CrossRef]
- Hu, D.; Kovacevic, R. Modelling and measuring the thermal behaviour of the molten pool in closed-loop controlled laser-based additive manufacturing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 441–452. [Google Scholar] [CrossRef]
- Janicki, D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles. Opt. Laser Technol. 2017, 94, 6–14. [Google Scholar] [CrossRef]
- Abioye, T.E.; Mccartney, D.G.; Clare, A.T. Laser cladding of Inconel 625 Wire for Corrosion Protection. J. Mater. Process. Technol. 2014, 217, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Abioye, T.E.; Folkes, J.; Clare, A.T. A parametric study of Inconel 625 wire laser deposition. J. Mater. Process. Technol. 2013, 213, 2145–2151. [Google Scholar] [CrossRef] [Green Version]
- Fesharaki, M.N.; Shoja-Razavi, R.; Mansouri, H.A. Microstructure investigation of Inconel 625 coating obtained by laser cladding and TIG cladding methods. Surf. Coat. Technol. 2018, 353, 25–31. [Google Scholar] [CrossRef]
- Silwal, B.; Walker, J.; West, D. Hot-wire GTAW cladding: Inconel 625 on 347 stainless steel. Int. J. Adv. Manuf. Technol. 2019, 102, 3839–3848. [Google Scholar] [CrossRef]
- Wang, Z.P.; Hu, F.Y.; Hu, B. Research on laser cladding super alloy K418 by multipass and multi-layer method. New Technol. New Process 2009, 4, 78–80. [Google Scholar]
- Ram, G.D.J.; Reddy, A.V.; Rao, K.P. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci. Technol. Weld. Join. 2004, 9, 390–398. [Google Scholar]
- Liu, F.; Cheng, H.; Yu, X.; Yang, G.; Huang, C.; Lin, X.; Chen, J. Control of microstructure and mechanical properties of laser solid formed Inconel 718 superalloy by electromagnetic stirring. Opt. Laser Technol. 2017, 99, 342–350. [Google Scholar] [CrossRef]
- Meng, X.; Bachmann, M.; Artinov, A.; Rethmeier, M. Experimental and numerical assessment of weld pool behavior and final microstructure in wire feed laser beam welding with electromagnetic stirring. J. Manuf. Process 2019, 45, 408–418. [Google Scholar] [CrossRef]
- Zhang, W.; Roy, G.G.; Elmer, J.W.; DebRoy, T. Modeling of heat transfer and fluid flow during gas tungsten arc spot welding of low carbon steel. J. Appl. Phys. 2003, 93, 3022. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W. Probing Heat Transfer, Fluid Flow and Microstructural Evolution during Fusion Welding of Alloys. Ph.D. Thesis, The Pennsylvania State University, State College, PA, USA, 2004. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|
| wt % | 0.45 | 0.20 | 0.50 | 0.24 | 0.22 | 0.25 | Bal. |
| Elements | C | Si | B | Cr | Fe | Ni |
|---|---|---|---|---|---|---|
| wt % | 0.85 | 4.2 | 3.7 | 17 | 7.1 | Bal. |
| No | P (W) | v0 (mm/s) | d1 (mm) | L (g/min) | Score |
|---|---|---|---|---|---|
| 1 | 600 | 1 | 10 | 0.75 | 65 |
| 2 | 600 | 3 | 14 | 5.88 | 40 |
| 3 | 600 | 5 | 18 | 2.46 | 80 |
| 4 | 600 | 7 | 12 | 7.59 | 100 |
| 5 | 600 | 9 | 16 | 4.17 | 100 |
| 6 | 800 | 1 | 18 | 5.88 | 60 |
| 7 | 800 | 3 | 12 | 2.46 | 65 |
| 8 | 800 | 5 | 16 | 7.59 | 90 |
| 9 | 800 | 7 | 10 | 4.17 | 120 |
| 10 | 800 | 9 | 14 | 0.75 | 110 |
| 11 | 1000 | 1 | 16 | 2.46 | 40 |
| 12 | 1000 | 3 | 10 | 7.59 | 100 |
| 13 | 1000 | 5 | 14 | 4.17 | 100 |
| 14 | 1000 | 7 | 18 | 0.75 | 133 |
| 15 | 1000 | 9 | 12 | 5.88 | 110 |
| 16 | 1200 | 1 | 14 | 7.59 | 65 |
| 17 | 1200 | 3 | 18 | 4.17 | 75 |
| 18 | 1200 | 5 | 12 | 0.75 | 105 |
| 19 | 1200 | 7 | 16 | 5.88 | 115 |
| 20 | 1200 | 9 | 10 | 2.46 | 120 |
| 21 | 1400 | 1 | 12 | 4.17 | 25 |
| 22 | 1400 | 3 | 16 | 0.75 | 95 |
| 23 | 1400 | 5 | 10 | 5.88 | 125 |
| 24 | 1400 | 7 | 14 | 2.46 | 118 |
| 25 | 1400 | 9 | 18 | 7.59 | 135 |
| k1 | 77 | 51 | 106 | 101.6 | |
| k2 | 89 | 75 | 81 | 84.6 | |
| k3 | 96.6 | 100 | 86.6 | 84 | |
| k4 | 96 | 117.2 | 88 | 90 | |
| k5 | 99.6 | 115 | 96.6 | 98 | |
| R | 22.6 | 66.2 | 25 | 17.6 | |
| Optimal level | 1400 | 7 | 10 | 0.75 | |
| Order of significance | 3 | 1 | 2 | 4 |
| No | Electromagnetic Field (Yes/No) | d1 (mm) | v0 (mm/s) | P (W) |
|---|---|---|---|---|
| 1 | No | 12 | 5 | 1200 |
| 2 | No | 18 | 8 | 1800 |
| 3 | Yes | 12 | 5 | 1200 |
| 4 | Yes | 18 | 8 | 1800 |
| Electromagnetic Field (Yes/No) | d1 (mm) | v0 (mm/s) | P (W) | pb (MPa) | pf (MPa) |
|---|---|---|---|---|---|
| No | 18 | 8 | 1800 | 0.2 | 0.1 |
| Electromagnetic Field (Yes/No) | d1 (mm) | v0 (mm/s) | P(W) | pb (MPa) | pf (MPa) |
|---|---|---|---|---|---|
| Yes | 18 | 6 | 1200 | 0.2 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Y.; Zhou, X.; Wang, X.; Feng, X.; Peng, L. Effects of Electromagnetic Fields on the Microstructure of Laser Cladding. Materials 2022, 15, 4198. https://doi.org/10.3390/ma15124198
Shi Y, Zhou X, Wang X, Feng X, Peng L. Effects of Electromagnetic Fields on the Microstructure of Laser Cladding. Materials. 2022; 15(12):4198. https://doi.org/10.3390/ma15124198
Chicago/Turabian StyleShi, Yongjun, Xiaoyu Zhou, Xiaogang Wang, Xingteng Feng, and Laida Peng. 2022. "Effects of Electromagnetic Fields on the Microstructure of Laser Cladding" Materials 15, no. 12: 4198. https://doi.org/10.3390/ma15124198
APA StyleShi, Y., Zhou, X., Wang, X., Feng, X., & Peng, L. (2022). Effects of Electromagnetic Fields on the Microstructure of Laser Cladding. Materials, 15(12), 4198. https://doi.org/10.3390/ma15124198