3.1. Mineral Composition of BBSC Clinkers
The main chemical compositions of the BBSC clinker are shown in
Table 4. At the same calcination condition, the content of Fe
2O
3 increased with the increase in the designed C
4AF content, while the content of SO
3 decreased with the decrease in the designed C
4A
3$.
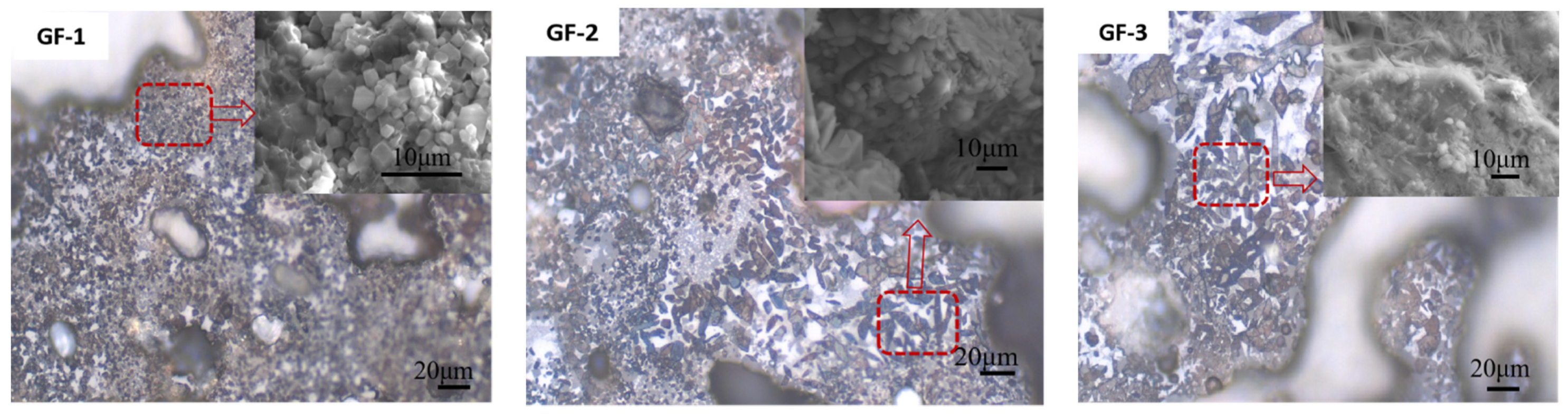
The clinker lithofacies are shown in
Figure 1. The BBSC clinker was mainly composed of leafy and round mineral grains, but there were also some white minerals with different shapes and small gray grains, which could be indexed as C
2S, brownmillerite, and C
4A
3$, respectively [
25,
26]. Leafy minerals and white minerals increased with the increase in the designed brownmillerite content. Then, a finer morphology of the samples after the analysis of the lithofacies was continued to be observed by using ESEM. Gray round crystal particles in the GF-1 lithofacies corresponded to the well-developed hexagonal C
4A
3$ crystals in the ESEM, and there was also a molten liquid phase (brownmillerite). Leaf-like minerals with certain crystal grains in the GF-2 lithofacies corresponded to needle-like and columnar minerals in the ESEM, in which the columnar minerals might be brownmillerite. Coarse needle crystals in sample GF-3 were observed, but hexagonal small crystal particles in C
4A
3$ disappeared [
4]. The crystal morphology of the main minerals became slender with the increase in the designed C
4AF, and hexagonal small crystal particles C
4A
3$ disappeared, which is consistent with the observation of the lithofacies. It is expected that the increase in iron in raw materials would decrease the eutectic point and increase the liquid phase content, and then increase the solvent mineral brownmillerite during the clinker calcination process, which changed the crystal morphology of the clinker minerals due to the relatively higher calcination temperature for the clinker with higher designed brownmillerite. In addition, the content of C
4A
3$ was decreased with the increased content of iron, so hexagonal small crystal particles disappeared with the increase in the designed brownmillerite [
26].
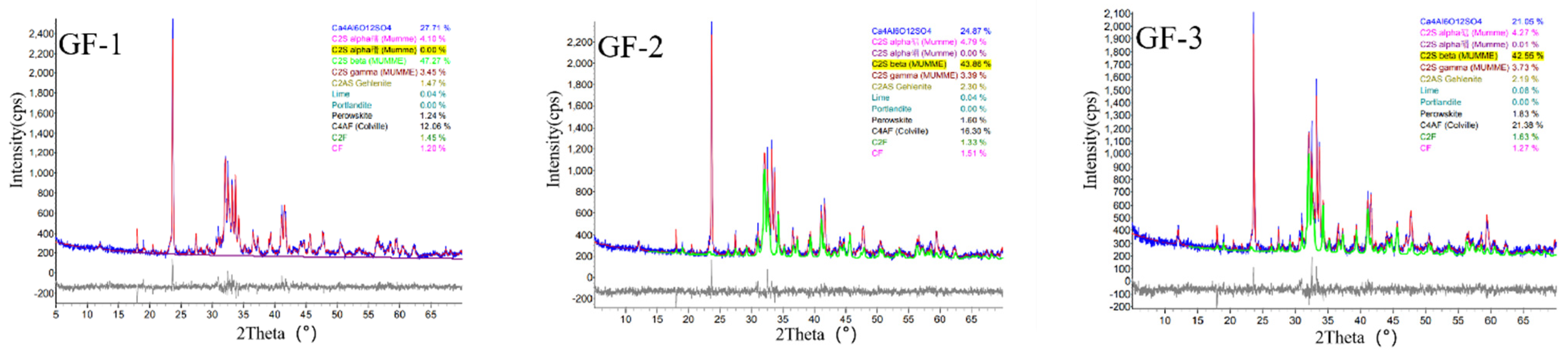
The QXRD patterns of the BBSC clinkers with different brownmillerite contents are shown in
Figure 2, and the corresponding mineral compositions are listed in
Table 5. It can be seen from
Figure 2 that the main minerals of the BBSC clinkers were C
2S, C
4A
3$, brownmillerite (C
4AF, C
2F, etc.), and a few gehlenites, which corresponded to the mineral design of the BBSC clinker. As shown in
Table 5, the main mineral content between the theoretical calculation and QXRD results showed few differences. It showed that the main clinker mineral formation reaction of the whole system was relatively completed at the calcination temperature of 1330 °C. The content of C
2S ranged from 50% to 54% and the content of brownmillerite gradually increased while the content of C
4A
3$ decreased, which also corresponded to the mineral content design of the BBSC clinker.
