
Sustainable Management of Calcite Contaminated with Waste Toner Powder in the Construction Industry



Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples
2.2. X-ray Analysis of Samples
2.3. FTIR Test of Calcite Contaminated with Waste Toner
2.4. Thermogravimetric Analysis of Samples (TGA)
2.5. Testing of the Elemental Composition Using the AAS Method
2.6. Observation of the Sample Surface Using the SEM Method
2.7. Strength Tests
3. Results
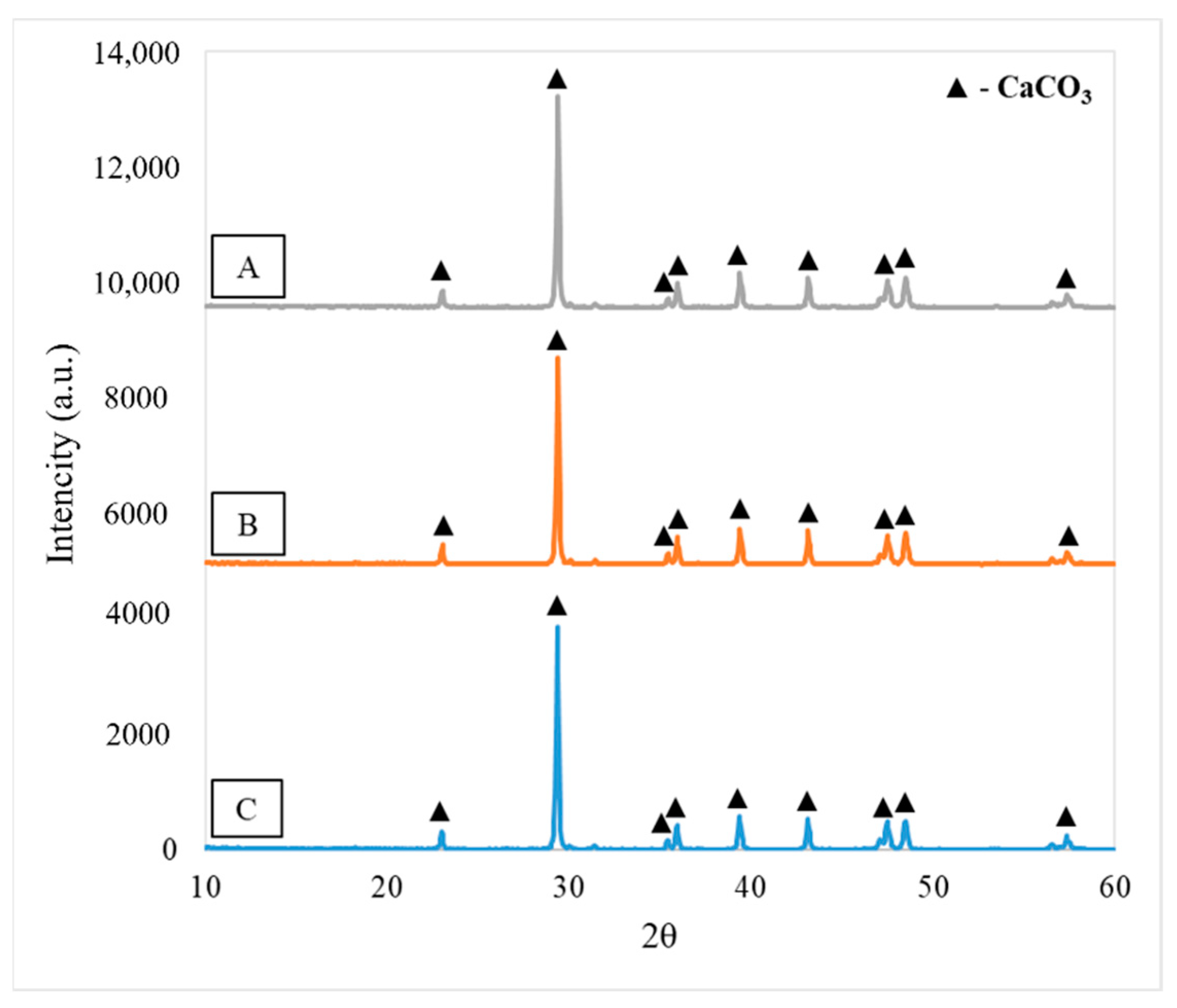
3.1. The Phase Composition of Calcite Contaminated with Waste Toner Powder
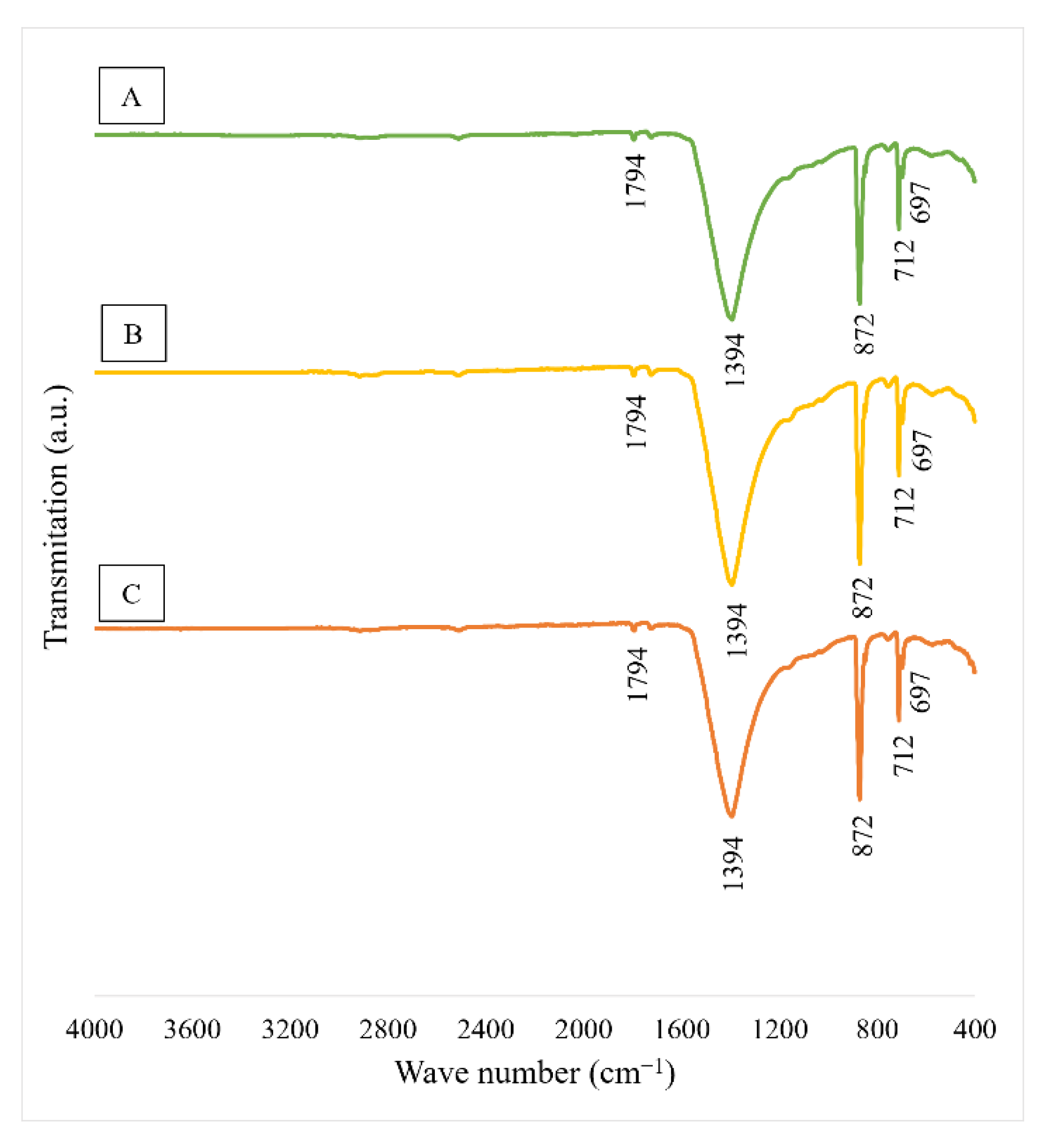
3.2. The Characterization of Functional Groups
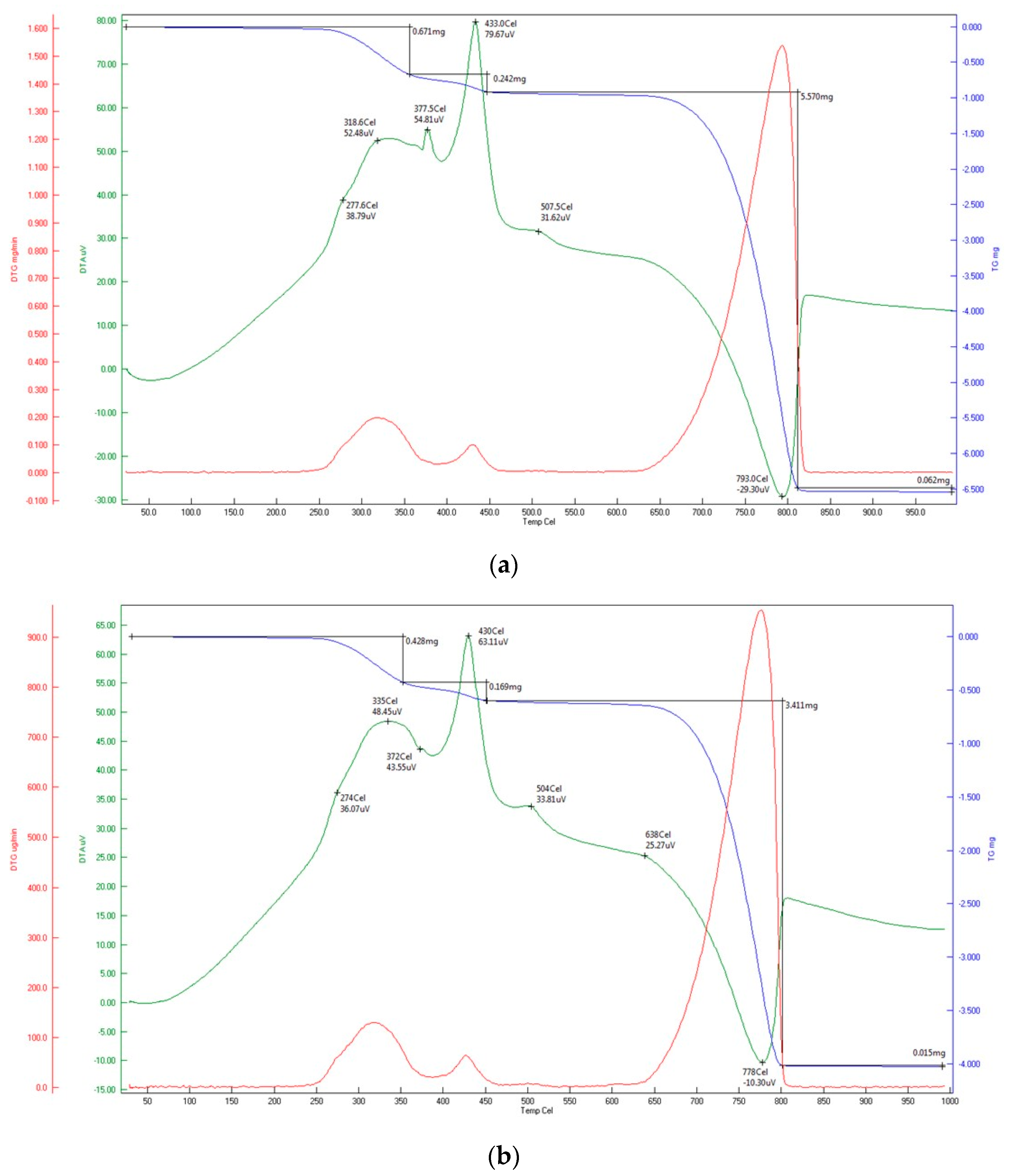
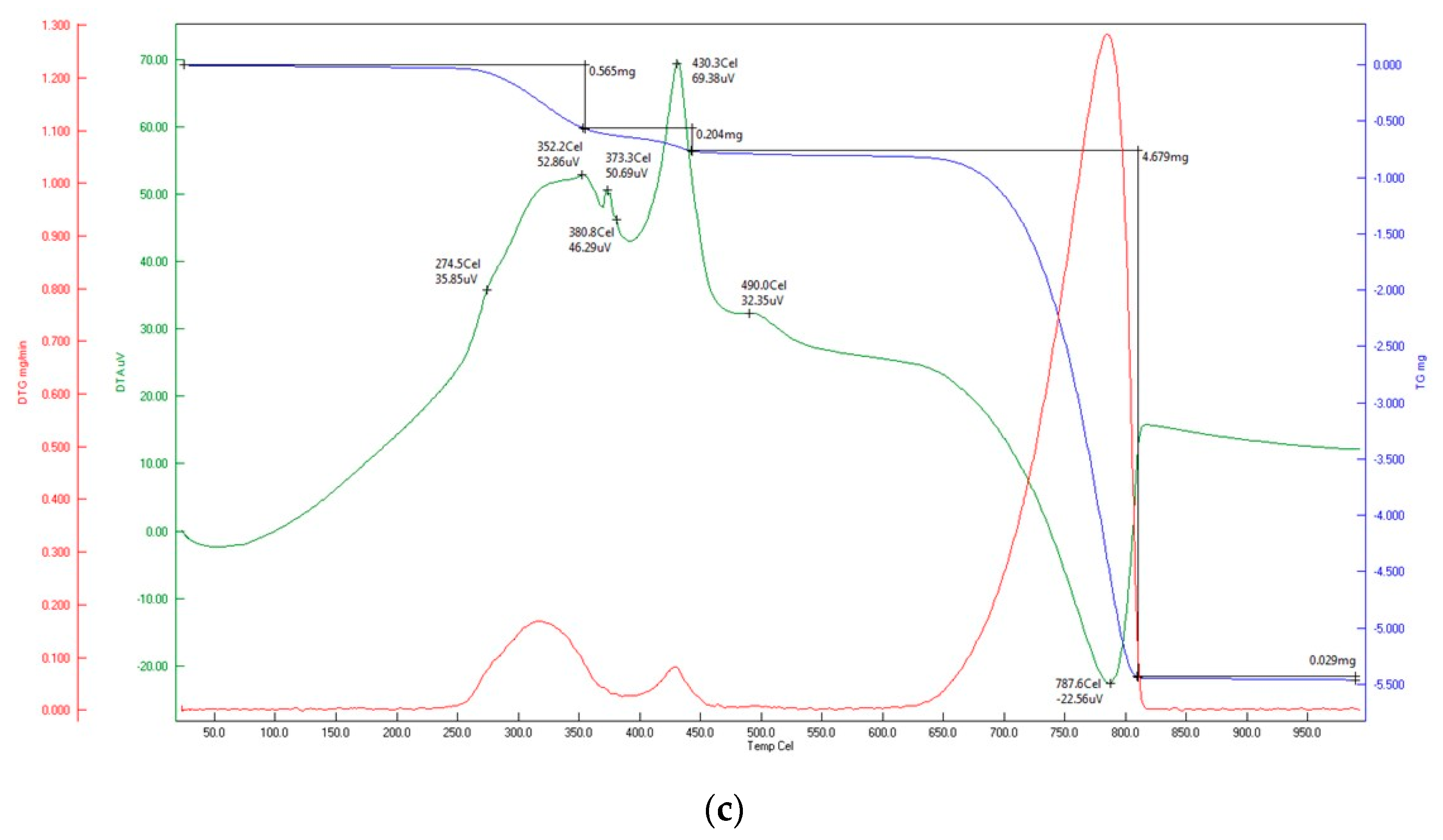
3.3. The Results of TGA Analysis
3.4. Chemical Composition
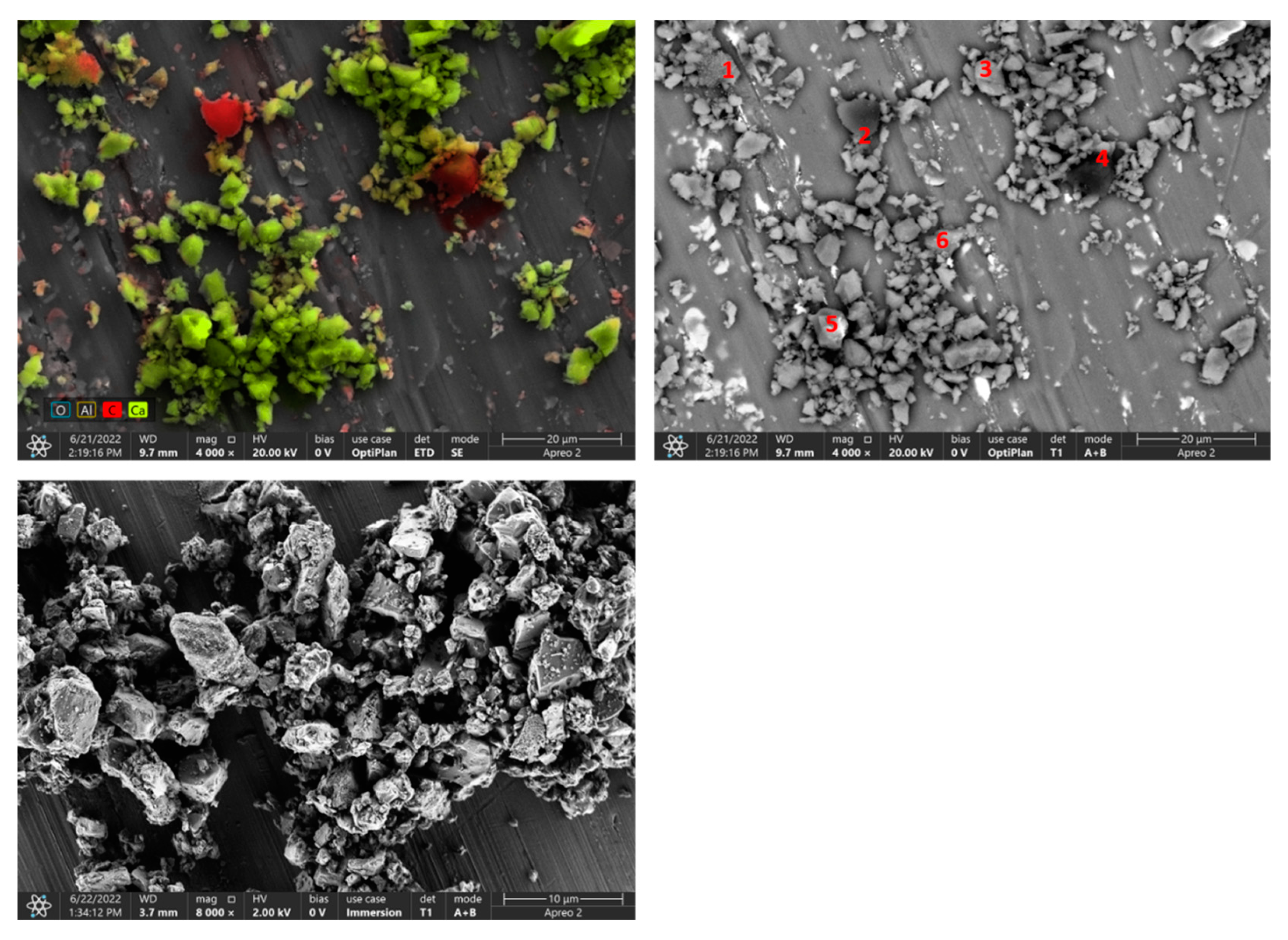
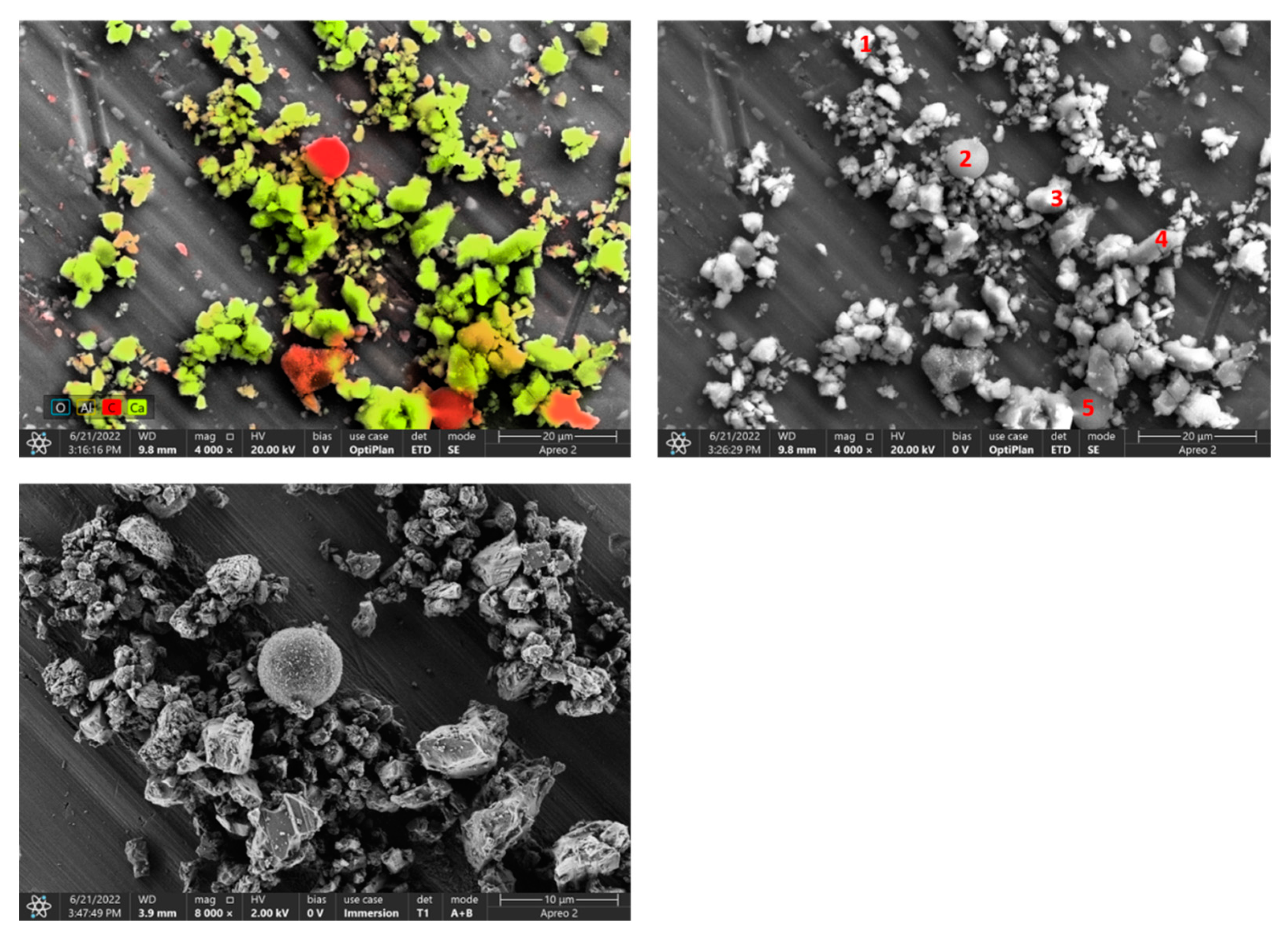
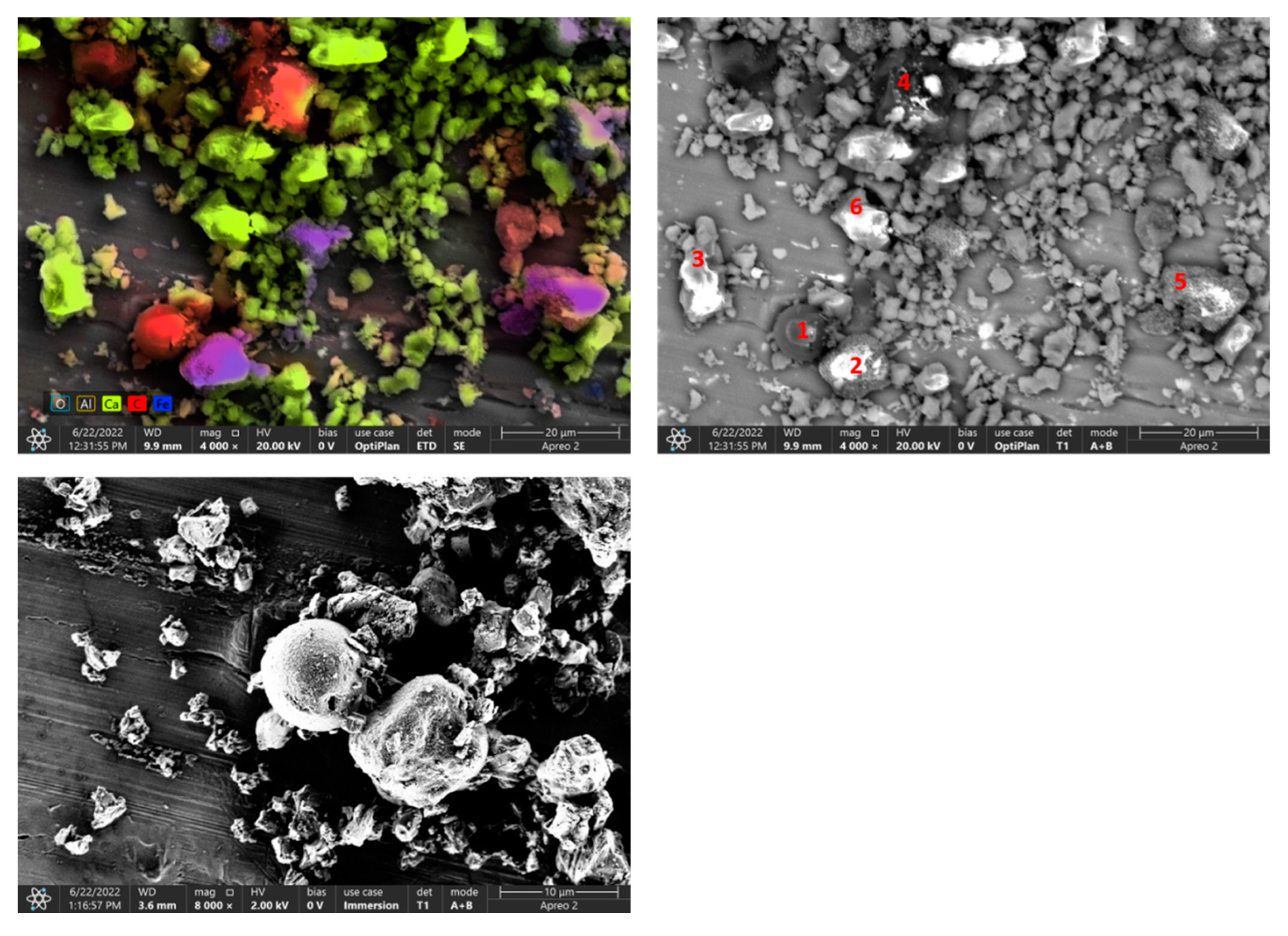
3.5. The Results of the Surface Observation
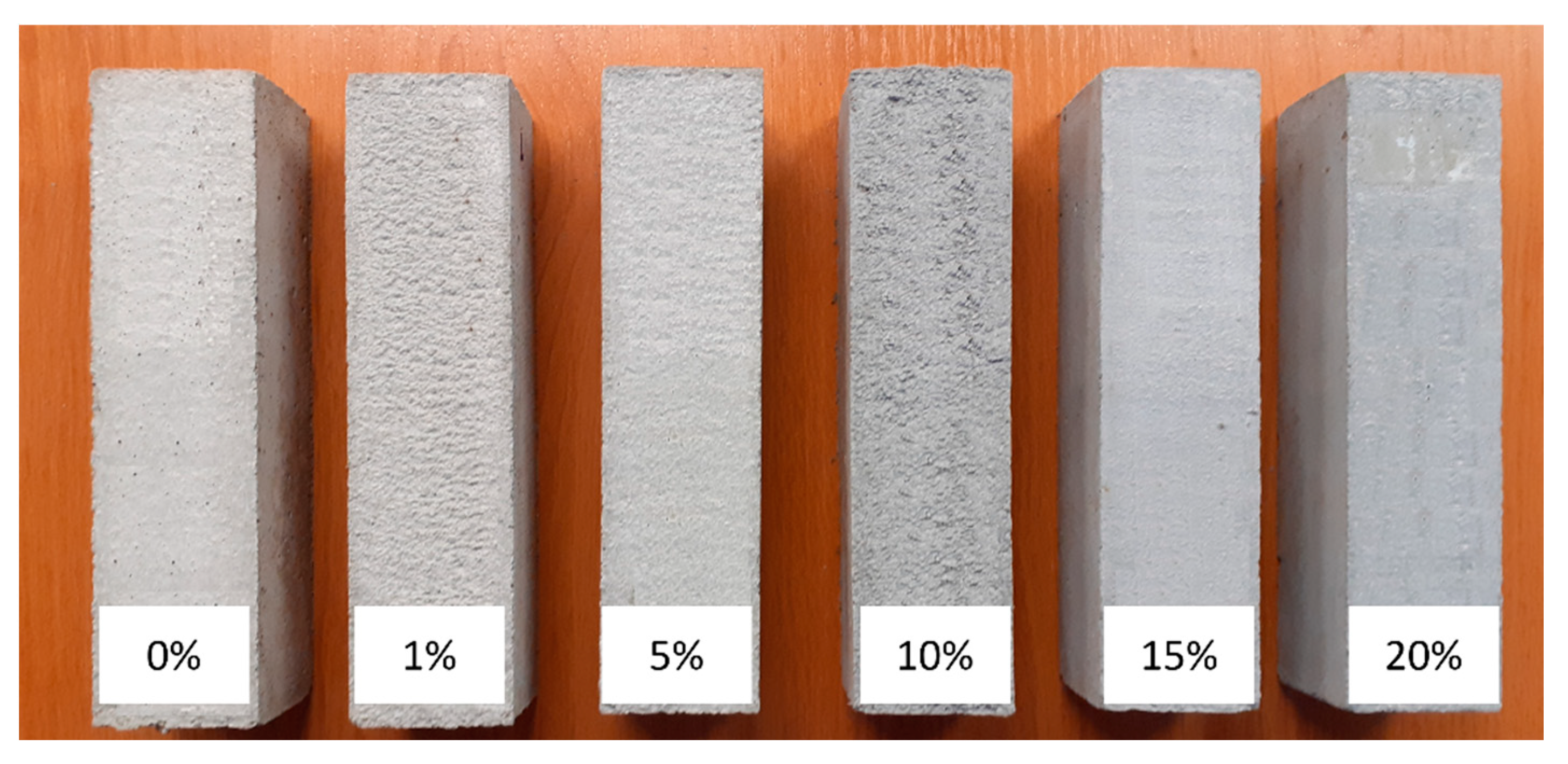
3.6. Strength Tests


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compressive Strength, MPa | ||||||
|---|---|---|---|---|---|---|
| Content of Calcite Contaminated with Waste Toner Powder in Concrete Mixture, % | ||||||
| 0 | 1 | 5 | 10 | 15 | 20 | |
| Sample A | 27.1 ± 0.2 | 25.3 ± 0 | 24.4 ± 0 | 26.9 ± 0.3 | 22.1 ± 0.6 | 21.2 ± 0.2 |
| Sample B | 20.5 ± 0.6 | 19.2 ± 0.1 | 19.1 ± 0.3 | 17.5 ± 0.4 | 15.1 ± 0.1 | |
