
Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples
 ,
,  , ,
, ,  , , , ,
, , , ,
Abstract
:1. Introduction
- To verify the eventual changes in powder morphology and chemical composition during the continuous reuse;
- To evaluate the influence of eventual powder degradation on the quality of LPBF bulk specimens.
2. Materials and Methods
2.1. Materials and Processing
2.2. Powder Characterization
2.2.1. Powder Morphology
2.2.2. Powder Flowability
2.2.3. Laser Absorption
2.2.4. Chemical Composition
2.3. Sample Characterization
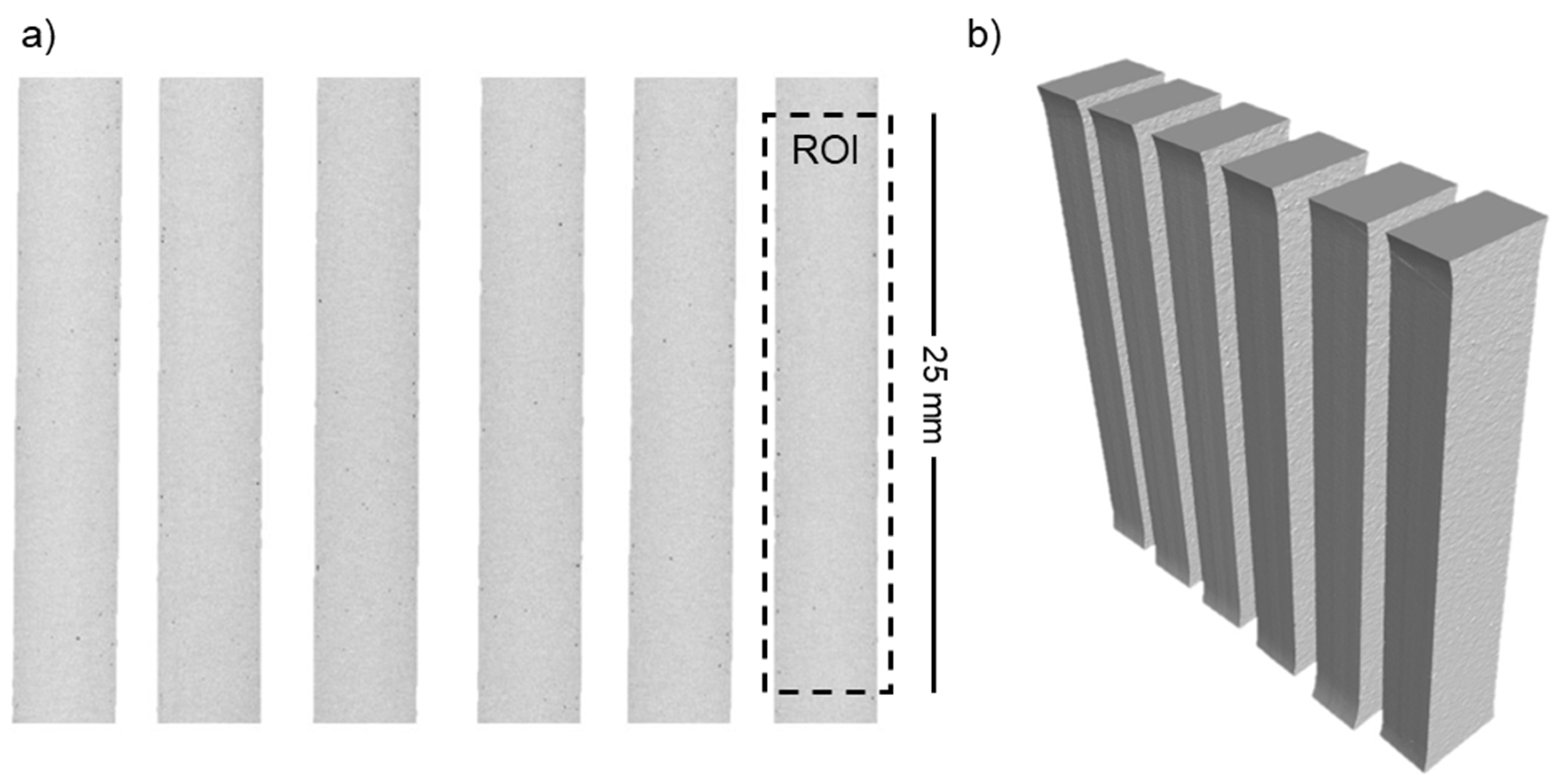
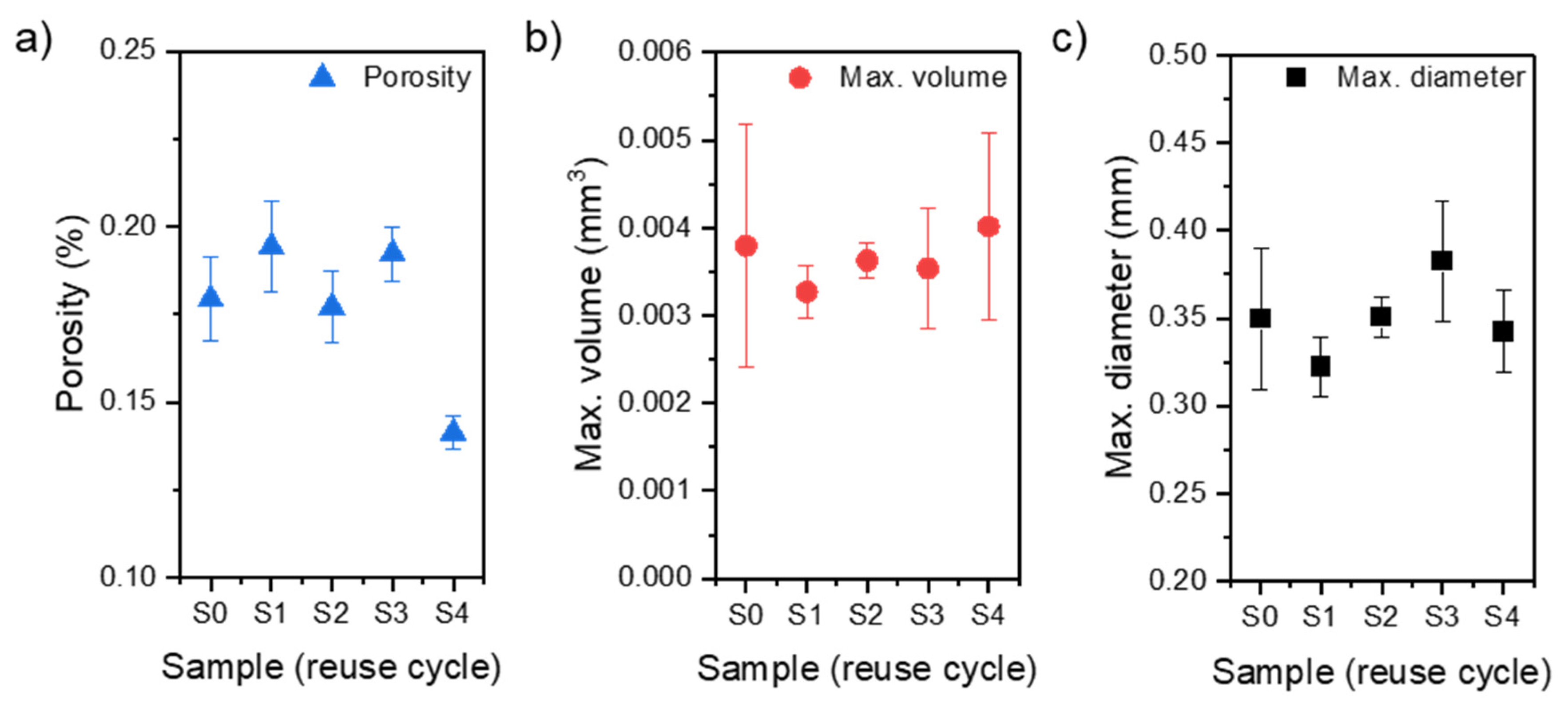
