

Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6


Abstract
:1. Introduction
2. Materials and Methods
3. Results
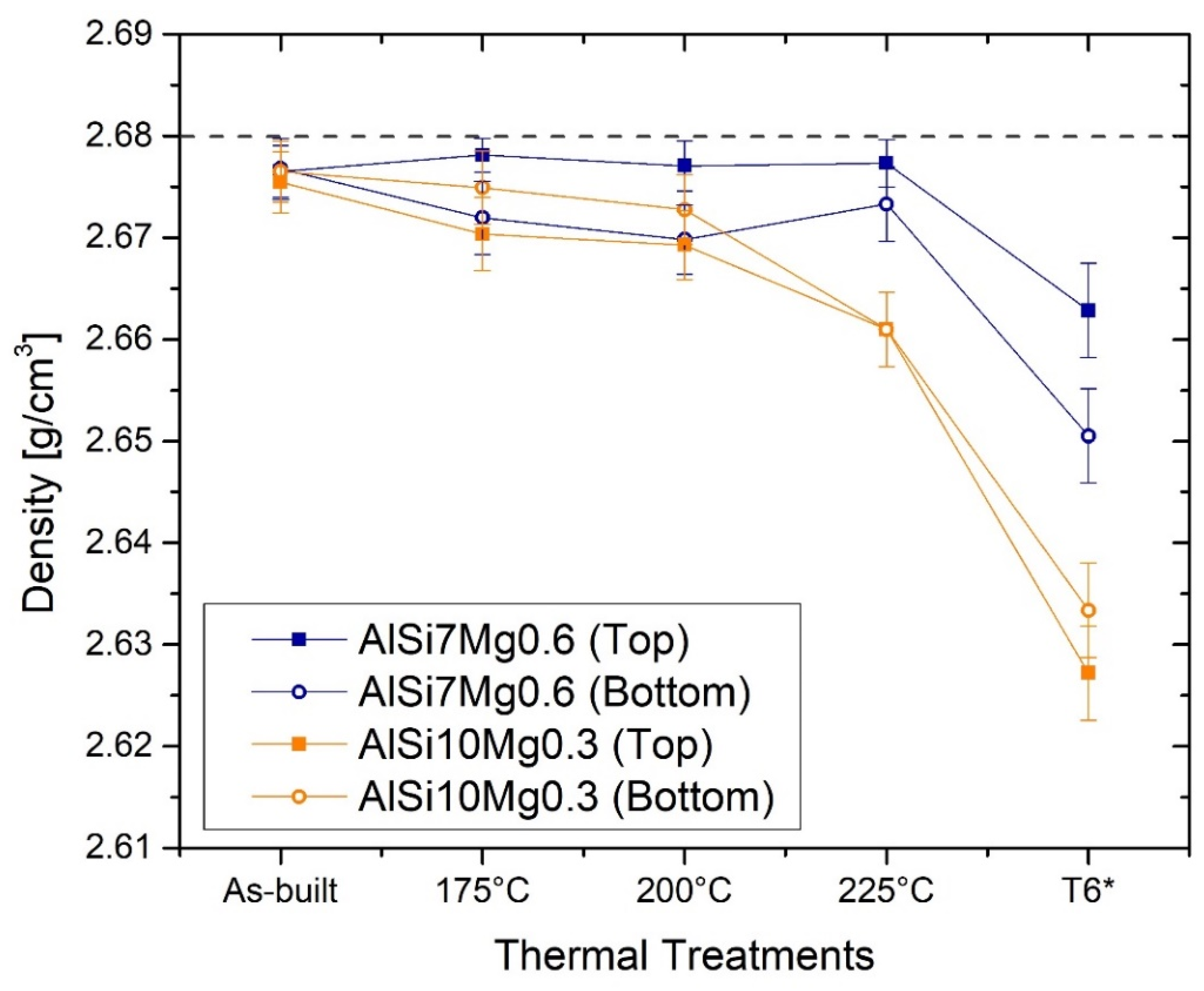
3.1. Density Analysis
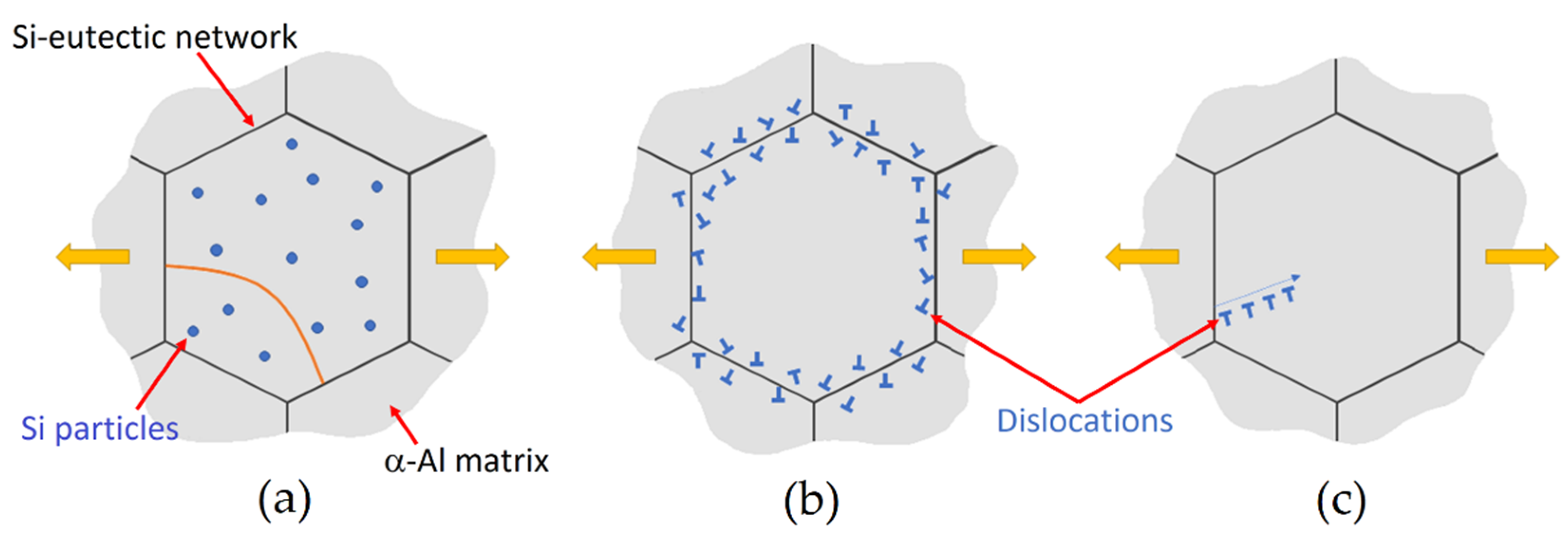
3.2. Microstructural Analysis
3.3. Microhardness Profiles in As-Built and Direct Aged Conditions
3.4. Microhardness Profiles after Solubilization and T6 Heat-Treatments
3.5. Mechanical Properties
4. Discussion
4.1. Density Analysis
4.2. Effects of Direct Aging Heat Treatments
4.3. Effects of Solubilization and T6 Heat Treatments
5. Conclusions
- The as-built HV values of AlSi7Mg0.6 do not greatly differ from those shown by AlSi10Mg0.3. Both couples of profiles perfectly overlap from a 200 mm bar height despite the differences in Si and Mg content.
- There are no substantial differences between the SL and DL AlSi7Mg0.6 samples both in terms of as-built microstructure and mechanical properties. The proximity to the hot build platform induces an increment of HV values in the bottom rather than in the top regions thanks to the precipitation phenomena of Si particles and β-Mg2Si phase in AlSi10Mg0.3 bars. The same HV profile was, however, obtained for AlSi7Mg0.6 bars. In addition, the bottom regions are characterized by a lower number of pores, but having larger dimensions, than the top regions.
- The differences in the mechanical performance between the bottom and top AlSi7Mg0.6 samples are levelled out by the DA at 175 °C × 2 h, which does not influence the ultimate tensile and yield strengths such as the DA at 200 °C × 1 h. The same results are obtained for AlSi10Mg0.3 samples after 1 h of the same direct aging heat treatments.