| Sample C | 22.2 ± 0.1 | 22.7 ± 0.4 | 20.9 ± 0.3 | 14.3 ± 0.1 | 13.3 ± 0.2 | |
| Breaking Strength, N | ||||||
|---|---|---|---|---|---|---|
| Content of Calcite Contaminated with Waste Toner Powder in Concrete Mixture, % | ||||||
| 0 | 1 | 5 | 10 | 15 | 20 | |
| Sample A | 1480 ± 28 | 1280 ± 57 | 1660 ± 14 | 1530 ± 14 | 1280 ± 42 | 1210 ± 14 |
| Sample B | 1220 ± 113 | 1330 ± 28 | 1230 ± 28 | 1120 ± 14 | 913 ± 46 | |
| Sample C | 1450 ± 14 | 1530 ± 42 | 1360 ± 14 | 990 ± 14 | 782 ± 25 | |
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, J.; Li, X.; Kumar, G.S.; Deng, Y.; Gong, M.; Dong, N. Rheological properties of bituminous binder modified with recycled waste toner. J. Clean. Prod. 2021, 317, 128415. [Google Scholar] [CrossRef]
- Parthasarathy, M. Challenges and Emerging Trends in Toner Waste Recycling: A Review. Recycling 2021, 6, 57. [Google Scholar] [CrossRef]
- Ruan, J.; Li, J.; Xu, Z. An environmental friendly recovery production line of waste toner cartridges. J. Hazard. Mater. 2011, 185, 696–702. [Google Scholar] [CrossRef] [PubMed]
- Fink, J.K. Toners. In Reactive Polymers: Fundamentals and Applications; William Andrew: Norwich, NY, USA, 2018; pp. 629–637. [Google Scholar]
- Tomonaga, T.; Izumi, H.; Yoshiura, Y.; Myojo, T.; Oyabu, T.; Lee, B.-W.; Okada, T.; Li, Y.; Kawai, K.; Higashi, T.; et al. Assessment of Pulmonary Toxicity Induced by Inhaled Toner with External Additives. BioMed Res. Int. 2017, 2017, 4245309. