
Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining


 , ,
, , 
Abstract
:1. Introduction
- To quantify the influence of different particle sizes, the concentration of Graphite powder with the variation in pulse time on and pulse current on MRR and TWR;
- To assess the effect of Graphite powder (different particle size with different concentration in dielectric) pulse time on and Peak current on EDMed surface hardness;
- To develop a mathematical model for output responses.
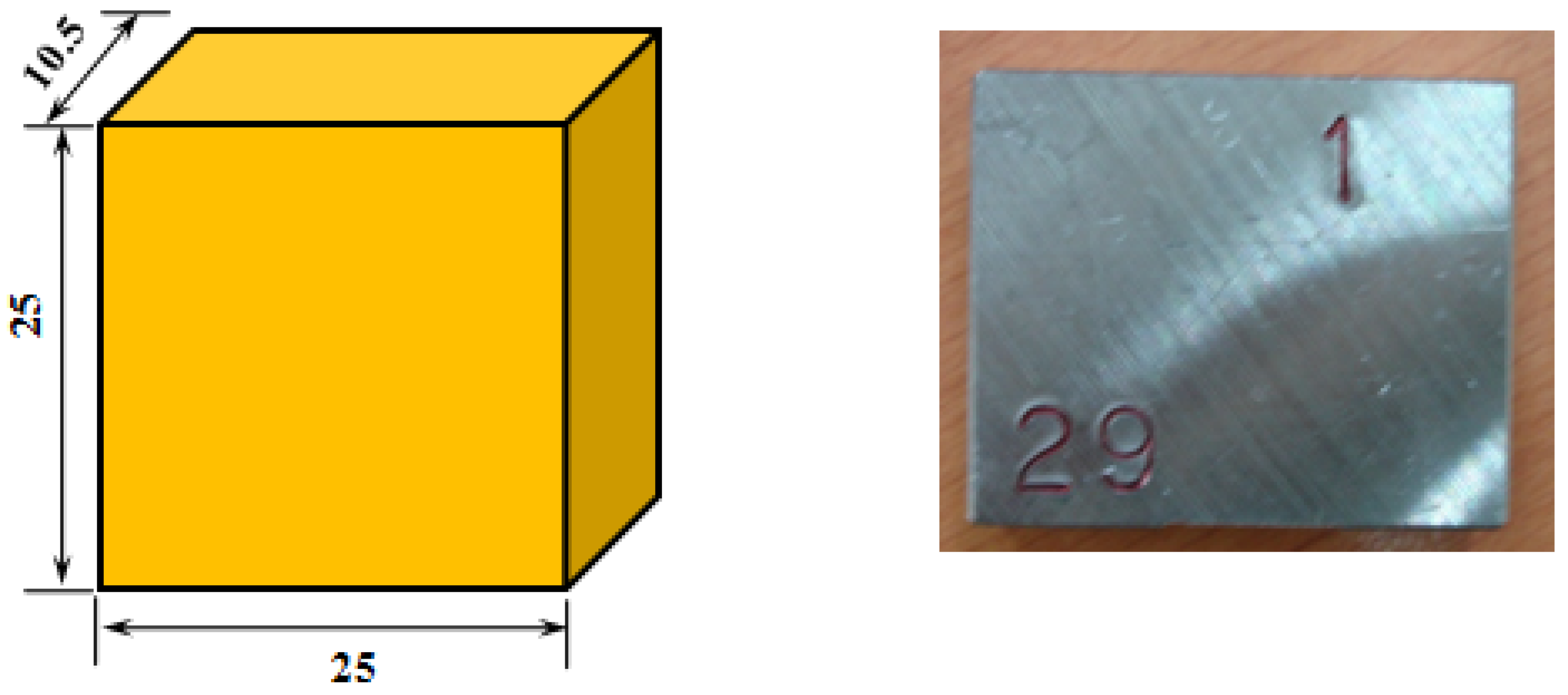
2. Experimental Details
2.1. Chemical Composition and Material Properties
2.2. Parameter Selection
2.3. Response Measurement
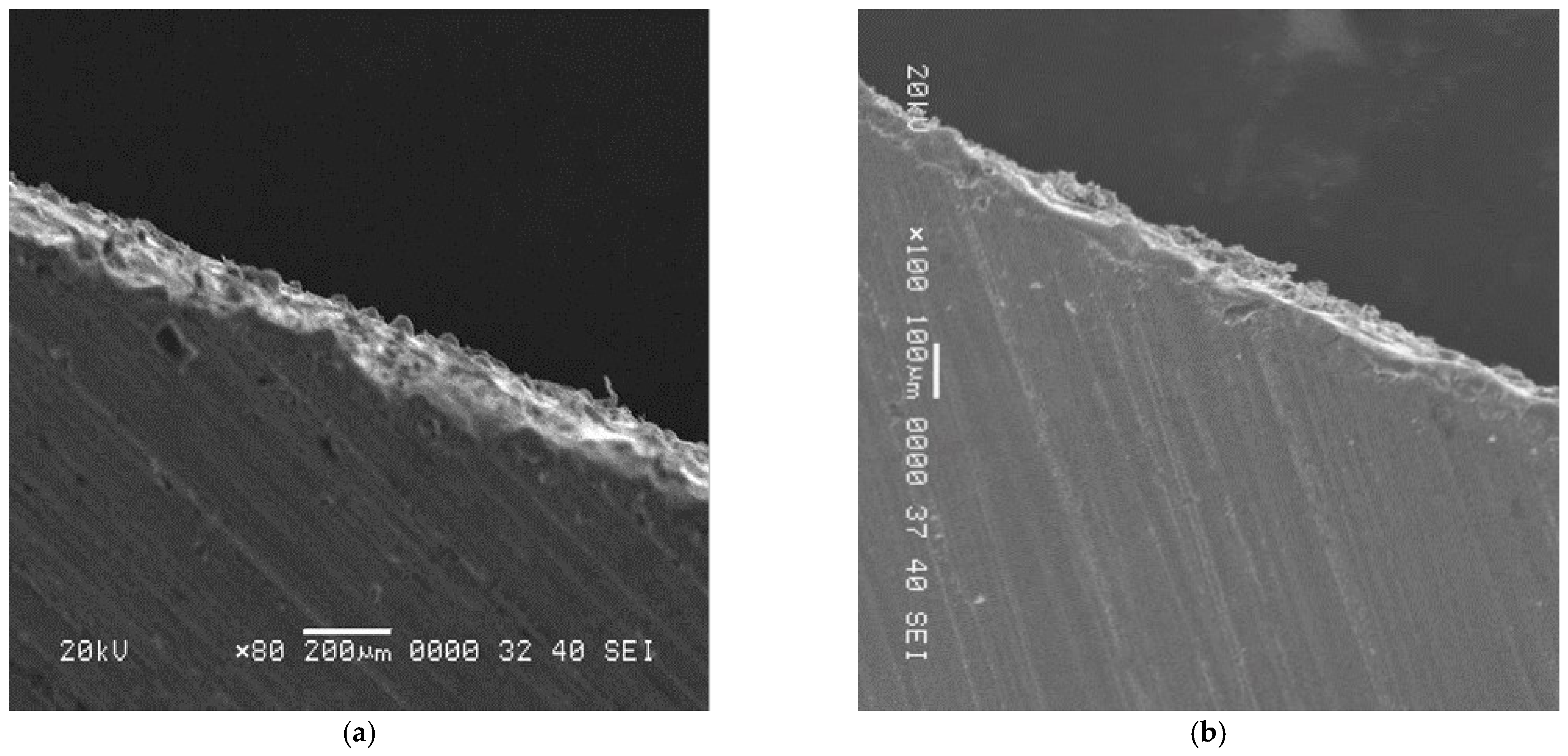
2.4. Recast Layer Thickness and Crater Size
2.5. Hardness
3. Results and Discussion
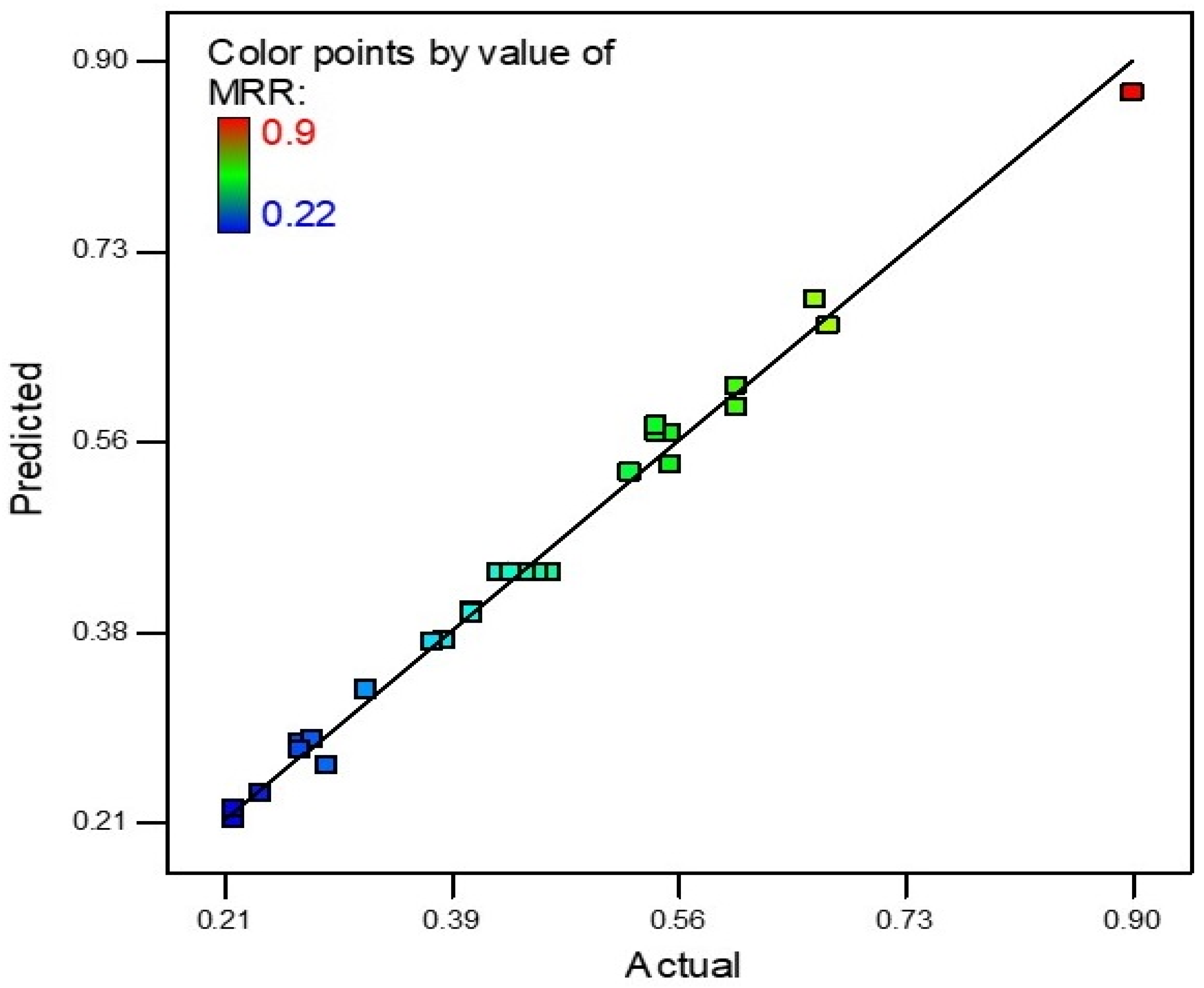
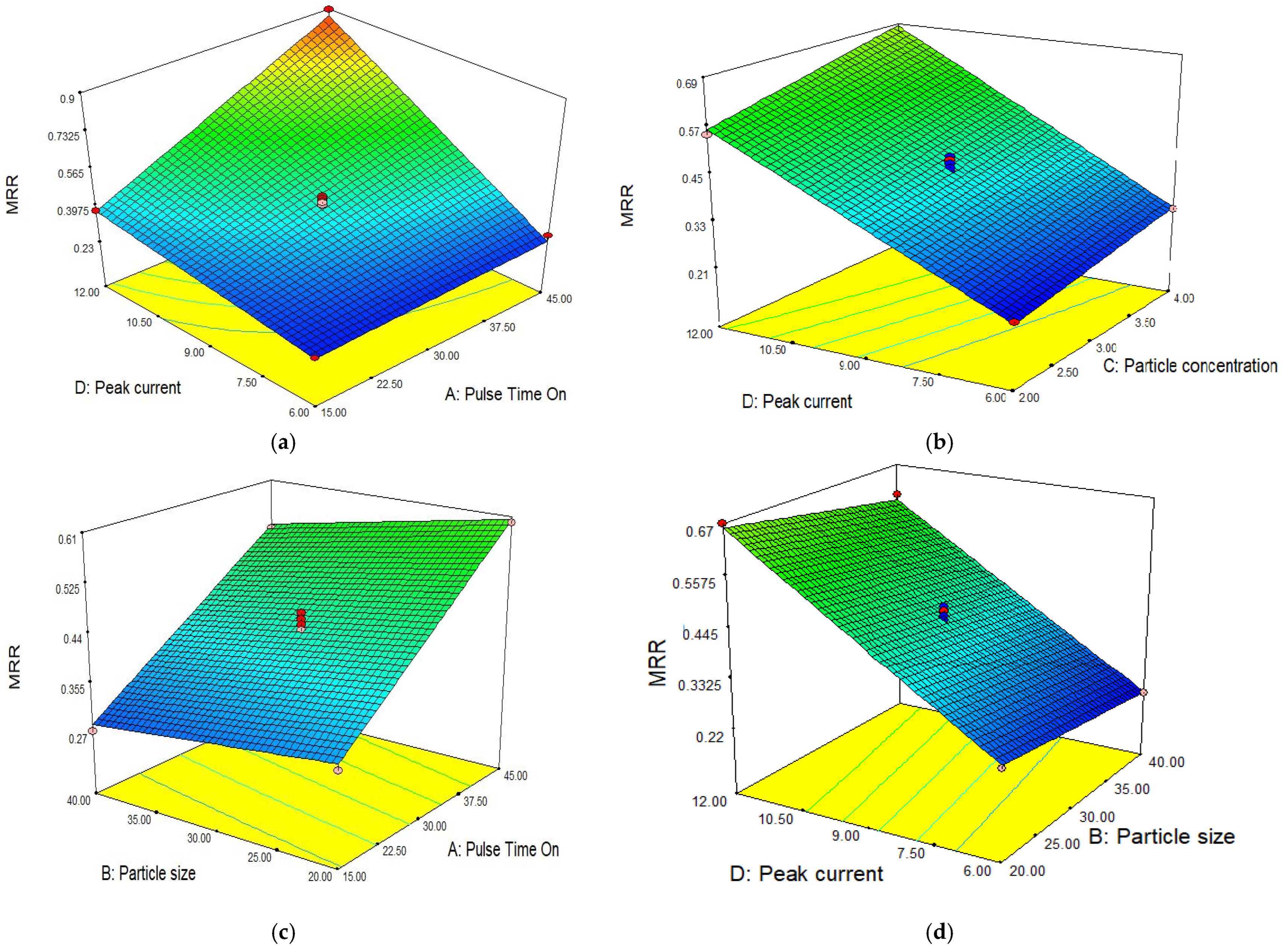
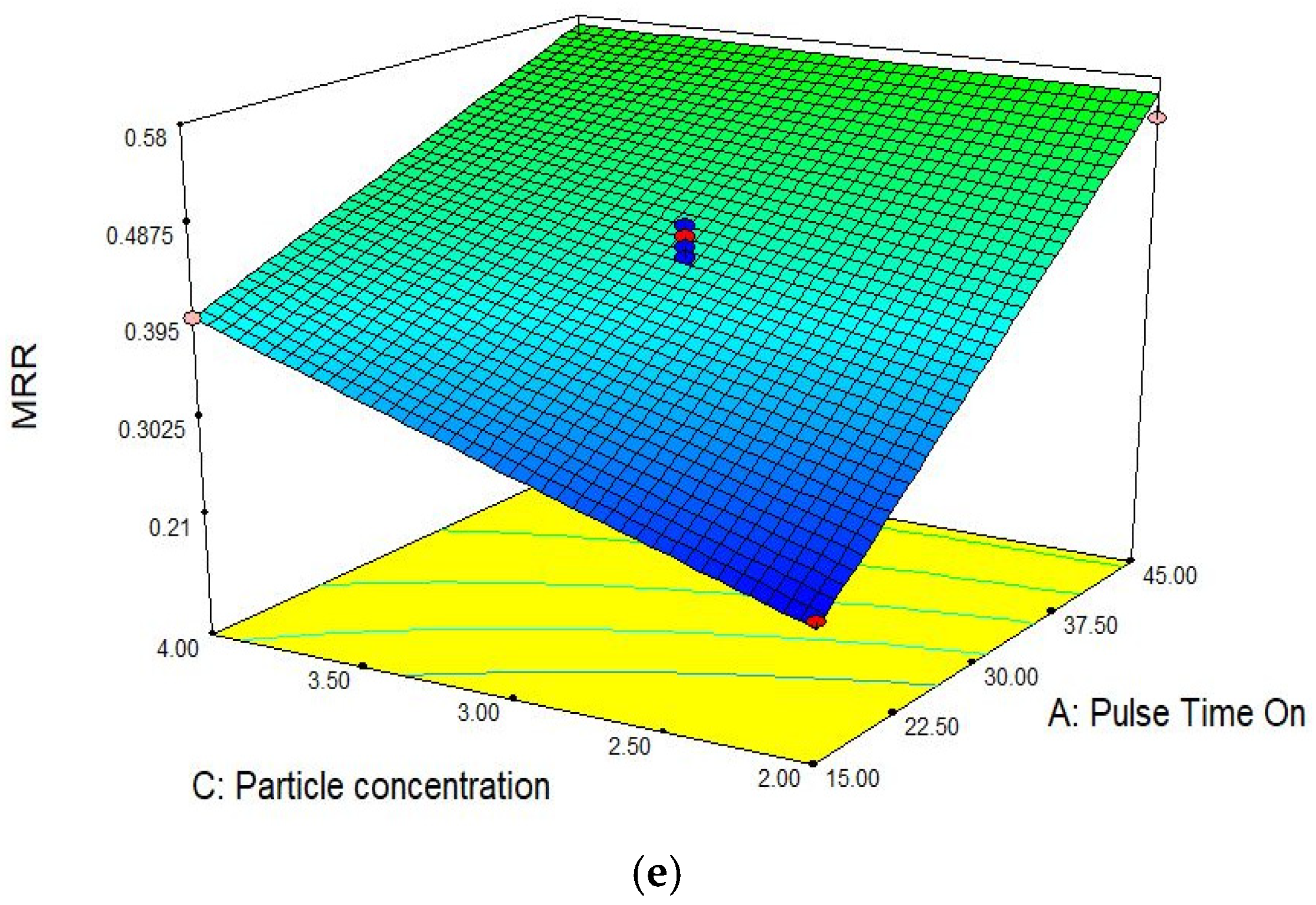
3.1. Material Removal Rate (MRR)
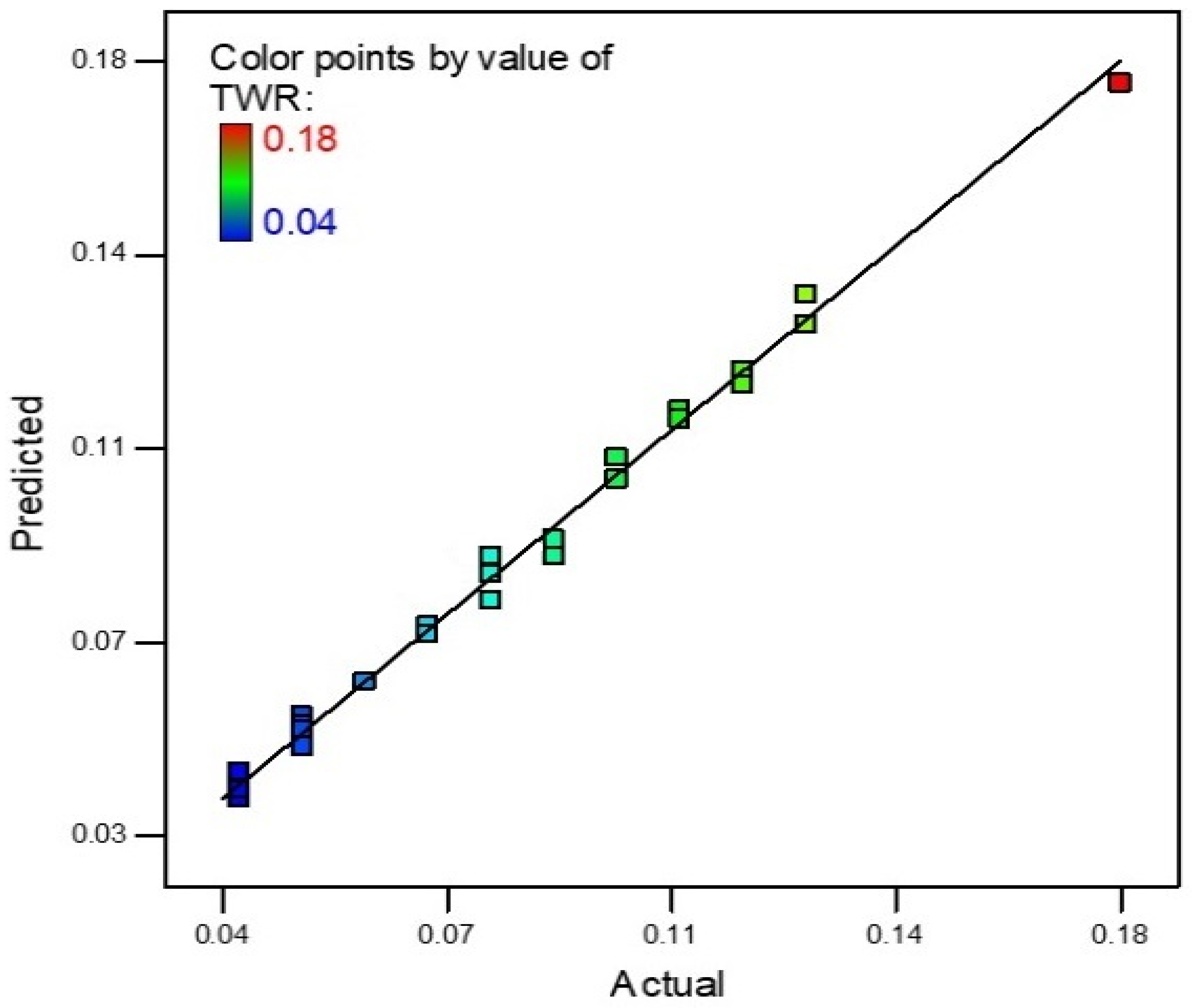
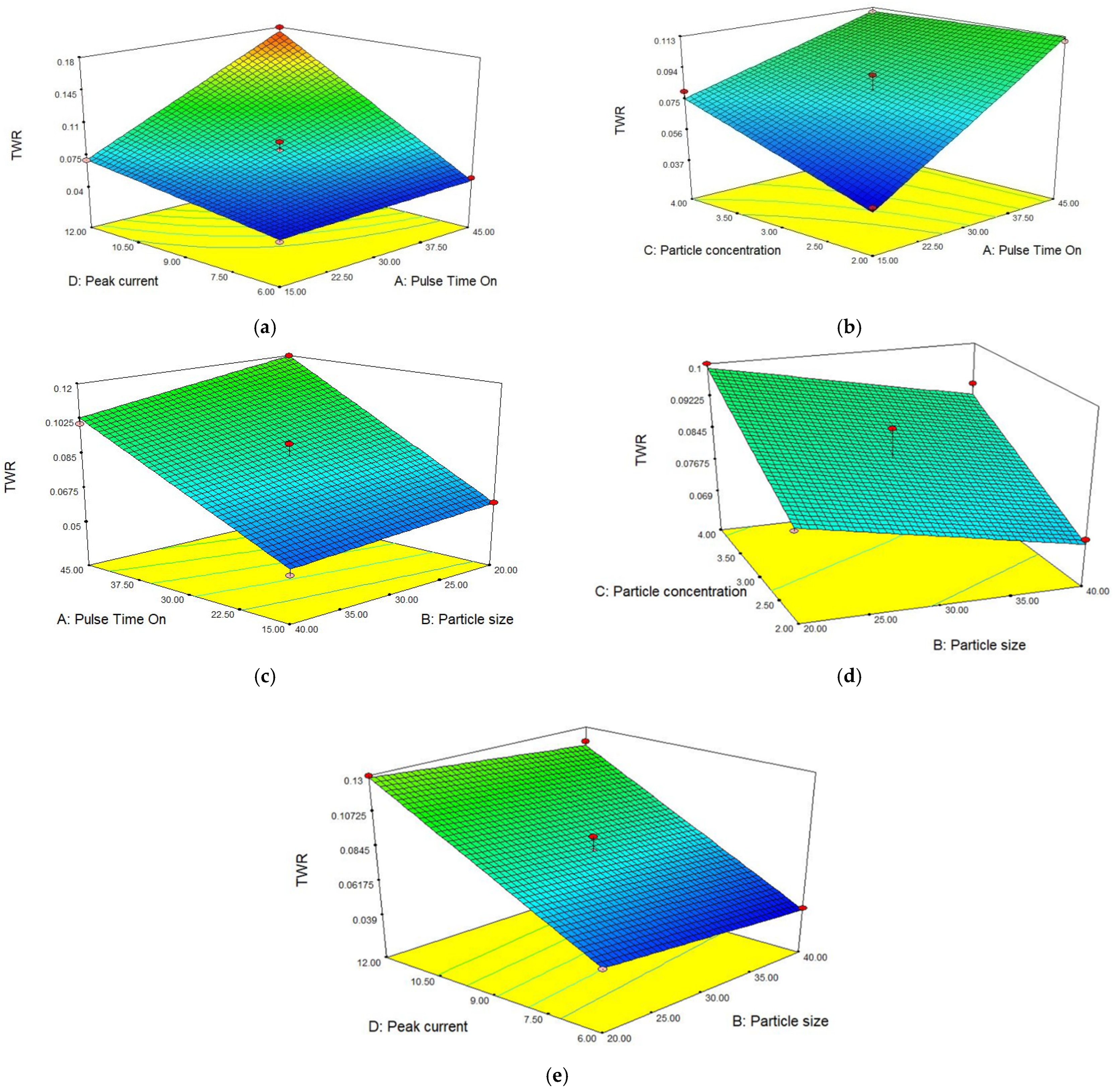
3.2. TWR
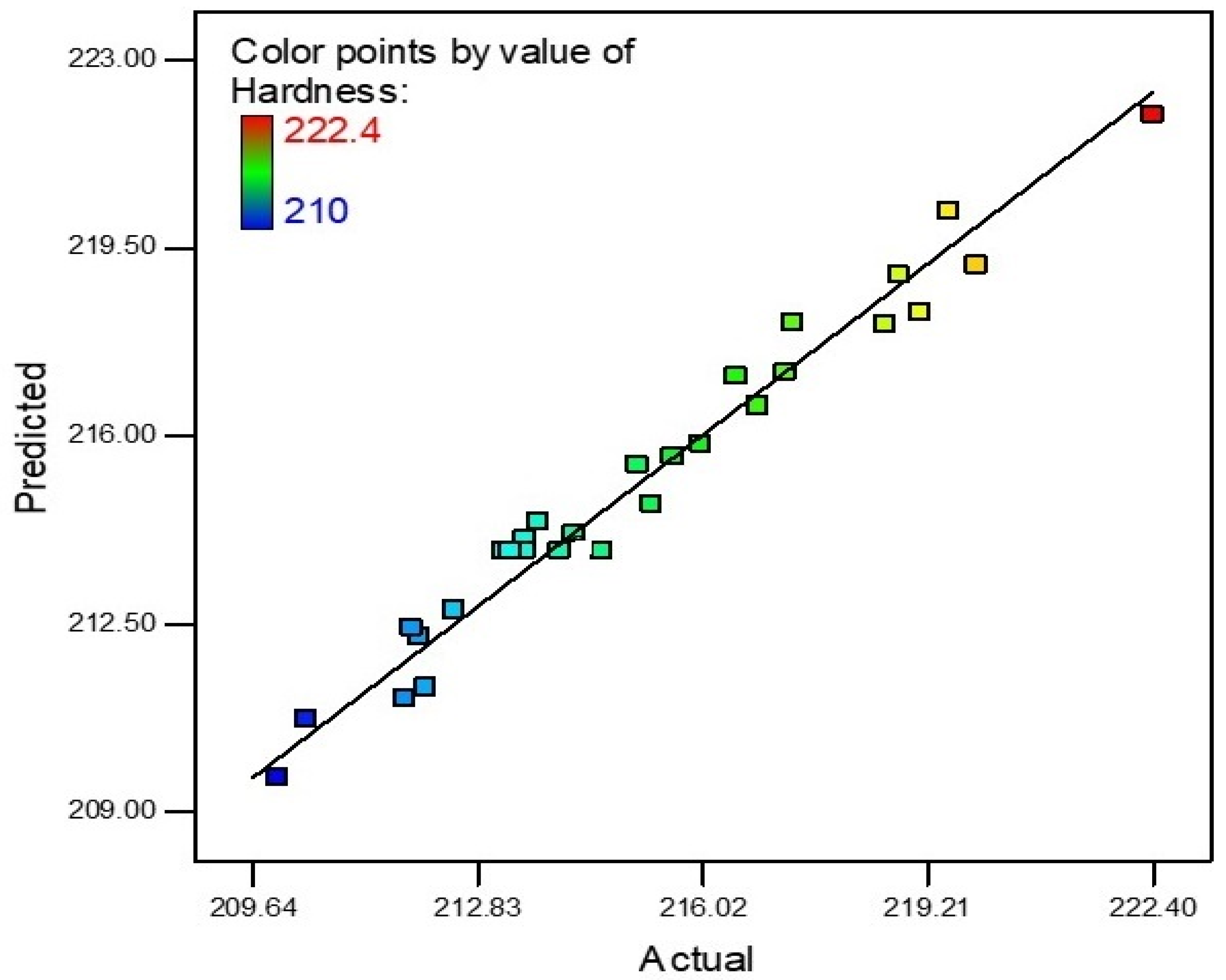
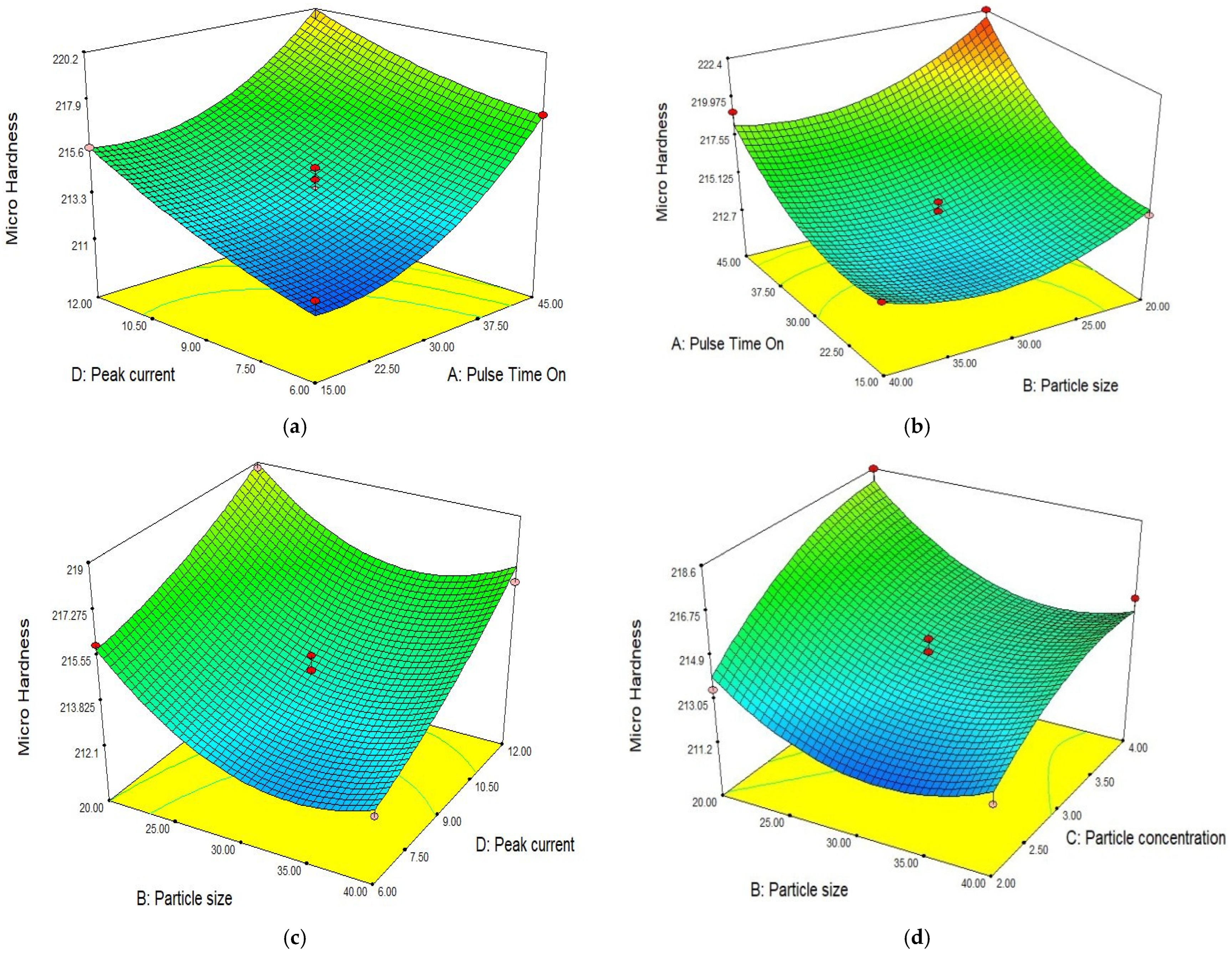
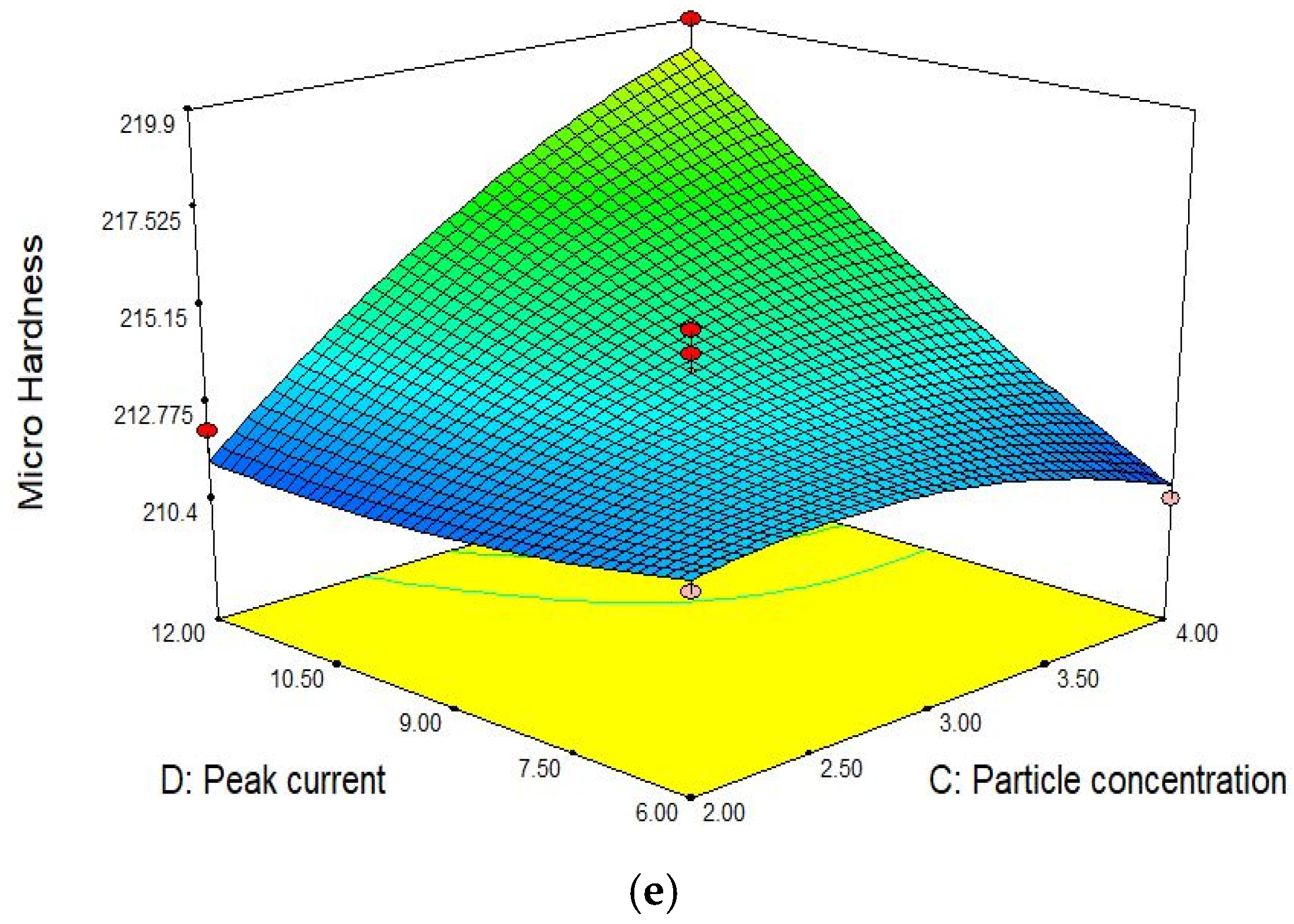
3.3. Micro Hardness
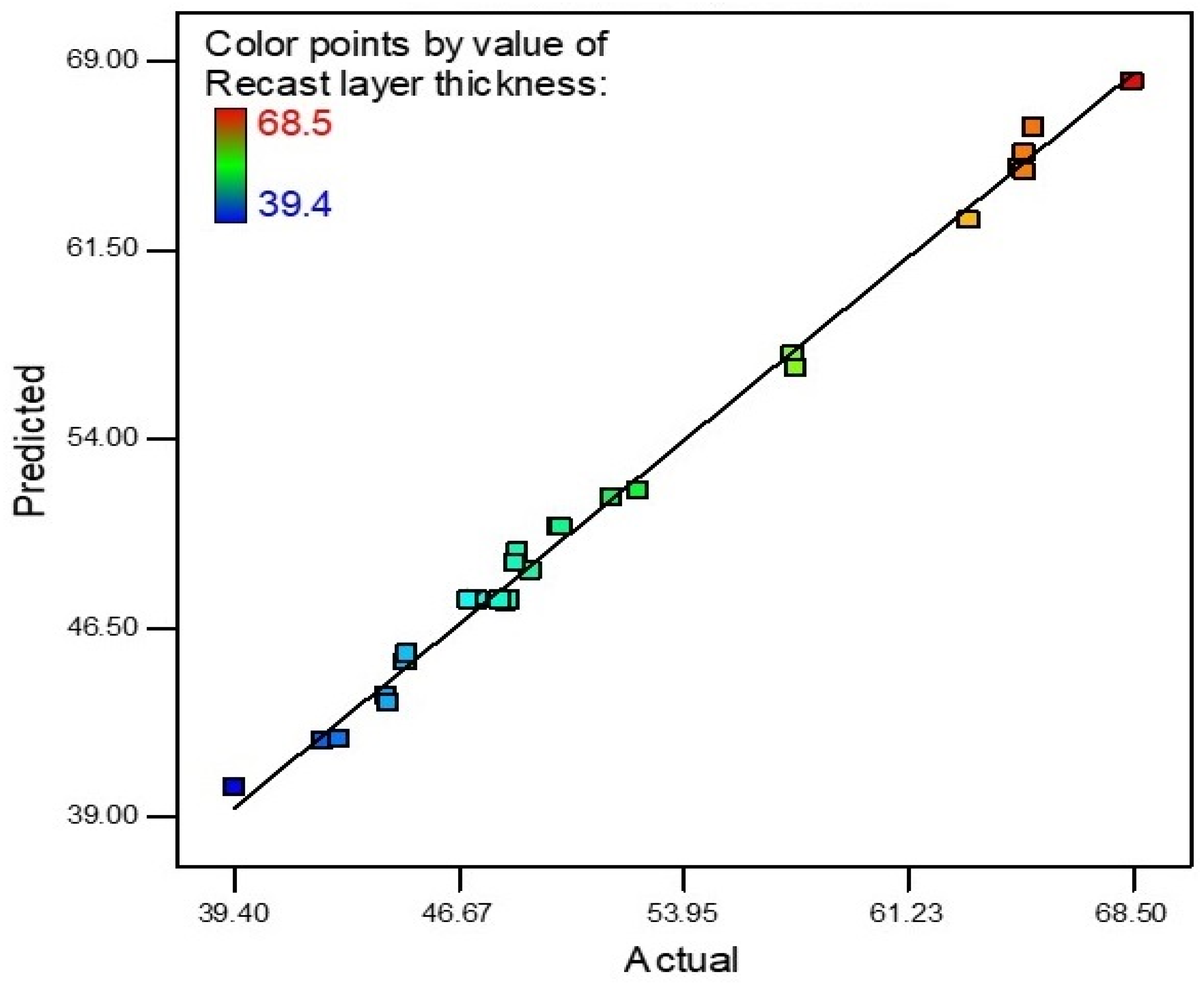
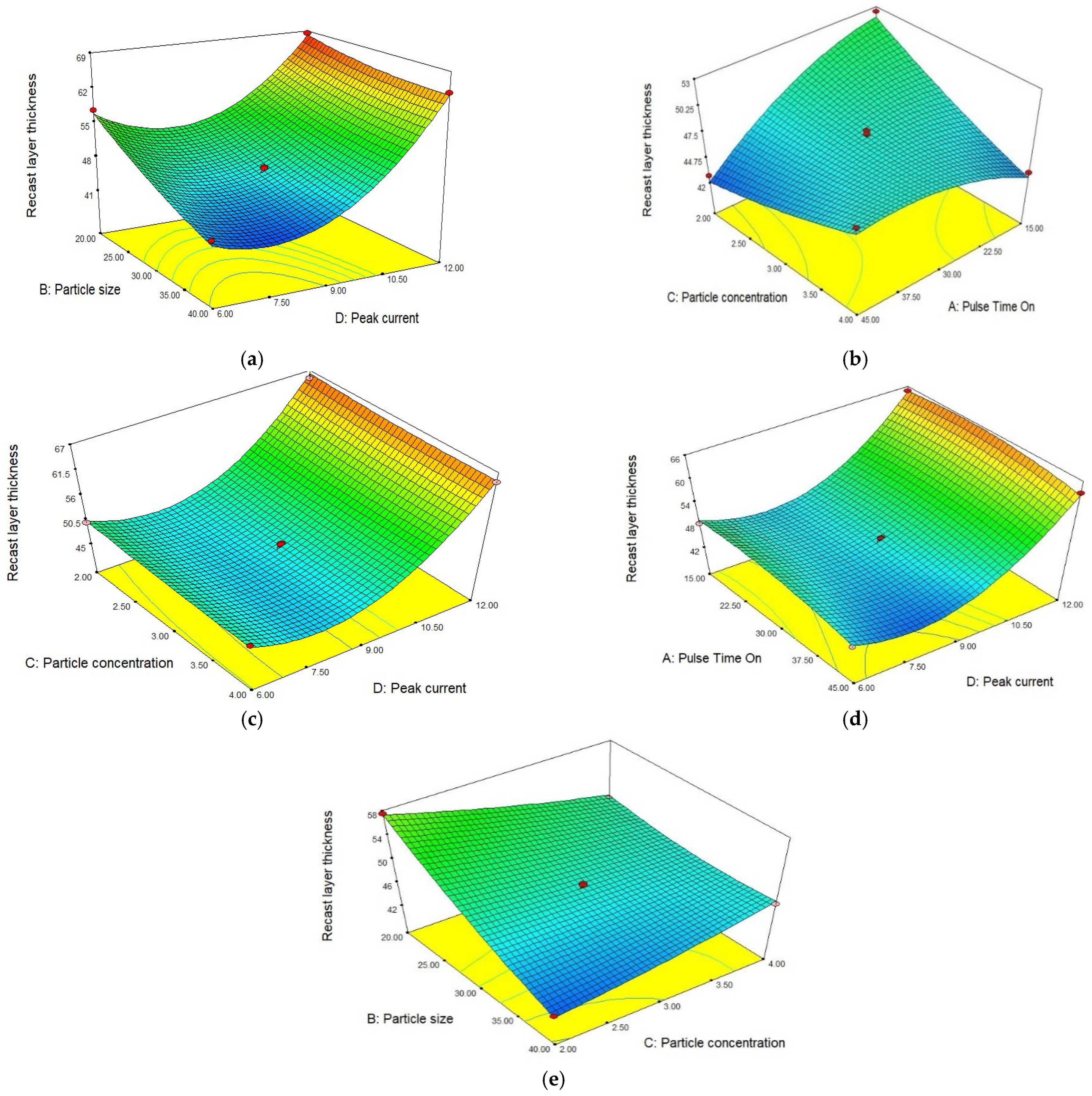
3.4. Recast Layer Thickness (RLT)
3.5. Crater Depth
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomson, P.F. Surface damage in electro discharge machining. Mater. Sci. Technol. 1989, 5, 1153–1157. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D.K. Surface Characterization and Multi-response optimization of EDM process parameters using powder mixed dielectric. Mater. Today Proc. 2017, 4, 2058–2067. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J. Mater. Process. Technol. 2005, 169, 427–436. [Google Scholar] [CrossRef]
- Yongfeng, G.; Yerui, F.; Li, W.; Kelie, D.; Changjin, M.; Lin, T. Experimental investigation of EDM parameters for ZrB2-SiC ceramics machining. Procedia CIRP 2018, 68, 46–51. [Google Scholar] [CrossRef]
- Saha, N.; Chakraborty, S.; Dey, P.P.; Das, P.K. Machining of ZrB2-SiC composites by Wire-EDM technique. Trans. Indian Ceram. Soc. 2014, 73, 94–97. [Google Scholar] [CrossRef]