3.2. Hydration of BBSC
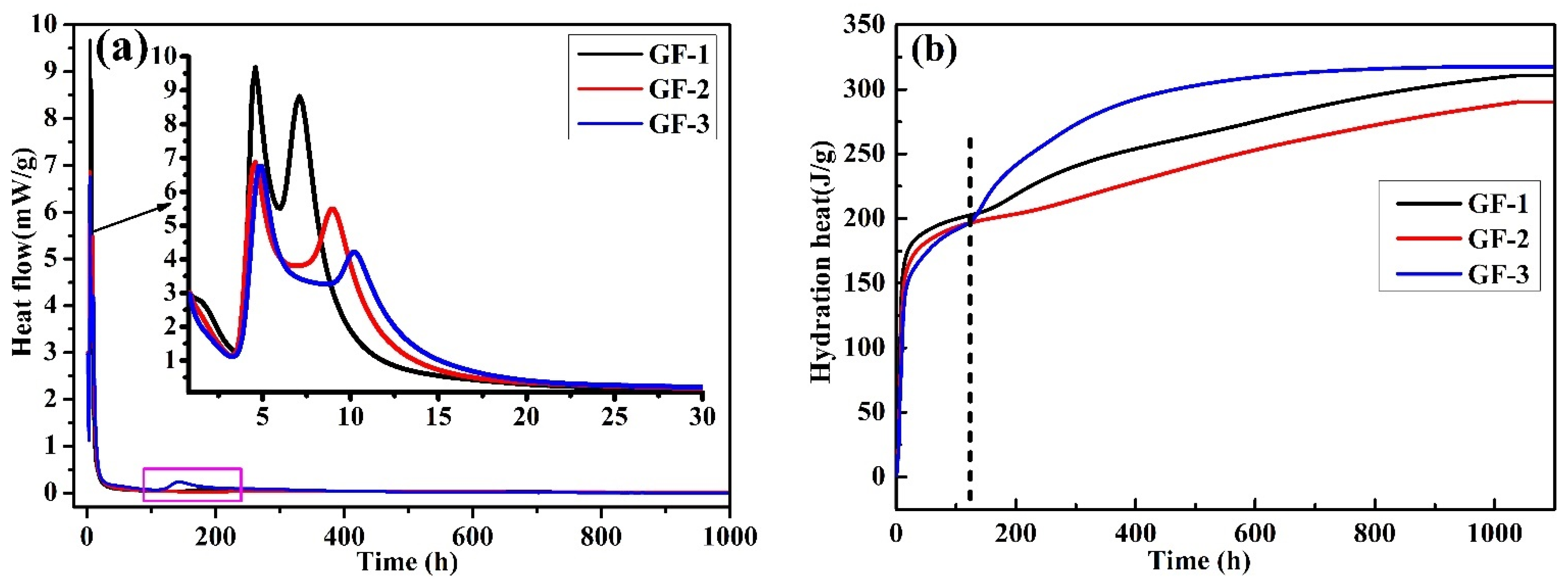
A micro calorimeter was used to analyze the hydration heat release of the BBSC clinkers, and the results are shown in
Figure 3a. The dissolution of solid particles and the rapid formation of ettringite (AFt) due to the hydration reaction among the AH, C
4A
3$, and brownmillerite contributed to the initial higher heat flow [
27,
28]. After a much shorter induction stage, two significant heat flow humps were clearly visible in the three BBSC systems: the first hump of 9.67 mW/g for GF-1, 6.87 mW/g for GF-2, and 6.75 mW/g for GF-3 at about 5 h; the second hump of 8.83 mW/g at about 7.1 h for GF-1, 5.48 mW/g at about 9.1 h for GF-2, and 4.20 mW/g at about 9.6 h for GF-3. This phenomenon is similar to the reported hydration process of C
4A
3$ or brownmillerite in the presence of AH [
10,
11,
12,
13,
14,
27,
28], and a two-step hydration reaction was thus proposed [
4,
29]: the first step at about 5 h, the rapid formation of AFt along with the dissolution of C
4A
3$ or brownmillerite and AH; and the second step after 7.5 h, the renewed fast formation of AFt synchronously occurred with a renewed accelerated dissolution of C
4A
3$ or brownmillerite, or plenty of Ca(OH)
2 reacted with AH
3 and sulfate to produce much more AFt in the Ca(OH)
2 solution and sufficient gypsum environment. Referred to the hydration mechanism of C
4A
3$ or brownmillerite, the hydration reaction of BBSC can be described as Equations (8)–(11),
It has been shown that the hydration of brownmillerite would be delayed in the presence of adequate sulfates [