- The SHT certainly confers high elongation values to AlSi7Mg0.6 samples, thus satisfying the current standard specifications (ε >> 10%). The worsening effects on UTS and YS are recovered through the subsequent artificial aging, but the elongations return again at the direct aged values. For these reasons, and considering the QI values, the direct aging heat treatments at the peak aging conditions confer better mechanical performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Giganto, S.; Martínez-Pellitero, S.; Cuesta, E.; Zapico, P.; Barreiro, J. Proposal of design rules for improving the accuracy of selective laser melting (SLM) manufacturing using benchmarks parts. Rapid. Prototyp. J. 2022, 26, 1129–1143. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid. Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Galba, M.; Reischle, M. Additive manufacturing of metals using powder-based technology. In Additive Manufacturing, 1st ed.; Bandyopadhyay, A., Bose, S., Eds.; Taylor&Francis Group: Boca Raton, FL, USA, 2016; Volume 4, p. 46. [Google Scholar] [CrossRef]
- Martin, J.; Yahata, B.; Hundley, J.; Mayer, J.; Schaedler, T.; Pollock, T. 3D printing of high-strength aluminium alloys. Nature. 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Bertam, M.; Buxmann, K.; Furrer, P. Analysis of greenhouse gas emissions related to aluminium transport applications. Int. J. Life Cycle Assess. 2009, 14, 62–69. [Google Scholar] [CrossRef]
- Kumar, M.; Javidrad, H.; Shanmugam, R.; Ramoni, M.; Adediran, A.A.; Pruncu, C.I. Impact of Print Orientation on Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts for Aerospace Applications. Silicon 2021. [Google Scholar] [CrossRef]
- Davis, J. Specialty Handbook: Aluminium and Aluminium Alloys; ASM International: Geauga Country, OH, USA, 1993. [Google Scholar]
- Leon, A.; Shirizly, A.; Aghion, E. Corrosion Behavior of AlSi10Mg Alloy Produced by Additive Manufacturing (AM) vs. Its Counterpart Gravity Cast Alloy. Metals 2016, 6, 148. [Google Scholar] [CrossRef]
- Ghio, E.; Cerri, E. Additive Manufacturing of AlSi10Mg and Ti6Al4V Lightweight Alloys via Laser Powder Bed Fusion: A Review of Heat Treatments Effects. Materials 2022, 15, 2047. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Yaokawa, J.; Ohishi, K.; Dong, S.; Hara, M.; Musatani, T.; Sato, H. Dimensional changes induced by precipitation of supersaturated solid solution Si in selectively laser-melted AlSi10Mg during heat treatment. Mater. Charact. 2021, 182, 111533. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Zhang, K.; Huang, A.; Davies, C.; Wu, X. Multiple precipitation pathways in an Al-7Si-0.6Mg alloy fabricated by selective laser melting. Scripta Mater. 2019, 160, 66–69. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Fang, X.; Chen, Y.; Wu, X.; Davis, C.H.J. The origins for tensile properties of selective laser metled aluminium alloy A357. Addit. Manuf. 2017, 17, 113–122. [Google Scholar] [CrossRef]
- Van Cauwenbergh, P.; Samaee, V.; This, L.; Nejezchlebová, J.; Sedlák, P.; Iveković Schryvers, D.; Van Hooreweder, B.; Vanmeensel, K. Unravelling the multi-scale structure-property relationship of laser powder bed fusion processed and heat-treated AlSi10Mg. Sci. Rep. 2021, 11, 6423. [Google Scholar] [CrossRef] [PubMed]
- BoChao, L.; YoungKoo, P.; HongSheng, D. Effects of rheocasting and heat treatment on microstructure and mechanical properties of A356 alloy. Mater. Sci. Eng. A 2011, 528, 986–995. [Google Scholar] [CrossRef]