- Müller, F.; Monaghan, J. Non-conventional machining of particle reinforced metal matrix composites. J. Mater. Process. Technol. 2001, 118, 278–285. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Mahardika, M.; Hamdi, M.; Wong, Y.S.; Mitsui, K. Accuracy improvement in nanographite powder-suspended dielectric fluid for micro-electrical discharge machining processes. Int. J. Adv. Manuf. Technol. 2011, 56, 143–149. [Google Scholar] [CrossRef]
- Bai, X.; Zhang, Q.; Zhang, J.; Kong, D.; Yang, T. Machining efficiency of powder mixed near dry electrical discharge machining based on different material combinations of tool electrode and workpiece electrode. J. Manuf. Process. 2013, 15, 474–482. [Google Scholar] [CrossRef]
- Jamadar, M.M.; Kavade, M.V. Effect of aluminium powder mixed EDM on machining characteristics of die steel (AISI D3). Int. J. Mech. Prod. Eng. 2014, 2, 120–123. [Google Scholar]
- Dubey, V.; Singh, B. Study of material removal rate in powder mixed EDM of AA7075/B4C composite. Mater. Today Proc. 2018, 5, 7466–7475. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. Analysis of machining characteristics in additive mixed electric discharge machining of nickel-based super alloy Inconel 718. Mater. Manuf. Process. 2011, 26, 1011–1018. [Google Scholar] [CrossRef]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, 02963. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pandey, P.C.; Shan, H.S. Modern Machining Processes; Tata McGraw-Hill Education: New York, NY, USA, 1999; pp. 84–113. [Google Scholar]
- Guu, Y.H.; Hocheng, H. Effects of workpiece rotation on machinability during electrical-discharge machining. Mater. Manuf. Process. 2001, 16, 91–101. [Google Scholar] [CrossRef]
- Tao, J. Investigation of Dry and Near-Dry Electrical Discharge Milling Processes. Ph.D. Dissertation, University of Michigan, Ann Arbor, MI, USA, 2008. [Google Scholar]
- Rajkumar, H.; Vishwakamra, M. Performance parameters characteristics of PMEDM: A review. Int. J. Appl. Eng. Res. 2018, 13, 5281–5290. [Google Scholar]
