
Fly Ash from Lignite Combustion as a Filler for Rubber Mixes. Part I: Physical Valorization of Fly Ash




Abstract
:1. Introduction
- The composition and properties of fly ash originating from Belchatow Power Plant (Poland), and its fractions in terms of its applicability as filler for rubber mixes;
- The influence of the content of fly ash or its fractions in the rubber mixes on selected mechanical properties of the vulcanizates by partially replacing technical carbon black.
2. Materials and Methods
2.1. Materials
2.1.1. Fly Ashes and Their Grinding
- −
- A 2017—fly ash sample collected in 2017;
- −
- B 2018—fly ash sample collected in 2018 (data available in Supplementary Materials).
2.1.2. Rubber Compounds and Their Vulcanizates
- Rotor speed—100 rpm;
- Chamber fill factor—75%.
2.2. Methods
2.2.1. Size Distribution Analysis of Fly Ash Particles
2.2.2. Fractionation of Fly Ash Particles
2.2.3. Surface Energy of Fly Ash Particles
2.2.4. Specific Surface Area of Fly Ash Particles
2.2.5. Morphology and Phase Composition of Fly Ash Particles
2.2.6. XRD Analysis of Fly Ash
2.2.7. Filler Dispersion
- Na—total number of pixels containing agglomerates (white areas);
- Ntot—total number of pixels in the image.
2.2.8. Bound Rubber Content (BdR)
2.2.9. Payne Effect
2.2.10. Mechanical Properties of Rubber Vulcanizates
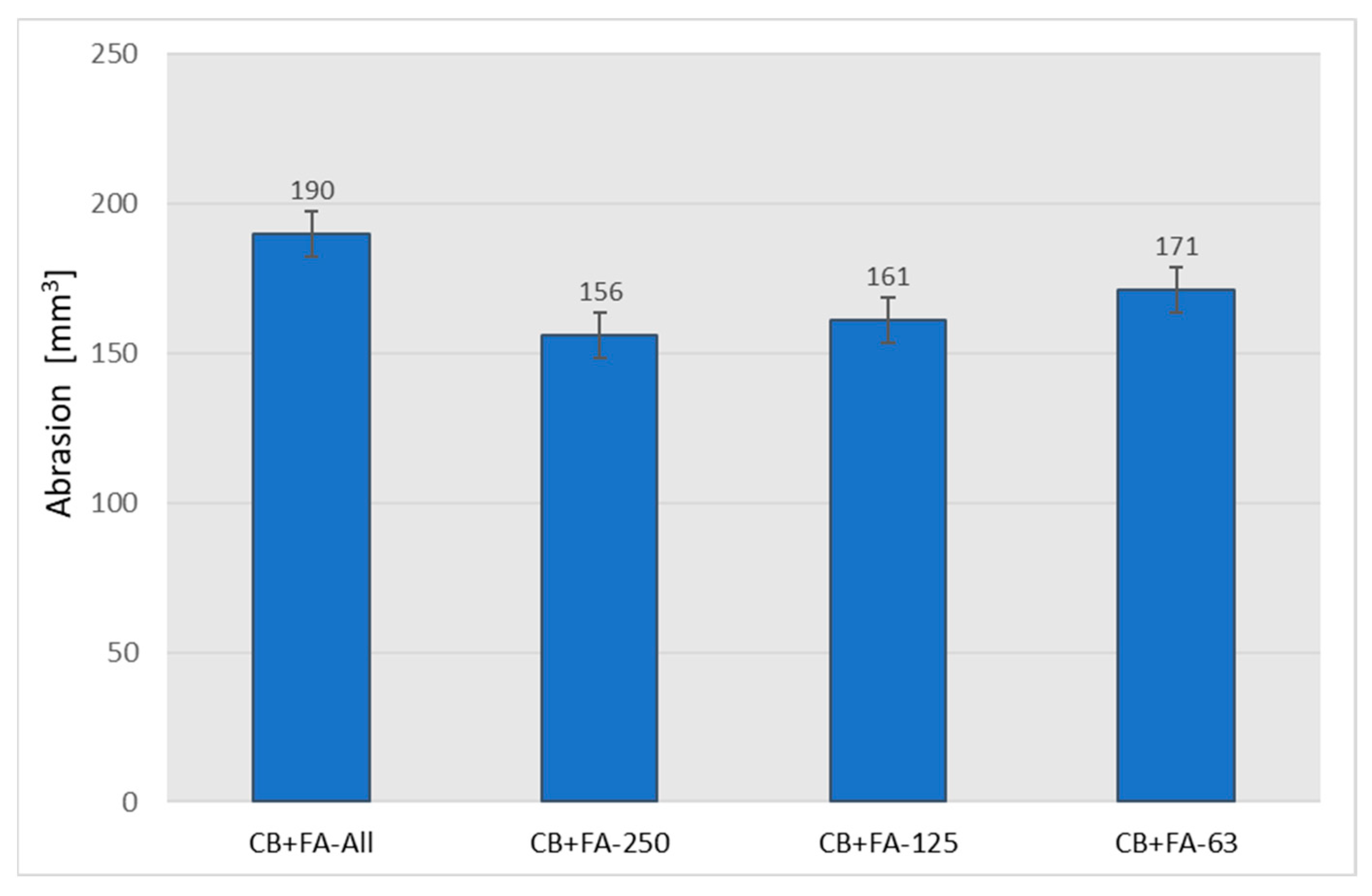
2.2.11. Abrasion Resistance of Rubber Vulcanizates
3. Results and Discussion
3.1. Analysis of Fly Ash and Its Fractions
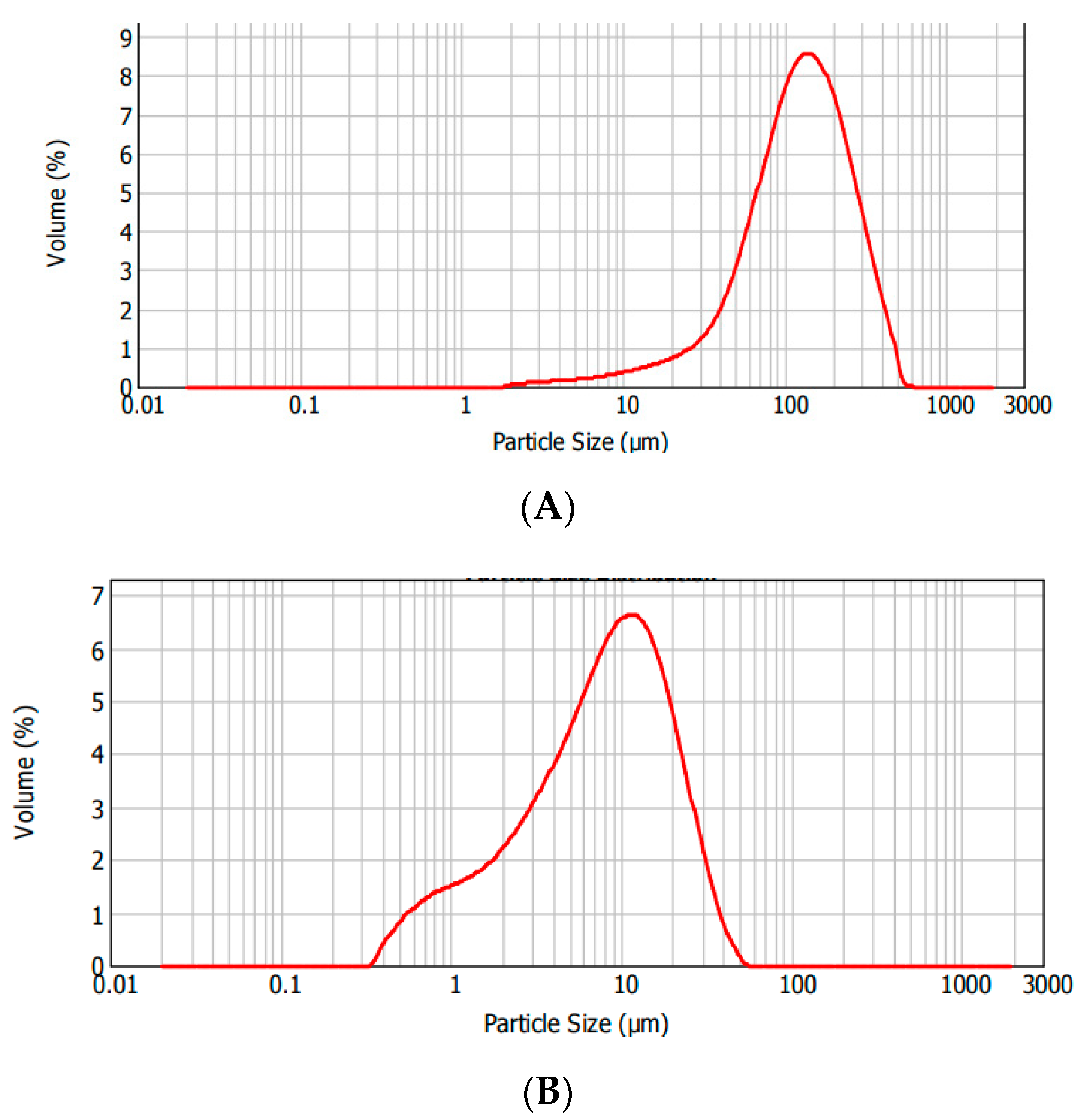
3.1.1. Particle Size Distribution