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Notani, M.A.; Hajikarimi, P.; Nejad, F.M.; Khodaii, A. Performance Evaluation of Using Waste Toner in Bituminous Material by Focusing on Aging and Moisture Susceptibility. J. Mater. Civ. Eng. 2021, 33, 04020405. [Google Scholar] [CrossRef]
- Notani, M.A.; Nejad, F.M.; Fini, E.H.; Hajikarimi, P. Low-Temperature Performance of Toner-Modified Asphalt Binder. J. Transp. Eng. Part B Pavements 2019, 145, 04019022. [Google Scholar] [CrossRef]
- Kumar, U.; Gaikwad, V.; Sahajwalla, V. Transformation of waste toner to iron using E-waste plastics as a carbon resource. J. Clean. Prod. 2018, 192, 244–251. [Google Scholar] [CrossRef]
- Li, X.; Wang, J.; Feng, D.; Huang, H.; Deng, Y.; Yang, C.; Ouyang, J.; Li, D.; Shi, R. Printing toner used as carrier for immobilization of laccase. Biocatal. Agric. Biotechnol. 2021, 39, 102272. [Google Scholar] [CrossRef]
- Habib, H.; Atassi, Y.; Salloum, A.; Ali, N.N.; Jafarian, M. An Ecofriendly, Cost-Effective, Lightweight Microwave Absorber Based on Waste Toner. J. Electron. Mater. 2021, 50, 2049–2056. [Google Scholar] [CrossRef]
- Xavier, L.F.; Money, B.K.; John, A.; Rohit, B. Removal of cadmium heavy metal ion using recycled black toner powder. Mater. Today Proc. 2021, 59, 649–654. [Google Scholar] [CrossRef]