- Yih-Fong, T.; Fu-Chen, C. Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J. Mater. Process. Technol. 2005, 170, 385–391. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Batish, A.; Kumar, N. Surface characterization and material migration during surface modification of die steels with silicon, graphite and tungsten powder in EDM process. J. Mech. Sci. Technol. 2013, 27, 133–140. [Google Scholar] [CrossRef]
- Tzeng, Y.F.; Lee, C.Y. Effects of powder characteristics on electrodischarge machining efficiency. Int. J. Adv. Manuf. Technol. 2001, 17, 586–592. [Google Scholar] [CrossRef]
- Razak, M.A.; Abdul-Rani, A.M.; Nanimina, A.M. Improving EDM efficiency with silicon carbide powder-mixed dielectric fluid. Int. J. Mater. Mech. Manuf. 2015, 3, 40–43. [Google Scholar] [CrossRef] [Green Version]
- Prihandana, G.S.; Sriani, T.; Mahardika, M.; Hamdi, M.; Miki, N.; Wong, Y.S.; Mitsui, K. Application of powder suspended in dielectric fluid for fine finish micro-EDM of Inconel 718. Int. J. Adv. Manuf. Technol. 2014, 75, 599–613. [Google Scholar] [CrossRef]
- Sari, M.M.; Noordin, M.Y.; Brusa, E. Evaluating the electrical discharge machining (EDM) parameters with using carbon nanotubes. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2012; Volume 40, p. 012019. [Google Scholar]
- Kavade, M.V.; Mohite, S.S.; Unaune, D.R. Application of metal powder to improve metal removal rate in Electric Discharge Machining. Mater. Today Proc. 2019, 16, 398–404. [Google Scholar] [CrossRef]
- Saharia, N.J.; Lakshmi, T.S.; Surekha, B.; Jena, H. Experimental investigations on the effect of hybrid aluminum and graphite powders mixed dielectric in EDM. Mater. Today Proc. 2018, 5, 20443–20448. [Google Scholar] [CrossRef]
- Zain, Z.M.; Ndaliman, M.B.; Khan, A.A.; Mohammad, Y. AElectro-discharge machining of SUS 304 stainless steel with TaC powder-mixed dielectric. In Advanced Materials Research; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2012; Volume 576, pp. 72–75. [Google Scholar]
- Puertas, I.; Luis, C.J.; Alvarez, L. Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC–Co. J. Mater. Process. Technol. 2004, 153, 1026–1032. [Google Scholar] [CrossRef]
- Kiyak, M.; Çakır, O. Examination of machining parameters on surface roughness in EDM of tool steel. J. Mater. Process. Technol. 2007, 191, 141–144. [Google Scholar] [CrossRef]