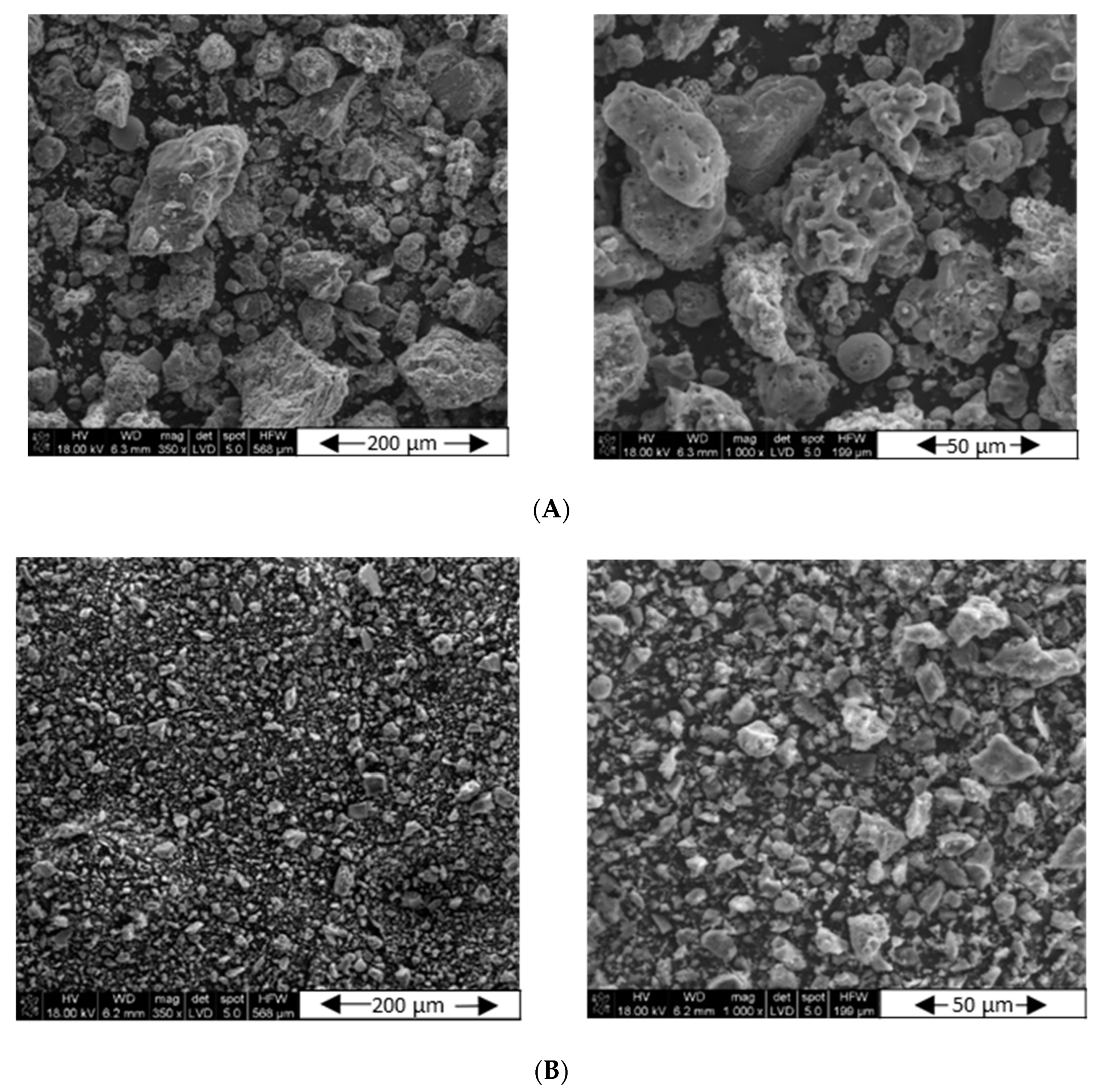
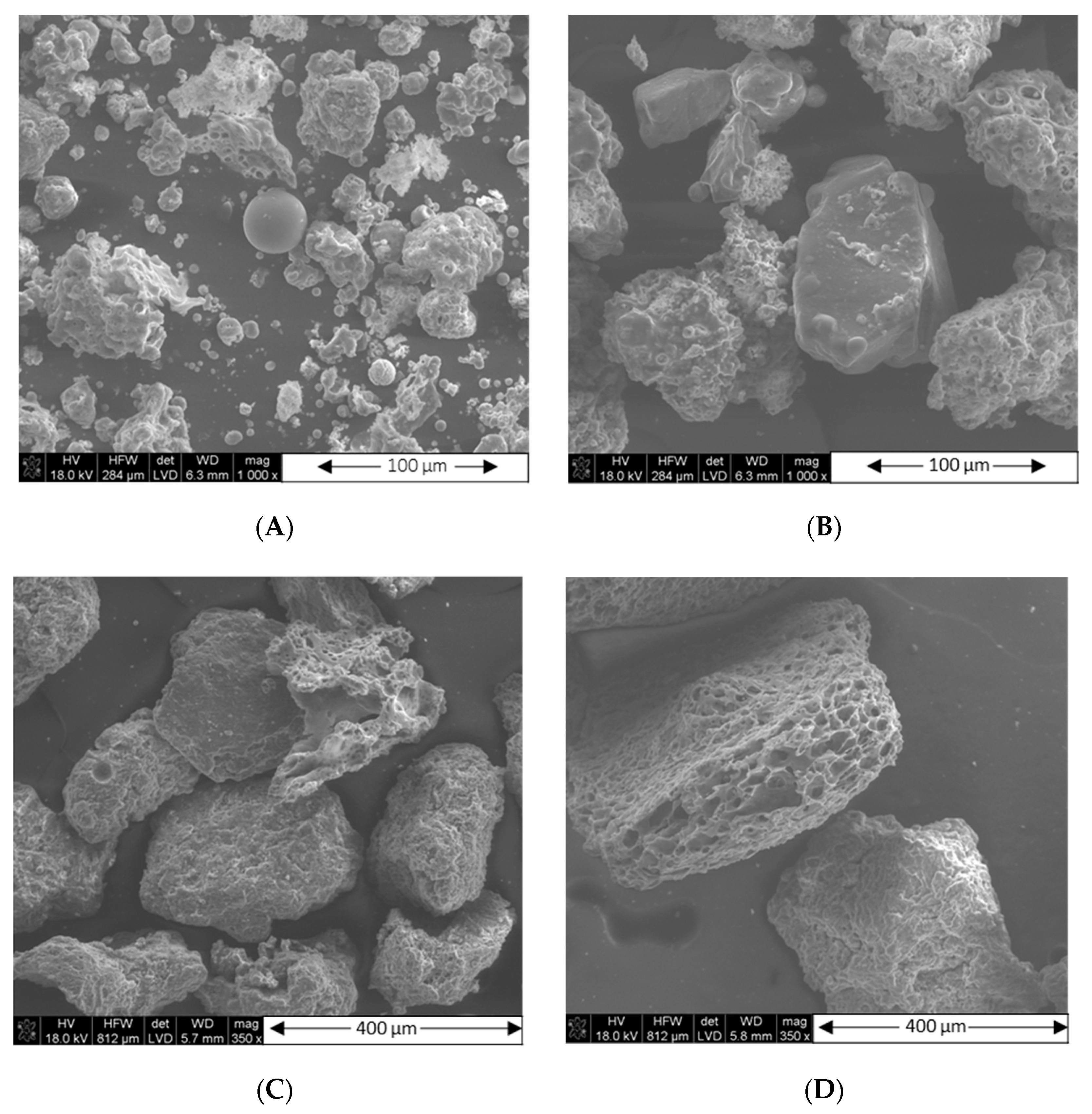
3.1.2. Morphology
3.1.3. Chemical and Phase Composition
3.1.4. Specific Surface Area (SSA)
3.1.5. Surface Energy
3.2. Influence of Fly Ash Addition over Properties of Rubber Vulcanizates
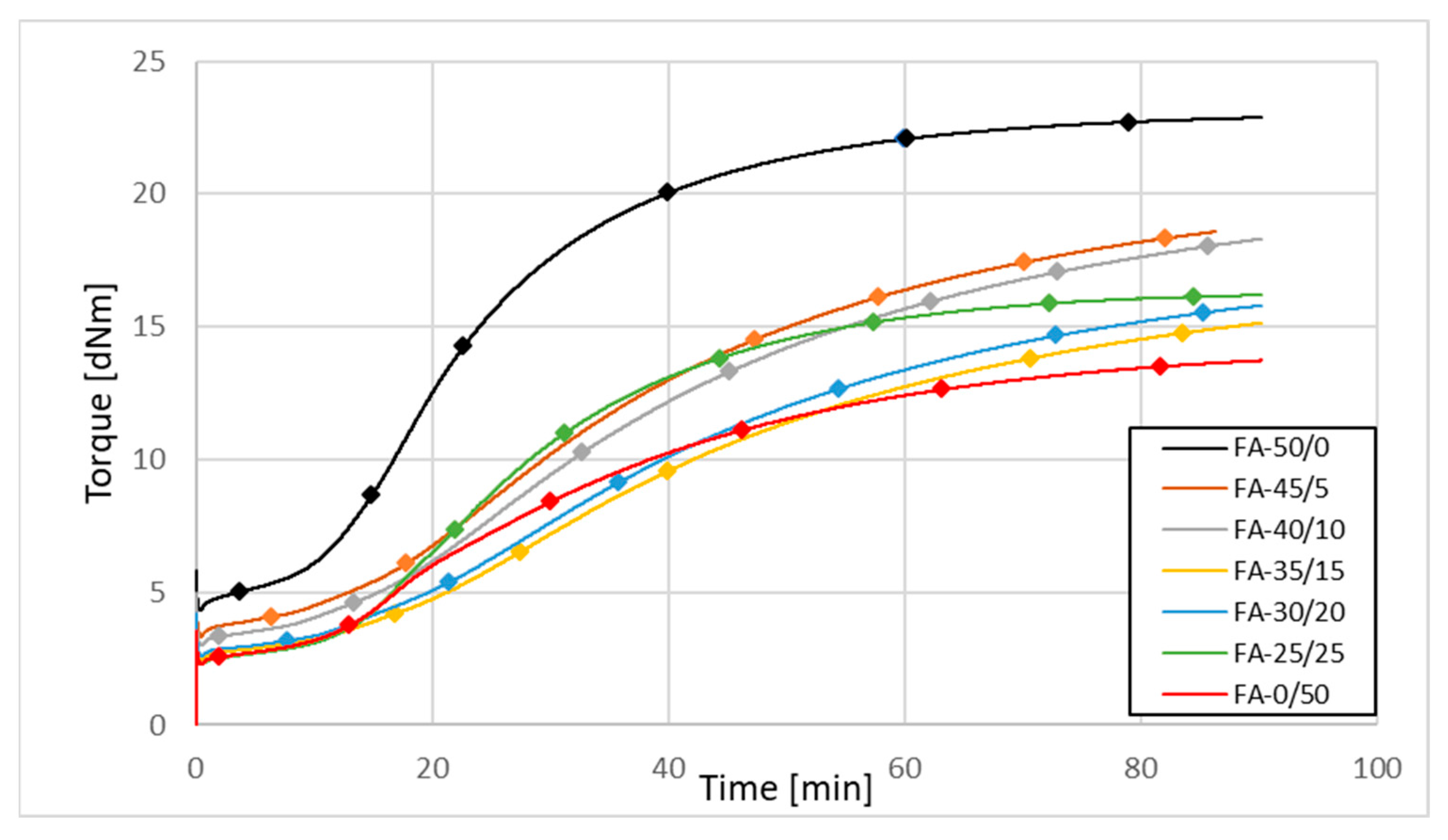
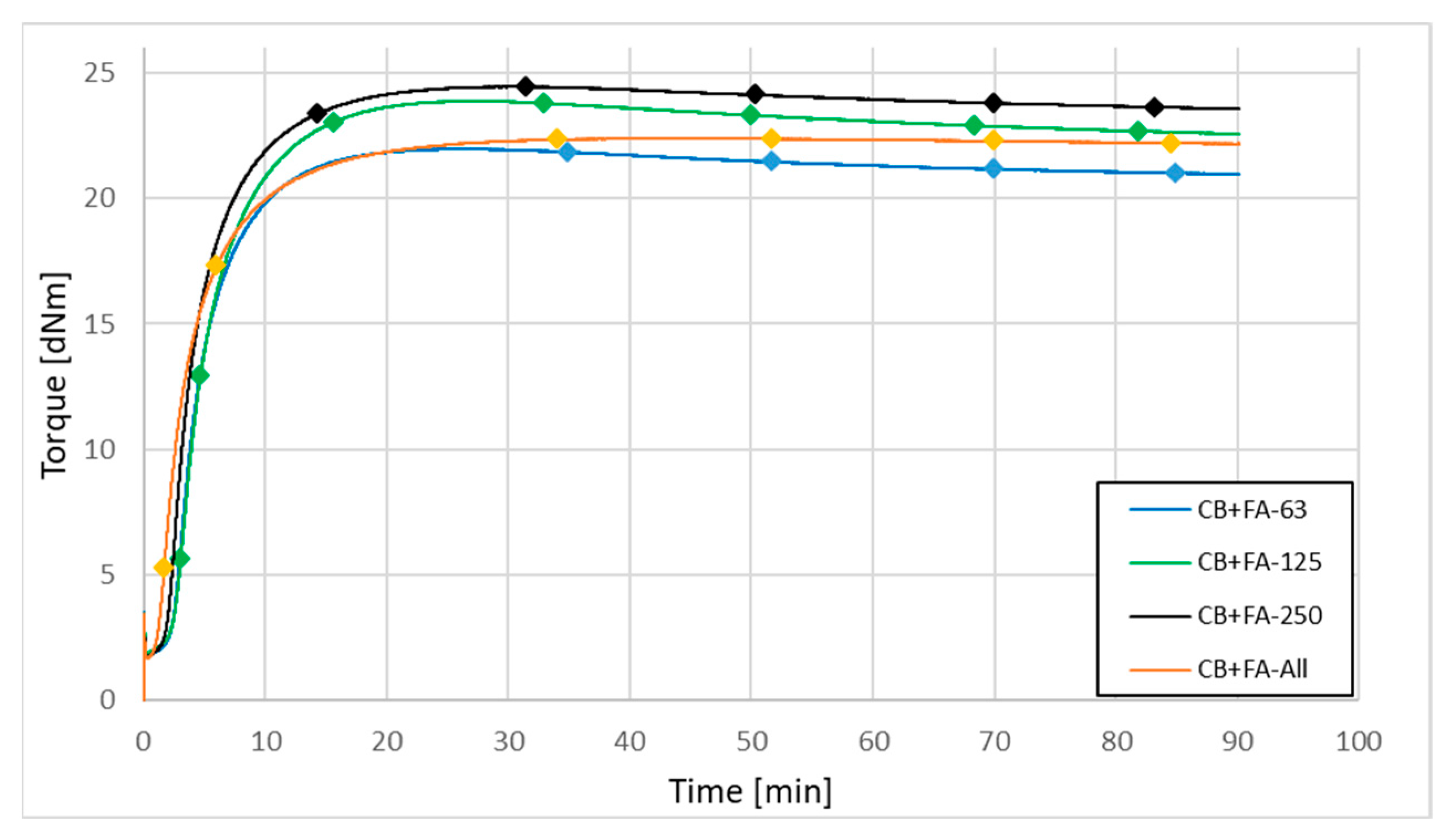
3.2.1. Kinetics of Vulcanization and Processability of Rubber Compounds
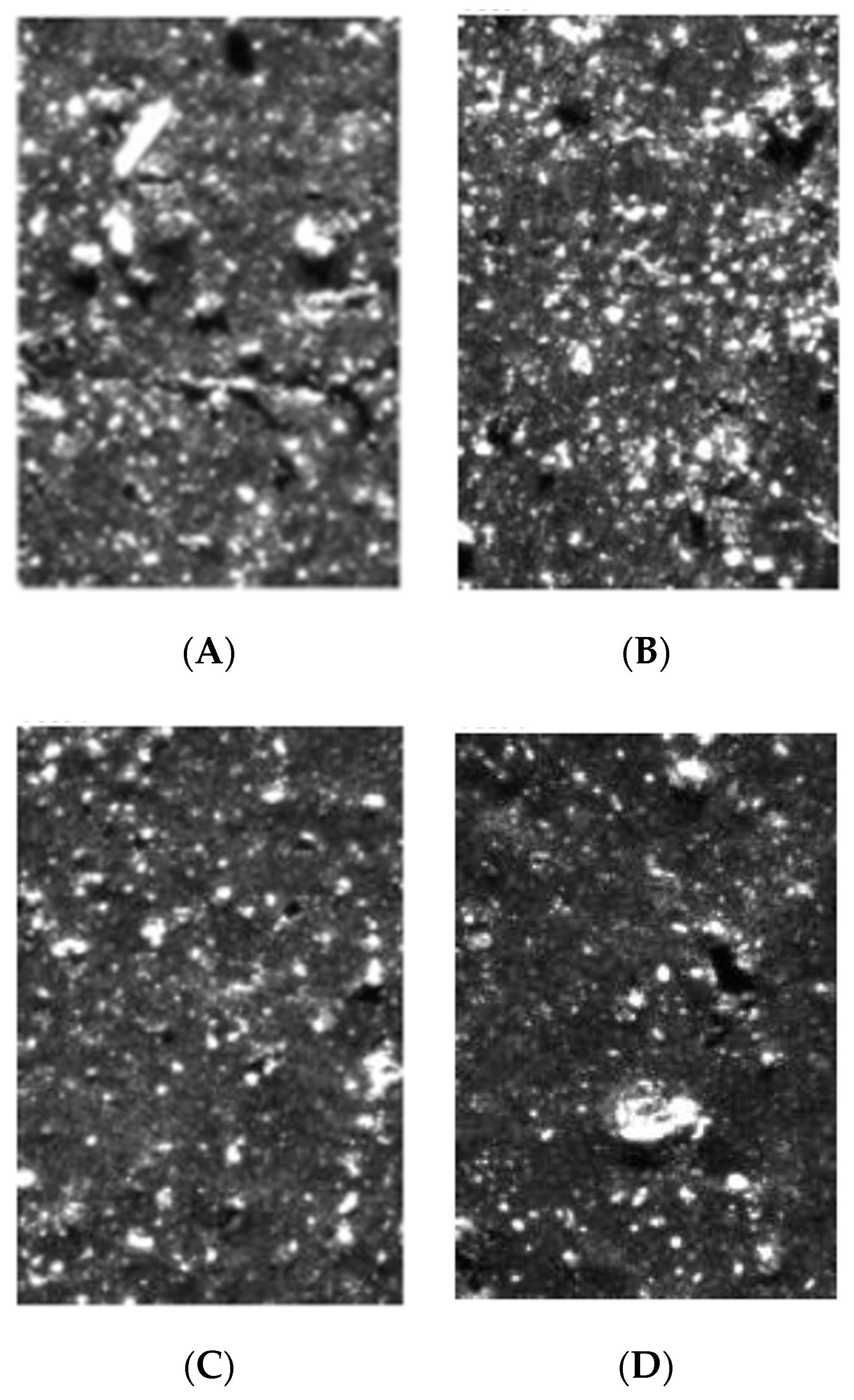
3.2.2. Filler Dispersion
3.2.3. Bound Rubber Content (BdR)