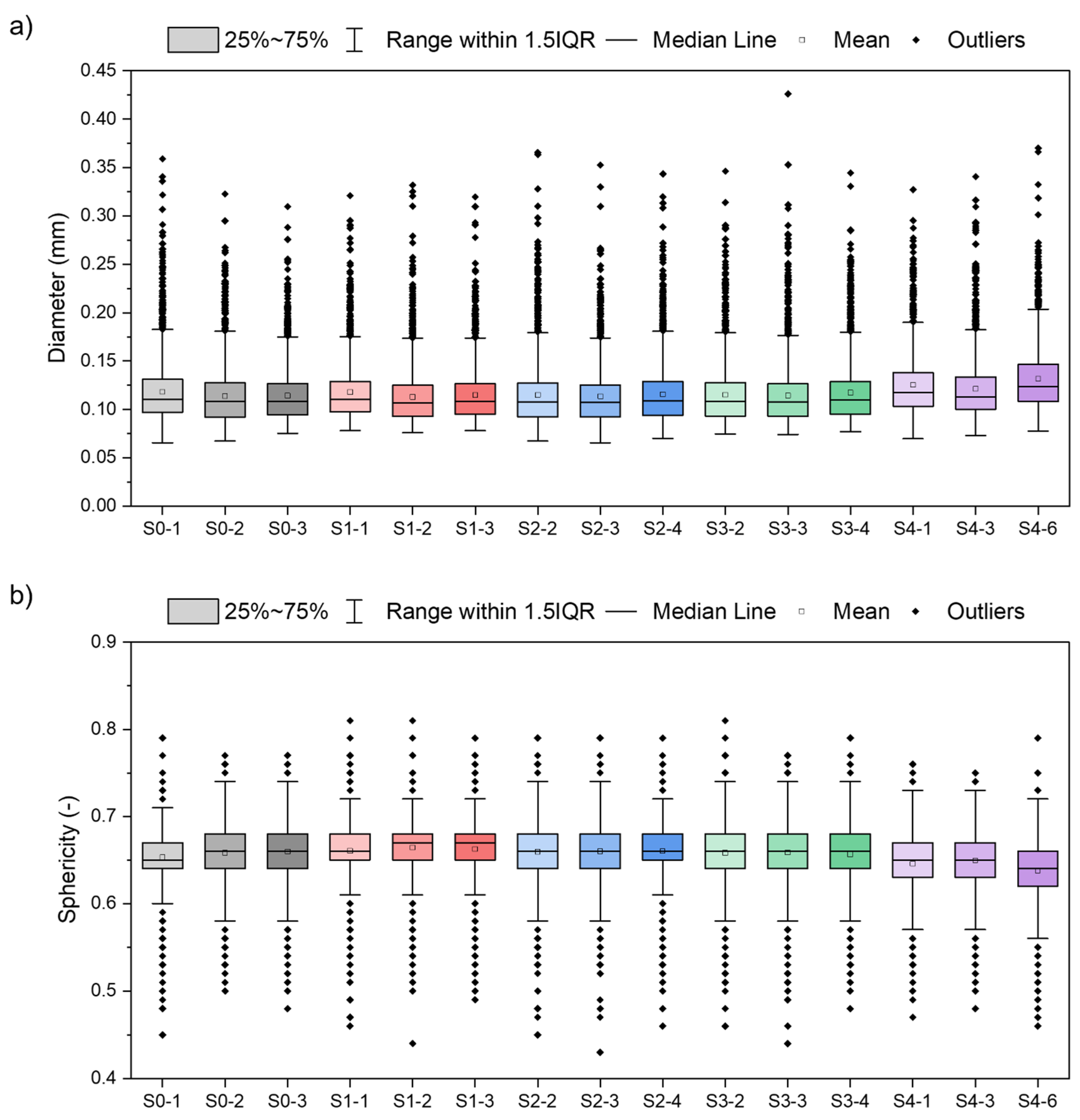
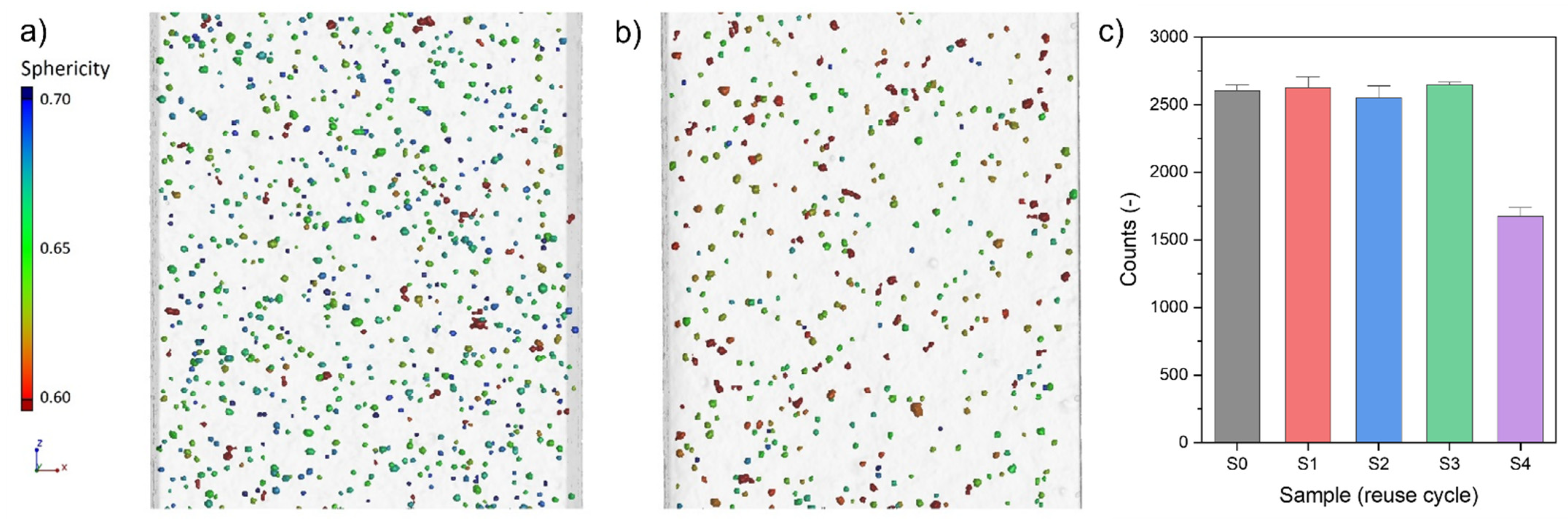
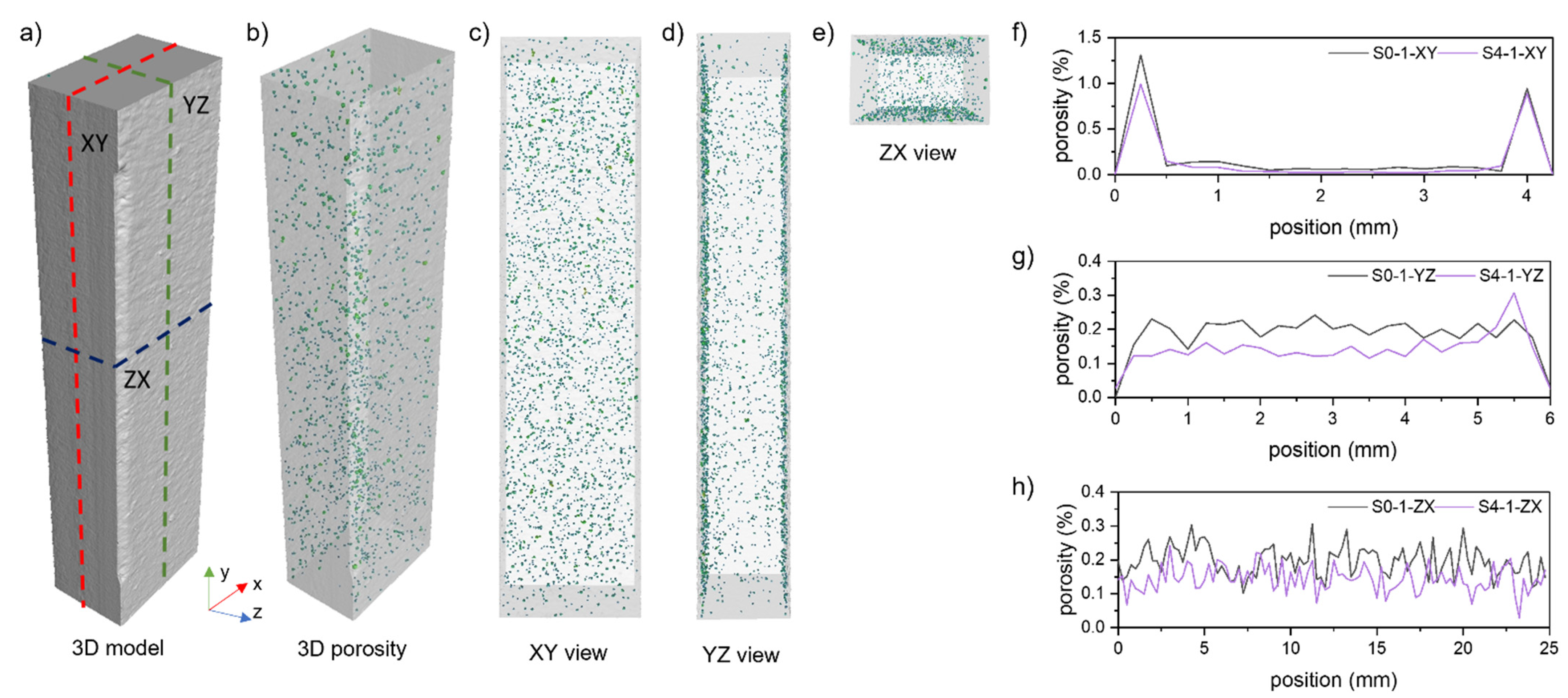
2.3.1. Porosity
2.3.2. Microstructure Characterization
2.3.3. Mechanical Properties
3. Results
3.1. Powder Characterization
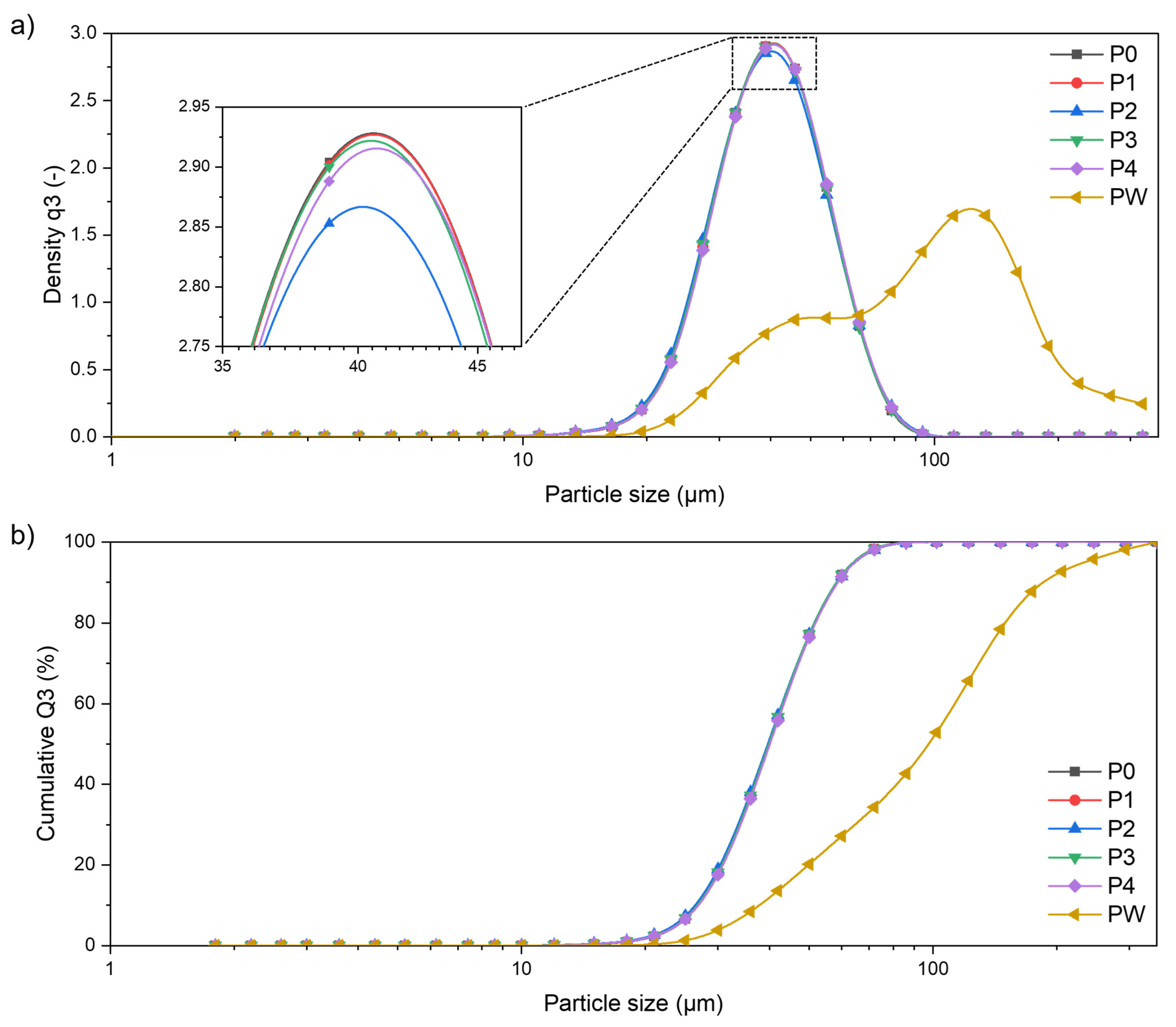
3.1.1. Powder Morphology
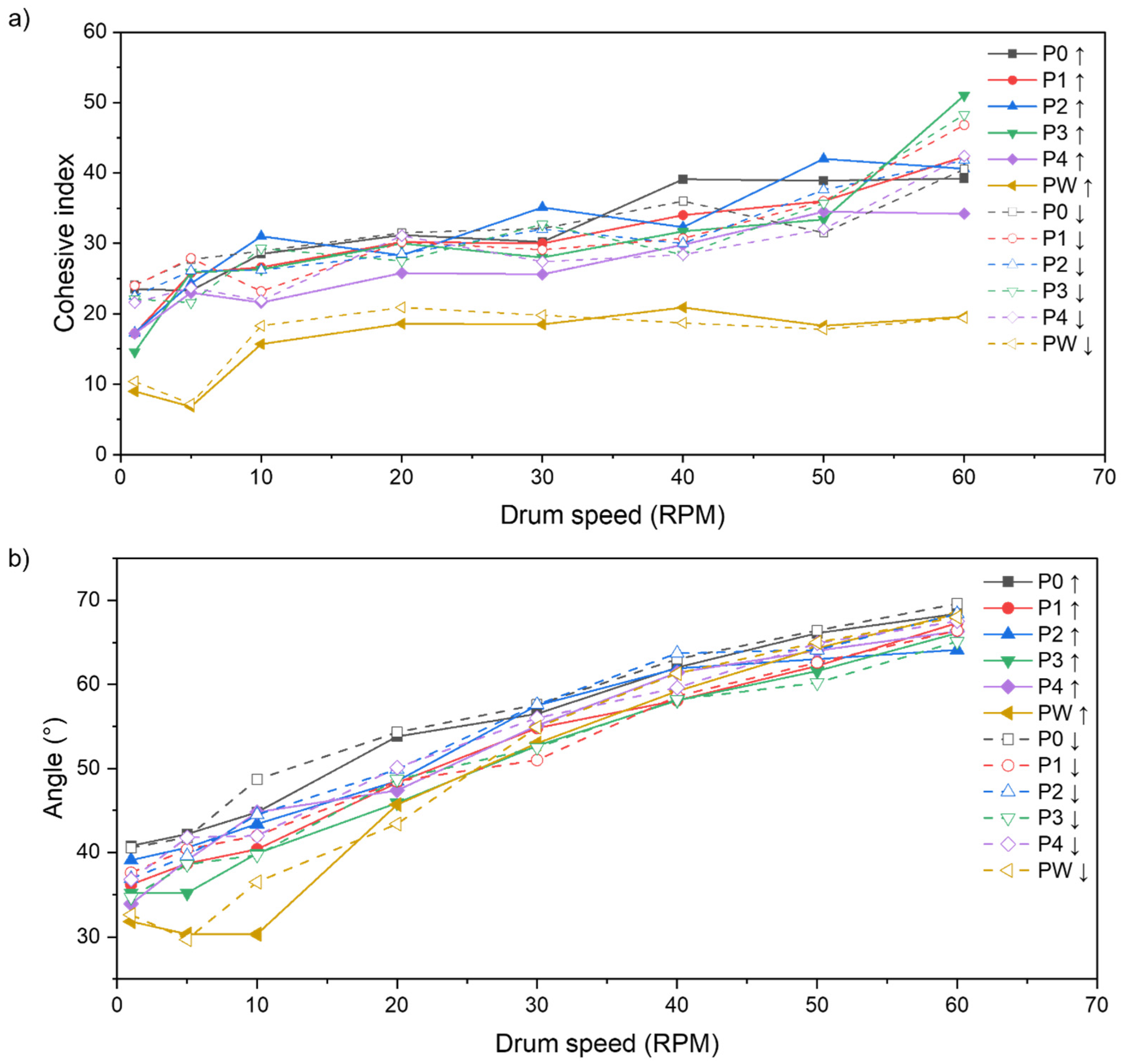
3.1.2. Powder Flow Properties
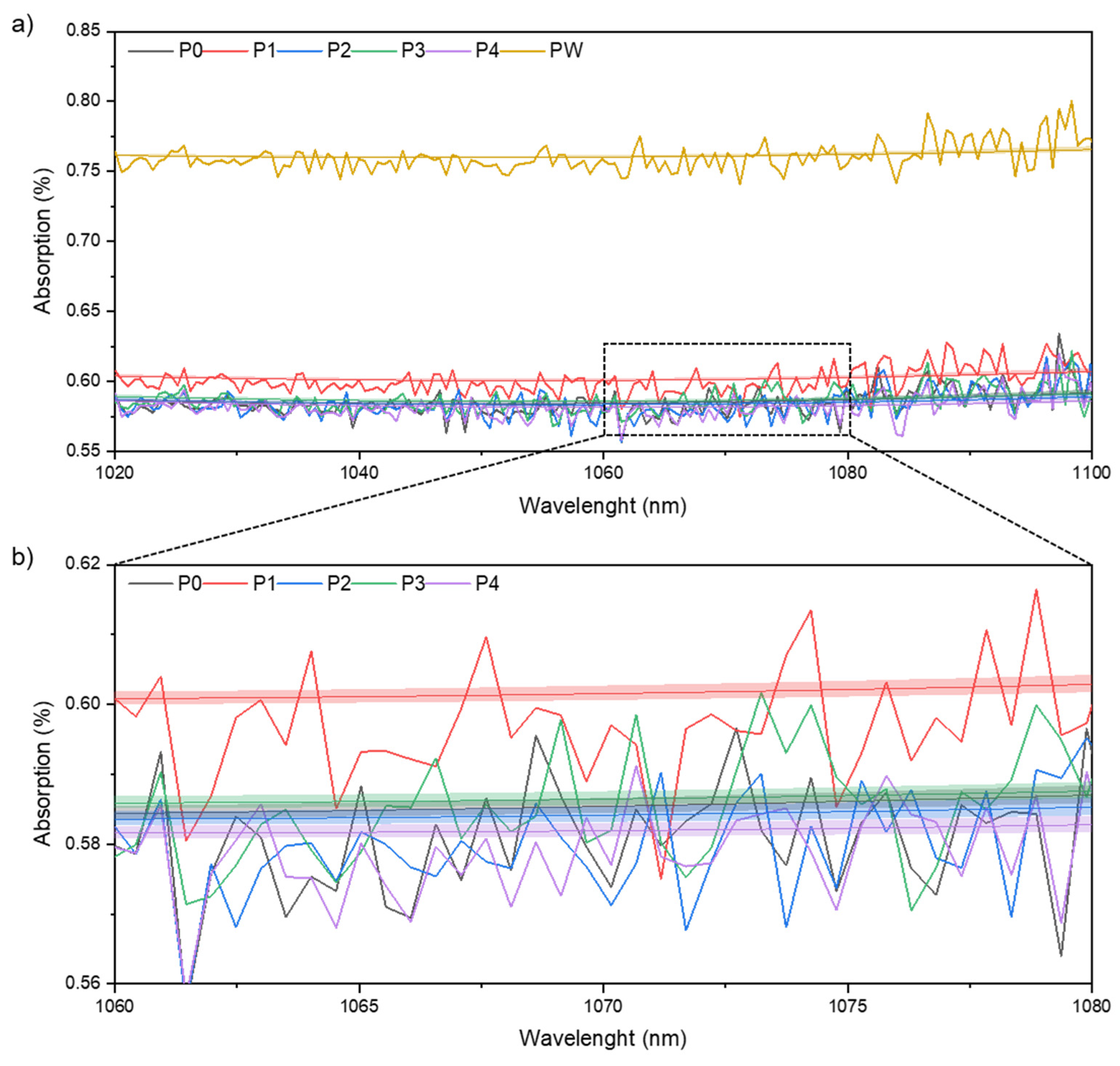
3.1.3. Physicochemical Properties
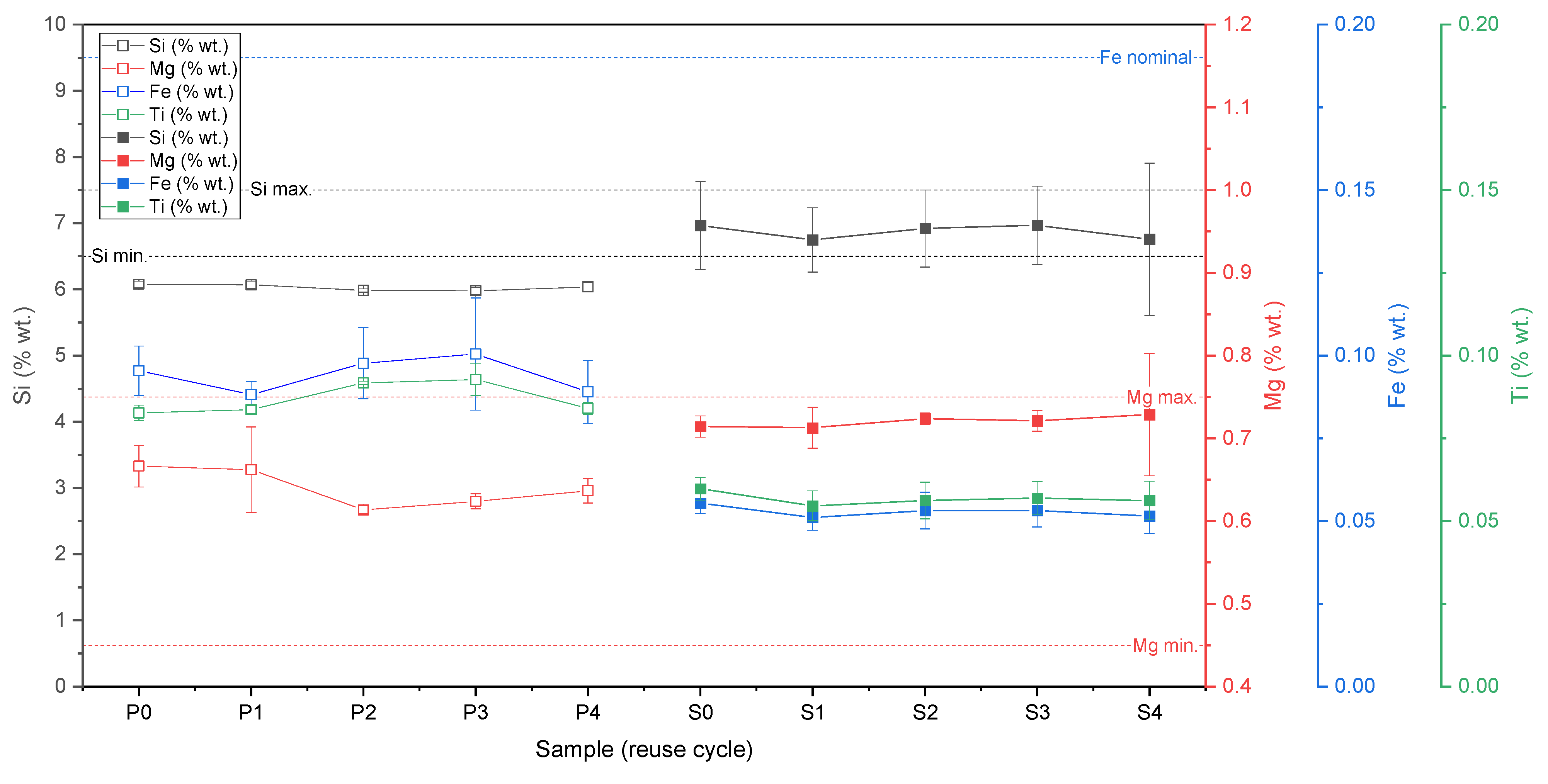
3.1.4. Chemical and Phase Composition
3.2. Sample Characterization
3.2.1. Porosity
