
Comparison of 2D and 3D Plasma Electrolytic Oxidation (PEO)-Based Coating Porosity Data Obtained by X-ray Tomography Rendering and a Classical Metallographic Approach
 ,
, 

 , and
, and 
Abstract
:1. Introduction
2. Experimental Part
2.1. Materials
2.2. PEO Treatment
2.3. Methods
2.4. Computational Approach
3. Results and Discussion
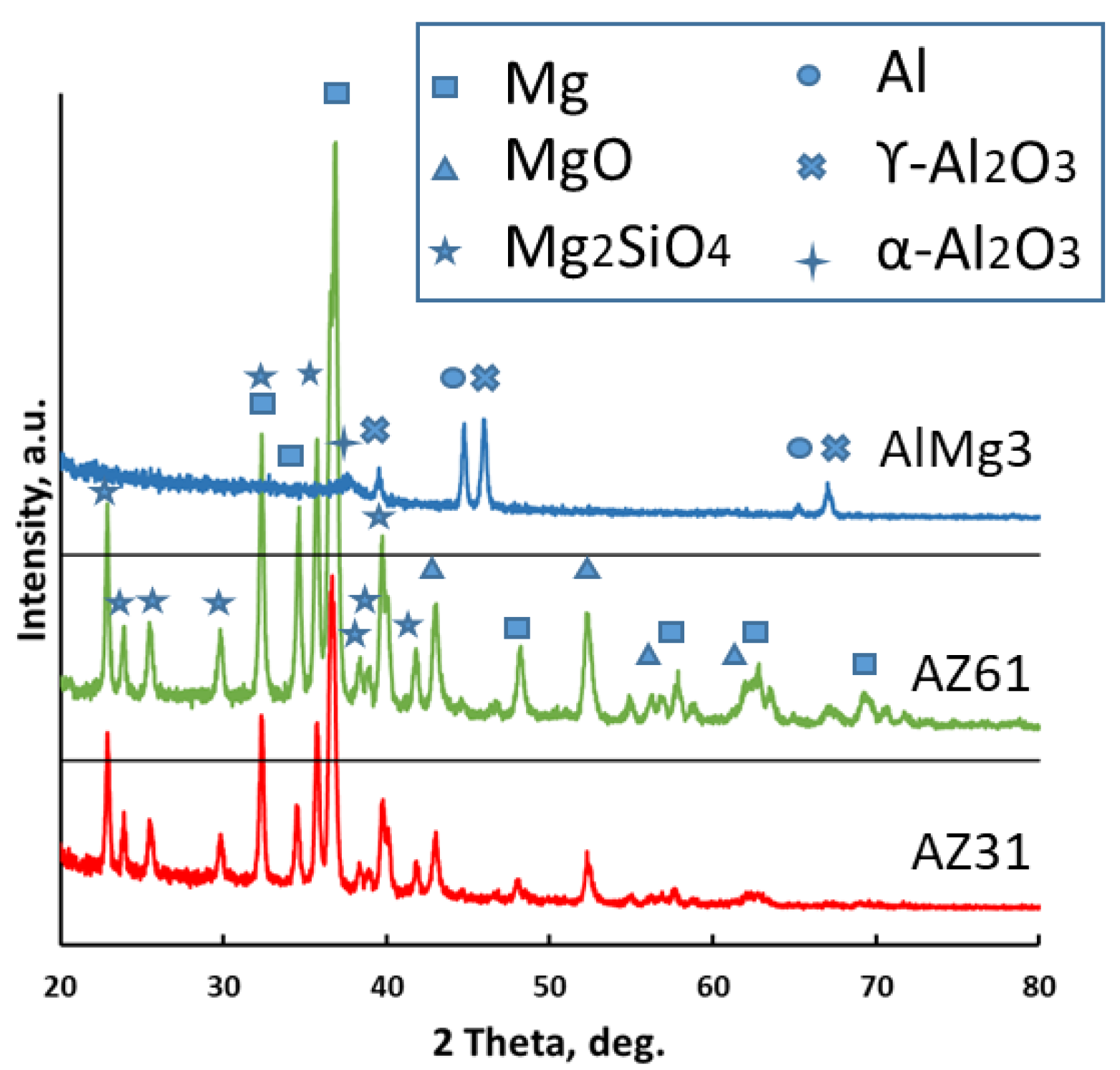
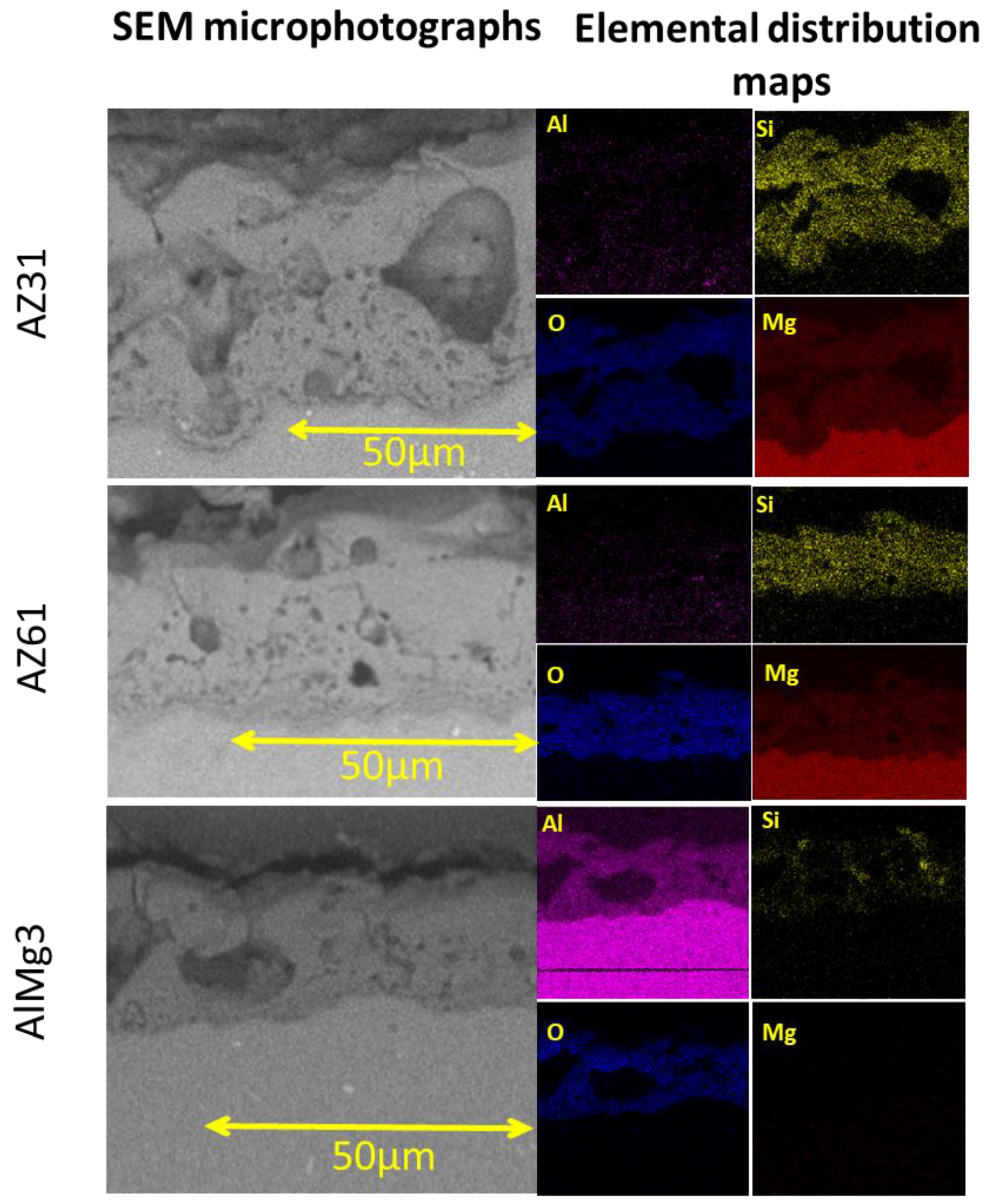
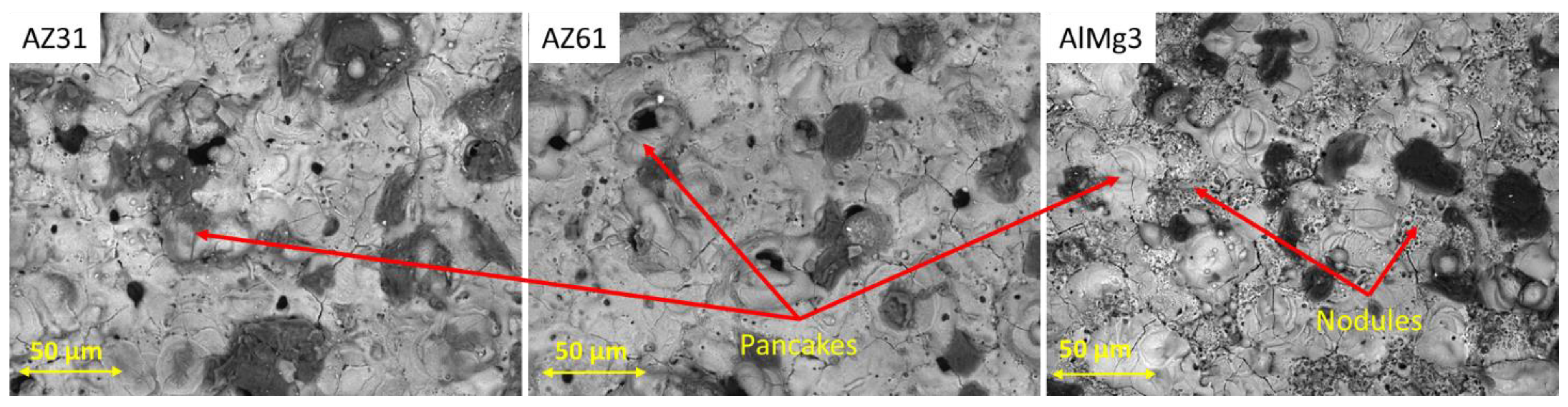
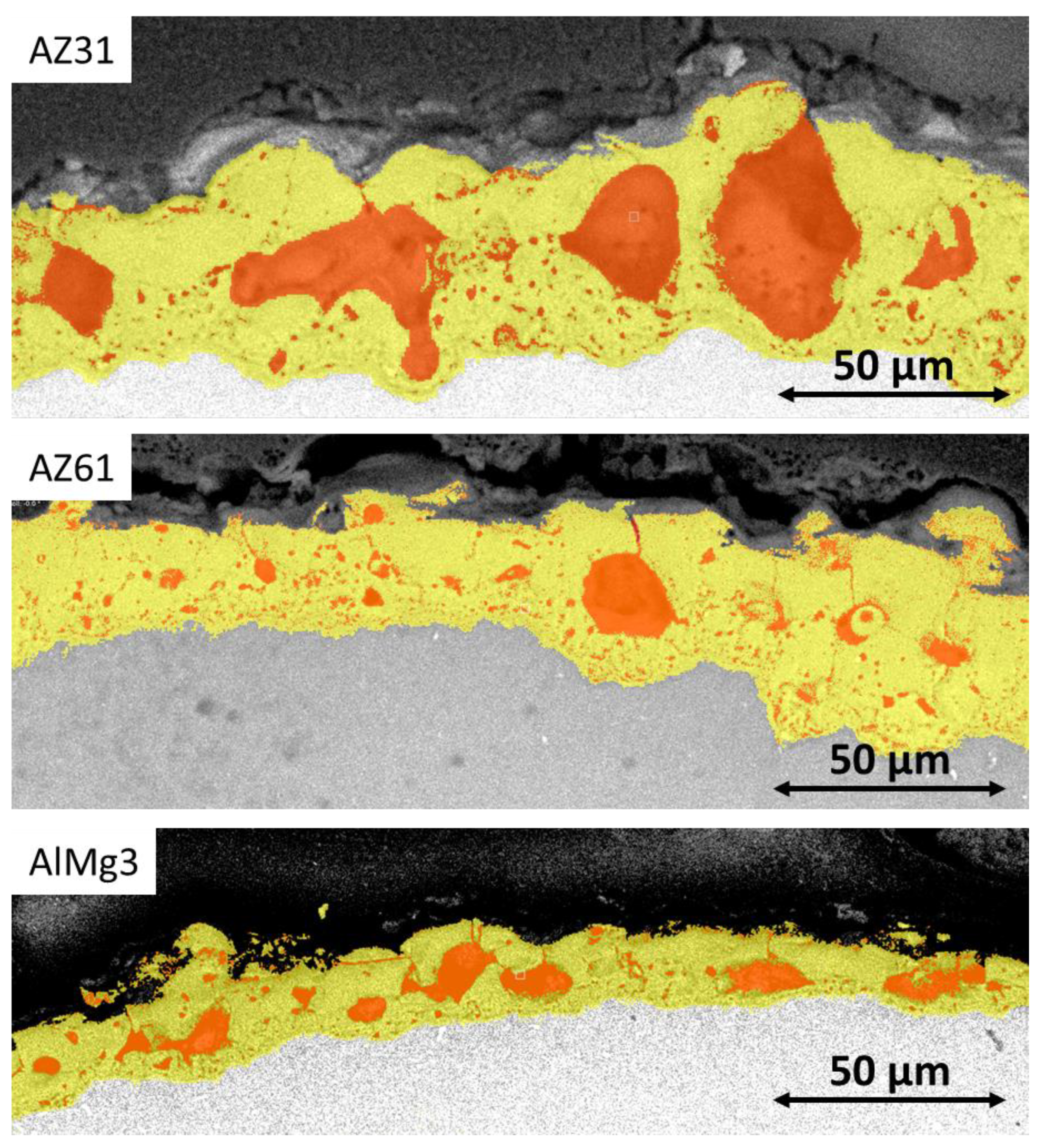
3.1. Basic Coating Characterization
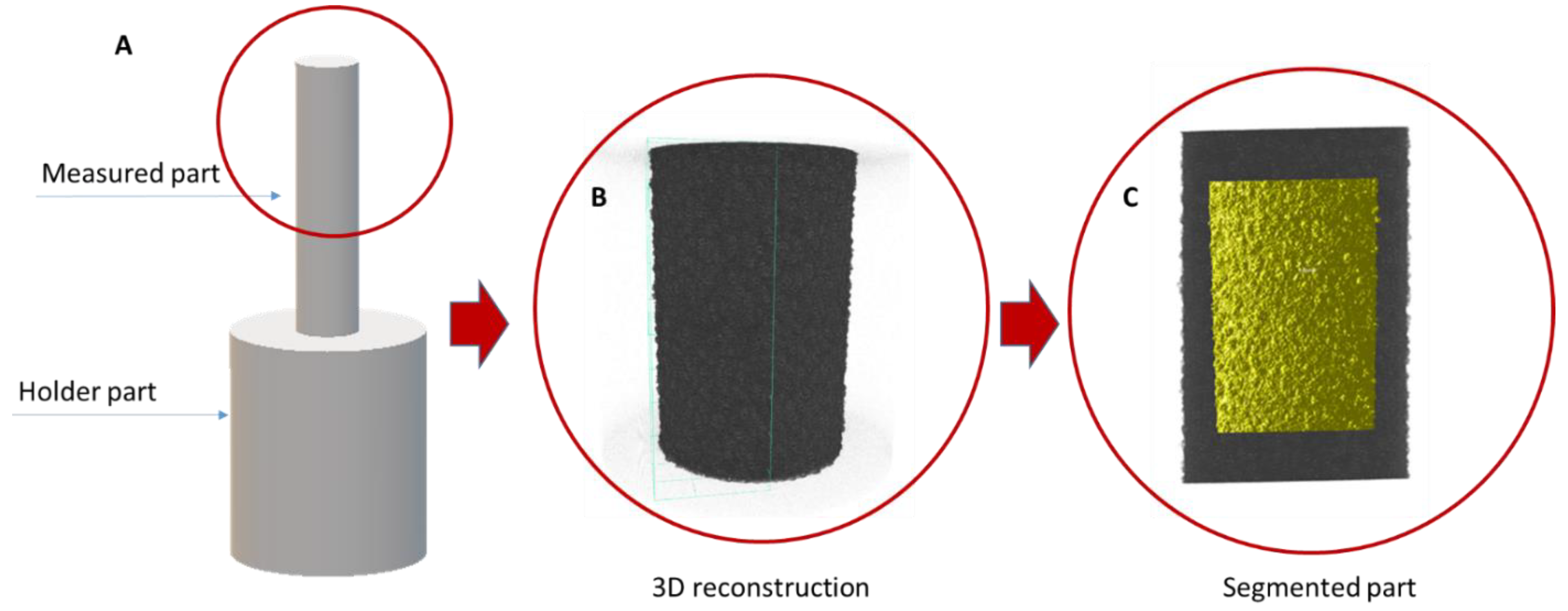
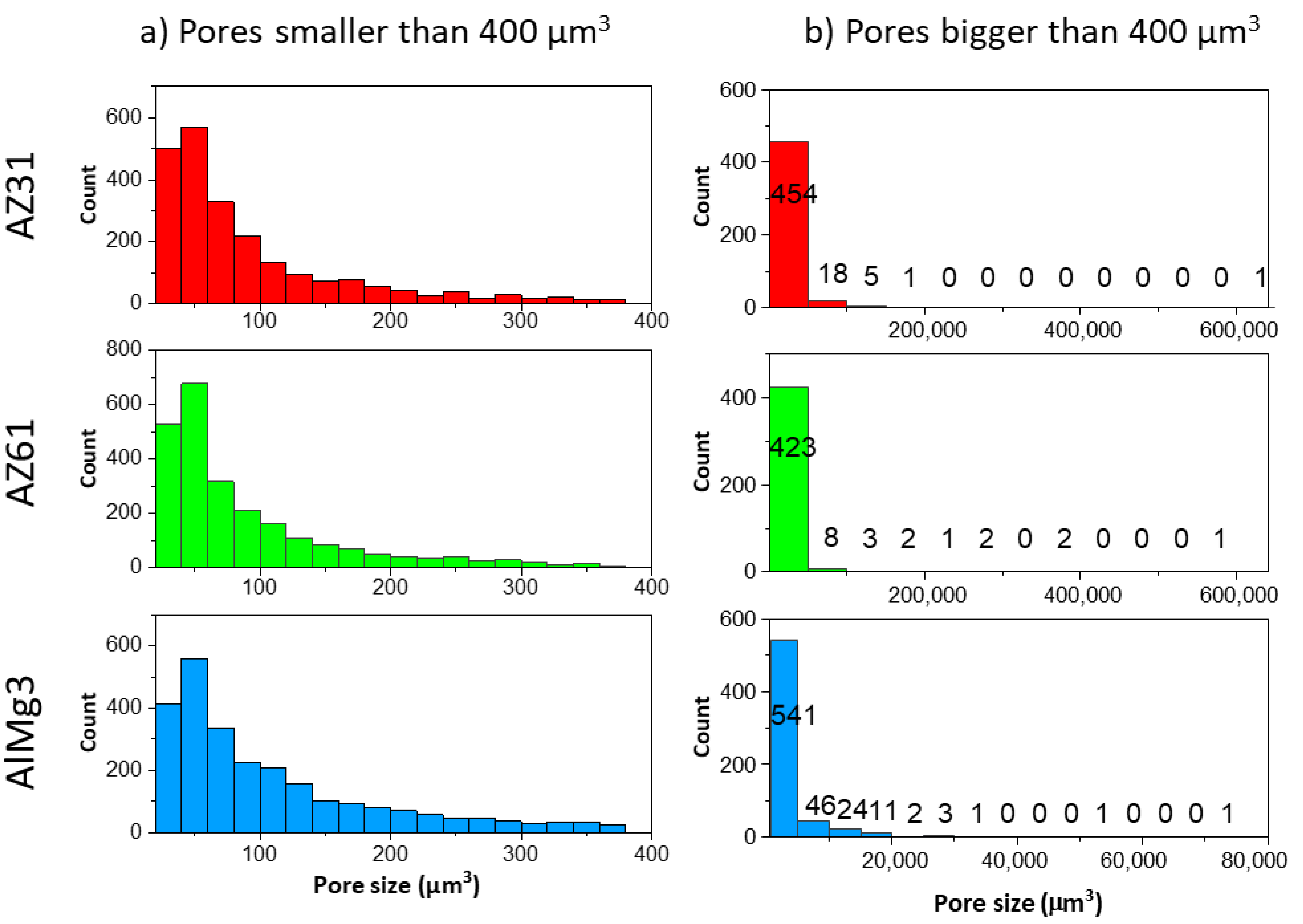
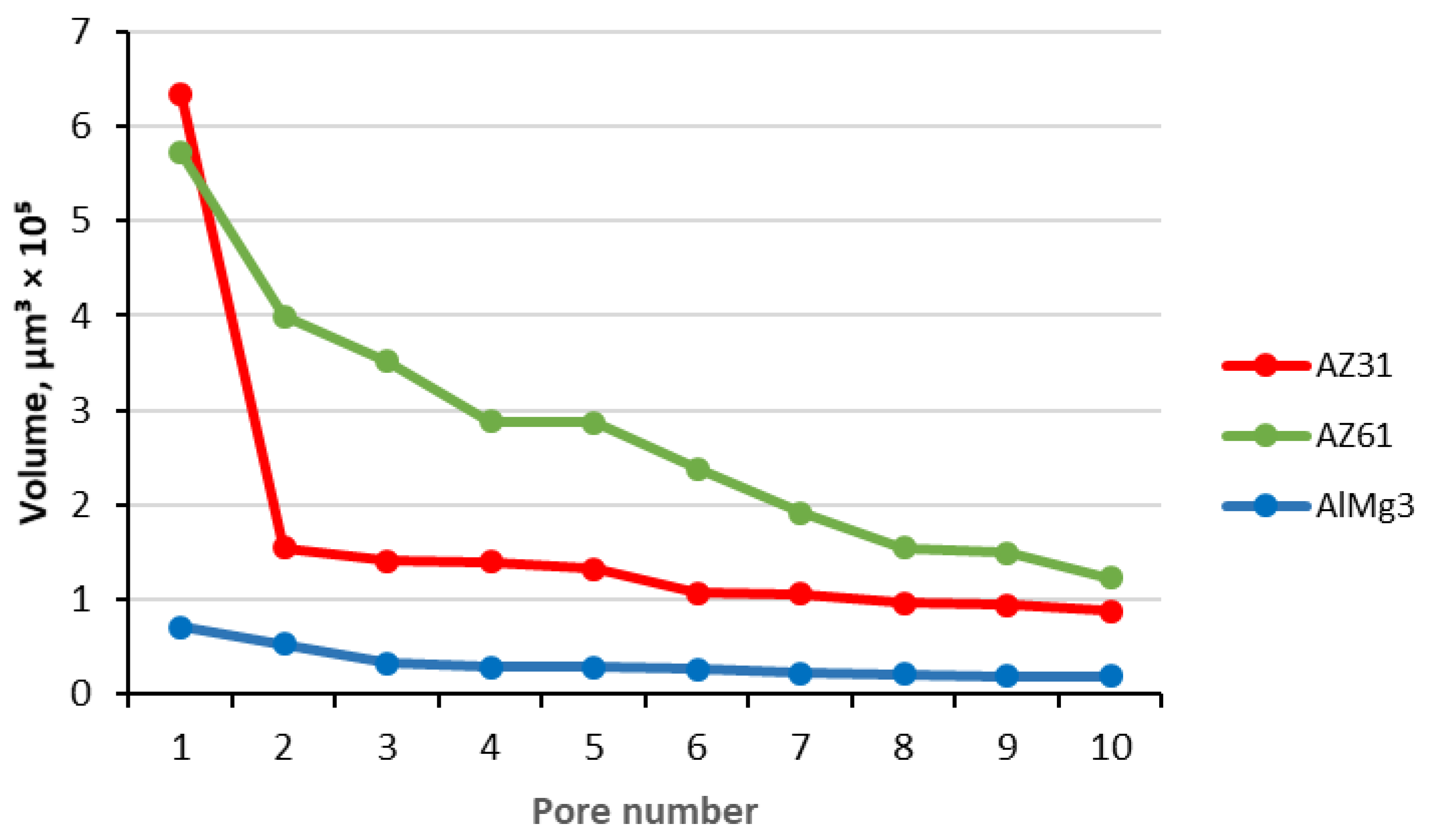
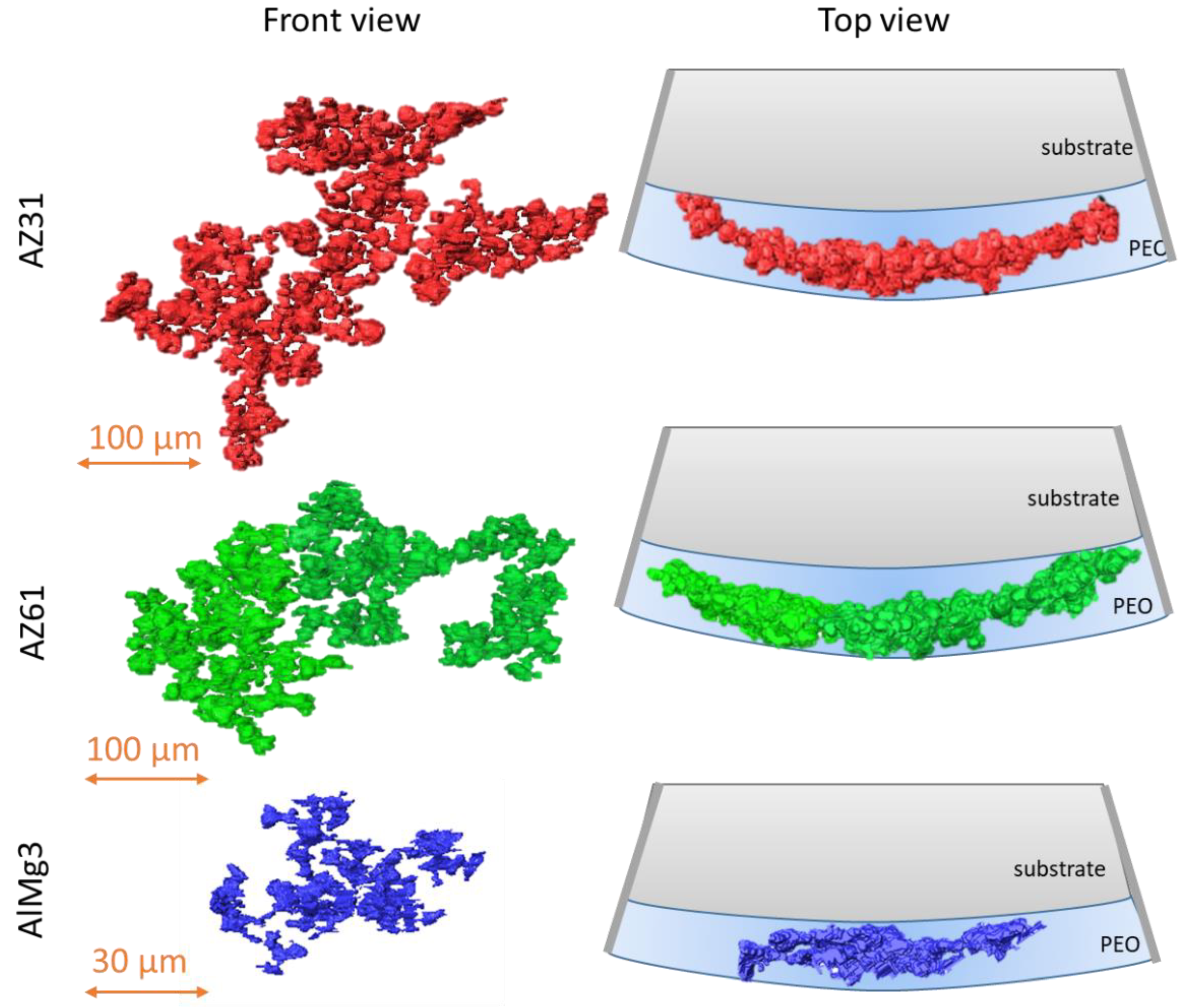
3.2. Analysis of X-ray CT Images
3.3. Calculation of Porosity
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zhang, X.P.; Zhao, Z.P.; Wu, F.M.; Wang, Y.L.; Wu, J. Corrosion and wear resistance of AZ91D magnesium alloy with and without microarc oxidation coating in Hank’s solution. J. Mater. Sci. 2007, 42, 8523–8528. [Google Scholar] [CrossRef]
- Famiyeh, L.; Huang, X. Plasma Electrolytic Oxidation Coatings on Aluminum Alloys: Microstructures, Properties, and Applications. Mod. Concepts Mater. Sci. 2019, 2, 000526. [Google Scholar]