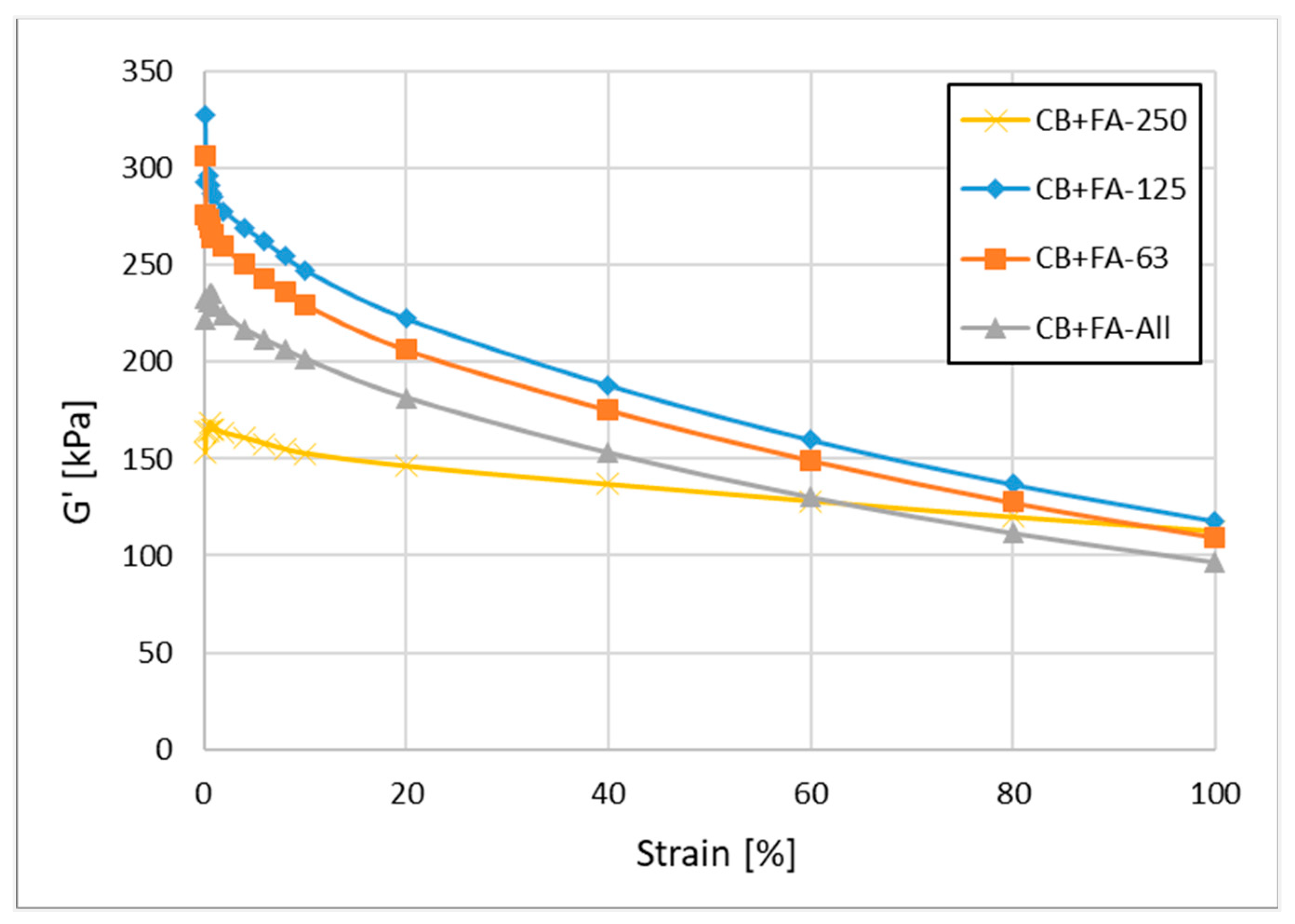
3.2.4. Payne Effect
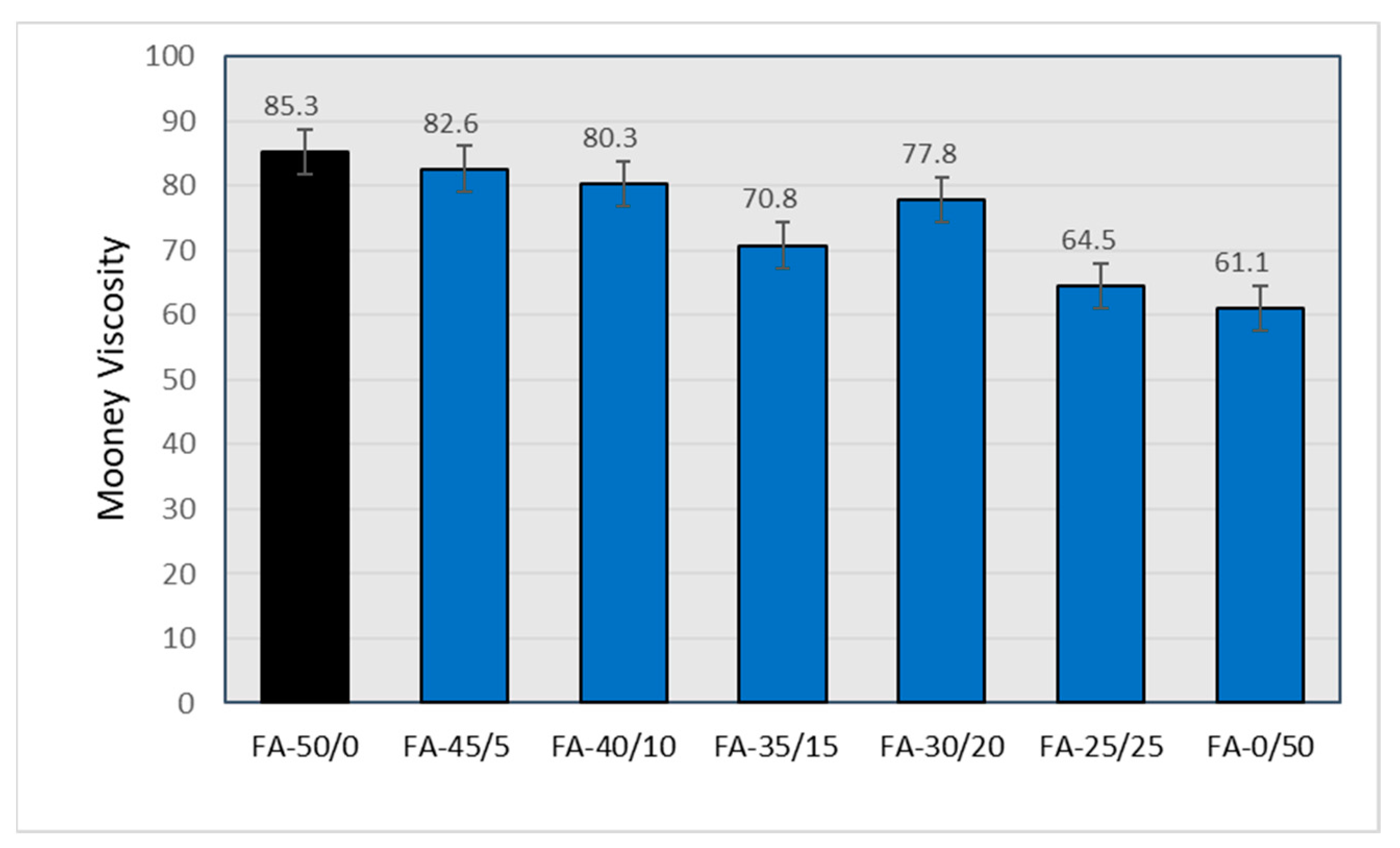
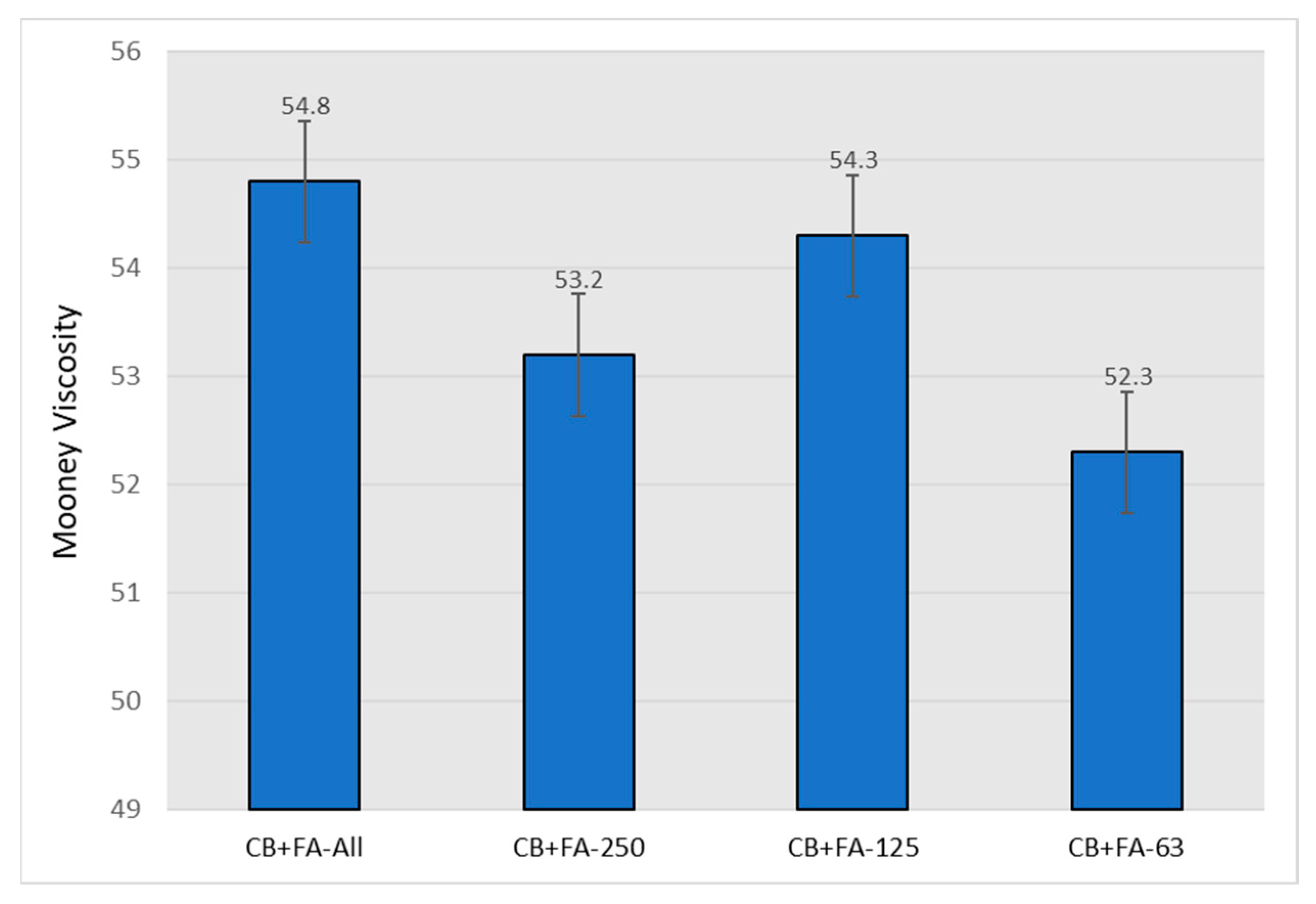
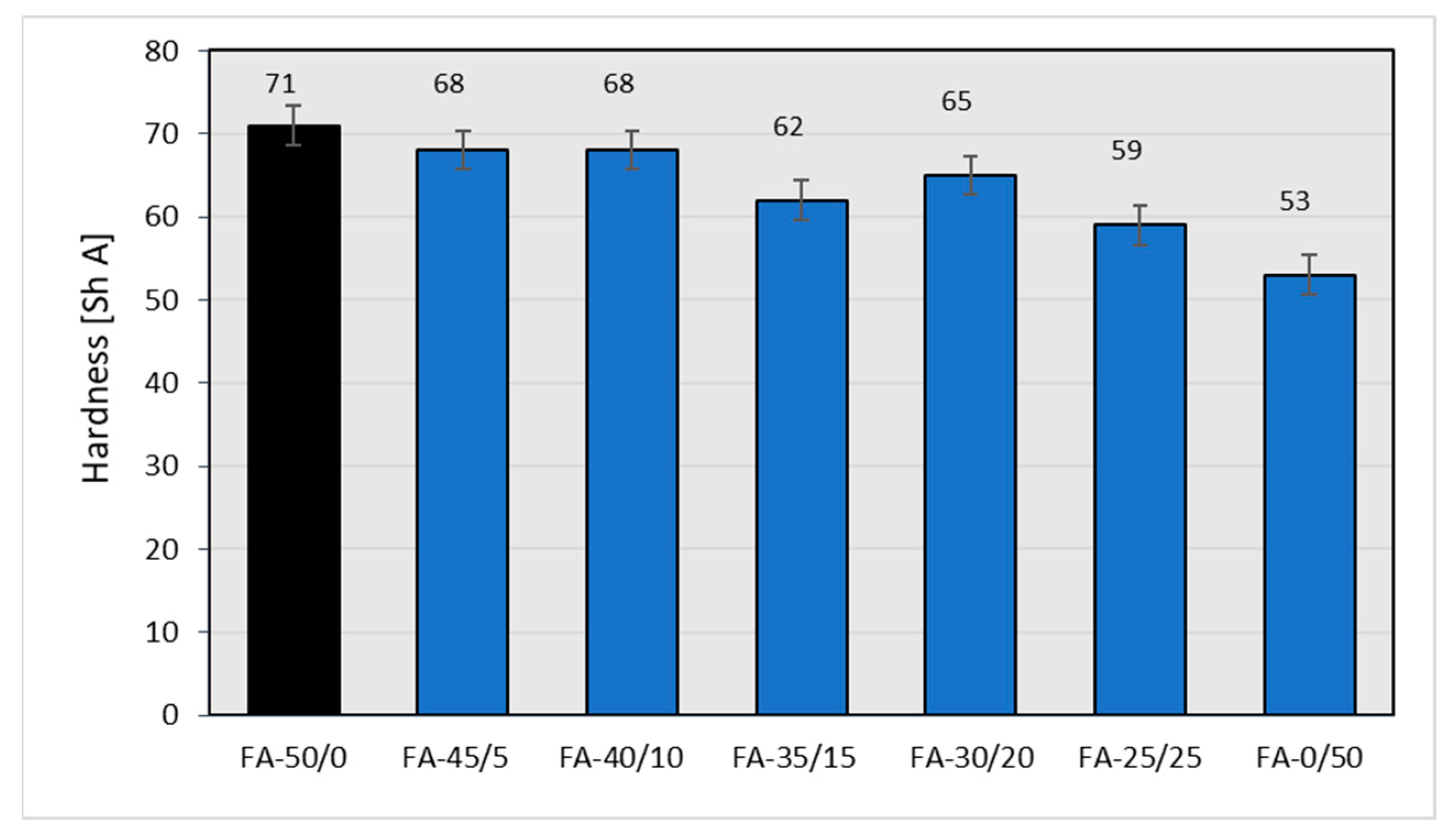
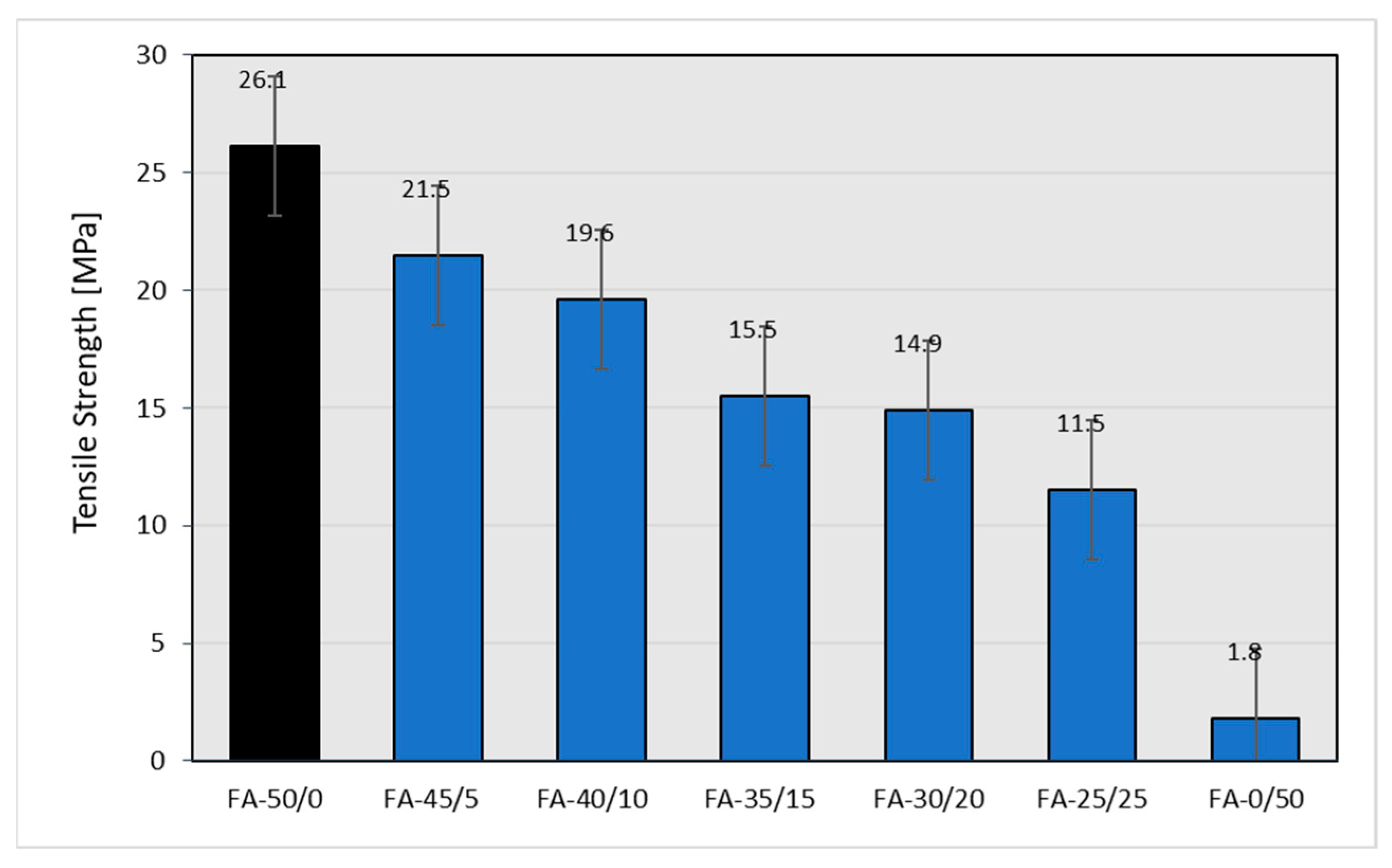
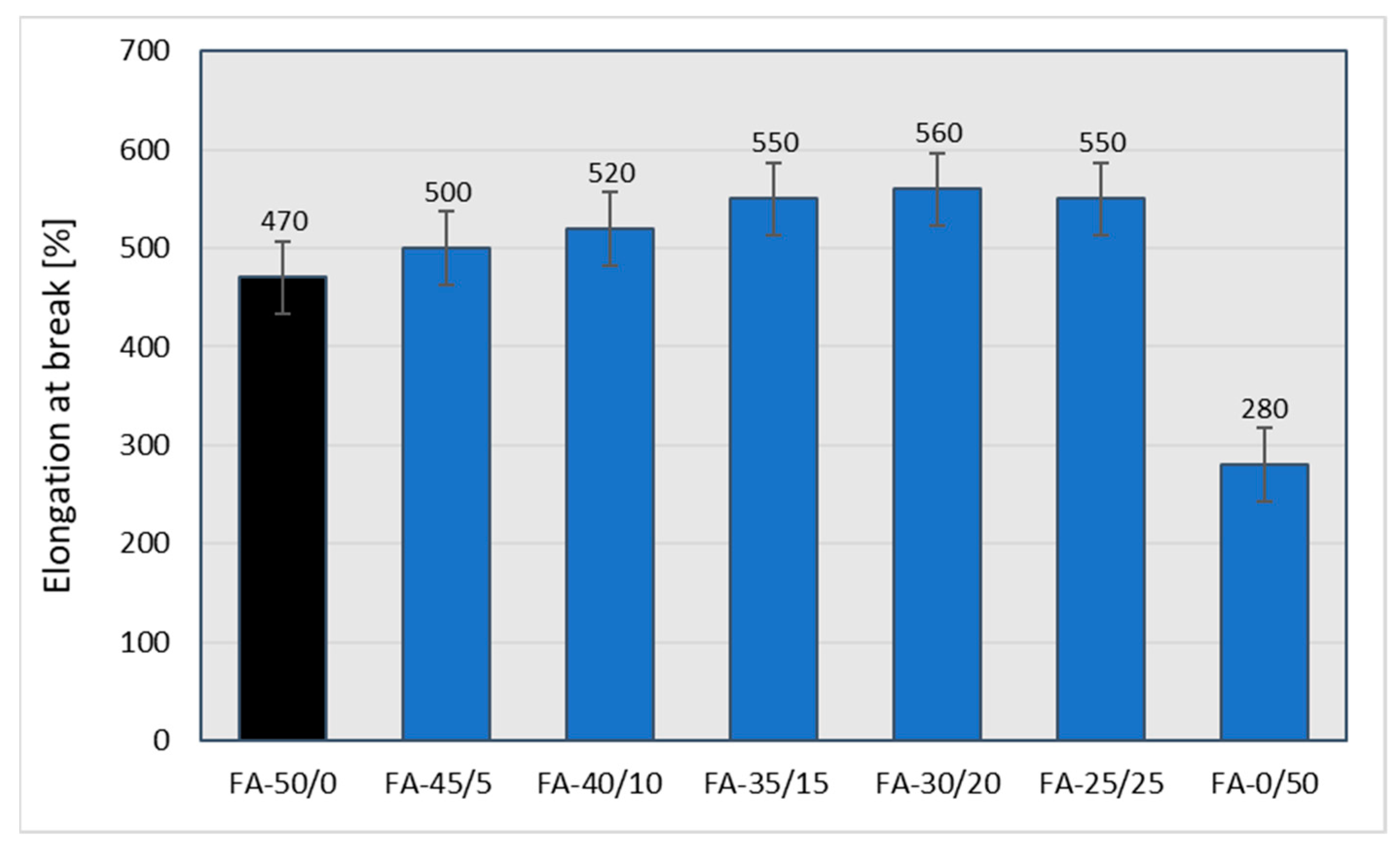
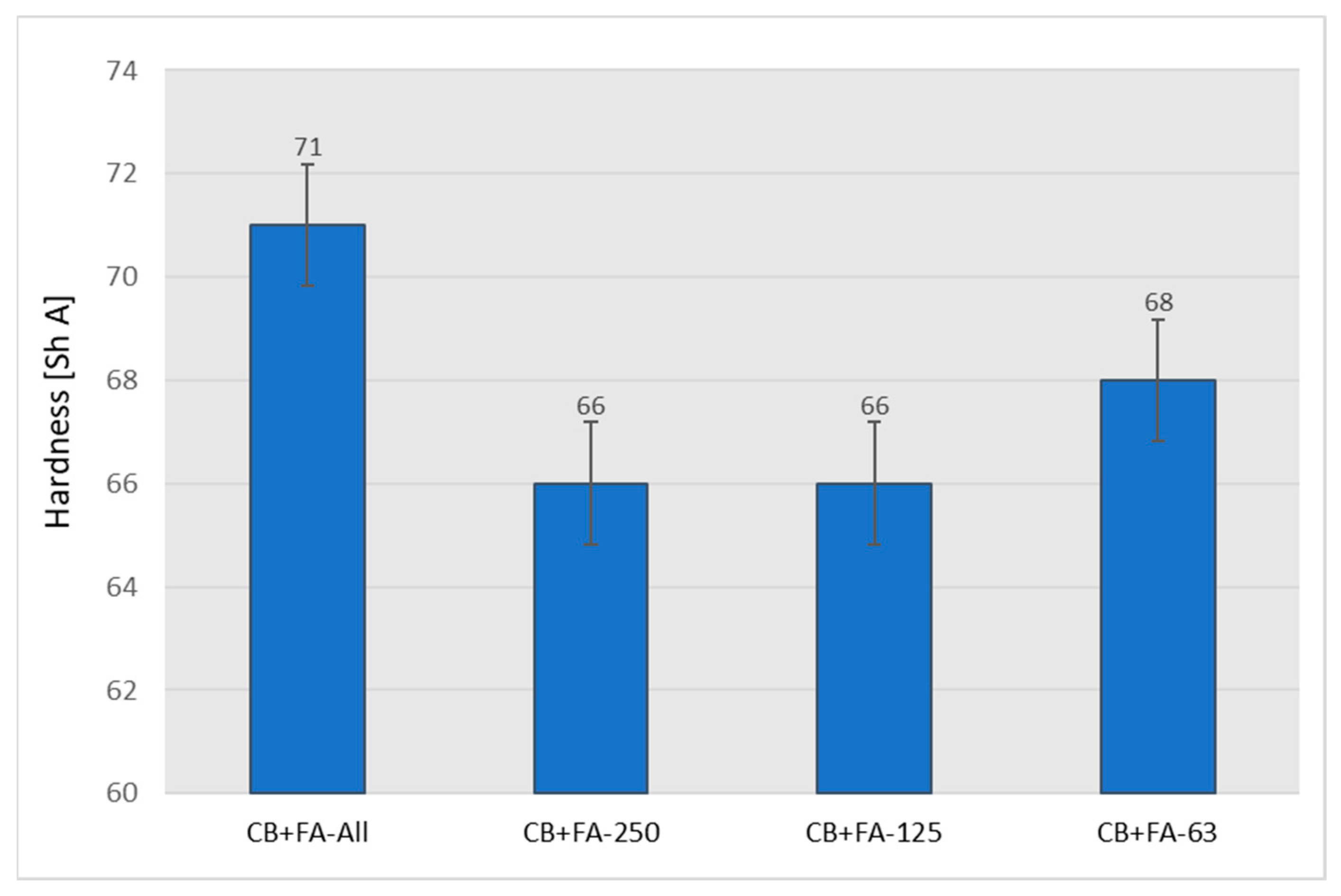
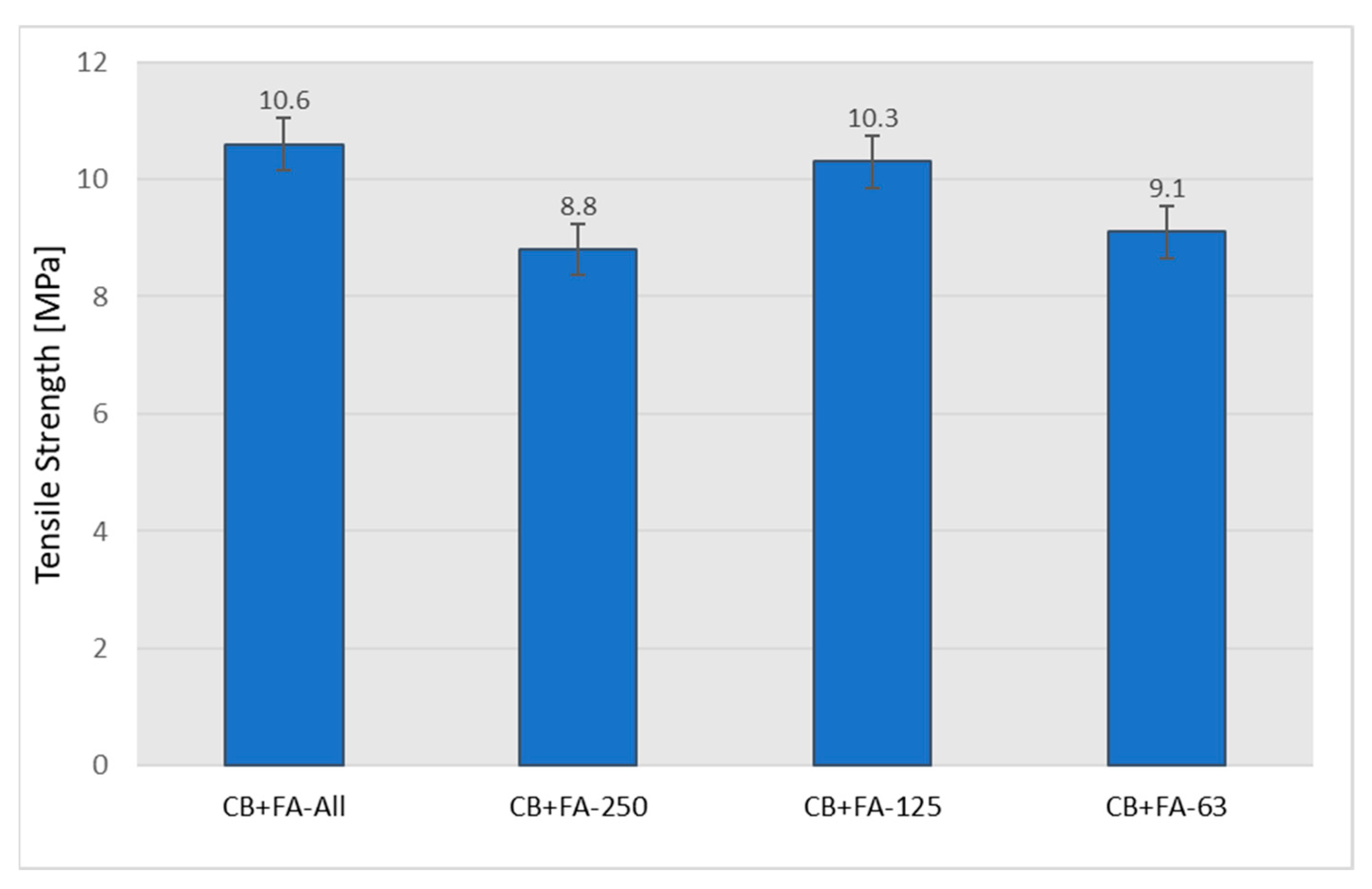
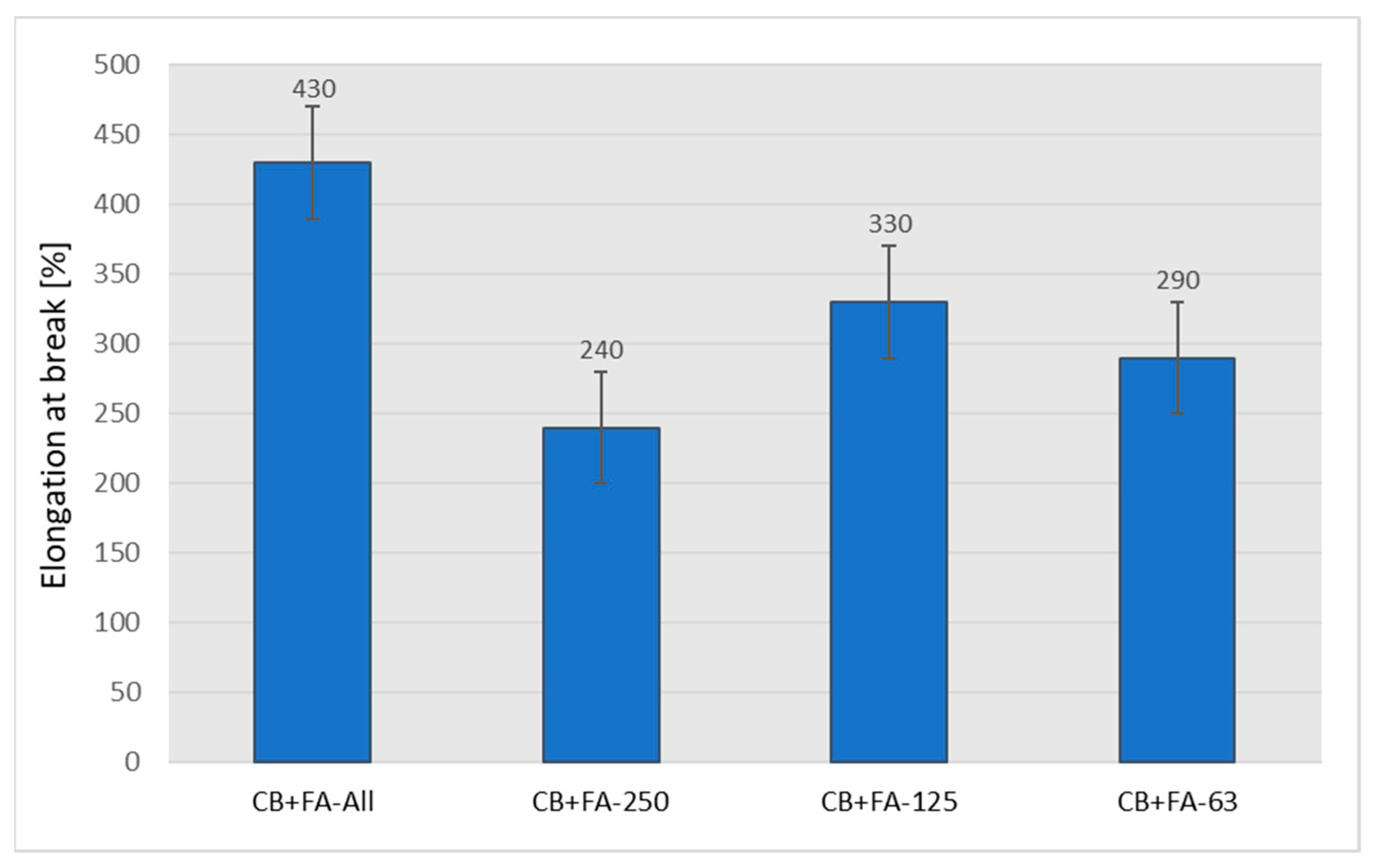
3.2.5. Mechanical Properties of Rubber Vulcanizates
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abramowicz, M.; Buczkowski, W.; Korzeniewski, W.; Marcinkowski, R.; Tworek, J. Innovative cementitious binders and concretes using lime fly ash. Build. Rev. 2012, 7–8, 32–33. Available online: https://przegladbudowlany.pl/2012/07-8/2012-078-PB-32-33_Politnska.pdf (accessed on 7 March 2022).
- Argiz, C.; Menendez, E.; Moragues, A.; Sanjuan, M.A. Fly ash characteristics of Spanish coal-fired power plants. Afinidad 2015, 72, 269–277. Available online: http://www.raco.cat/index.php/afinidad/article/viewFile/305569/395407 (accessed on 7 March 2022).