10,
30]. Therefore, the hydration heat flow decreased by 30% with the increase in the content of brownmillerite in BBSC in the first step. Compared to that of GF-1, the hydration heat flow was further decreased (decreased by 38% and 52%, respectively) and its occurrence time was delayed 2.0 h to 2.5 h with the increase in brownmillerite in BBSC for GF-2 and GF-3 at the second step, respectively. As shown in
Table 4, SO
3 decreased due to the increase in the designed brownmillerite and the decrease in designed C
4A
3$ for the BBSC clinker. For GF-1, a relatively higher sulfate level ensured the renewed fast formation of AFt in this case. With the sulfate depletion, monosulfate (AFm) was formed due to the direct hydration of C
4A
3$ (Equation (12)) or the AFt transformation,
Meanwhile, brownmillerite hydration was also initiated with the sulfate depletion in this step [
7,
19]. Interestingly, another obvious hydration flow hump at about 120 h was observed for sample GF-3 in
Figure 3b, which may be the C
2AS·8H
2O formation [
20,
31,
32], as shown in Equation (13),
The total heat release of BBSC hydration is shown in
Figure 3b. The total heat release at early ages (7 d) for the three BBSC systems was about 200 J/g, which was lower than that of sulfoaluminate cement and almost equal to that of low-heat cement [
1,
4]. It was noted that the total heat release of GF-2 (below 250 J/g) was lower than that of GF-1 and GF-3 after 120 h. The total heat release of BBSC before 120 h was lowered with the increase in brownmillerite content, which would further increase after 120 h. A much higher total heat release for GF-3 was observed, which was in accordance with the heat flow result shown in
