3.1. Effect of Phosphorus Content on Precipitation Behavior of Precipitates
Based on the analysis results of FE-SEM/EDS, the precipitates in the steels were mainly aluminum (Al)-manganese (Mn)-Si-bearing complex nitrides ((Al,Si,Mn)
xN
y) and P-bearing complex nitrides ((Al,Si,Mn)
xN
y-P). Increasing the target phosphorus content in the steels, (Al,Si,Mn)
xN
y decreased and (Al,Si,Mn)
xN
y-P increased, which resulted in the total precipitates increasing. A minor quantity of Al
2O
3 was detected in the 0.06%P-targeted samples. (Al,Si,Mn)
xN
y-MnS-P and (Al,Si,Mn)
xN
y-MnS composite precipitates were detected in the 0.12%P-targeted samples. No single MnS or AlN was detected, and the main precipitates were complex nitrides of Si, Mn, and Al. Typical precipitates smaller than 500 nm detected in the samples are shown in
Table 1. The quantitative percentage
NF(%) of the precipitates is defined as the ratio of the detected particle number to the total number of different types of precipitates that occur in the whole statistics area. Hexagonal crystal system structure composite nitrides of Mn, Al, and Si with a Si/Mn atomic ratio of 4 were detected in grain-oriented silicon steel 0.25%Mn-bearing [
15]. Al can enter the composite oxynitride of Si and Mn to produce (AlN)
x(SiMn
0.25N
yO
z)
1-x (
x changes from 0 to 1) during the heat treatment process of the steel. In the present work, Al and P content in the steel was much higher than that in grain-oriented silicon steel; (Al,Si,Mn)
xN
y, (Al,Si,Mn)
xN
y-P were easily detected in the steel; the (Al,Si,Mn)
xN