- Barati Darband, G.; Aliofkhazraei, M.; Hamghalam, P.; Valizade, N. Plasma electrolytic oxidation of magnesium and its alloys: Mechanism, properties and applications. J. Magnes. Alloy. 2017, 5, 74–132. [Google Scholar] [CrossRef]
- Martínez-Viademonte, M.P.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. A Review on Anodizing of Aerospace Aluminum Alloys for Corrosion Protection. Coatings 2020, 10, 1106. [Google Scholar] [CrossRef]
- Luan, B.L.; Yang, D.; Liu, X.Y.; Song, G.L. Corrosion Protection of Magnesium (Mg) Alloys Using Conversion and Electrophoretic Coatings; Corrosion of Magnesium Alloys; Song, G.-L., Ed.; Woodhead Publishing: Sawston, UK, 2011; pp. 541–564. [Google Scholar]
- Li, L.-Y.; Cui, L.-Y.; Zeng, R.-C.; Li, S.-Q.; Chen, X.-B.; Zheng, Y.; Kannan, M.B. Advances in functionalized polymer coatings on biodegradable magnesium alloys—A review. Acta Biomater. 2018, 79, 23–36. [Google Scholar] [CrossRef]
- Mohedano, M.; Lu, X.; Matykina, E.; Blawert, C.; Arrabal, R.; Zheludkevich, M.L. Plasma Electrolytic Oxidation (PEO) of Metals and Alloys. In Encyclopedia of Interfacial Chemistry-Surface Science and Electrochemistry; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Yao, W.; Wu, L.; Wang, J.; Jiang, B.; Zhang, D.; Serdechnova, M.; Shulha, T.; Blawert, C.; Zheludkevich, M.L.; Pan, F. Micro-arc oxidation of magnesium alloys: A review. J. Mater. Sci. Technol. 2022, 118, 158–180. [Google Scholar] [CrossRef]