Figure 3a, and the formation of C
2AS·8H
2O might contribute to the higher later heat release.
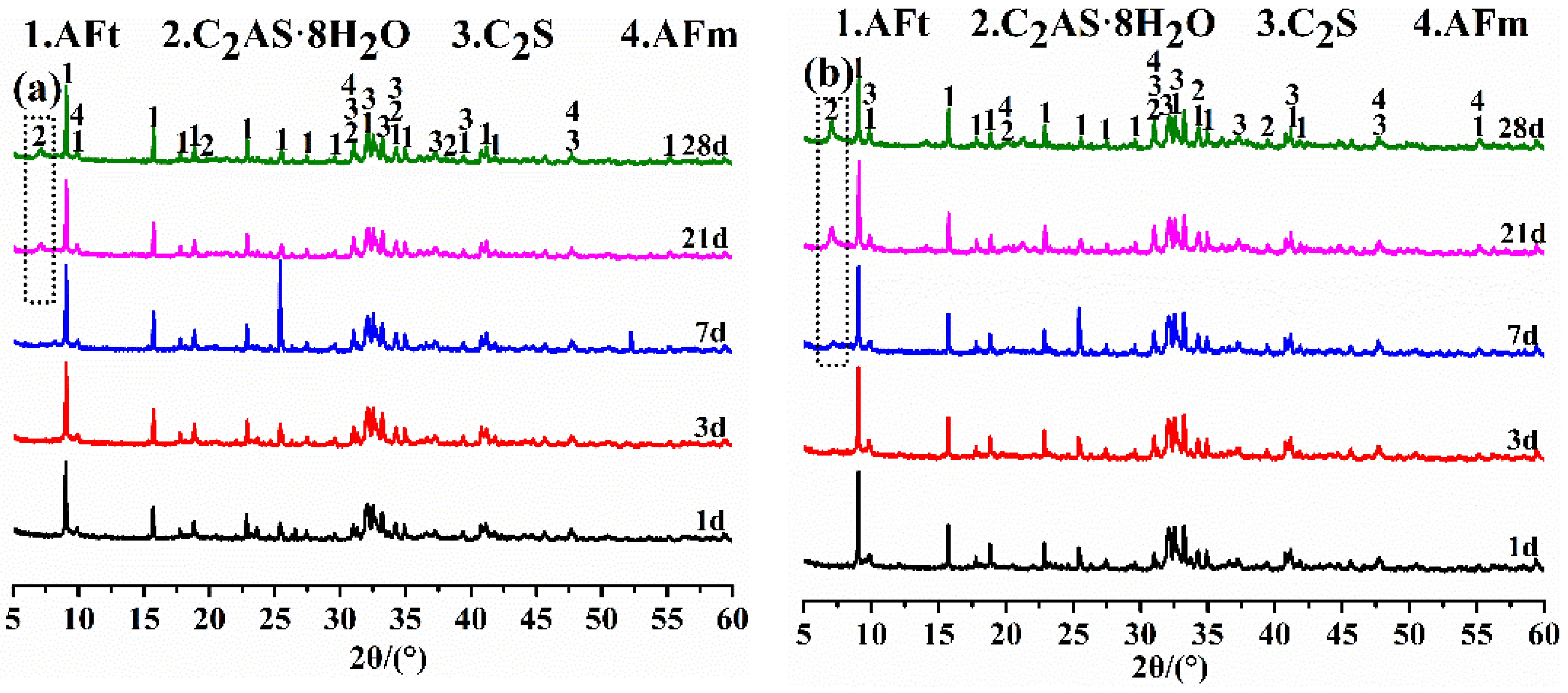
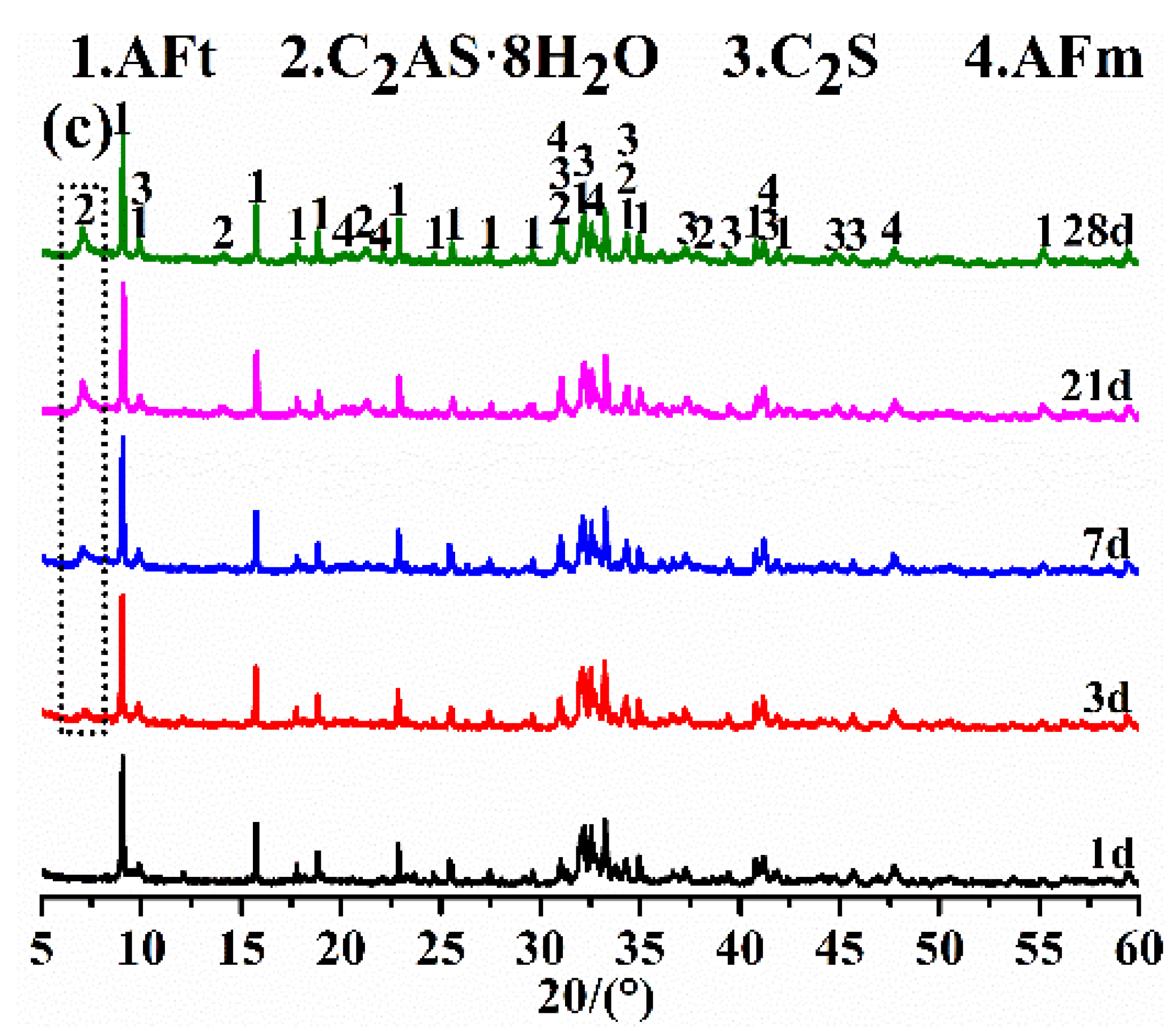
The hydration products of the BBSC paste cured for different times were tested by XRD. As shown in
Figure 4, the main hydration products of BBSC consisted of AFt, C
2AS·8H
2O, unhydrated C
2S, and few low-sulfur AFt (AFm) [
4,
18,
33,
34,
35]. Furthermore, AFm, AH
3, and FH
3 were also present, however, they were not obviously observed in the XRD patterns due to their gel state and poor crystal development. It can be found that the peak intensity of AFt located at 25° (2θ) for each sample after curing for 7 d was the strongest, and it decreased with the increased amount of brownmillerite. The diffraction peak located at 8° (2θ) could be identified as C
2AS·8H
2O, which could be observed in GF-1 after 21 d of curing, in GF-2 after 7 d of curing, and in GF-3 after 3 d of curing, respectively. That is, the higher the brownmillerite content in the BBSC, the earlier the C
2AS·8H
2O formed. The diffraction peak intensity of C
2AS·8H
2O gradually became stronger with the prolonged curing age, and it also rose with the increased content of brownmillerite in BBSC. These results correspond to the above hydration heat release analysis. Meanwhile, the peak of unhydrated dicalcium silicate gradually weakened with the prolonged curing age, indicating the hydration of C
2S and the hydration reaction shown in Equation (13).