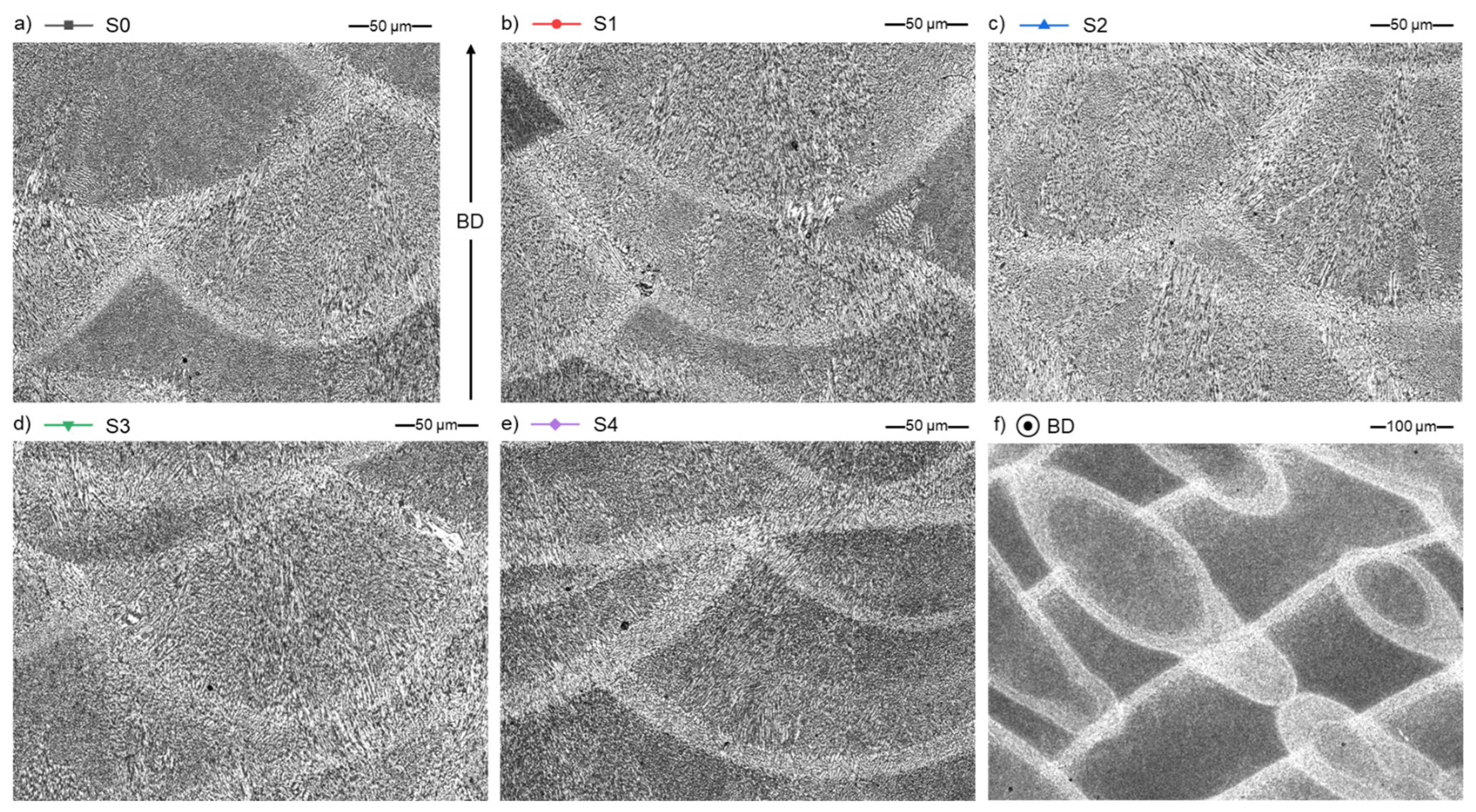
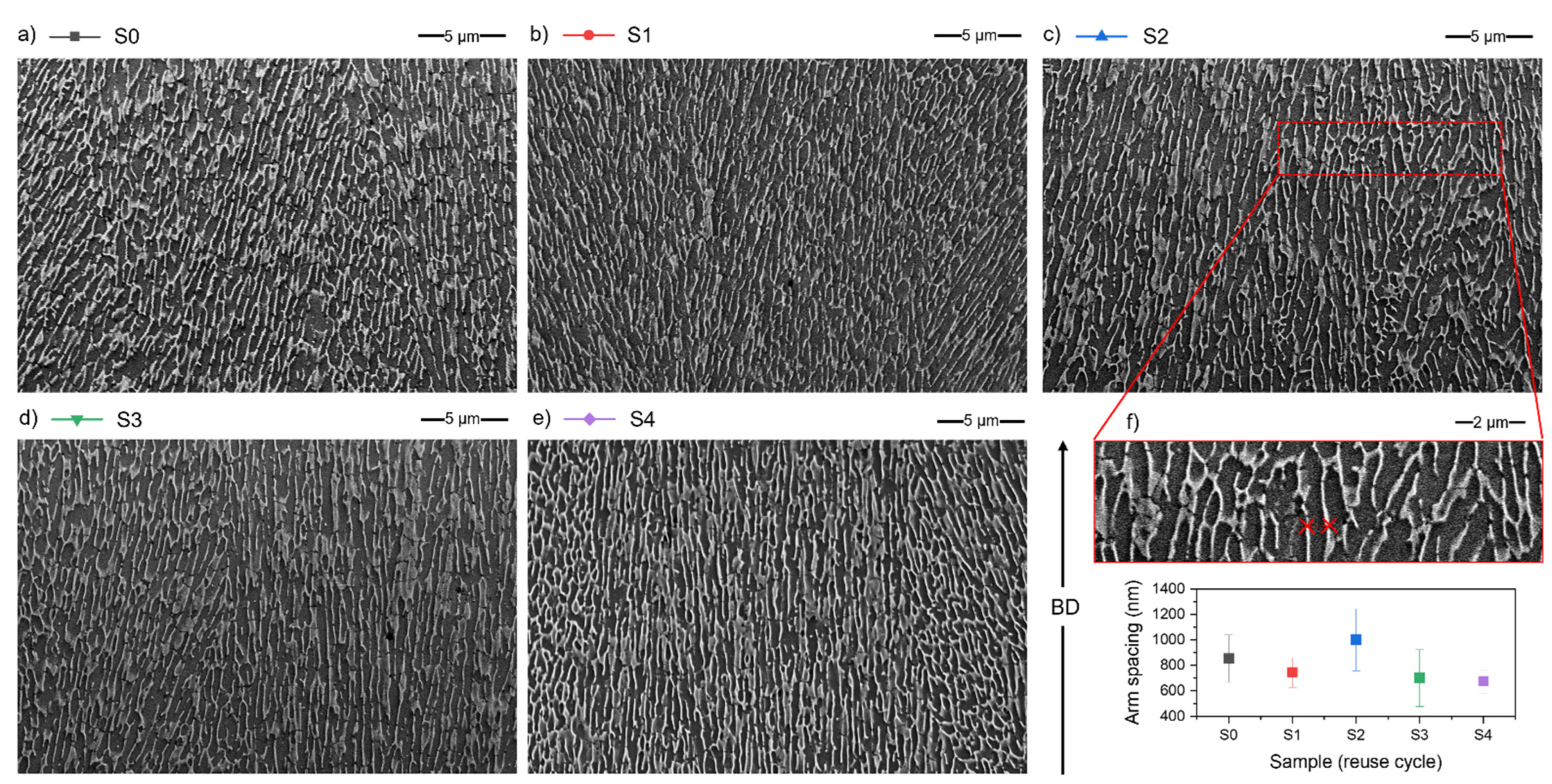
3.2.2. Microstructure
3.3. Mechanical Properties
4. Discussion
- (1)
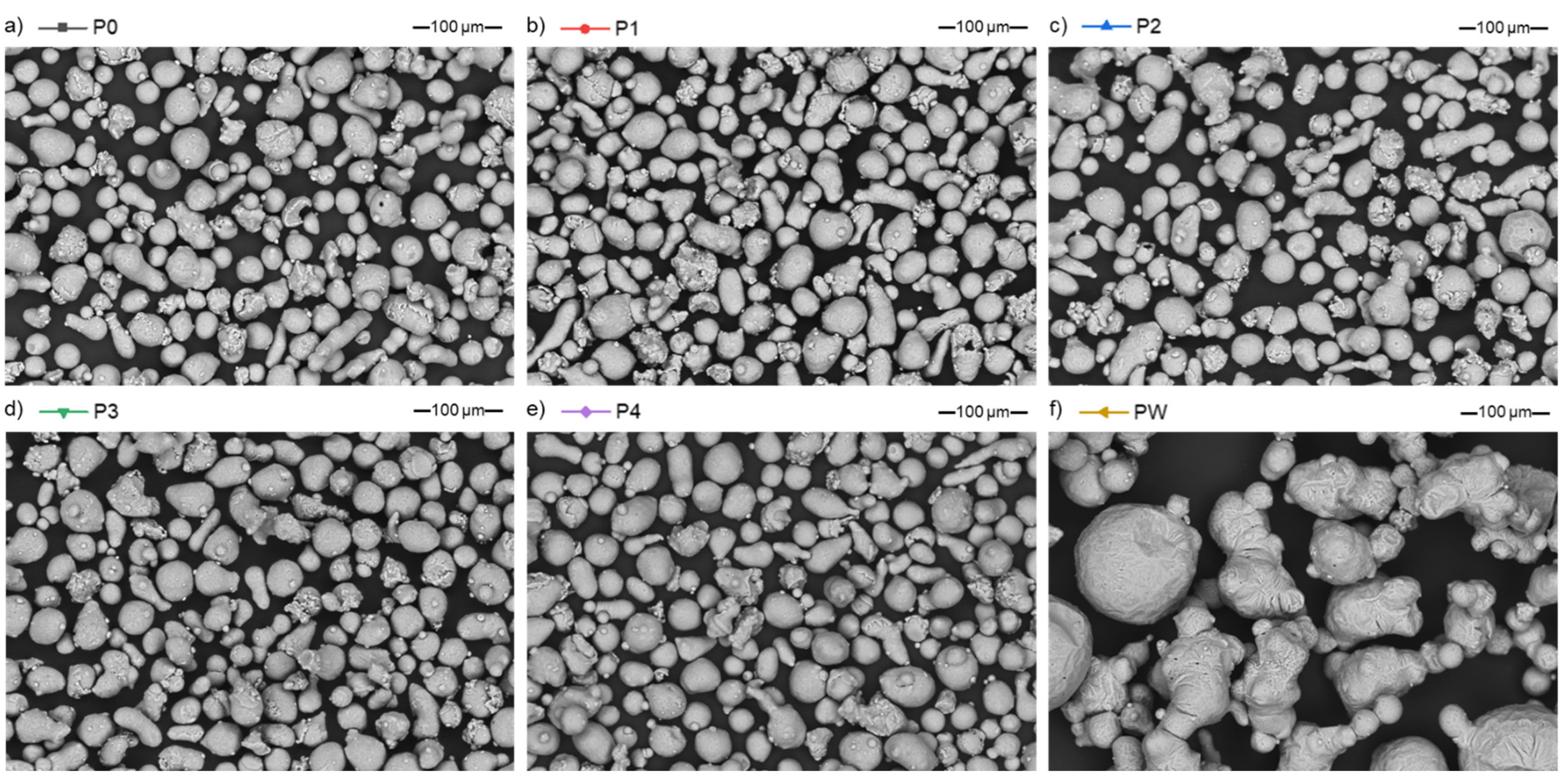
- Small powder particles (in the form of satellites and loose particles) are usually found in virgin powders [10,15]. Such powders during reuse are losing small particles. Therefore, the changing PSD translates into the change of powder flow or laser absorption [10]. The powder analysed in this work does not have many small powder particles. Moreover, as mentioned in Section 2.1 (materials and processing), virgin powder