- Simchen, F.; Sieber, M.; Kopp, A.; Lampke, T. Introduction to Plasma Electrolytic Oxidation—An Overview of the Process and Applications. Coatings 2020, 10, 628. [Google Scholar] [CrossRef]
- Polzun, U.A. Plasma electrolytic oxidation as a method of forming wear-resistant coatings. Molod. Ucheny 2017, 2, 21–23. [Google Scholar]
- Molaei, M.; Babaei, K.; Fattah-Alhosseini, A. Improving the wear resistance of plasma electrolytic oxidation (PEO) coatings applied on Mg and its alloys under the addition of nano- and micro-sized additives into the electrolytes: A review. J. Magnes. Alloy. 2020, 9, 1164–1186. [Google Scholar] [CrossRef]
- Sikdar, S.; Menezes, P.; Maccione, R.; Jacob, T.; Menezes, P. Plasma Electrolytic Oxidation (PEO) Process—Processing, Properties, and Applications. Nanomaterials 2021, 11, 1375. [Google Scholar] [CrossRef]
- Zhang, G.; Jiang, E.; Wu, L.; Ma, W.; Yang, H.; Tang, A.; Pan, F. Corrosion protection properties of different inhibitors containing PEO/LDHs composite coating on magnesium alloy AZ31. Sci. Rep. 2021, 11, 1–14. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Macdonald, D.; Matykina, E.; Parfenov, E.; Egorkin, V.; Curran, J.; Troughton, S.; Sinebryukhov, S.; Gnedenkov, S.; Lampke, T.; et al. Review of plasma electrolytic oxidation of titanium substrates: Mechanism, properties, applications and limitations. Appl. Surf. Sci. Adv. 2021, 5, 100121. [Google Scholar] [CrossRef]
- Li, X.; Liu, X.; Luan, B.L. Corrosion and wear properties of PEO coatings formed on AM60B alloy in NaAlO2 electrolytes. Appl. Surf. Sci. 2011, 257, 9135–9141. [Google Scholar] [CrossRef]
- Petrova, E.; Serdechnova, M.; Shulha, T.; Lamaka, S.V.; Wieland, F.; Karlova, P.; Blawert, C.; Starykevich, M.; Zheludkevich, M.L. Use of synergistic mixture of chelating agents for in situ LDH growth on the surface of PEO-treated AZ91. Sci. Rep. 2020, 10, 8645. [Google Scholar] [CrossRef]
- Parfenov, E.V.; Parfenova, L.V.; Dyakonov, G.S.; Danilko, K.V.; Mukaeva, V.R.; Farrakhov, R.G.; Lukina, E.S.; Valiev, R.Z. Surface functionalization via PEO coating and RGD peptide for nanostructured titanium implants and their in vitro assessment. Surf. Coatings Technol. 2018, 357, 669–683. [Google Scholar] [CrossRef]
- del Olmo, R.; Mohedano, M.; Mingo, B.; Arrabal, R.; Matykina, E. LDH Post-Treatment of Flash PEO Coatings. Coatings 2019, 9, 354. [Google Scholar] [CrossRef]