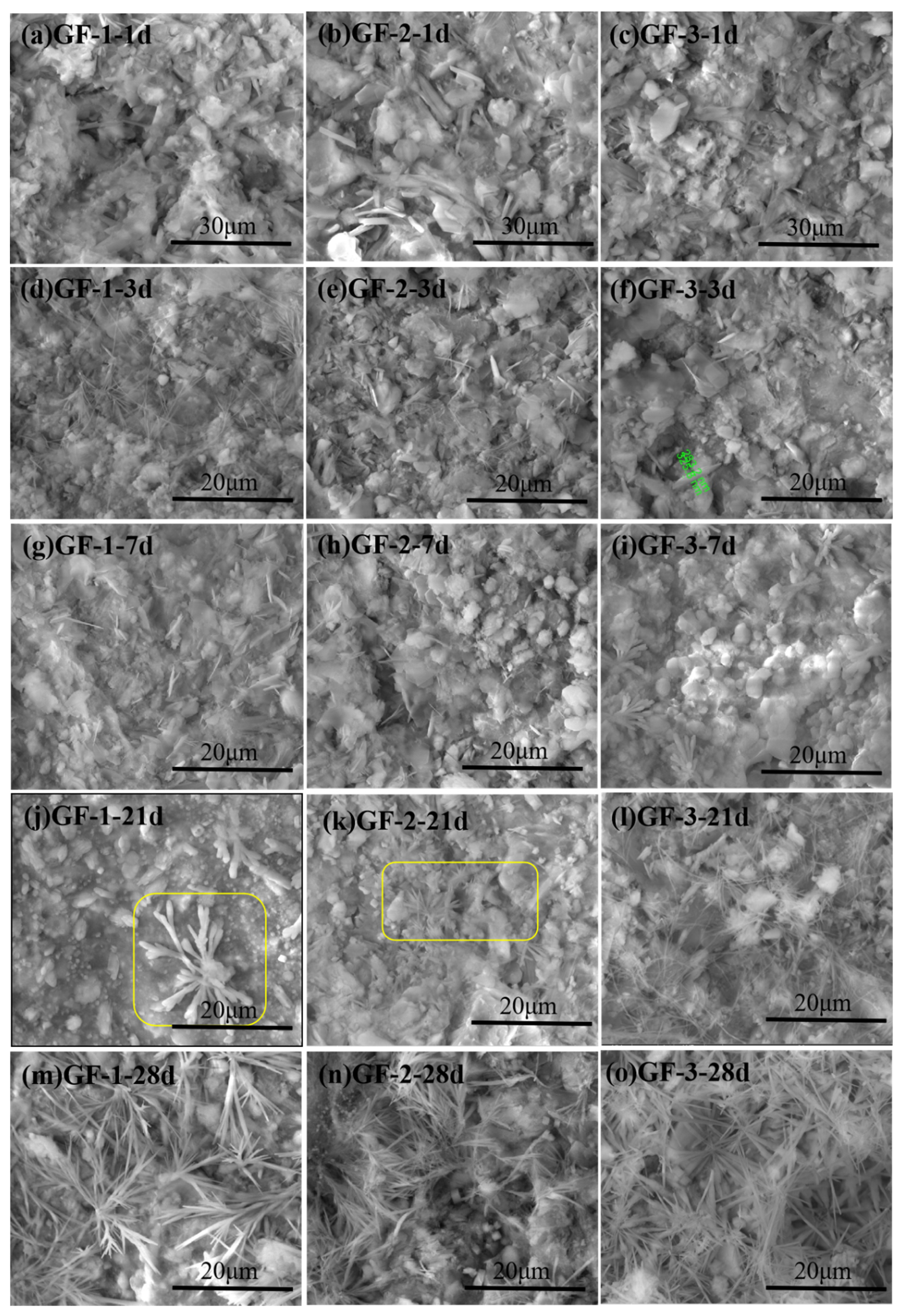
The ESEM images of BBSC after curing for different times are shown in
Figure 5. After 1 d of hydration, relatively loose structures were observed, and the main hydration products were needle-like AFt, flocculent products, and flaky AFm [
10]. The BBSC pastes gradually became denser with the prolonged hydration time. After curing for 3 d, long-needled AFt could be observed in both GF-1 and GF-2. GF-1 had more long-needled AFt, while some short-needled AFt and flaky AFm still existed in GF-2. In GF-3, hexagonal and flaky AFm could be seen. The results showed that the shape of AFt was obviously affected by the content of brownmillerite in BBSC. After curing for 21 days, the GF-1 paste became denser, with many small grains and antler-shaped hydration products originating from the small grains (see in the yellow box of
Figure 5j). The structure of the GF-2 paste was more loose than that of GF-1, but many antler-shaped hydration products with relatively sharp ends also appeared. With regard to GF-3, the paste structure was more loose than that of the other two samples. A large amount of interwoven long string-like hydration products appeared (see in the yellow box of
Figure 5k). With the change in the brownmillerite content, hydration products with different morphologies appeared. After 28 days of curing, many comparatively thick grass-shaped hydration products with sharp ends were produced in GF-1. Many small grains also appeared in GF-2 and grass-shaped hydration products generated by small grains became relatively longer and thinner. In GF-3, many grass-shaped hydration products came into being. The ESEM results showed that the morphology of the hydration products at different curing times changed obviously with the increase in brownmillerite in BBSC, especially in the later curing stage. The grass-shaped hydration products developed obviously and grew luxuriantly with the increase in brownmillerite content in BBSC.