- Zhu, H.; Zhou, Y.; Wang, S.; Wu, X.; Hou, J.; Yin, W.; Feng, K.; Wang, X.; Yang, J. Preparation and application synthesis of magnetic nanocomposite using waste toner for the removal of Cr(vi). RSC Adv. 2018, 8, 27654–27660. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hosan, A.; Shaikh, F.U.A. Compressive strength development and durability properties of high volume slag and slag-fly ash blended concretes containing nano-CaCO3. J. Mater. Res. Technol. 2021, 10, 1310–1322. [Google Scholar] [CrossRef]
- Aghaeipour, A.; Madhkhan, M. Effect of ground granulated blast furnace slag (GGBFS) on RCCP durability. Constr. Build. Mater. 2017, 141, 533–541. [Google Scholar] [CrossRef]
- Kuder, K.; Lehman, D.; Berman, J.; Hannesson, G.; Shogren, R. Mechanical properties of self consolidating concrete blended with high volumes of fly ash and slag. Constr. Build. Mater. 2012, 34, 285–295. [Google Scholar] [CrossRef]
- Gesoǧlu, M.; Özbay, E. Effects of mineral admixtures on fresh and hardened properties of self-compacting concretes: Binary, ternary and quaternary systems. Mater. Struct. Constr. 2007, 40, 923–937. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Newlands, M.; Csetenyi, L.; Zheng, L. Feasibility of recovered toner powder as an integral pigment in concrete. Proc. Inst. Civ. Eng.-Constr. Mater. 2019, 172, 201–212. [Google Scholar] [CrossRef]
- Alkurdi, N.M.; Mohammad, F.A.; Klalib, H.A. Mechanical properties and direct tensile strength of waste toner foamed concrete. J. Adv. Civ. Eng. Pract. Res. 2020, 11, 10–20. [Google Scholar]
- PN-EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. Polish Committee for Standardization: Warsaw, Poland, 2016. (In Polish)