- Han, X.; Hu, J.; Wang, Y.Q.; Xiao, T.B.; Xia, W.; Chen, Y.N.; Wu, L. Facile Fabrication and Properties of Super-hydrophobic MgAl-LDH Films with Excellent Corrosion Resistance on AZ31 Magnesium Alloy. Front. Mater. 2021, 8, 545. [Google Scholar] [CrossRef]
- Hartjen, P.; Hoffmann, A.; Henningsen, A.; Barbeck, M.; Kopp, A.; Kluwe, L.; Precht, C.; Quatela, O.; Gaudin, R.; Heiland, M.; et al. Plasma Electrolytic Oxidation of Titanium Implant Surfaces: Microgroove-Structures Improve Cellular Adhesion and Viability. In Vivo 2018, 32, 241–247. [Google Scholar] [CrossRef]
- Rakoch, A.; Monakhova, E.; Khabibullina, Z.; Serdechnova, M.; Blawert, C.; Zheludkevich, M.L.; Gladkova, A. Plasma electrolytic oxidation of AZ31 and AZ91 magnesium alloys: Comparison of coatings formation mechanism. J. Magnes. Alloy. 2020, 8, 587–600. [Google Scholar] [CrossRef]
- Lu, X.; Blawert, C.; Tolnai, D.; Subroto, T.; Kainer, K.U.; Zhang, T.; Wang, F.; Zheludkevich, M.L. 3D reconstruction of plasma electrolytic oxidation coatings on Mg alloy via synchrotron radiation tomography. Corros. Sci. 2018, 139, 395–402. [Google Scholar] [CrossRef]