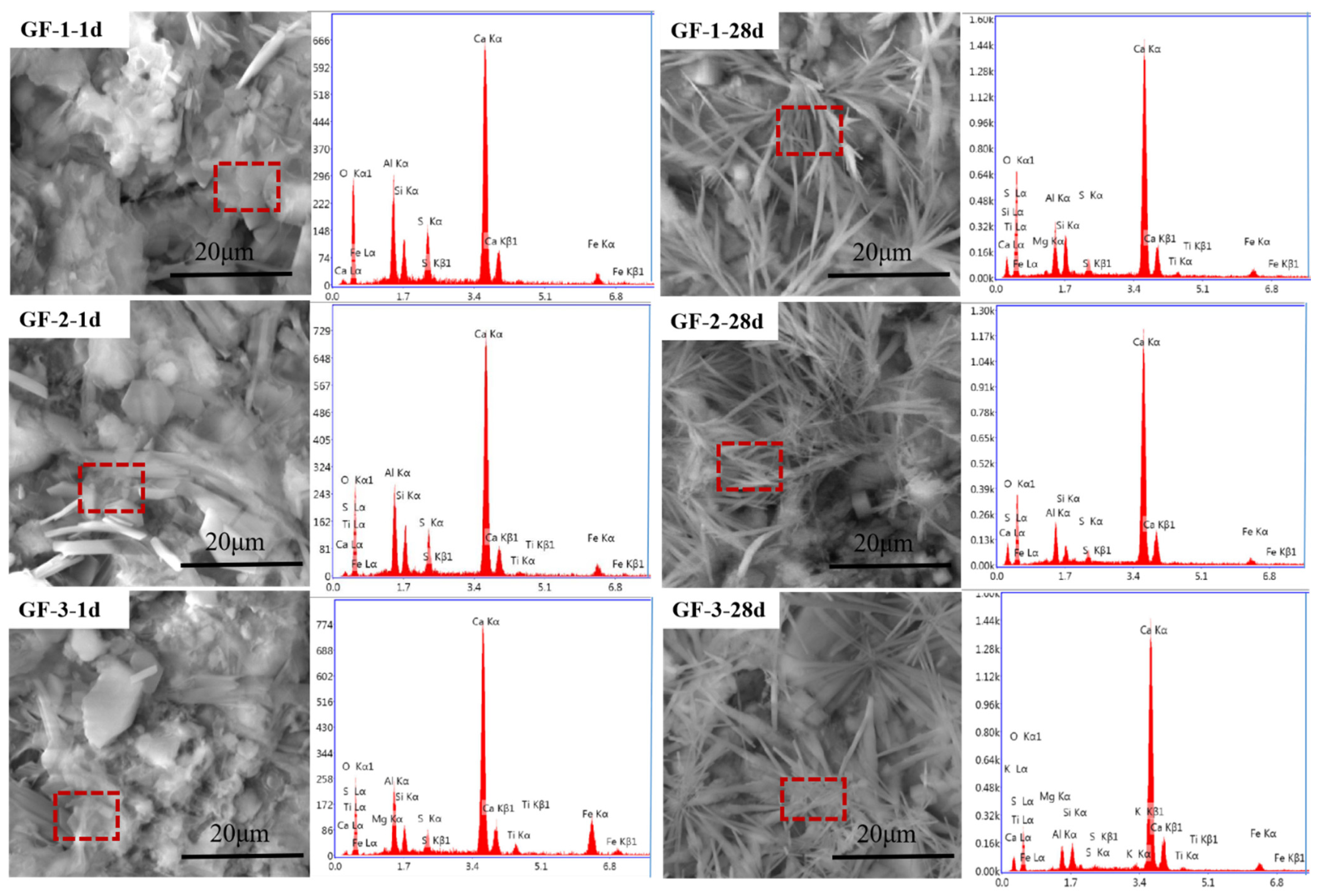
EDS was used to scan the elements in the selected area of the hydrated sample, where the results are shown in
Figure 6 and data from the EDS results are listed in
Table 6. Elements and their content for hydration products with different morphologies after 1 d and 28 d of curing had no obvious difference, which could all be identified as AFt. That is, the increase in brownmillerite might change the morphologies of AFt as grass-like hydration products were also the AFt enriched in iron [
4].