y-MnS-P composite precipitates were detected after increasing the target phosphorus content in the steel, which indicates that the addition of phosphorus in the steel changes the precipitation amount and mode of MnS and AlN.
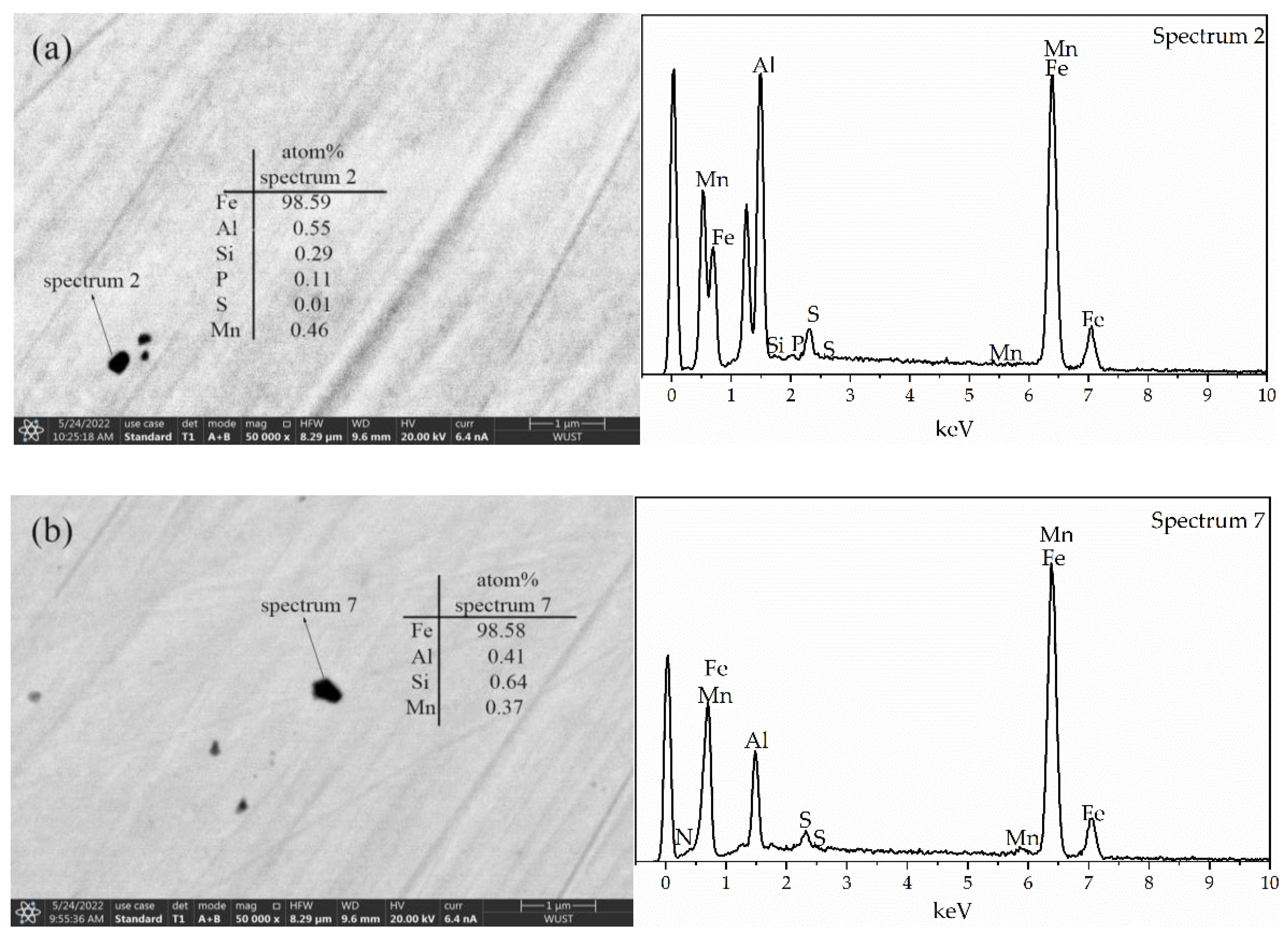
The composition of the precipitates of less than 500 nm in the sample is shown in
Figure 1. N is a light element; thus, when the N content in the precipitate is low, it does not appear in the energy spectrum diagram. Although Al and Mn in steel can improve resistivity and reduce eddy current loss, the presence of N and S in steel will produce the AlN and MnS fine precipitation phase, which will hinder the grain boundary movement and grain growth during steel recrystallization, increase iron loss, and deteriorate the magnetic properties.
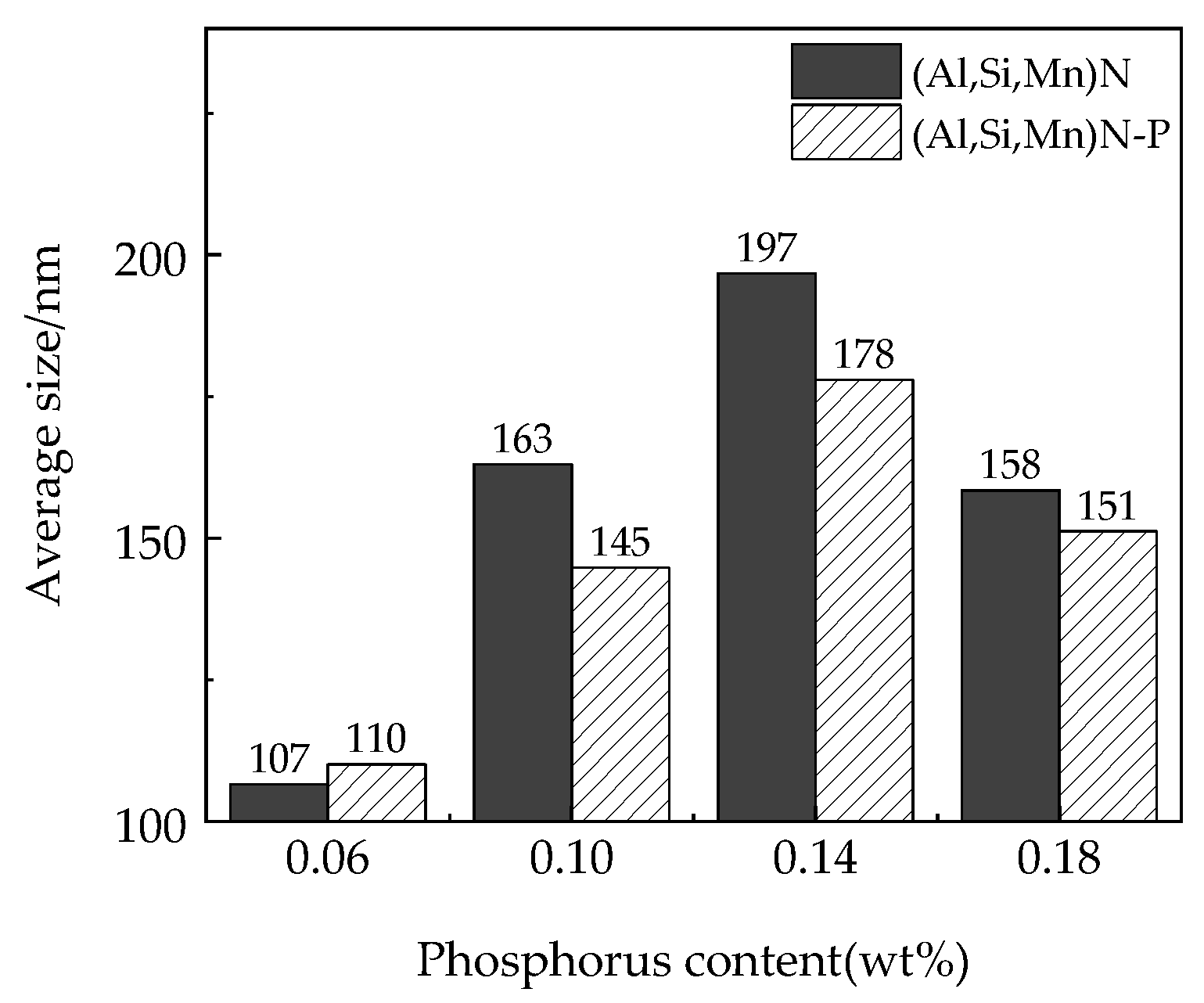
Figure 2 indicates the correlation of the number density and average size of precipitates in the samples with the increase of the target phosphorus content. The number density and the average size of the precipitates increased initially as the target phosphorus content in the steel increased, and then, the lowest number density and the largest average size of the precipitates appeared in the 0.14%P-targeted sample. The average size of the main precipitates in the samples is shown in
Figure 3.
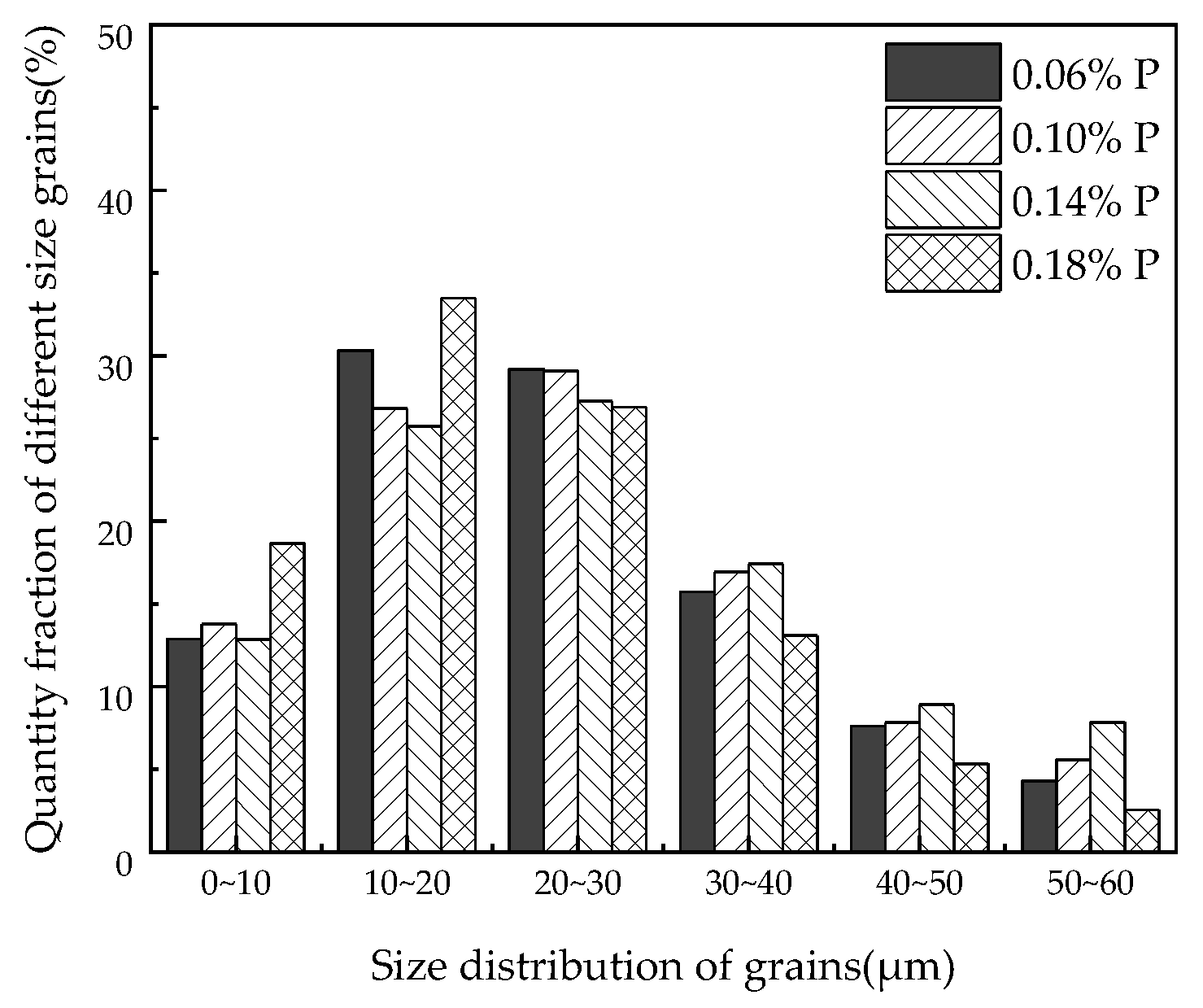
Figure 4 is the percentage of the number density of precipitates of different sizes of the total precipitates with different P-targeted samples. Combined with the results listed in
Table 1, when the target phosphorus content increased, the number density of (Al,Si,Mn)
xN
y in the steel decreased, and the number density of the P-containing precipitates (Al,Si,Mn)
xN
y-P and (Al,Si,Mn)
xN