was pre-sieved before the first P0 process. That is why there is no significant difference in PSD analysis. The sieving procedure between processes successfully separate agglomerations and partial melted particles, which can impact the process.
- (2)
- The shape of particles. The analysed powder has elongated, potato-like shape particles. However, it shows an acceptable level of flowability and processability. The multiple processing of AlSi7Mg0.6 powder in LPBF does not change its flow properties compared to other materials such as titanium [40] or Inconel 718 [10] powder. According to the [41], the flowability can be even improved between 6 and 15 cycles of reuse.
5. Conclusions
- The average particle size, morphology, and chemical composition of the virgin and continuously reused AlSi7Mg0.6 powders are comparable. The main outliner is waste powder, screened during double-sieving, which differs in each property from the virgin and continuously reused power.
- Mechanical properties of the LPBF AlSi7Mg0.6 samples manufactured using continuous reused powder are similar to the LPBF AlSi7Mg0.6 alloy manufactured samples using virgin powder. It confirms that the approach of continuously reused powder can be reasonably used in the LPBF process without a negative effect on the quality of the final product.
- The collective ageing powder reuse strategy is considered to give repeatable LPBF process results and is recommended for the AlSi7Mg0.6 alloy within at least five consecutive LPBF processes.
- The presented findings should be only considered when: LPBF process parameters are strictly controlled; the powder is double-sieved in each process; the virgin powder shows a similar morphology to the powder used in this study—it is free from small powder particles and is pre-sieved before use.