- Yaseen, S.A.; Yiseen, G.A.; Li, Z. Elucidation of Calcite Structure of Calcium Carbonate Formation Based on Hydrated Cement Mixed with Graphene Oxide and Reduced Graphene Oxide. ACS Omega 2019, 4, 10160–10170. [Google Scholar] [CrossRef] [Green Version]
- Khouzani, M.F.; Chevrier, D.M.; Güttlein, P.; Hauser, K.; Zhang, P.; Hedin, N.; Gebauer, D. Disordered amorphous calcium carbonate from direct precipitation. CrystEngComm 2015, 17, 4842–4849. [Google Scholar] [CrossRef] [Green Version]
- Gunasekaran, S.; Anbalagan, G.; Pandi, S. Raman and infrared spectra of carbonates of calcite structure. J. Raman Spectrosc. 2006, 37, 892–899. [Google Scholar] [CrossRef]
- Volkov, D.S.; Rogova, O.B.; Proskurnin, M.A. Organic matter and mineral composition of silicate soils: FTIR comparison study by photoacoustic, diffuse reflectance, and attenuated total reflection modalities. Agronomy 2021, 11, 1879. [Google Scholar] [CrossRef]
- Li, L.; Cao, M.; Yin, H. Comparative roles between aragonite and calcite calcium carbonate whiskers in the hydration and strength of cement paste. Cem. Concr. Compos. 2019, 104, 103350. [Google Scholar] [CrossRef]
- Li, X.-G.; Lv, Y.; Ma, B.-G.; Wang, W.-Q.; Jian, S.-W. Decomposition kinetic characteristics of calcium carbonate containing organic acids by TGA. Arab. J. Chem. 2013, 10, S2534–S2538. [Google Scholar] [CrossRef] [Green Version]