y-MnS-P tended to increase. The average size of the precipitates decreased when the target phosphorus content increased to 0.18%. This was related to the removal or coarsening of the precipitates after phosphorus increased in the steel. Compared with the 0.14%P-targeted sample, only a small number density increase of the precipitates appeared in the 0.18%P-targeted sample, which indicates more P addition exceeding 0.14% has little effect on the precipitation of fine P-bearing precipitates within the statistical error. However, adding another point beyond 0.14%P would make the results more reliable, and the experimental results were more detailed to certify the effect of P in the steel.
Based on the composition of the experimental samples and the solubility products of MnS, AlN, and Si
3N
4 in the ferritic steel in
Table 2, the theoretical solid solution or precipitation temperature of MnS, AlN, and Si
3N
4 in solid steel are 1493 K, 1438 K, and 1105 K, respectively. There were some precipitate solution, precipitation, and growth during reheating, rolling, and the cold-rolled plate continuous annealing process. In particular, unstable Si
3N
4 in fine-sized (Al,Si)
xN
y or (Al,Si,Mn)
xN
y will solubilize or precipitate at 1105 K. The number density and size of the precipitates in the steel changed after the above hot working treatment. In this study, when the target phosphorus content in the steel was different, the precipitation of MnS and AlN was hindered to a different degree by the segregation of phosphorus at the dendritic spacing and grain boundaries during the solidification and hot working treatment of the steel. Thus, the number density of (Al,Si)
xN
y or (Al,Si,Mn)
xN