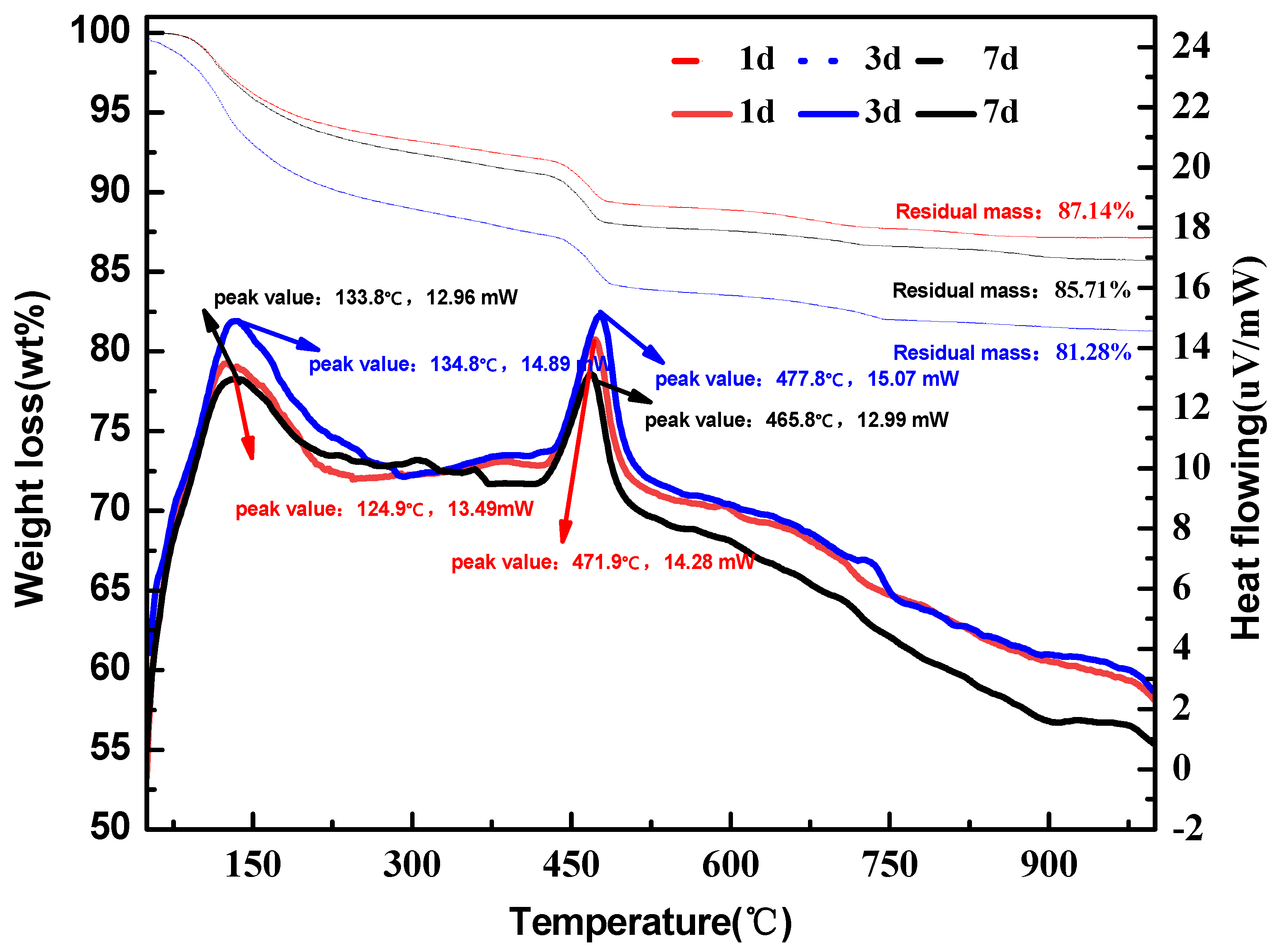
The hydration products of the samples cured for 1 d, 3 d, and 7 d were analyzed by TG-DSC. All samples had similar weight loss results, thus the TG-DSC pattern of GF-2 was selected as the representative result and is shown in
Figure 7. A two-stage weight loss process was observed: the obvious weight loss with the endothermic peak between 100 °C and 200 °C corresponded to the decomposition of AFt [
36]; another obvious weight loss with an endothermic peak between 400 °C and 500 °C corresponded to the decomposition of CH. Detailed weight losses at each stage for all samples are listed in
Table 7. Between 100 °C and 200 °C, the weight loss of GF-2 after curing for 1 d and 3 d was higher than that of the other samples, indicating the formation of a higher content of AFt, which would be conducive to the mechanical performance development. At 7 d, the weight loss of GF-1 and GF-2 decreased due to the rapid consumption of gypsum in the early reaction and AFt crystals were transformed into AFm in the condition of insufficient gypsum. However, the weight loss of sample GF-3 increased with the prolonged curing time, indicating that the increase in the iron content can stabilize the formation and crystal development of AFt, thus, it might be conducive to the later strength development. Between 400 °C and 500 °C, the weight loss increased with the increase in brownmillerite at 1 d due to the increased content of CH, according to Equations (9) and (10). After curing for 1 d, the weight loss of GF-2 was lower than that of the other samples, indicating that the reaction of Equation (11) occurred at this stage. The CH produced by GF-2 hydration and the remaining gypsum made the reaction of Equation (11) reach the best state. Relatively, insufficient CH in GF-1 and excessive CH in GF-3 might occur.
In short, the hydration process of BBSCs can be clearly divided into two steps: the first one corresponds to the hydration of C
4A
3$ and brownmillerite at an early age, and the second one involves the contributions of belite and brownmillerite hydration [
36]. Brownmillerite might promote the formation of C
2AS·8H
2O according to Equations (9), (10) and (13) and influence the morphologies of AFt.