- Cao, M.; Ming, X.; He, K.; Li, L.; Shen, S. Effect of macro-, micro- and nano-calcium carbonate on properties of cementitious composites—A review. Materials 2019, 12, 781. [Google Scholar] [CrossRef] [Green Version]
- Matschei, T.; Lothenbach, B.; Glasser, F. The role of calcium carbonate in cement hydration. Cem. Concr. Res. 2007, 37, 551–558. [Google Scholar] [CrossRef]
- Deboucha, W.; Sebaibi, N.; El Mendili, Y.; Fabien, A.; Alengaram, U.; Leklou, N.; Hamdadou, M.; Bourdot, A.; Gascoin, S. Reactivity Effect of Calcium Carbonate on the Formation of Carboaluminate Phases in Ground Granulated Blast Furnace Slag Blended Cements. Sustainability 2021, 13, 6504. [Google Scholar] [CrossRef]
- Ipavec, A.; Gabrovšek, R.; Vuk, T.; Kaučič, V.; Maček, J.; Meden, A. Carboaluminate Phases Formation during the Hydration of Calcite-Containing Portland Cement. J. Am. Ceram. Soc. 2010, 94, 1238–1242. [Google Scholar] [CrossRef]
- Supit, S.W.M.; Shaikh, F.U.A. Effect of Nano-CaCO3 on compressive strength development of high volume fly ash mortars and concretes. J. Adv. Concr. Technol. 2014, 12, 178–186. [Google Scholar] [CrossRef] [Green Version]
- Melnjak, I.; Vucinic, A.A.; Radetic, L.; Grcic, I. Waste Toner Powder in Concrete Industry: An Approach towards Circular Economy. Environ. Eng. Manag. J. 2019, 18, 1897–1906. [Google Scholar] [CrossRef]







| Sample A | Sample B | Sample C | ||
|---|---|---|---|---|
| Al | % | <0.004 | ||
| Ca | 26.2 | 25.8 | 27.5 | |
| Cd | <0.01 | |||
| Cr | <0.007 | |||