y precipitates detected in the finished steel decreased with the increasing target phosphorus content. However, phosphorus segregated at the grain boundary easily became the precipitation core of MnS and AlN, and complex phosphides such as (Al,Si,Mn)
xN
y-P and (Al,Si,Mn)
xN
y-MnS-P were generated and remained in the steel matrix. Additionally, more P-containing precipitates with smaller sizes were generated when the target phosphorus content increased, resulting in a decrease in the average precipitate size when 0.18%P-targeted was controlled in the steel.
The precipitates with a size equivalent to the thickness of the magnetic domain wall in NOES have a negative effect on the magnetic properties [
1]. The largest pinning effect on the movement of the domain wall during grain growth and magnetization often will appear when there are many fine precipitates (about 100~200 nm [
1]) in the steel. When there are large quantities of precipitates of the above size generated in the steel, the hysteresis loss increases, and the magnetic properties of the steel will deteriorate [
6]. The research results show that fine precipitates smaller than 500 nm coarsen and their number density decreases after the target P content increases appropriately. It is desired to control the quantity and size of the precipitates by adjusting the phosphorus content in the steel when the content of Al, Mn, S, and N in the steel is stable. From the point of view of controlling fine precipitates in the steel, the reasonable target phosphorus content controlled as 0.14% in the steel can achieve the objective of reducing the number of fine precipitates in the steel and increase their size.