- Pereira, C.; Gil, E.; Solabberieta, L.; Sebastián, L.; Bilbao, Y.; Rodríguez, P. Comparision of AlSi7Mg0.6 alloy obtained by selective laser melting and investment cast processes: Microstructure and mechanical properties in as-built/as-cast and heat-treated conditions. Mater. Sci. Eng. A 2020, 778, 139124. [Google Scholar] [CrossRef]
- Kempen, K.; This, L.; Humbeeck, J.V.; Kruth, J.P. Processing AlSi10Mg alloy manufactured by selective laser melting parameter optimization and material characterization. Mater. Sci. Technol. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Ghio, E.; Cerri, E. Work Hardening of Heat-Treated AlSi10Mg Alloy Manufactured by Single and Double Laser Selective Laser Melting: Effects of Layer Thickness and Hatch Spacing. Materials 2021, 14, 4901. [Google Scholar] [CrossRef] [PubMed]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B 2022, 53B, 284–303. [Google Scholar] [CrossRef]
- Vanzetti, M.; Virgillito, E.; Aversa, A.; Manfredi, D.; Bondioli, F.; Lombardi, M.; Fino, P. Short Heat Treatments for the F357 Aluminium Alloy Processed by Laser Powder Bed Fusion. Materials 2021, 14, 6157. [Google Scholar] [CrossRef]
- Kimura, T.; Nakamoto, T. Microstructures and mechanical properties of A356 (AlSi7Mg0.3) aluminium alloy fabricated by selective laser melting. Mater. Des. 2016, 89, 1294–1301. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E.; Bolelli, G. Effect of the Distance from Build Platform and the Post-Heat Treatment of AlSi10Mg Alloy Manufactured by Single and Multi-Laser Selective Laser Melting. J. Mater. Eng. Perform. 2021, 30, 4981–4992. [Google Scholar] [CrossRef]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Singh, G.; Sharma, N. Study on the influence of T4 and T6 heat treatment on the wear behavior of coarse and fine WC particulate reinforced LM28 Aluminium cast composites. Compos. Part C Open Access 2021, 4, 100106. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E.; Bolelli, G. Defect-Correlated Vickers Microhardness of Al-Si-Mg Alloy Manufactured by Laser Powder Bed Fusion with Post-Process Heat Treatments. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Tonelli, L.; Liverani, E.; Morri, A.; Ceschini, L. Role of Direct Aging and Solution Treatment on Hardness, Microstructure and Residual Stress of the A357 (AlSi10Mg0.6) Alloy Produced by Powder Bed Fusion. Metall. Mater. Trans. 2021, 52, 2484–2496. [Google Scholar] [CrossRef]
- ASTM Standard B917/B917M-12; Standard Practice for Heat Treatment of Aluminium-Alloy Casting from All Processes. ADMET: West Conshohocken, PA, USA, 2012.
- Mycrosystems, L. Measurement Parameter Description. In Las AF 2D Analysis; Leica Microsystems: Mannheim, Germany, 2014; pp. 113–116. [Google Scholar]
- Manente, A.; Timelli, G. Optimizing the Heat Treatment Process of Cast Aluminium Alloys. In Recent Trends in Processing and Degradation of Aluminium Alloys; Ahmad, Z., Ed.; InTech: London, UK, 2011; pp. 197–220. [Google Scholar] [CrossRef]
- Lorusso, M.; Trevisan, F.; Calignano, F.; Lombardi, M.; Manfredi, D. A357 Alloy by LPBF for Industry Applications. Materials 2018, 21, 1488. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Aging Response of an A357 Al Alloy Processed by Selective Laser Melting. Adv. Eng. Mater. 2018, 21, 1800406. [Google Scholar] [CrossRef]
- Wang, T.; Dai, S.; Liao, H.; Zhu, H. Pores and the formation mechanisms of SLMed AlSi10Mg. Rapid. Prototyp. J. 2020, 26, 1657–1664. [Google Scholar] [CrossRef]
- Zou, T.; Chen, M.; Zhu, H.; Mei, S. Effect of Heat Treatments on Microstructure and Mechanical Properties of AlSi7Mg Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2022, 31, 1791–1802. [Google Scholar] [CrossRef]