- Liao, Y.S.; Huang, J.T.; Chen, Y.H. A study to achieve a fine surface finish in Wire-EDM. J. Mater. Process. Technol. 2004, 149, 165–171. [Google Scholar] [CrossRef]
- Van Dong, P.; Phan, N.H.; Van Thien, N.; Kien, N.H.; Hung, T.Q.; Anh, N.M.; Thinh, H.X.; Van Nam, H. Enhancing the machinability of SKD61 die steel in power-mixed EDM process with TGRA-based multi criteria decision making. J. Mech. Behav. Mater. 2022, 31, 345–356. [Google Scholar] [CrossRef]
- Mohanty, S.; Mahapatra, S.; Mohanty, R.; Mohapatra, J. Optimization of material removal rate in edm of d2 steel by taguchi method. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 2633–2642. [Google Scholar]
- Ishfaq, K.; Maqsood, M.A.; Anwar, S.; Harris, M.; Alfaify, A.; Zia, A.W. EDM of Ti6Al4V under nano-graphene mixed dielectric: A detailed roughness analysis. Int. J. Adv. Manuf. Technol. 2022, 120, 7375–7388. [Google Scholar] [CrossRef]
- Tran, T.H.; Nguyen, M.C.; Luu, A.T.; Do, T.V.; Le, T.Q.; Vu, T.T.; Tran, N.G.; Do, T.T.; Vu, N.P. Electrical discharge machining with SiC powder-mixed dielectric: An effective application in the machining process of hardened 90CrSi steel. Machines 2020, 8, 36. [Google Scholar] [CrossRef]
- Gattu, S.D.; Yan, J. Micro Electrical Discharge Machining of Ultrafine Particle Type Tungsten Carbide Using Dielectrics Mixed with Various Powders. Micromachines 2022, 13, 998. [Google Scholar] [CrossRef]
- Kim, Y.S.; Chu, C.N. The effects of graphite powder on tool wear in micro electrical discharge machining. Procedia CIRP 2018, 68, 553–558. [Google Scholar] [CrossRef]
- Hu, F.Q.; Cao, F.Y.; Song, B.Y.; Hou, P.J.; Zhang, Y.; Chen, K.; Wei, J.Q. Surface properties of SiCp/Al composite by powder-mixed EDM. Procedia CIRP 2013, 6, 101–106. [Google Scholar] [CrossRef] [Green Version]
- Surekha, B.; Rao, P.G.; Bijetha, B.; Sai, V.S. Surface characteristics of EN19 steel materials by EDM using Graphite mixed Dielectric medium. Mater. Today Proc. 2018, 5, 17895–17900. [Google Scholar] [CrossRef]
- Mondal, G.; Surekha, B.; Choudhury, S.D. Investigation on the influence of different Powder mixed Dielectric in Electric discharge Machining. Mater. Today Proc. 2018, 5, 18281–18286. [Google Scholar] [CrossRef]