- Samples manufactured within the fifth reuse cycle (series P4, S4) showed signs indicating initial degradation. These changes, however, mostly fit within error limits. Further studies should be looking at the high-cycle reuse of AlSi7Mg0.6 alloy in LPBF to set the reuse limit and create the roadmap for the first signs of powder degradation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- ASTM ISO/ASTM 52900-21; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- Moghimian, P.; Poirié, T.; Habibnejad-Korayem, M.; Zavala, J.A.; Kroeger, J.; Marion, F.; Larouche, F. Metal powders in additive manufacturing: A review on reusability and recyclability of common titanium, nickel and aluminum alloys. Addit. Manuf. 2021, 43, 102017. [Google Scholar] [CrossRef]
- Simchi, A. The role of particle size on the laser sintering of iron powder. Metall. Mater. Trans. B 2004, 35, 937–948. [Google Scholar] [CrossRef]
- Derimow, N.; Hrabe, N. Oxidation in Reused Powder Bed Fusion Additive Manufacturing Ti-6Al-4V Feedstock: A Brief Review. JOM 2021, 73, 3618–3638. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef] [Green Version]
- Hryha, E.; Shvab, R.; Gruber, H.; Leicht, A.; Nyborg, L. Surface Oxide State on Metal Powder and its Changes during Additive Manufacturing: An Overview. La Metall. Ital. 2018, 3, 34–39. [Google Scholar]
- Santecchia, E.; Mengucci, P.; Gatto, A.; Bassoli, E.; Defanti, S.; Barucca, G. Cross-Contamination Quantification in Powders for Additive Manufacturing: A Study on Ti-6Al-4V and Maraging Steel. Materials 2019, 12, 2342. [Google Scholar] [CrossRef] [Green Version]
- Gruber, K.; Smolina, I.; Kasprowicz, M.; Kurzynowski, T. Evaluation of Inconel 718 Metallic Powder to Optimize the Reuse of Powder and to Improve the Performance and Sustainability of the Laser Powder Bed Fusion (LPBF) Process. Materials 2021, 14, 1538. [Google Scholar] [CrossRef]
- Lutter-Günther, M.; Gebbe, C.; Kamps, T.; Seidel, C.; Reinhart, G. Powder recycling in laser beam melting: Strategies, consumption modeling and influence on resource efficiency. Prod. Eng. 2018, 12, 377–389. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Metal Powder Feedstock Reuse in Additive Manufacturing: Characterization of 316L Stainless Steel. Addit. Manuf. 2018, 25, 84–103. [Google Scholar]
- Alamos, F.J.; Schiltz, J.; Kozlovsky, K.; Attardo, R.; Tomonto, C.; Pelletiers, T.; Schmid, S.R. Effect of powder reuse on mechanical properties of Ti-6Al-4V produced through selective laser melting. Int. J. Refract. Met. Hard Mater. 2020, 91, 105273. [Google Scholar] [CrossRef]
- Fiegl, T.; Franke, M.; Raza, A.; Hryha, E.; Körner, C. Effect of AlSi10Mg0.4 long-term reused powder in PBF-LB/M on the mechanical properties. Mater. Des. 2021, 212, 110176. [Google Scholar] [CrossRef]
- Cordova, L.; Bor, T.; de Smit, M.; Carmignato, S.; Campos, M.; Tinga, T. Effects of powder reuse on the microstructure and mechanical behaviour of Al–Mg–Sc–Zr alloy processed by laser powder bed fusion (LPBF). Addit. Manuf. 2020, 36, 101625. [Google Scholar] [CrossRef]
- Da Silva, A.; Belelli, F.; Lupi, G.; Bruzzo, F.; Brandau, B.; Maier, L.; Pesl, A.; Frostevarg, J.; Casati, R.; Lopez, E.; et al. Influence of aluminium powder aging on Directed Energy deposition. Mater. Des. 2022, 218, 110677. [Google Scholar] [CrossRef]
- Mostow, N.; Diegel, O.; Wohlers, T. Findings from Wohlers Report 2022: Taking a chance on new technologies and the evolving materials mix. Met. Addit. Manuf. 2022, 8, 153–156. [Google Scholar]
- Armstrong, K.O.; Price, C.; Su, J.; Wang, A.; Post, B.; Chesser, P.; Polsky, Y. Study of Additive Manufacturing Applications to Geothermal Technologies Final Project Report; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2021. [Google Scholar] [CrossRef]
- Lorusso, M.; Trevisan, F.; Calignano, F.; Lombardi, M.; Manfredi, D. A357 Alloy by LPBF for Industry Applications. Materail 2020, 13, 1488. [Google Scholar] [CrossRef] [Green Version]
- Baier, M.; Sinico, M.; Witvrouw, A.; Dewulf, W.; Carmignato, S. A novel tomographic characterisation approach for sag and dross defects in metal additively manufactured channels. Addit. Manuf. 2021, 39, 101892. [Google Scholar] [CrossRef]
- Al-Alloy AlSi7Mg0,6/EN AC-42200; Material Data Sheet, SLM Solutions; Lubeck, Germany. Available online: https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/MDS_Al-Alloy_AlSi7Mg0_6_0219_EN.pdf (accessed on 18 July 2022).
- ASTM F3456-22; Standard Guide for Powder Reuse Schema in Powder Bed Fusion Processes for Medical Applications for Additive Manufacturing Feedstock Materials. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016. [CrossRef]
- Ziółkowski, G.; Chlebus, E.; Szymczyk, P.; Kurzac, J. Application of X-ray CT method for discontinuity and porosity detection in 316L stainless steel parts produced with SLM technology. Arch. Civ. Mech. Eng. 2014, 14, 608–614. [Google Scholar] [CrossRef]
- Ziółkowski, G.; Gruber, K.; Tokarczyk, E.; Roszak, R.; Ziegenhorn, M. X-ray Computed Tomography for the ex-situ mechanical testing and simulation of additively manufactured IN718 samples. Addit. Manuf. 2021, 45, 102070. [Google Scholar] [CrossRef]
- Szymczyk, P.; Hoppe, V.; Ziółkowski, G.; Smolnicki, M.; Madeja, M. The effect of geometry on mechanical properties of Ti6Al4V ELI scaffolds manufactured using additive manufacturing technology. Arch. Civ. Mech. Eng. 2020, 20, 11. [Google Scholar] [CrossRef] [Green Version]
- Flowability and Cohesion Determination of Metal Powders using Granuheap and Granudrum. Available online: https://www.granutools.com/en/news/84_flowability-and-cohesion-determination-of-metal-powders-using-granuheap-and-granudrum (accessed on 28 June 2022).