- Zhang, B.; Meng, W.; Shao, S.; Phan, N.; Shamsaei, N. Effect of heat treatments on pore morphology and microstructure of laser additive manufactured parts. Mat. Design Process. Comm. 2019, 1, e29. [Google Scholar] [CrossRef]
- Yang, K.; Rometsch, P.; Davies, C.; Huang, A.; Wu, X. Effect of heat treatment on the microstructure and anisotropy in mechanical properties of A357 alloy produced by selective laser melting. Mater. Des. 2018, 154, 275–290. [Google Scholar] [CrossRef]
- Martins, L.F.L.; Provencher, P.R.; Brochu, M.; Brochu, M. Effect of Platform Temperature and Post-Processing Heat Treatment on the Fatigue Life of Additively Manufactured AlSi7Mg Alloy. Metals. 2011, 11, 679. [Google Scholar] [CrossRef]
- Sausto, F.; Carrion, P.E.; Shamsei, N.; Beretta, S. Fatigue failure mechanisms for AlSi10Mg manufactured by L-PBF under axial ans torsional loads: The role of defects and residual stress. Int. J. Fatigue. 2022, 162, 106903. [Google Scholar] [CrossRef]
- Zhao, Y.; Lei, Z.; Lu, Z.; Huang, J.; Nieh, T. A simplified model connection lattice distortion with friction of Nb-based equiatomic high-entropy alloys. Mater. Res. Lett. 2019, 7, 340–346. [Google Scholar] [CrossRef]
- Ponzak, A.; Thole, V.; Sanders, P. The Natural Aging Effect on Hardenability in Al-Mg-Si: A Complex Interaction between Composition and Heat Treatment Parameters. Metals. 2018, 8, 309. [Google Scholar] [CrossRef]
- Park, T.-H.; Beak, M.-S.; Hyer, H.; Sohn, Y.; Lee, K.-A. Effect of direct aging on microstructure and tensile properties of AlSi10Mg alloy manufactured by selective laser melting. Mater. Charact. 2021, 176, 111113. [Google Scholar] [CrossRef]
- Kending, K.L.; Miracle, D.B. Strengthening mechanisms of an Al-Mg-Sc-Zr alloy. Acta Mater. 2002, 50, 4165–4175. [Google Scholar] [CrossRef]
- Keyhani, A.; Roumina, R. Dislocation-precipitate interaction maps. Comput. Mater. Sci. 2018, 141, 153–161. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fatigue strengths and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Mohammadi, M. Contribution of Mg2Si precipitates to the strength of direct metal laser sintered AlSi10Mg. Mater. Sci. Eng. A. 2019, 739, 295–300. [Google Scholar] [CrossRef]
- Li, R.; Wang, M.; Li, Z.; Cao, P.; Yuan, T.; Zhu, H. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: Crack-inhibiting and multiple strengthening mechanisms. Acta Mater. 2020, 193, 83–98. [Google Scholar] [CrossRef]
- Motz, C.; Pippan, R. Deformation behaviour of closed-cell aluminium foams in tension. Acta Mater. 2001, 49, 2463–2470. [Google Scholar] [CrossRef]
- Rodriguez, P. Sixty years of dislocations. Bull. Mater. Sci. 1996, 19, 857–872. [Google Scholar] [CrossRef]
- Di Giovanni, M.T.; de Menezed, J.T.O.; Bolelli, G.; Cerri, E.; Castrodeza, E.M. Fatigue crack growth behavior of a selective laser melted AlSi10Mg. Eng. Fract. Mech. 2019, 217, 106564. [Google Scholar] [CrossRef]
- Merino, J.; Ruvalcaba, B.; Varela, J.; Arrieta, E.; Murr, E.; Wicker, R.; Benedict, M.; Medina, F. Multiple, comparative heat treatment and aging schedules for controlling the microstructures and mechanical properties of laser powder bed fusion fabricated AlSi10Mg alloy. J. Mater. Res. Technol. 2021, 13, 669–685. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of selective laser melted AlSi10Mg alloy. Scripta Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- de Menezes, J.T.O.; Castrodeza, E.M.; Patriarca, L.; Casati, R. Effect of heat treatments and loading orientation on the tensile properties and fracture toughness of AlSi7Mg alloy produced by Laser Powder Bed Fusion. Int. J. Fract. 2022, 235, 145–157. [Google Scholar] [CrossRef]