3.3. Mechanical Performance of BBSC
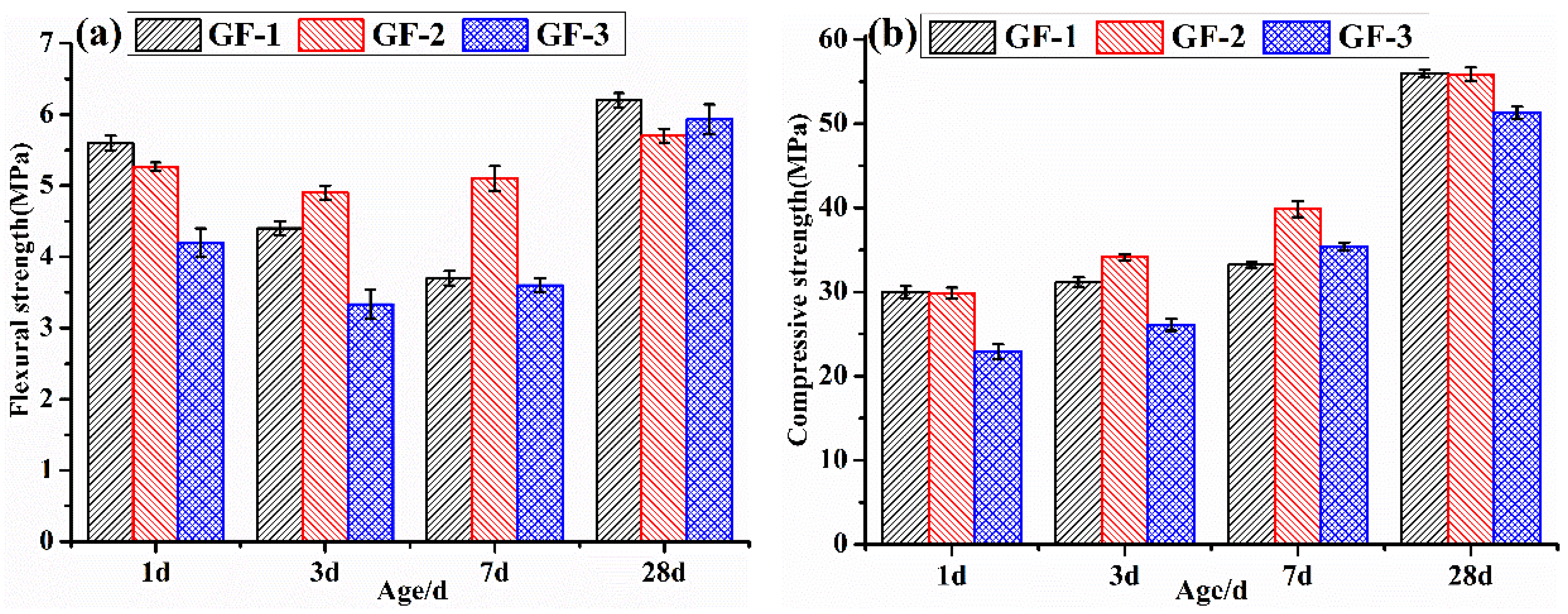
Mechanical performances of BBSC mortars after curing for 1 d, 3 d, 7 d, and 28 d were tested and the results are shown in
Figure 8. The flexural strength and compressive strength of the BBSC mortars were relatively higher after 1 d and 28 d. The decreased flexural strength of the BBSC mortars after curing for 3 d compared to that of curing for 1 d was observed. The flexural strength of GF-2 and GF-3 cured for 7 d started to increase compared to that of curing for 3 d, while the flexural strength of GF-1 continued to decrease compared to that of curing for 3 d. After 28 d of curing, the flexural strength of GF-2 and GF-3 was slightly higher than that of curing for 1 d, while the flexural strength of GF-3 increased more than that of curing for 1 d. As shown in
Figure 8b, the compressive strength of GF-1 mortars had little increase with the prolonged curing times at the early stage (before 7 days); in contrast, the compressive strength of GF-2 and GF-3 mortars slowly increased with the prolonged curing times. It has been reported that the expansion performance of AFt was dramatically influenced by the hydration environment [
37]. AFt and AH
3 were rapidly formed due to the fast hydration of C
4A
3$ or brownmillerite and AH according to Equations (8)–(10) at the early hydration stage of BBSC, which provided the high early strength of the hardened BBSC pastes. At this time, CH, AH
3, and FH
3 were formed. Then, according to Equation (11), plenty of CH reacted with AH
3 and sulfate to produce significantly more AFt in the environment of the CH solution and sufficient gypsum, which generated a lot of expansion energy and might have decreased the mechanical performances of the hardened BBSC. As the hydration reaction proceeded, C
2S participated in the hydration reaction according to Equation (13). As shown in
Figure 5, the interwoven grass-like AFt increased with the increased content of brownmillerite, which filled the pores of the hardened pastes and increased the toughness of the BBSC mortar, thus improving the flexural strength [
36,
37,
38]. As mentioned in
Figure 4, the higher the brownmillerite content in BBSC, the earlier the C
2AS·8H
2O formed [
31,
32], which is why the compressive strength of the GF-2 and GF-3 samples increased faster than that of sample GF-1. It could also be observed that the 28 d compressive strength of the BBSC mortar had slightly decreased with the increase in brownmillerite content, which might be because the many grass-like products decreased the compactness of the structure. In general, the development law of mechanical strength is consistent with the hydration reaction process, and the increase in the brownmillerite content contributes to the stability improvement in the flexural strength and the stable growth in the compressive strength of BBSC.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}