3.2. Effect of Phosphorus Content on the Microstructure of the Finished Steel
Figure 5 is the optical micrograph of the finished samples. According to
Figure 5, the recrystallization already finished after continuous annealing at 1093 K. The average grain size was small in the P-bearing NOES. The grain size of the samples with the target content of P at the 0.14% level was obviously larger than that of the other phosphorus content samples, and these samples all had a ferrite grain microstructure. The microstructure of the samples with 0.06% and 0.18% target phosphorus content was more homogenous, whereas the samples with 0.10% and 0.14% target phosphorus content had some fine grains among the relatively larger ones. Loss in NOES mainly includes hysteresis loss and eddy current loss. Grain boundaries can prevent magnetic domain walls from moving, and the size and energy loss during moving of the magnetic domains are determined by the grain size [
19]. The magnetic properties of NOES are greatly influenced by the distribution of the microstructure, inclusions, and texture composition [
1].
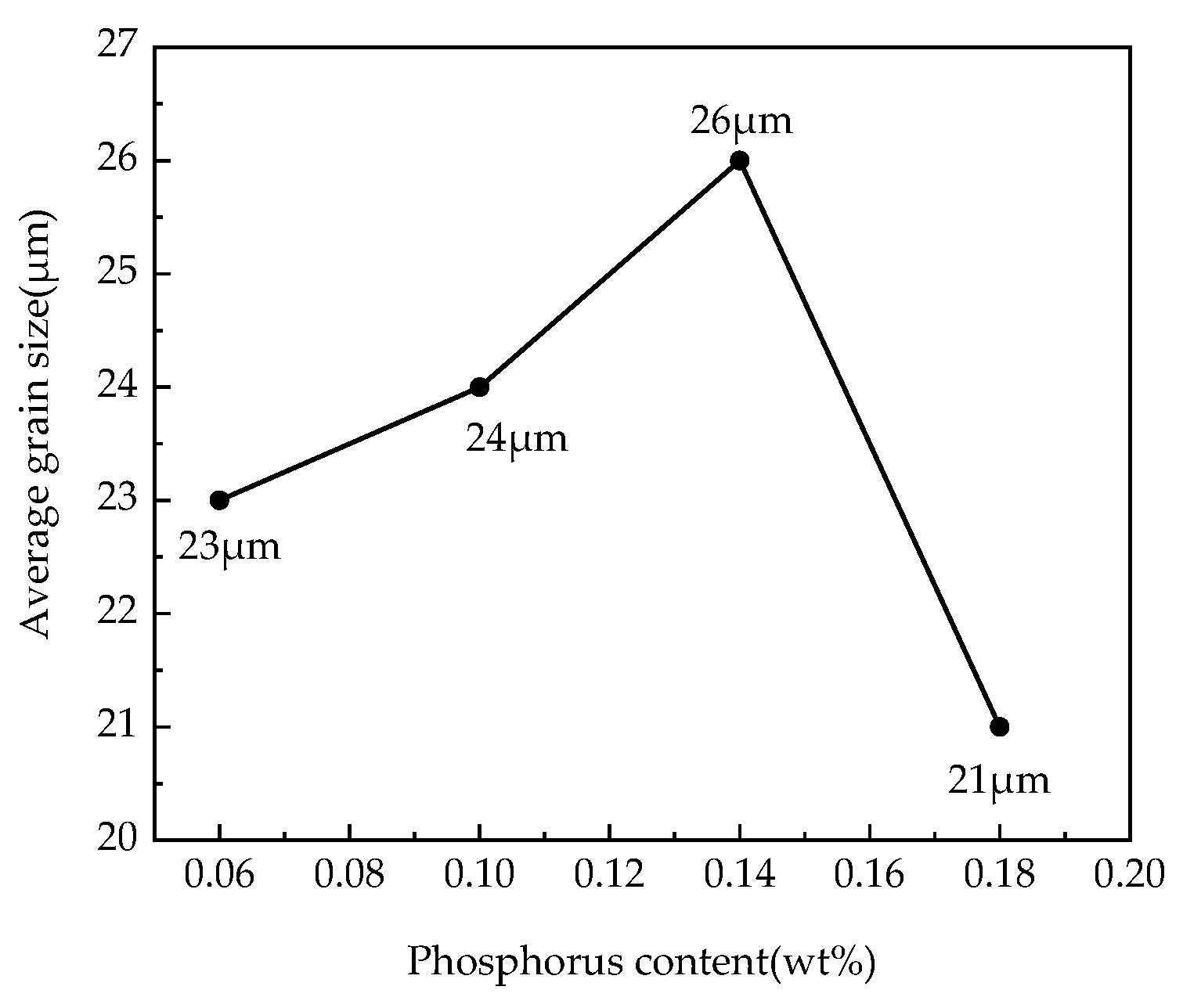
The statistical results of the average grain size in different target P-bearing samples of the finished samples are shown in
Figure 6.