- Yildirim, M.; Özyürek, D. The effects of Mg amount on the microstructure and mechanical properties of Al-Si-Mg alloys. Mater. Des. 2013, 51, 767–774. [Google Scholar] [CrossRef]
- Paul, M.; Liu, Q.; Best, J.; Li, X.; Kruzi, J.; Ramamurty, U.; Gludovatz, B. Fracture resistance of AlSi10Mg fabricated by laser powder bed fusion. Acta Mater. 2021, 211, 116869. [Google Scholar] [CrossRef]
- Sigworth, G. Understanding Quality in Aluminium Castings. Int. J. Met. 2011, 5, 7–22. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Mg | Fe | Cu | Mn | Zn | Ti | C | H | N | O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 7.04 | 0.59 | 0.06 | <0.005 | 0.006 | 0.011 | 0.12 | 0.03 | 0.002 | <0.002 | 0.03 |
| 10 | 0.31 | 0.12 | 0.001 | 0.005 | 0.002 | 0.04 | <0.005 | 0.002 | <0.002 | 0.10 |
| Alloys | Laser Power (P, [W]) | Scan Speed (v, [mm/s]) | Layer Thickness (t, [μm]) | Hatch Spacing (h, [μm]) | Energy Density (ED, [J/mm3]) | Build Platform [°C] |
|---|---|---|---|---|---|---|
| Skin | 330 | 600 | 90 | 70 | 87.3 | 150 |
| Core | 370 | 1400 | 42.0 |
| HT | Temperature | Time | Samples |
|---|---|---|---|
| DA | 175 °C | 30 min, 1 h, 2 h, 4 h, 8 h, 16 h | Top (280–300 mm) and Bottom (0–20 mm) |
| 200 °C | Top (260–280 mm) and Bottom (20–40 mm) | ||
| 225 °C | Top (240–260 mm) and Bottom (40–60 mm) | ||
| SHT | 505 °C | 2.5 min, 5 min, 10 min, 20 min, 30 min, 40 min, 50 min, 1 h, 2 h, 4 h | Other (60–260 mm) |
| T6 | 505 °C | 4 h | |
| 175 °C | 30 min, 1 h, 2 h, 4 h, 8 h, 16 h, 32 h |
| Areas | Standard Errors |
|---|---|
| 10% | |
| 7% | |
| 6% | |
| 4% |
| HT Conditions | AlSi7Mg0.6 | AlSi10Mg0.3 | |||||||
| Top | Bottom | Top | Bottom | ||||||
| HV0.5 | Δ [%] | HV0.5 | Δ [%] | HV0.5 | Δ [%] | HV0.5 | Δ [%] | ||
| 175 °C | 0 h | 113 ± 2 | - | 127 ± 2 | - | 113 ± 2 | - | 133 ± 1 | - |
| Peak-Aging | 128 ± 3 | +13.4 | - | - | 132 ± 2 | +16.8 | - | - | |
| 16 h | 104 ± 4 | −18.8 1 | 97 ± 1 | −23.6 | 122 ± 4 | −7.58 1 | 121 ± 3 | −9.0 | |
| 200 °C | 0 h | 106 ± 2 | 125 ± 3 | - | 114 ± 3 | - | 136 ± 1 | - | |
| Peak-Aging | - | - | - | - | 133 ± 2 | +16.7 | - | - | |
| 16 h | 101 ± 2 | −4.7 | 89 ± 3 | −32.0 | 118 ± 3 | −11.3 1 | 115 ± 3 | −15.4 | |
| 225 °C | 0 h | 124 ± 2 | - | 122 ± 2 | - | 113 ± 2 | - | 133 ± 1 | – |
| Peak-Aging | - | - | - | - | 129 ± 5 | +14.2 | - | - | |
| 16 h | 84 ± 2 | −32.3 | 85 ± 2 | −30.3 | 105 ± 2 | −18.6 1 | 103 ± 4 | −22.6 | |
| Samples | HTs | ΔUTS | ΔYS | HTs | ΔUTS | ΔYS |
|---|---|---|---|---|---|---|
| Top | 175 °C | −6.0% | +5.3% | SHT | −38.7% | −47.2% |
| Bottom | −9.7% | −8.8% | −41.8% | −53.1% | ||
| Top | 200 °C | −2.6% | +6.7% | T6* | −33.5% | −11.6% |
| Bottom | −7.6% | −6.1% | −32.4% | −19.1% | ||
| Top | 225 °C | −24.6% | −23.0% | T6** | −28.4% | −4.9% |
| Bottom | −29.4% | −35.2% | −31.2% | −13.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cerri, E.; Ghio, E. Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6. Materials 2022, 15, 6126. https://doi.org/10.3390/ma15176126
Cerri E, Ghio E. Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6. Materials. 2022; 15(17):6126. https://doi.org/10.3390/ma15176126
Chicago/Turabian StyleCerri, Emanuela, and Emanuele Ghio. 2022. "Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6" Materials 15, no. 17: 6126. https://doi.org/10.3390/ma15176126
APA StyleCerri, E., & Ghio, E. (2022). Aging Profiles of AlSi7Mg0.6 and AlSi10Mg0.3 Alloys Manufactured via Laser-Powder Bed Fusion: Direct Aging versus T6. Materials, 15(17), 6126. https://doi.org/10.3390/ma15176126