- Quintero, D.; Gómez, M.; Araujo, W.; Echeverría, F.; Calderón, J. Influence of the electrical parameters of the anodizing PEO process on wear and corrosion resistance of niobium. Surf. Coatings Technol. 2019, 380, 125067. [Google Scholar] [CrossRef]
- Narayanan, T.S.; Park, I.S.; Lee, M.H. (Eds.) Strategies to Improve the Corrosion Resistance of Microarc Oxidation Coatings on Magnesium and Its Alloys: Implications for Biomedical Applications, in Surface Modification of Magnesium and Its Alloys for Biomedical Applications; Woodhead Publishing: Sawston, UK, 2015; pp. 235–267. [Google Scholar]
- Yerokhin, A.L.; Snizhko, L.O.; Gurevina, N.L.; Leyland, A.; Pilkington, A.; Matthews, A. Discharge characterization in plasma electrolytic oxidation of aluminium. J. Phys. D Appl. Phys. 2003, 36, 2110–2120. [Google Scholar] [CrossRef]
- Toulabifard, A.; Rahmati, M.; Raeissi, K.; Hakimizad, A.; Santamaria, M. The Effect of Electrolytic Solution Composition on the Structure, Corrosion, and Wear Resistance of PEO Coatings on AZ31 Magnesium Alloy. Coatings 2020, 10, 937. [Google Scholar] [CrossRef]
- Fattah-Alhosseini, A.; Chaharmahali, R.; Babaei, K. Effect of particles addition to solution of plasma electrolytic oxidation (PEO) on the properties of PEO coatings formed on magnesium and its alloys: A review. J. Magnes. Alloy. 2020, 8, 799–818. [Google Scholar] [CrossRef]