| Cu | <0.004 | |||
| Fe | <0.001 | |||
| Mg | 0.14 | 0.13 | 0.14 | |
| Mn | <0.016 | |||
| Ni | <0.001 | |||
| Pb | <0.004 | |||
| Si | <0.004 | |||
| Sn | <0.004 | |||
| Zn | <0.001 | |||
| C | O | Ca | Si | Fe | |
|---|---|---|---|---|---|
| Spot 1 | |||||
| Weight, % | 58.7 | 32.6 | 0.9 | 0.3 | 8.6 |
| Error, % | 11.8 | 12.4 | 12.6 | 20.6 | 5.8 |
| Spot 2 | |||||
| Weight, % | 82.1 | 17.3 | 0.6 | ||
| Error, % | 10.4 | 14.0 | 0.2 | ||
| Spot 3 | |||||
| Weight, % | 20.6 | 46.5 | 32.9 | ||
| Error, % | 16.7 | 12.8 | 3.3 | ||
| Spot 4 | |||||
| Weight, % | 87.9 | 11.0 | 1.0 | ||
| Error, % | 10.6 | 19.0 | 14.6 | ||
| Spot 5 | |||||
| Weight, % | 26.1 | 54.9 | 18.9 | ||
| Error, % | 14.1 | 11.9 | 3.3 | ||
| Spot 6 | |||||
| Weight, % | 16.9 | 55.1 | 28.0 | ||
| Error, % | 18.7 | 12.7 | 3.5 | ||
| C | O | Ca | |
|---|---|---|---|
| Spot 1 | |||
| Weight, % | 31.3 | 44.4 | 23.3 |
| Error, % | 15.5 | 12.5 | 3.5 |
| Spot 2 | |||
| Weight, % | 86.3 | 13.1 | 0.7 |
| Error, % | 10.3 | 14.4 | 13.3 |
| Spot 3 | |||
| Weight, % | 27.3 | 54.1 | 18.5 |
| Error, % | 14.1 | 11.8 | 3.3 |
| Spot 4 | |||
| Weight, % | 22.5 | 50.3 | 27.2 |
| Error, % | 15.7 | 12.4 | 3.3 |
| Spot 5 | |||
| Weight, % | 86.9 | 12.3 | 0.9 |
| Error, % | 10.1 | 14.9 | 14.2 |
| C | O | Ca | Si | Fe | Cu | Mg | |
|---|---|---|---|---|---|---|---|
| Spot 1 | |||||||
| Weight, % | 94.3 | 5.1 | 0.5 | 0.1 | |||
| Error, % | 9.3 | 3.9 | 14.5 | 32.4 | |||
| Spot 2 | |||||||