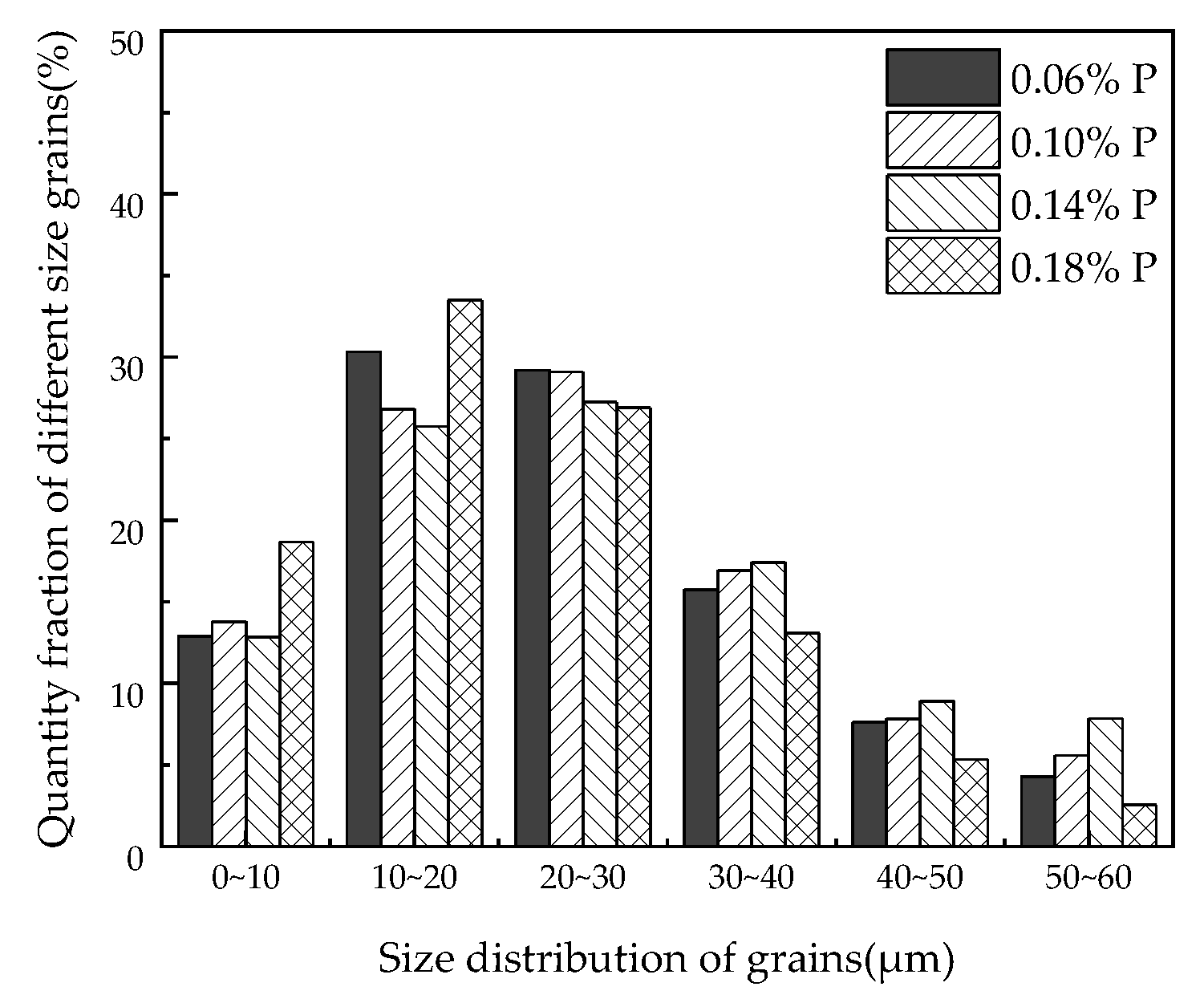
Figure 7 shows the percentage of grain quantity with different sizes of the total grains in different P-targeted samples. According to the results, the average grain size of the samples was 23 µm, 24 μm, 26 μm, and 21 μm with the 0.06%, 0.10%, 0.14%, and 0.18% target phosphorus content in the samples, respectively. The average grain size increased at first and then decreased after the target phosphorus content was attained at 0.18%. Phosphorus segregation at grain boundaries can prevent grain boundaries from migration, which probably prevents grain growth. The standard deviation of the grain size was 13 μm for the 0.06%P-targeted and 0.18%P-targeted samples, while it was 15 μm for the 0.10%P-targeted and 0.14%P-targeted samples. Combined with
Figure 7, it is indicated that the microstructure homogeneity of the samples deteriorated slightly as the target phosphorus content increased. It is certain phosphorus inhibited the grain growth and affected the homogeneity of the microstructure of the finished samples, which caused an increase in the grain boundary area, hindered domain movement, and resulted in higher hysteresis loss. In addition, the segregation of phosphorus elements near the dislocations can strongly hinder the movement of the dislocations, which leads to delayed recrystallization of the samples [
20].