- Zhang, X.; Aliasghari, S.; Němcová, A.; Burnett, T.L.; Kuběna, I.; Šmíd, M.; Thompson, G.E.; Skeldon, P.; Withers, P. X-ray Computed Tomographic Investigation of the Porosity and Morphology of Plasma Electrolytic Oxidation Coatings. ACS Appl. Mater. Interfaces 2016, 8, 8801–8810. [Google Scholar] [CrossRef]
- Agureev, L.; Savushkina, S.; Ashmarin, A.; Borisov, A.; Apelfeld, A.; Anikin, K.; Tkachenko, N.; Gerasimov, M.; Shcherbakov, A.; Ignatenko, V.; et al. Study of Plasma Electrolytic Oxidation Coatings on Aluminum Composites. Metals 2018, 8, 459. [Google Scholar] [CrossRef]
- Lima, R.N.D.; Vitoriano, J.D.O.; Ferreira, M., Jr.; Alves, C., Jr. Plasma Species and Coating Compositions in Aluminum Treated by PEO Using Shot Square Pulse. Mater. Res. 2020, 23, 8. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; O Northwood, D.; Yerokhin, A.; Matthews, A. Spectroscopic study of electrolytic plasma and discharging behaviour during the plasma electrolytic oxidation (PEO) process. J. Phys. D: Appl. Phys. 2010, 43, 105203. [Google Scholar] [CrossRef]
- X-ray Form Factor, Attenuation and Scattering Tables. Available online: https://physics.nist.gov/PhysRefData/FFast/html/form.html (accessed on 12 July 2021).