| Weight, % | 74.5 | 14.3 | 0.2 | 10.9 | |||
| Error, % | 10.7 | 13.9 | 0.1 | 4.3 | |||
| Spot 3 | |||||||
| Weight, % | 28.4 | 42.2 | 35.0 | 7.9 | |||
| Error, % | 23.9 | 15.3 | 7.4 | 10.6 | |||
| Spot 4 | |||||||
| Weight, % | 96.8 | 2.5 | 0.7 | ||||
| Error, % | 9.7 | 29.5 | 26.1 | ||||
| Spot 5 | |||||||
| Weight, % | 65.9 | 20.2 | 0.4 | 13.2 | |||
| Error, % | 11.0 | 13.0 | 16.2 | 3.8 | |||
| Spot 6 | |||||||
| Weight, % | 28.0 | 55.0 | 16.2 | 0.3 | |||
| Error, % | 12.2 | 11.2 | 2.7 | 12.0 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kominko, H.; Radomski, P.; Nowak, A.K.; Wzorek, Z. Sustainable Management of Calcite Contaminated with Waste Toner Powder in the Construction Industry. Materials 2022, 15, 4785. https://doi.org/10.3390/ma15144785
Kominko H, Radomski P, Nowak AK, Wzorek Z. Sustainable Management of Calcite Contaminated with Waste Toner Powder in the Construction Industry. Materials. 2022; 15(14):4785. https://doi.org/10.3390/ma15144785
Chicago/Turabian StyleKominko, Halyna, Piotr Radomski, Anna K. Nowak, and Zbigniew Wzorek. 2022. "Sustainable Management of Calcite Contaminated with Waste Toner Powder in the Construction Industry" Materials 15, no. 14: 4785. https://doi.org/10.3390/ma15144785
APA StyleKominko, H., Radomski, P., Nowak, A. K., & Wzorek, Z. (2022). Sustainable Management of Calcite Contaminated with Waste Toner Powder in the Construction Industry. Materials, 15(14), 4785. https://doi.org/10.3390/ma15144785