- Unses, E.; Cogun, C. Improvement of Electric Discharge Machining (EDM) Performance of Ti-6Al-4V Alloy with Added Graphite Powder to Dielectric. Stroj. Vestn. J. Mech. Eng. 2015, 61, 409–418. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, A.; Kumar, V.; Singh, N.K. Study of machining of inconel 825 super alloy using powder mixed edm process. Mater. Today Proc. 2018, 5, 18129–18134. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Effect of silicon powder mixed EDM on machining rate of AISI D2 die steel. J. Manuf. Process. 2007, 9, 13–22. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, A.; Kumar, S.; Singh, N.K. Comparative study of powder mixed EDM and conventional EDM using response surface methodology. Mater. Today Proc. 2018, 5, 18089–18094. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Name | C | Si | Mn | Ni | Cr | Mo | P | S |
|---|---|---|---|---|---|---|---|---|
| Min. (%) | 0.26 | 0.10 | 0.45 | 3.90 | 1.10 | 0.20 | - | - |
| Max. (%) | 0.34 | 0.35 | 0.70 | 4.30 | 1.40 | 0.35 | 0.025 | 0.025 |
| Property | Yield Strength | Tensile Strength | Elongation | Hardness |
|---|---|---|---|---|
| Value | 154 MPa | 234 MPa | 56% | 85 HRB |
| Parameters | Unit | Levels | ||
|---|---|---|---|---|
| Low | Medium | High | ||
| Graphite Powder Size | µm | 20 | 30 | 40 |
| Powder Concentration | g/L | 2 | 3 | 4 |
| Peak Current | A | 6 | 9 | 12 |
| Pulse Time On | µs | 15 | 30 | 45 |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) |
|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 |
| 2 | 30 | 30 | 3 | 9 |
| 3 | 30 | 30 | 4 | 6 |
| 4 | 45 | 30 | 4 | 9 |
| 5 | 30 | 40 | 3 | 12 |
| 6 | 30 | 40 | 4 | 9 |
| 7 | 30 | 20 | 3 | 12 |
| 8 | 15 | 20 | 3 | 9 |
| 9 | 45 | 40 | 3 | 9 |
| 10 | 30 | 30 | 3 | 9 |
| 11 | 30 | 40 | 2 | 9 |
| 12 | 45 | 20 | 3 | 9 |
| 13 | 30 | 30 | 3 | 9 |
| 14 | 30 | 30 | 2 | 12 |
| 15 | 45 | 30 | 3 | 6 |
| 16 | 30 | 30 | 3 | 9 |
| 17 | 30 | 30 | 3 | 9 |
| 18 | 30 | 20 | 2 | 9 |
| 19 | 30 | 30 | 4 | 12 |
| 20 | 15 | 30 | 2 | 9 |
| 21 | 15 | 30 | 3 | 12 |
| 22 | 30 | 20 | 3 | 6 |
| 23 | 30 | 40 | 3 | 6 |
| 24 | 30 | 30 | 3 | 9 |
| 25 | 15 | 30 | 3 | 6 |
| 26 | 45 | 30 | 3 | 12 |
| 27 | 30 | 20 | 4 | 9 |
| 28 | 15 | 40 | 3 | 9 |
| 29 | 45 | 30 | 2 | 9 |
| 30 | 15 | 30 | 4 | 9 |
| Magnification | 8× to 300,000× |