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H.J. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Ziółkowski, G.; Grochowska, E.; Kȩszycki, D.; Gruber, P.; Hoppe, V.; Szymczyk-Ziółkowska, P.; Kurzynowski, T. Investigation of porosity behavior in SLS polyamide-12 samples using ex-situ X-ray computed tomography. Mater. Sci. Pol. 2021, 39, 436–445. [Google Scholar] [CrossRef]
- Pereira, J.C.; Gil, E.; Solaberrieta, L.; San Sebastián, M.; Bilbao, Y.; Rodríguez, P.P. Comparison of AlSi7Mg0.6 alloy obtained by selective laser melting and investment casting processes: Microstructure and mechanical properties in as-built/as-cast and heat-treated conditions. Mater. Sci. Eng. A 2020, 778, 139124. [Google Scholar] [CrossRef]
- Gruber, K.; Stopyra, W.; Kobiela, K.; Madejski, B.; Malicki, M.; Kurzynowski, T. Mechanical properties of Inconel 718 additively manufactured by laser powder bed fusion after industrial high-temperature heat treatment. J. Manuf. Process. 2022, 73, 642–659. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Shanbhag, G.; Vlasea, M. Powder Reuse Cycles in Electron Beam Powder Bed Fusion—Variation of Powder Characteristics. Materail 2021, 14, 4602. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. JOM 2019, 71, 1062–1072. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Gao, F.; Tang, F.; Hao, X.; Li, Z. Effect of Surface Oxides on the Melting and Solidification of 316L Stainless Steel Powder for Additive Manufacturing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 4518–4532. [Google Scholar] [CrossRef]
- Gasper, A.N.D.; Szost, B.; Wang, X.; Johns, D.; Sharma, S.; Clare, A.T.; Ashcroft, I.A. Spatter and oxide formation in laser powder bed fusion of Inconel 718. Addit. Manuf. 2018, 24, 446–456. [Google Scholar] [CrossRef]
- Hauser, T.; Reisch, R.T.; Breese, P.P.; Nalam, Y.; Joshi, K.S.; Bela, K.; Kamps, T.; Volpp, J.; Kaplan, A.F.H. Oxidation in wire arc additive manufacturing of aluminium alloys. Addit. Manuf. 2021, 41, 101958. [Google Scholar] [CrossRef]
- Brandau, B.; Da Silva, A.; Brueckner, F.; Kaplan, A.F.H. Absorbance study of powder conditions for laser additive manufacturing. Mater. Des. 2022, 216, 110591. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Zhang, Z.H.; Wang, Y.P.; Liu, G.; Zhou, S.Y.; Li, Y.L.; Shen, J.; Yan, M. Selective laser melting of typical metallic materials: An effective process prediction model developed by energy absorption and consumption analysis. Addit. Manuf. 2019, 25, 204–217. [Google Scholar] [CrossRef]
- Harkin, R.; Wu, H.; Nikam, S.; Yin, S.; Lupoi, R.; McKay, W.; Walls, P.; Quinn, J.; McFadden, S. Powder Reuse in Laser-Based Powder Bed Fusion of Ti6Al4V—Changes in Mechanical Properties during a Powder Top-Up Regime. Materials 2022, 15, 2238. [Google Scholar] [CrossRef]
- Powell, D.; Rennie, A.; Geekie, L.; Burns, N. Understanding powder degradation in metal additive manufacturing to allow the upcycling of recycled powders. J. Clean. Prod. 2020, 268, 122077. [Google Scholar] [CrossRef]
- Kimura, T.; Nakamoto, T.; Ozaki, T.; Sugita, K.; Mizuno, M.; Araki, H. Microstructural formation and characterization mechanisms of selective laser melted Al–Si–Mg alloys with increasing magnesium content. Mater. Sci. Eng. A 2019, 754, 786–798. [Google Scholar] [CrossRef]
- Mauduit, A.; Pillot, S.; Gransac, H. Study of the suitability of aluminum alloys for additive manufacturing by laser powder bed fusion. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2017, 79, 219–238. [Google Scholar]
- Del Re, F.; Contaldi, V.; Astarita, A.; Palumbo, B.; Squillace, A.; Corrado, P.; Di Petta, P. Statistical approach for assessing the effect of powder reuse on the final quality of AlSi10Mg parts produced by laser powder bed fusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 97, 2231–2240. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Standard | Al | Si | Mg | Ti | Fe | Cu | Mn | Zn | Other Total |
|---|---|---|---|---|---|---|---|---|---|
| EN AC42200 acc. to EN-1706, wt.% | Bal. | 6.5–7.5 | 0.45–0.70 | - | 0.15–0.19 | 0.03–0.05 | 0.1 | max 0.07 | 0.10 |
| SLM Solutions, wt.% | Bal. | 6.5–7.5 | 0.45–0.70 | 0.25 | 0.19 | 0.05 | - | max 0.07 | 0.10 |
| Powder Sample | Description |
|---|---|
| P0 | Initial batch of virgin powder. P0 powder is dried and sieved before use. |
| P1, P2, P3, P4 | Powder after 1, 2, 3, and 4 LPBF process cycles and double sieving. |
| PW | Waste powder. The powder that stayed on the sieves after double sieving. |
| Parameter | P0 (µm) | P1 (µm) | P2 (µm) | P3 (µm) | P4 (µm) | PW (µm) |
|---|---|---|---|---|---|---|
| x10,3 | 26.50 | 26.50 | 26.14 | 26.40 | 26.54 | 37.78 |
| x50,3 | 40.02 | 40.07 | 39.76 | 39.94 | 40.21 | 97.50 |
| x90,3 | 58.75 | 58.85 | 58.97 | 58.73 | 59.08 | 188.34 |
| Composition | Al | Si | Mg | Fe | Ti | Cu | Zn | Other Each | Other Total |
|---|---|---|---|---|---|---|---|---|---|
| AlSi7Mg0.6—SLM Solutions—materials datasheet | Bal. | 6.50–7.50 | 0.45–0.70 | 0.19 | 0.25 | 0.05 | 0.07 | 0.03 | 0.10 |
| Powder specimens | |||||||||
| P0 | Bal. | 6.13 | 0.64 | 0.09 | 0.08 | 0.001 | 0.010 | - | - |
| P1 | 6.13 | 0.72 | 0.09 | 0.085 | 0.001 | 0.007 | - | - | |
| P2 | 5.96 | 0.61 | 0.11 | 0.092 | 0.001 | 0.001 | - | - | |
| P3 | 6.04 | 0.62 | 0.12 | 0.098 | 0.001 | 0.001 | - | - | |
| P4 | 6.11 | 0.65 | 0.10 | 0.082 | 0.001 | 0.001 | - | - | |
| LPBF specimens | |||||||||
| S0 | Bal. | 6.20 | 0.729 | 0.052 | 0.056 | 0.0006 | 0.004 | - | - |
| S1 | 6.188 | 0.715 | 0.049 | 0.052 | 0.0006 | 0.004 | - | - | |
| S2 | 6.25 | 0.727 | 0.049 | 0.053 | 0.0007 | 0.004 | - | - | |
| S3 | 6.288 | 0.735 | 0.052 | 0.056 | 0.0007 | 0.004 | - | - | |
| S4 | 6.220 | 0.729 | 0.051 | 0.057 | 0.0006 | 0.004 | - | ||
| Property | This Research * | SLM Solutions [21] | Pereira et al. [30] |
|---|---|---|---|
| UTS, MPa | 398 ± 2 | 375 ± 17 | 435 ± 18 |
| Strain at break, % | 7 ± 1 | 8 ± 2 | 3 ± 1 |
| Hardness, HV | 119 ± 2.5 | 112 ± 3 | 136.4 ± 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smolina, I.; Gruber, K.; Pawlak, A.; Ziółkowski, G.; Grochowska, E.; Schob, D.; Kobiela, K.; Roszak, R.; Ziegenhorn, M.; Kurzynowski, T. Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples. Materials 2022, 15, 5019. https://doi.org/10.3390/ma15145019
Smolina I, Gruber K, Pawlak A, Ziółkowski G, Grochowska E, Schob D, Kobiela K, Roszak R, Ziegenhorn M, Kurzynowski T. Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples. Materials. 2022; 15(14):5019. https://doi.org/10.3390/ma15145019
Chicago/Turabian StyleSmolina, Irina, Konrad Gruber, Andrzej Pawlak, Grzegorz Ziółkowski, Emilia Grochowska, Daniela Schob, Karol Kobiela, Robert Roszak, Matthias Ziegenhorn, and Tomasz Kurzynowski. 2022. "Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples" Materials 15, no. 14: 5019. https://doi.org/10.3390/ma15145019
APA StyleSmolina, I., Gruber, K., Pawlak, A., Ziółkowski, G., Grochowska, E., Schob, D., Kobiela, K., Roszak, R., Ziegenhorn, M., & Kurzynowski, T. (2022). Influence of the AlSi7Mg0.6 Aluminium Alloy Powder Reuse on the Quality and Mechanical Properties of LPBF Samples. Materials, 15(14), 5019. https://doi.org/10.3390/ma15145019