- Curran, J.; Clyne, B. Porosity in plasma electrolytic oxide coatings. Acta Mater. 2006, 54, 1985–1993. [Google Scholar] [CrossRef]
- Jadhav, P.; Bongale, A.; Kumar, S. The effects of processing parameters on the formation of oxide layers in aluminium alloys using plasma electrolytic oxidation technique. J. Mech. Behav. Mater. 2021, 30, 118–129. [Google Scholar] [CrossRef]
- Kazanski, B.; Kossenko, A.; Lugovskoy, A.; Zinigrad, M. Fluoride Influence on the Properties of Oxide Layer Produced by Plasma Electrolytic Oxidation. Defect Diffus. Forum 2012, 326–328, 498–503. [Google Scholar] [CrossRef]
- Gaskell, D.R.; Laughlin, D.E. Introduction to the Thermodynamics of Materials; CRC Press: Boca Raton, FL, USA, 2017; p. 714. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition (wt. %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Zn | Mn | Si | Fe | Be | Mg | Cu | Ti | |
| AZ31 | 3.04 | 1.00 | 0.27 | 0.02 | 0.0028 | 0.00046 | Balance | 0.0008 | - |
| AZ61 | 5.5 | 1.5 | 0.78 | 0.02 | 0.004 | 0.00013 | Balance | 0.0006 | - |
| AlMg3 | Balance | - | - | 0.07 | 0.07 | - | 2.86 | 0.01 | 0.01 |
| Sample | Mg | Al | O | Si | Zn |
|---|---|---|---|---|---|
| AZ31 | 24.7 at.% | 0.68 at.% | 55.49 at.% | 18.97 at.% | 0.15 at.% |
| AZ61 | 26.26 at.% | 0.68 at.% | 55.99 at.% | 17.01 at.% | 0.07 at.% |
| AlMg3 | 0.47 at.% | 25.58 at.% | 57.60 at.% | 16.30 at.% | >0.01 at.% |
| Sample | 2D Porosity 1 | 2D Porosity 2 | 2D Porosity 3 | 2D Average | 2D Deviation | 2D-CS Porosity 1 | 2D-CSPorosity 2 | 2D-CSPorosity 3 | 2D-CS Average | 2D-CS Deviation |
|---|---|---|---|---|---|---|---|---|---|---|
| AZ31 | 1.59% | 3.13% | 3.72% | 2.81% | 0.82% | 27.88% | 19.60% | 33.22% | 26.90% | 4.87% |
| AZ61 | 3.34% | 1.38% | 3.34% | 2.69% | 0.87% | 14.42% | 17.99% | 15.84% | 16.08% | 1.27% |
| AlMg3 | 0.82% | 1.32% | 1.55% | 1.23% | 0.27% | 19.51% | 16.25% | 31.65% | 22.47% | 6.12% |
| Parameter | AZ31 | AZ61 | AlMg3 |
|---|---|---|---|
| Volume of closed pores | 0.037 mm3 | 0.046 mm3 | 0.073 mm3 |
| Volume of open pores | 0.656 mm3 | 0.624 mm3 | 0.185 mm3 |
| Volume of PEO | 2.381 mm3 | 2.336 mm3 | 1.714 mm3 |
| Porosity of PEO layer (closed pores) | 1.21% | 1.52% | 3.68% |
| Porosity of PEO layer (open pores) | 21.34% | 20.77% | 9.39% |
| Total porosity | 22.55% | 22.29% | 13.07% |
| Sample | Total Number of Pores | Biggest Pore (µm3) | 80% of Pores Are Smaller Than (µm3) |
|---|---|---|---|
| AZ31 | 2768 | 633551 | 295 |
| AZ61 | 2892 | 571775 | 252 |
| AlMg3 | 3172 | 70620 | 388 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karlova, P.; Serdechnova, M.; Blawert, C.; Lu, X.; Mohedano, M.; Tolnai, D.; Zeller-Plumhoff, B.; Zheludkevich, M.L. Comparison of 2D and 3D Plasma Electrolytic Oxidation (PEO)-Based Coating Porosity Data Obtained by X-ray Tomography Rendering and a Classical Metallographic Approach. Materials 2022, 15, 6315. https://doi.org/10.3390/ma15186315
Karlova P, Serdechnova M, Blawert C, Lu X, Mohedano M, Tolnai D, Zeller-Plumhoff B, Zheludkevich ML. Comparison of 2D and 3D Plasma Electrolytic Oxidation (PEO)-Based Coating Porosity Data Obtained by X-ray Tomography Rendering and a Classical Metallographic Approach. Materials. 2022; 15(18):6315. https://doi.org/10.3390/ma15186315
Chicago/Turabian StyleKarlova, Polina, Maria Serdechnova, Carsten Blawert, Xiaopeng Lu, Marta Mohedano, Domonkos Tolnai, Berit Zeller-Plumhoff, and Mikhail L. Zheludkevich. 2022. "Comparison of 2D and 3D Plasma Electrolytic Oxidation (PEO)-Based Coating Porosity Data Obtained by X-ray Tomography Rendering and a Classical Metallographic Approach" Materials 15, no. 18: 6315. https://doi.org/10.3390/ma15186315
APA StyleKarlova, P., Serdechnova, M., Blawert, C., Lu, X., Mohedano, M., Tolnai, D., Zeller-Plumhoff, B., & Zheludkevich, M. L. (2022). Comparison of 2D and 3D Plasma Electrolytic Oxidation (PEO)-Based Coating Porosity Data Obtained by X-ray Tomography Rendering and a Classical Metallographic Approach. Materials, 15(18), 6315. https://doi.org/10.3390/ma15186315