|---|---|
| Resolution | 3.0 nm |
| Detectors | SEI and BEI |
| Probe Current | 1 pA to Maximum 1 µA |
| Filament | Pre-centered Tungsten Hairpin |
| Display system | Display tube 17″ monitor |
| Accelerating Voltage | 0.3 to 30 kV (55 steps) |
| Vacuum System Control | Fully automatic |
| Vacuum Ultimate Pressure | 0.1 mPa order |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) | MRR (g/min) |
|---|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 | 0.22 |
| 2 | 30 | 30 | 3 | 9 | 0.42 |
| 3 | 30 | 30 | 4 | 6 | 0.28 |
| 4 | 45 | 30 | 4 | 9 | 0.54 |
| 5 | 30 | 40 | 3 | 12 | 0.6 |
| 6 | 30 | 40 | 4 | 9 | 0.45 |
| 7 | 30 | 20 | 3 | 12 | 0.67 |
| 8 | 15 | 20 | 3 | 9 | 0.32 |
| 9 | 45 | 40 | 3 | 9 | 0.52 |
| 10 | 30 | 30 | 3 | 9 | 0.45 |
| 11 | 30 | 40 | 2 | 9 | 0.37 |
| 12 | 45 | 20 | 3 | 9 | 0.6 |
| 13 | 30 | 30 | 3 | 9 | 0.44 |
| 14 | 30 | 30 | 2 | 12 | 0.55 |
| 15 | 45 | 30 | 3 | 6 | 0.29 |
| 16 | 30 | 30 | 3 | 9 | 0.43 |
| 17 | 30 | 30 | 3 | 9 | 0.44 |
| 18 | 30 | 20 | 2 | 9 | 0.40 |
| 19 | 30 | 30 | 4 | 12 | 0.66 |
| 20 | 15 | 30 | 2 | 9 | 0.22 |
| 21 | 15 | 30 | 3 | 12 | 0.38 |
| 22 | 30 | 20 | 3 | 6 | 0.27 |
| 23 | 30 | 40 | 3 | 6 | 0.22 |
| 24 | 30 | 30 | 3 | 9 | 0.46 |
| 25 | 15 | 30 | 3 | 6 | 0.24 |
| 26 | 45 | 30 | 3 | 12 | 0.90 |
| 27 | 30 | 20 | 4 | 9 | 0.55 |
| 28 | 15 | 40 | 3 | 9 | 0.27 |
| 29 | 45 | 30 | 2 | 9 | 0.54 |
| 30 | 15 | 30 | 4 | 9 | 0.40 |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) | TWR (g/min) |
|---|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 | 0.04 |
| 2 | 30 | 30 | 3 | 9 | 0.08 |
| 3 | 30 | 30 | 4 | 6 | 0.05 |
| 4 | 45 | 30 | 4 | 9 | 0.11 |
| 5 | 30 | 40 | 3 | 12 | 0.12 |
| 6 | 30 | 40 | 4 | 9 | 0.09 |
| 7 | 30 | 20 | 3 | 12 | 0.13 |
| 8 | 15 | 20 | 3 | 9 | 0.06 |
| 9 | 45 | 40 | 3 | 9 | 0.1 |
| 10 | 30 | 30 | 3 | 9 | 0.09 |
| 11 | 30 | 40 | 2 | 9 | 0.07 |
| 12 | 45 | 20 | 3 | 9 | 0.12 |
| 13 | 30 | 30 | 3 | 9 | 0.08 |
| 14 | 30 | 30 | 2 | 12 | 0.11 |
| 15 | 45 | 30 | 3 | 6 | 0.05 |
| 16 | 30 | 30 | 3 | 9 | 0.08 |
| 17 | 30 | 30 | 3 | 9 | 0.08 |
| 18 | 30 | 20 | 2 | 9 | 0.08 |
| 19 | 30 | 30 | 4 | 12 | 0.13 |
| 20 | 15 | 30 | 2 | 9 | 0.04 |
| 21 | 15 | 30 | 3 | 12 | 0.07 |
| 22 | 30 | 20 | 3 | 6 | 0.05 |