- Sanjuan, M.A.; Suarez-Navarro, J.A.; Argiz, C.; Mora, P. Assessment of natural radioactivity and radiation hazards owing to coal fly ash and natural pozzolan Portland cements. J. Radioanal. Nucl. Chem. 2020, 325, 381–390. [Google Scholar] [CrossRef]
- Giergiczny, Z. Fly ash in the composition of cement and concrete. Monogr. Sil. Univ. Technol. 2013, 509, 189. [Google Scholar]
- Environmental Emissions from Power Plants and Combined Heat and Power Plants. Emitor 2009, 2010, 2011, 2012, 2013. Energy Market Agency S.A., Warsaw (in Polish). Available online: https://www.are.waw.pl/wydawnictwa (accessed on 7 March 2022).
- Uliasz-Bocheńczyk, A.; Mazurkiewicz, M.; Mokrzycki, E. Fly ash from Energy production—a waste, byproduct and raw material. Miner. Resour. Manag. 2015, 31, 139–149. [Google Scholar] [CrossRef] [Green Version]
- Garbacik, A.; Baran, T. Formal and technological conditions of cement production with the addition of lime fly ash. Prace ICiMB 2013, 6, 7–17. Available online: https://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-04f29b1b-3390-4740-b836-fe6fdd888dfb (accessed on 7 March 2022).
- Różycka, A.; Petri, M.; Łaskawiec, K. Assessment of the possibility of using calcareous fly ash to production autoclaved aerated concrete. Mater. Bud. 2013, 2, 42–43. Available online: https://www.materialybudowlane.info.pl/images/2013/2/s42-43.pdf (accessed on 7 March 2022).
- Rajczyk, K.; Szota, M.; Szynkowski, S. Directions for improving the properties of calcareous fly ashes. Cem. Lime Concr. 2012, 17/79, 415–422. Available online: http://cementwapnobeton.pl/pdf/2012/2012_6/Rajczyk-02-12.pdf (accessed on 7 March 2022).
- Baran, T.; Dróżdż, W.; Pichniarczyk, P. The use of calcareous fly ash in cement and concrete manufacture. Cem. Lime Concr. 2012, 17/79, 50–56. [Google Scholar]
- Kusnierova, M.; Prascakova, M.; Matysek, D.; Cablik, V.; Fecko, P.; Jarosiński, A. Thermal synthesis of black coal fly ash and gibbsite. Miner. Resour. Manag. 2013, 29, 101–107. [Google Scholar] [CrossRef] [Green Version]
- Misiak, J. Carbon particles in fly ash from combustion of coal from Polish deposits. Miner. Resour. Manag. 2015, 31, 111–120. [Google Scholar] [CrossRef]
- Bartuś, T. Anisotropy of variability of the main parameters of lignite quality in the Belchatow field. Miner. Resour. Manag. 2012, 28, 5–29. [Google Scholar] [CrossRef]
- Formela, M.; Stryczek, S. Fluidised ash from lignite combustion as an additive to sealing slurries used in filling voids in the rock mass. Bull. Miner. Energy Econ. Res. Inst. Pol. Acad. Sci. 2017, 97, 117–134. Available online: https://journals.pan.pl/dlibra/publication/130297/edition/113774/content (accessed on 7 March 2022).
- Sroka, J.; Rybak, A.; Sekula, R.; Filipczak, P.; Kozanecki, M.; Sitarz, M. Two-Step procedure of Fly Ash modification as an alternative method for creation of functional composite. J. Polym. Environ. 2017, 25, 1342–1347. [Google Scholar] [CrossRef]
- Gościański, M.; Maciejewski, H.; Guliński, J.; Leda, H. Study on the influence of mineral powder fillers modification on the selected mechanical properties of linear low-density polyethylene. Polimery 2004, 49, 15–22. [Google Scholar] [CrossRef]
- Pashaei, S.; Hosseinzadeh, S.; Siddaramaiah, B. Effect of carbon black and fly ash co-fillers content on mechanical and thermal behaviors of styrene butadiene rubber compounds. Euroasian Chem. Commun. 2019, 180–190. Available online: http://www.echemcom.com/article_92281_6e0475a23103764b2850b4697af6fc0e.pdf (accessed on 7 March 2022).
- Saowapark, T.; Sae-Oui, P.; Sambatsompop, N.; Sisinha, C. Storage instability of fly ash filled natural rubber compounds. Appl. Rheol. 2012, 22, 554141–554149. [Google Scholar] [CrossRef]
- Ren, X.; Sancaktar, E. Use of fly ash as eco-friendly filler in synthethic rubber for tire applications. J. Clean. Prod. 2019, 206, 374–382. [Google Scholar] [CrossRef] [Green Version]
- Maan, A.; Niyogi, U.K.; Singh, A.K.; Mehra, D.S.; Rattan, S. Development and characterization of fly ash reinforced Natural rubber composite. J. Polym. Mat. 2014, 31, 397–408. Available online: https://www.researchgate.net/profile/Anil-Singh-54/publication/283015372_Development_and_Characterization_of_Fly_AshCrumb_Rubber_Reinforced_Natural_Rubber_Composite/links/56cff6ef08ae4d8d649fd0a0/Development-and-Characterization-of-Fly-Ash-Crumb-Rubber-Reinforced-Natural-Rubber-Composite.pdf (accessed on 29 March 2022).
- Sanjuan, M.A.; Suarez-Navarro, J.A.; Argiz, C.; Estevez, E. Radiation dose calculation of fine and coarse coal fly ash used for building purposes. J. Radioanal. Nucl. Chem. 2021, 327, 1045–1054. [Google Scholar] [CrossRef]
- Dasaesamoh, A. Mechanical strength of natural rubber filled fly ash. IOP Conf. Ser. Mater. Sci. Eng. 2019, 625, 012013. [Google Scholar] [CrossRef]
- Available online: https://www.shimadzu.com/an/service-support/technical-support/analysis-basics/lesson13.html (accessed on 16 September 2021).
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. Available online: https://www.academia.edu/862081/Estimation_of_the_surface_free_energy_of_polymers (accessed on 29 March 2022). [CrossRef]
- Laskowska, A. Elastomer Based Composites Filled with Layered Fillers and Ionic Liquids. Ph.D. Thesis, Lodz University of Technology, Lodz, Poland, 2014; pp. 14–15. Available online: https://tel.archives-ouvertes.fr/tel-01166049/document (accessed on 29 March 2022).
- Choi, S.-S.; Kwon, H.-M.; Kim, Y.; Ko, E.; Kim, E. Determination of bound rubber composition of filled SBR/BR blend compounds by analysis of the unbound rubber composition and bound rubber content. Polym. Test. 2017, 59, 414–422. [Google Scholar] [CrossRef]
- ASTM D6845-20; Standard Test Method for Silica, Precipitated, Hydrated-CTAB (Centyltrimethylammonium Bromide) Surface Area. ASTM: West Conshohocken, PA, USA, 2020.
- ASTM D3765-04; Standard Test Method for Carbon Black-CTAB (Cetyltrimethylammonium Bromide) Surface Area. ASTM: West Conshohocken, PA, USA, 2004.
- Choi, S.-S.; Ko, E. Novel test method to estimate bound rubber formation of silica-filled solution styrene-butadiene rubber compounds. Polym. Test. 2014, 40, 170–177. [Google Scholar] [CrossRef]
- Test and Evaluation of Fly Ash Properties from PGE GiEK S.A. Belchatow Power Plant with an Opinion on the Possibility of Use; ZP-BE “Energopomiar” Ltd.: Gliwice, Poland, 2013. (In Polish)
- Sanjuan, M.A.; Argiz, C. Fineness of Coal Fly Ash for Use in Cement and Concrete. Fuels 2021, 2, 471–486. [Google Scholar] [CrossRef]
- Sanjuan, M.A.; Argiz, C. A Ten-Year Study on Alkali Content of Coal Fly Ash. Fuels 2022, 3, 365–374. [Google Scholar] [CrossRef]
- Janowski, B.; Jankowska, B.; Radwańska, J.; Rogoża, J.; Weda, P.; Kozak, R. Novel functionalized solution styrene-butadiene rubbers (SSBR) for tire treads. Elastomery 2019, 23, 252–262. Available online: https://elastomery.pl/wp-content/uploads/streszczenia-pdf/E2019_4_Janowski.pdf (accessed on 4 April 2022).