It was found that the number density of the precipitates decreased and their average size increased after the target phosphorus content in the sample increased to 0.14%. As a result, the pinning force on the grain boundary weakened, which is conducive to grain growth, and the average grain size of the steel increased. A similar result was reported by Li [
21]: the precipitation of 0.3~0.7 μm-scale particles at the grain boundary hindered the growth of the grains. On the other hand, the fine precipitates in the samples reduced as a result of phosphorus segregation at the grain boundaries, and part precipitates coarsened, which weakened the pinning force at the grain boundaries or domain wall and increased the grain size, resulting in an improvement in the magnetic properties. To evaluate the effect of precipitates’ characteristics on the grain growth, the pinning force that prevents the grain from growth was approximately estimated by applying the pinning theory proposed by Zener and calculating Formulas (2)–(6) from [
22,
23,
24,
25]. The equations are as follows.
where:
PZ is defined as the Zener pinning force of the particle on the grain boundary per unit grain boundary area.
fv is the volume fraction of the particle.
σ is the free energy per unit grain boundary.
r is the average radius of the second-phase particles.
Nv is the number of particles per unit volume of the grain boundary.
NA is the number of particles on the grain boundary per unit area.
dA, m is the mean diameter of the particles on the grain boundary per unit area.
dV, m is the mean diameter of the particles in the grain boundary per unit volume.
dA, i is the diameter of the
i-th particle on the grain boundary per unit area. The more the number of precipitates and the smaller the size, the stronger the inhibition force of grain growth. Assuming only the size and number of precipitates are taken into consideration, the pinning force of the precipitates on the grain boundaries in the four samples can be theoretically estimated based on the statistical results. The increasing order of the values was
PZ, 0.18%P,
PZ, 0.06%P,
PZ, 0.10%P,
PZ, 0.14%P according to the calculated results
PZ, 0.14%P = 0.48
PZ, 0.06%P = 0.21
PZ, 0.10%P = 0.96
PZ, 0.18%P. The grain boundary pinning force is determined by the quantity, size, and distribution of the precipitates in the samples simultaneously. Although the pinning force of 0.10%P-targeted samples was larger than the other samples, the size of the precipitates in 0.18%P-targeted was more dispersed, as seen in
Figure 4, and the dispersed precipitates were more homogeneous. The least pinning force on the grain boundaries generated from the precipitates was found in the 0.14%P-targeted samples, and the grain size was the largest, while the number density was the lowest within the four samples. It is well known that grain growth is controlled by three factors, the driving force stored in the matrix, the resistance of the grain growth, and the pinning force of the inhibitors. The grain size and microstructure homogeneity are influenced simultaneously by phosphorus segregation at the grain boundaries and precipitates’ characteristics in the finished samples. Phosphorus segregation and precipitates’ precipitation at the grain boundary retard grain boundary migration, inhibit grain growth, and deteriorate the microstructure homogeneity of the steel. The target phosphorus content in the steel must be controlled accurately based on the specific composition of NOES to function favorably.
3.3. Effect of Phosphorus Content on the Texture of the Finished Steel
In NOES, γ-fiber texture ({111} parallel to the rolling surface has a higher average magnetocrystalline anisotropy. The main texture exhibits an easy magnetization <100> direction on the η-fiber texture (<100> parallel to the rolling direction), and the magnetic induction intensity was obviously affected [
26,
27].