| 23 | 30 | 40 | 3 | 6 | 0.04 |
| 24 | 30 | 30 | 3 | 9 | 0.09 |
| 25 | 15 | 30 | 3 | 6 | 0.04 |
| 26 | 45 | 30 | 3 | 12 | 0.18 |
| 27 | 30 | 20 | 4 | 9 | 0.1 |
| 28 | 15 | 40 | 3 | 9 | 0.05 |
| 29 | 45 | 30 | 2 | 9 | 0.11 |
| 30 | 15 | 30 | 4 | 9 | 0.08 |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) | Micro Hardness (HV) |
|---|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 | 212 |
| 2 | 30 | 30 | 3 | 9 | 213.3 |
| 3 | 30 | 30 | 4 | 6 | 210.4 |
| 4 | 45 | 30 | 4 | 9 | 217.3 |
| 5 | 30 | 40 | 3 | 12 | 216.5 |
| 6 | 30 | 40 | 4 | 9 | 215.3 |
| 7 | 30 | 20 | 3 | 12 | 218.8 |
| 8 | 15 | 20 | 3 | 9 | 215.1 |
| 9 | 45 | 40 | 3 | 9 | 219.1 |
| 10 | 30 | 30 | 3 | 9 | 213.2 |
| 11 | 30 | 40 | 2 | 9 | 211.9 |
| 12 | 45 | 20 | 3 | 9 | 222.4 |
| 13 | 30 | 30 | 3 | 9 | 213.5 |
| 14 | 30 | 30 | 2 | 12 | 212.1 |
| 15 | 45 | 30 | 3 | 6 | 217.2 |
| 16 | 30 | 30 | 3 | 9 | 214 |
| 17 | 30 | 30 | 3 | 9 | 214.6 |
| 18 | 30 | 20 | 2 | 9 | 213.5 |
| 19 | 30 | 30 | 4 | 12 | 219.9 |
| 20 | 15 | 30 | 2 | 9 | 210 |
| 21 | 15 | 30 | 3 | 12 | 215.6 |
| 22 | 30 | 20 | 3 | 6 | 216 |
| 23 | 30 | 40 | 3 | 6 | 212.5 |
| 24 | 30 | 30 | 3 | 9 | 214.6 |
| 25 | 15 | 30 | 3 | 6 | 211.8 |
| 26 | 45 | 30 | 3 | 12 | 219.5 |
| 27 | 30 | 20 | 4 | 9 | 218.6 |
| 28 | 15 | 40 | 3 | 9 | 214.2 |
| 29 | 45 | 30 | 2 | 9 | 216.8 |
| 30 | 15 | 30 | 4 | 9 | 213.7 |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) | Recast Layer Thickness (µm) |
|---|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 | 50 |
| 2 | 30 | 30 | 3 | 9 | 48 |
| 3 | 30 | 30 | 4 | 6 | 49 |
| 4 | 45 | 30 | 4 | 9 | 48.2 |
| 5 | 30 | 40 | 3 | 12 | 65 |
| 6 | 30 | 40 | 4 | 9 | 47.05 |
| 7 | 30 | 20 | 3 | 12 | 68.5 |
| 8 | 15 | 20 | 3 | 9 | 51.62 |
| 9 | 45 | 40 | 3 | 9 | 39.4 |
| 10 | 30 | 30 | 3 | 9 | 47.1 |
| 11 | 30 | 40 | 2 | 9 | 42.25 |
| 12 | 45 | 20 | 3 | 9 | 49.9 |
| 13 | 30 | 30 | 3 | 9 | 48.3 |
| 14 | 30 | 30 | 2 | 12 | 65.3 |
| 15 | 45 | 30 | 3 | 6 | 45 |
| 16 | 30 | 30 | 3 | 9 | 47 |
| 17 | 30 | 30 | 3 | 9 | 47.27 |
| 18 | 30 | 20 | 2 | 9 | 57.5 |
| 19 | 30 | 30 | 4 | 12 | 65 |
| 20 | 15 | 30 | 2 | 9 | 52.5 |
| 21 | 15 | 30 | 3 | 12 | 64.83 |
| 22 | 30 | 20 | 3 | 6 | 57.6 |
| 23 | 30 | 40 | 3 | 6 | 44.4 |
| 24 | 30 | 30 | 3 | 9 | 48 |