- Alam, M.N.; Kumar, V.; Potiyaraj, P.; Lee, D.-J.; Choi, J. Mutual dispersion of graphite–silica binary fillers and its effects on curing, mechanical, and aging properties of natural rubber composites. Polym. Bull. 2022, 79, 2707–2724. [Google Scholar] [CrossRef]
- Kruger, R.; Hovy, M.; Wardle, D. The Use of Fly Ash Fillers in Rubber. In International Ash Utilization Symposium; Paper No. 72, Centre for Applied Energy Research; University of Kentucky: Lexington, KY, USA, 1999; Available online: https://p2infohouse.org/ref/45/44957.pdf (accessed on 4 April 2022).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fly Ash Type [Ref.] | [7] | [8] | [9] | [10] | |
|---|---|---|---|---|---|
| Components | Limestone Ash A | C-Limestone Ash W | D-Silica Ash V | Limestone Ash | |
| SiO2 | 24.0–48.0 | 64.45 | 49.38 | 37.28 | |
| Al2O3 | 15.0–24.0 | 5.68 | 25.53 | 27.46 | |
| Fe2O3 | 3.0–6.0 | 3.92 | 5.83 | 6.78 | |
| CaO | 19.0–39.0 | 16.50 | 3.07 | 19.80 | |
| MgO | 0.5–2.0 | 3.10 | 2.22 | 1.96 | |
| Na2O | 0.1–0.4 | 0.07 | 0.86 | 0.14 | |
| K2O | 0.1–0.5 | 0.37 | 2.70 | 0.11 | |
| SO2 | - | 3.87 | 0.13 | - | |
| Loss on ignition [wt. %] | - | 0.43 | 8.06 | 3.28 | |
| The Sequence of the Ingredients Addition | Time from Mixing Start (min) /Temperature (°C) |
|---|---|
| Adding of rubber (SBR 1500) | 0/25 |
| Adding of CB, stearic acid and ZnO | 1.5/90 |
| Adding of fly ash | 3/100 |
| End of mixing | 5–6/max. 135 |
| Rubber Mixes | FA-50/0 | FA-45/5 | FA-40/10 | FA-35/15 | FA-30/20 | FA-25/25 | FA-0/50 | |
|---|---|---|---|---|---|---|---|---|
| Components [phr] | ||||||||
| SBR, Ker 1500 | 100 | |||||||
| Stearic acid | 1 | |||||||
| ZnO | 3 | |||||||
| Carbon black, N 220 | 50 | 45 | 40 | 35 | 30 | 25 | - | |
| Fly ash A | - | 5 | 10 | 15 | 20 | 25 | 50 | |
| Sulfur | 2 | |||||||
| n-cyclohexyl-2-benzothiazosulfenamide, CBS | 1 | |||||||
| Range of Filler | Name of Sample |
|---|---|
| Native Fly Ash | FA-All |
| FFA < 0.063 | FA-63 |
| 0.063 < FFA < 0.125 | FA-125 |
| 0.125 < FFA < 0.250 | FA-250 |
| FFA > 0.250 | FA > 250 |
| Rubber Mixes | CB+FA-All | CB+FA-250 | CB+FA-125 | CB+FA-63 | |
|---|---|---|---|---|---|
| Components (phr) | |||||
| SBR, Ker 1500 | 100 | ||||
| Stearic acid | 1 | ||||
| ZnO | 3 | ||||
| Carbon black, N 220 | 30 | ||||
| FA-non fractionated | 20 | ||||
| 0.125 < FFA < 0.250 | - | 20 | - | - | |
| 0.63 < FFA < 0.125 | - | - | 20 | - | |
| FFA < 0.063 | - | - | - | 20 | |
| Sulfur | 2 | ||||
| n-cyclohexyl-2-benzothiazosulfenamide, CBS | 1 | ||||
| Tetramethylthiuram disulfide, TMTD | 1 | ||||
| No. | Component | Content (wt. %) |
|---|---|---|
| 1 | SiO2 | 49.3 |
| 2 | Al2O3 | 24.6 |
| 3 | CaO | 12.5 |
| 4 | Fe2O3 | 4.68 |
| 5 | TiO2 | 1.17 |
| 6 | SO3 | 1.12 |
| 7 | MgO | 0.96 |
| 8 | K2O | 0.18 |
| 9 | P2O5 | 0.12 |
| 10 | SrO | 0.05 |
| 11 | BaO | 0.04 |
| 12 | Mn3O4 | 0.03 |
| 13 | Na2O | 0.03 |
| SUM | 99.13 | |
| Loss on Ignition (wt. %) | 4.35 | |
| No. | Component | Content (wt. %) |
|---|---|---|
| 1 | Silicon dioxide (SiO2) | 45.7 |
| 2 | Gehlenite (Ca2Al2SiO7) | 12.0 |
| 3 | Low albite (NaAlSi3O8) | 26.2 |
| 4 | Mullite (3Al2O3·2SiO2) | 15.3 |
| Grain Size/Fraction | Σ Oxides (wt. %) | Carbon (wt. %) |
|---|---|---|
| FA-63 | 82.7 | 17.3 |
| FA-125 | 74.7 | 25.3 |
| FA-250 | 58.8 | 41.2 |
| FA > 0.250 | 46.9 | 53.1 |
| Fraction/ Component | FA-63 (wt. %) | FA-125 (wt. %) | FA-250 (wt. %) | FA > 0.250 (wt. %) |
|---|---|---|---|---|
| SiO2 | 32.316 | 33.563 | 27.121 | 18.341 |
| CaO | 19.548 | 13.555 | 9.575 | 7.497 |
| Al2O3 | 18.638 | 18.605 | 14.292 | 9.424 |
| Fe2O3 | 6.558 | 4.814 | 4.201 | 3.861 |
| SO3 | 2.626 | 1.385 | 1.126 | 3.779 |
| TiO2 | 1.267 | 1.439 | 1.420 | 1.557 |
| MgO | 0.880 | 0.708 | 0.477 | 0.335 |
| Fraction/ Component | FA-63 (wt. %) | FA-125 (wt. %) | FA-250 (wt. %) | FA > 0.250 (wt. %) |
|---|---|---|---|---|
| Quartz (SiO2) | 30.4 | 39.9 | 53.6 | 73.4 |
| Akermanite/ Gehlenite Ca2Mg(Si2O7) Ca2Al[(Si2Al)2O7] | 17.8 | 7.2 | - | 1.3 |
| Albite NaAlSi3O8 | 26.2 | 22.1 | 17.3 | 6.5 |
| Limestone CaO | 2.2 | 0.9 | - | - |
| Calcite CaCO3 | 2.9 | 1.5 | 0.9 | 0.9 |
| Hematite α-Fe2O3 | 2.3 | 1.0 | - | - |
| Anhydrite CaSO4 | 3.7 | 1.1 | 2.2 | 3.9 |
| Brownmillerite Ca2(Al2Fe)2O5 | 3.6 | 0.9 | - | - |
| Mullite 3Al2O3·2SiO2 | 10.9 | 25.5 | 25.9 | 14.1 |
| Sample | CTAB (m2/g) | BET (m2/g) | BET (m2/g) after Grinding |
|---|---|---|---|
| FA-A | 8.3 ± 0.1 | 23.7 ± 0.1 | 27.5 ± 0.1 |
| Fraction | BET (m2/g) | CTAB (m2/g) |
|---|---|---|
| FA-63 | 10.7 | 3.2 |
| FA-125 | 18.2 | 8.3 |
| FA-250 | 29.5 | 16.5 |
| FA > 0.250 | 83.6 | 28.3 |
| Surface Energy (mJ/m2) | |
|---|---|
| Dispersive component | 33.0 |
| Polar component | 25.2 |
| Total value | 58.2 |
| Surface Energy | FA-63 (mJ/m2) | FA-125 (mJ/m2) | FA-250 (mJ/m2) |
|---|---|---|---|
| Dispersive component | 22.2 | 32.3 | 32.7 |
| Polar component | 7.4 | 12.3 | 0.2 |
| Total value | 29.6 | 44.6 | 32.9 |
| Parameter | t90 (min) | t02 (min) | Mmin (dNm) | Mmax (dNm) | ΔM (dNm) | |
|---|---|---|---|---|---|---|
| Sample | ||||||
| FA-50/0 | 46.8 | 10. 7 | 4.3 | 22.9 | 18.6 | |
| FA-45/5 | 66.0 [+41.0] * | 14.7 [+37.4] | 3.3 [−23.3] | 18.6 [−18.8] | 15.3 [−17.7] | |
| FA-40/10 | 69.7 [+48.9] | 15.4 [+43.9] | 3.0 [−30.2] | 18.3 [−20.1] | 15.3 [−17.7] | |
| FA-35/15 | 71.3 [+52.4] | 18.5 [+72.9] | 2.5 [−41.9] | 15.1 [−34.1] | 12.6 [−32.3] | |
| FA-30/20 | 70.6 [+50.9] | 17.5 [+63.6] | 2.6 [−39.5] | 15.8 [−31.0] | 13.2 [−29.0] | |
| FA-25/25 | 52.7 [+12.6] | 14.9 [+39.3] | 2.3 [−46.5] | 16.2 [−29.3] | 13.9 [−25.3] | |
| FA-0/50 | 62.4 [+33.3] | 14.9 [+39.3] | 2.3 [−46.5] | 13.7 [−40.2] | 11.4 [−38.7] | |
| Parameter | t90 (min) | t02 (min) | Mmin (dNm) | Mmax (dNm) | ΔM (dNm) | |
|---|---|---|---|---|---|---|
| Sample | ||||||
| CB+FA-All | 10.9 | 1.4 | 1.7 | 22.4 | 20.7 | |
| CB+FA-63 | 10.2 | 2.5 | 1.7 | 22.0 | 20.3 | |
| CB+FA-125 | 11.4 | 2.6 | 1.8 | 23.9 | 22.1 | |
| CB+FA-250 | 10.6 | 2.1 | 1.7 | 24.4 | 22.7 | |
| Filler System | Dispersion, D (%) |
|---|---|
| CB+FA-All | 50.0 |
| CB+FA-63 | 30.8 |
| CB+FA-125 | 45.5 |
| CB+FA-250 | 60.0 |
| Rubber Mix | Average BdR [%] |
|---|---|
| CB+FA-All | 43.7 [39.0–48.3] * |
| CB+FA-63 | 28.1 [24.5–30.0] * |
| CB+FA-125 | 33.5 [30.6–36.5] * |
| CB+FA-250 | 47.2 [44.3–50.2] * |
| Stress Parameters (kPa) | G′100% | G′max − G′min | |
|---|---|---|---|
| Sample | |||
| CB+FA-All | 96.8 | 125.2 | |
| CB+FA-250 | 112.9 | 40.5 | |
| CB+FA-125 | 118.0 | 209.8 | |
| CB+FA-63 | 109.6 | 197.1 | |
| Parameter | Mooney Viscosity | Hardness (°Sh A) | Tensile Strength (Mpa) | Elongation at Break (%) | |
|---|---|---|---|---|---|
| Sample | |||||
| FA-50/0 | 85.3 | 71 | 26.1 | 470 | |
| FA-45/5 | 82.6 [−3.2] * | 68 [−4] | 21.5 [−17.6] | 500 [+6.4] | |
| FA-40/10 | 80.3 [−5.9] | 68 [−4] | 19.6 [−24.9] | 520 [+10.6] | |
| FA-35/15 | 70.8 [−17.0] | 62 [−13] | 15.5 [−40.6] | 550 [+17.0] | |
| FA-30/20 | 77.8 [−8.8] | 65 [−8] | 14.9 [−42.9] | 560 [+19.1] | |
| FA-25/25 | 64.5 [−24.4] | 59 [−17] | 11.5 [−55.9] | 550 [+17.0] | |
| FA-0/50 | 61.1 [−28.4] | 53 [−25] | 1.8 [−93.1] | 280 [−40.4] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orczykowski, W.; Bieliński, D.M.; Anyszka, R.; Pędzich, Z. Fly Ash from Lignite Combustion as a Filler for Rubber Mixes. Part I: Physical Valorization of Fly Ash. Materials 2022, 15, 4869. https://doi.org/10.3390/ma15144869
Orczykowski W, Bieliński DM, Anyszka R, Pędzich Z. Fly Ash from Lignite Combustion as a Filler for Rubber Mixes. Part I: Physical Valorization of Fly Ash. Materials. 2022; 15(14):4869. https://doi.org/10.3390/ma15144869
Chicago/Turabian StyleOrczykowski, Wojciech, Dariusz M. Bieliński, Rafał Anyszka, and Zbigniew Pędzich. 2022. "Fly Ash from Lignite Combustion as a Filler for Rubber Mixes. Part I: Physical Valorization of Fly Ash" Materials 15, no. 14: 4869. https://doi.org/10.3390/ma15144869
APA StyleOrczykowski, W., Bieliński, D. M., Anyszka, R., & Pędzich, Z. (2022). Fly Ash from Lignite Combustion as a Filler for Rubber Mixes. Part I: Physical Valorization of Fly Ash. Materials, 15(14), 4869. https://doi.org/10.3390/ma15144869