Figure 8a–d represent ODF sections taken at
φ2 = 45° representing the texture in the samples with different target phosphorus content, respectively. The main texture of the sample is the γ ({111}
‖RD) texture (
Φ = 55°,
φ2 = 45°), and the γ texture is distributed continuously. Each sample contains a small amount of {100}
‖RD(
Φ = 0°,
φ2 = 45°), {411}
‖RD (
Φ = 19°,
φ2 = 45°), {112}
‖RD texture (
Φ = 35°,
φ2 = 45°), and {110}
‖RD texture (
Φ = 90°,
φ2 = 45°).
Table 3 lists the macroscopic texture content
TV (%) of the main texture components in different target phosphorus contents of the experimental samples calculated by the texture analysis software. As the target phosphorus content increased, the {111}<112> component decreased. Since the {111}<112> component severely weakened the magnetic induction in electrical steels, phosphorus addition in the steel was favorable. However, the {111}<110> component, which is unfavorable for the magnetic properties of NOES, increased when the target phosphorus content increased to 0.18% compared with that 0.14%-targeted sample. The {001}<110> component (cube texture) also tended to increase with the increase of the target phosphorus content in the samples, which was beneficial to the magnetic properties. The findings indicate that phosphorus was used as a segregated element in NOES, and the texture development of the steel was significantly affected. It is perhaps that {111} recrystallization nucleation close to the grain boundaries is inhibited by phosphorus segregation, which leads to the components of {111}<112> changing, as reported by Lee et al. [
9]. The change in the main texture content of the samples indicates the phosphorus element is advantageous for enhancing the magnetic properties of NOES. The increase of the {111}<110> component probably originated from the increase in the grain boundaries caused by more numerous and smaller-sized precipitates, which inhibited the grain growth. The content ratio of the {100} texture to the {111} texture was 1.365 in the samples with the target content of P at the 0.14% level and larger than that in the 0.18%P-targeted sample. As a result, the content of the favorable texture component was the most in the 0.14%P-targeted samples, and then, the magnetic induction of the samples was better.
3.4. Effect of Phosphorus Content on the Magnetic Properties of the Finished Steel
Figure 9 shows the effect of the target phosphorus content on the iron loss and magnetic induction of the experimental steels. In the four samples of 0.06%P, 0.10%P, 0.14%P, and 0.18%P, the magnetic induction B50 was 1.742 T, 1.752 T, 1.765 T, and 1.748 T and the iron loss P1.5/50 was 4.53 W/kg, 4.69 W/kg, 4.85 W/kg, and 4.93 W/kg, respectively. The magnetic induction of the samples with a target content of P at the 0.14% level was higher than that of the other samples. Compared with the 0.06%P-targeted samples, the magnetic induction increased by 0.023 T compared to that of the 0.14%P-targeted samples. The decrease in the {111}<112> component and the number density of the precipitates and the increase in their average size were responsible for the increase in the magnetic induction. A decrease in the magnetic induction of the 0.18%P-targeted sample compared with the 0.14%P-targeted sample was caused by grain refining and an increase of the unfavorable {111}<110> component. Iron loss increased as the target phosphorus content increased in the steel, including eddy current loss and hysteresis loss. The grain size increased and the homogeneity of the microstructure deteriorated when the target P content increased from 0.06% to 0.14%. Thus, higher core loss appeared in the samples with larger average grain sizes in the present study. It is the reciprocal relationship between hysteresis loss and the square root of the grain size that increases the hysteresis loss [
28,
29,
30]. The changes of the magnetic induction are proportional to the coercive force, while that of the core loss is proportional to the hysteresis loss [
1]. The coercive force is directly proportional to the number of precipitates and inversely proportional to the size of the precipitates. When the size of the precipitates was near the domain wall thickness (100~200 nm), their impact on the coercive force and hysteresis loss was the biggest, and the ability to pin the domain wall was the strongest. After P was added to the steel, the number density of the precipitates (in the size range of 100~200 nm) increased and then reduced to the least in the 0.14%P-target samples (
Figure 2), which can decrease the coercive force and hysteresis loss of the specimens. On the other hand, phosphorus added to the steel can increase resistivity and reduce eddy current losses. Due to the tendency of the fine precipitates in the steel pinning the grain boundaries, recrystallization was delayed and grain growth was inhibited, which increased the hysteresis loss and degraded the magnetic properties.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}