| 25 | 15 | 30 | 3 | 6 | 48.6 |
| 26 | 45 | 30 | 3 | 12 | 63.2 |
| 27 | 30 | 20 | 4 | 9 | 48.5 |
| 28 | 15 | 40 | 3 | 9 | 44.95 |
| 29 | 45 | 30 | 2 | 9 | 42.8 |
| 30 | 15 | 30 | 4 | 9 | 44.33 |
| Run | Pulse Time On (µs) | Particle Size (µm) | Concentration (g/L) | Peak Current (A) | Crater Depth (µm) |
|---|---|---|---|---|---|
| 1 | 30 | 30 | 2 | 6 | 21.6 |
| 2 | 30 | 30 | 3 | 9 | 22.5 |
| 3 | 30 | 30 | 4 | 6 | 21.5 |
| 4 | 45 | 30 | 4 | 9 | 22.95 |
| 5 | 30 | 40 | 3 | 12 | 24.05 |
| 6 | 30 | 40 | 4 | 9 | 23.7 |
| 7 | 30 | 20 | 3 | 12 | 22.67 |
| 8 | 15 | 20 | 3 | 9 | 20.15 |
| 9 | 45 | 40 | 3 | 9 | 24.4 |
| 10 | 30 | 30 | 3 | 9 | 22.51 |
| 11 | 30 | 40 | 2 | 9 | 23.9 |
| 12 | 45 | 20 | 3 | 9 | 22.1 |
| 13 | 30 | 30 | 3 | 9 | 22.5 |
| 14 | 30 | 30 | 2 | 12 | 23.4 |
| 15 | 45 | 30 | 3 | 6 | 22.95 |
| 16 | 30 | 30 | 3 | 9 | 22.42 |
| 17 | 30 | 30 | 3 | 9 | 22.46 |
| 18 | 30 | 20 | 2 | 9 | 21.2 |
| 19 | 30 | 30 | 4 | 12 | 23.2 |
| 20 | 15 | 30 | 2 | 9 | 21.8 |
| 21 | 15 | 30 | 3 | 12 | 23.38 |
| 22 | 30 | 20 | 3 | 6 | 19.45 |
| 23 | 30 | 40 | 3 | 6 | 23.6 |
| 24 | 30 | 30 | 3 | 9 | 22.45 |
| 25 | 15 | 30 | 3 | 6 | 20.29 |
| 26 | 45 | 30 | 3 | 12 | 23.4 |
| 27 | 30 | 20 | 4 | 9 | 20.8 |
| 28 | 15 | 40 | 3 | 9 | 23.6 |
| 29 | 45 | 30 | 2 | 9 | 23.25 |
| 30 | 15 | 30 | 4 | 9 | 21.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, A.u.; Arif, W.; Hussain, M.I.; Miran, S.; Hussain, S.; Lee, G.H. Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining. Materials 2022, 15, 4932. https://doi.org/10.3390/ma15144932
Rehman Au, Arif W, Hussain MI, Miran S, Hussain S, Lee GH. Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining. Materials. 2022; 15(14):4932. https://doi.org/10.3390/ma15144932
Chicago/Turabian StyleRehman, Ata ur, Waseem Arif, Muhammad Imtiaz Hussain, Sajjad Miran, Salman Hussain, and Gwi Hyun Lee. 2022. "Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining" Materials 15, no. 14: 4932. https://doi.org/10.3390/ma15144932
APA StyleRehman, A. u., Arif, W., Hussain, M. I., Miran, S., Hussain, S., & Lee, G. H. (2022). Analysis of Particle Size and Concentration in Die Sinking Electric Discharge Machining. Materials, 15(14), 4932. https://doi.org/10.3390/ma15144932